Изобретение относится к трубопрокатному производству, в частности к конструкции устройства для нанесения смазки на внутреннюю поверхность гильзы.
Целью изобретения является повы- -шение надежности нанесения Смазки,
На чертеже представлено предла- ,гаемое устройство.
Устройство содержит оправку 1, центральньш стержень 2, охватывающую его втулку 3 с фланцами 4 и 5 и ограничителем 6 перемещения вдоль стержня, смазочную головку, вьтол- ненную в виде составньк тарельчатых пружин 7 и 8, установленных на втулке с возможностью изменения объема полости, образованной между ними.
Изменение объема этой полости осуществляется за счет осевого смещения втулки относительно центрального стержня. Поэтому пружина 7 (ближайшая к оправке) не должна перемещатьс ,вместе со втулкой вправо, а другая пружина должна иметь такую возможность от взаимодействия с фланцем втулки. Это достигается фиксированием одной пружины на центральном стержне, а другой пружины - на втулке. На втулке на величину не менее осевого перемещения со стороны оправки выполняется сквозная осевая прорезь, через которую пропускается и запрессовьшается в стержень ограничитель (штифт), Фланец 4 втулки выполнен в виде гайки.. Этой же гайкой производится регулирование сжатия пружин.
Устройство работает следующим об- разом.
Оправку 1 втулкой 3 и центральным стержнем 2 вместе с заправленной смазкой смазочной головкой устанавливают в оправочньш стержень 9 трубопро- катного стана. При этом между фланцем 5 втулки 3 и справочного стержня остается некоторое расстояние. В начале прокатки гильза, внутренней поверхностью соприкасаясь с наружной поверхностью оправки, смещает последнюю до упора в справочный стержень. За этот период тарельчатая пружина 8 вместе с втулкой от контакта с фланцем 4 и оправкой смещаются вправо, а пружина 7 остается неподвиной, .
Благодаря этому происходит уменьшение объема полости смазочной го
ловки, следовательно, повышение давления в ней и за счет этого впрыскивание смазки в очаг деформации через радиальные отверстия пружин 7. Надежность и равномерность подачи смазки определяется только диаметром и количеством равномерно расположенных по окружности отверстий. После окончания цикла прокатки устройство снимается со стана, заправляется смазкой и снова подается в стан.
Для заправки устройства смазкой его погружают в ванну и перемещают втулку относительно центрального стержня. При обратном ходе втулки, которьш совершается за счет разжижающих сил пружин, происходит всасывание смазки и заполнение полости.
Пример. В качестве примера приведем основные конструктивные размеры устройства, предназначенного для автоматстана трубопрокатного агрегата. Наружный диаметр оправки 90 мм, диаметр и длина центрального стержня 15 и 200 мм, внутренний диаметр, толщина стенки и длина втулки соответственно 15,4 и 160 мм, наружный диаметр смазочной головки 80 мм, ход втулки относительно центрального стержня 20 мм. Юстальные размеры назначаются конструктивно. Оправка изготавливается из обычной оправочной стали. Остальные детали - из стали 40Х с твердостью HRC 35-40, Посадочные поверхности втулки и шпильки обрабатьшаются по классу частоты 7 и 2-му кл. точности по скользящей посадке.
Использование предложенной конструкции позволит повысить надежность и равномерность нанесения смазки в очаг деформации. Благодаря этому достигается повьш1ение точности труб и срока службы дорогостоящего инстр5 ента.
Формулаизобретения
Устройство для смаэки гильзы изнутри, содержащее центральный стержень, оправку с центральным осевым отверстием и расположенную перед нею смазсчную головку с радиальными каналами в стенке и переменного объема полостью, отличающееся тем, что, с целью псвьшения надежности нанесения смазки, онс снабжено фланцевой втулкой, установленной на
313199534
стержне с возможностью ограниченного выполнена из тарельчатых пружин, од- осевого перемещения и несущей оправ- на из которых взаимодействует с фланку, и смазочной головкой, которая . цем втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент непрерывного стана оправочной прокатки труб | 1990 |
|
SU1734901A1 |
| Устройство для нанесения смазки на внутреннюю поверхность гильзы | 1981 |
|
SU956085A1 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
| Устройство для подачи жидкости на внутреннюю поверхность труб | 1981 |
|
SU986534A1 |
| Устройство для установки оправки в стане | 1987 |
|
SU1521513A1 |
| Оправочный стержень трубопрокатного стана | 1980 |
|
SU880527A1 |
| Стан винтовой прокатки | 1980 |
|
SU863021A1 |
| Устройство для смазки трубы изнутри | 1987 |
|
SU1516154A1 |
| Устройство для смазки внутренней поверхности труб | 1989 |
|
SU1699669A1 |
| Устройство для нанесения смазки на внутреннюю поверхность гильзы | 1980 |
|
SU897325A1 |
Изобретение относится к трубопрокатному производству и касается устройств для нанесения смазки на внутреннюю поверхность гильзы. Цель изобретения - повьшение надежности нанесения смазки. Устройство содержит смазочную головку в виде тарельчатых пружин 7 и 8, образующих смазочную полость. Они установлены перед оправкой 1 через втулку 3 с фланцами 4 и 5 на центральном стержне 2. Пружина 7 зафиксирована относительно стержня ограничителем 6, а пружина 8 установлена в контакте с фланцем 4 втулки. Перемещая во время прокатки оправку с втулкбй, изменяют объем смазочной полости и смазка вытесняется через каналы в пружине 8, смазывая гильзу изнутри. 1 ил. С s (Л с со X) со СП СО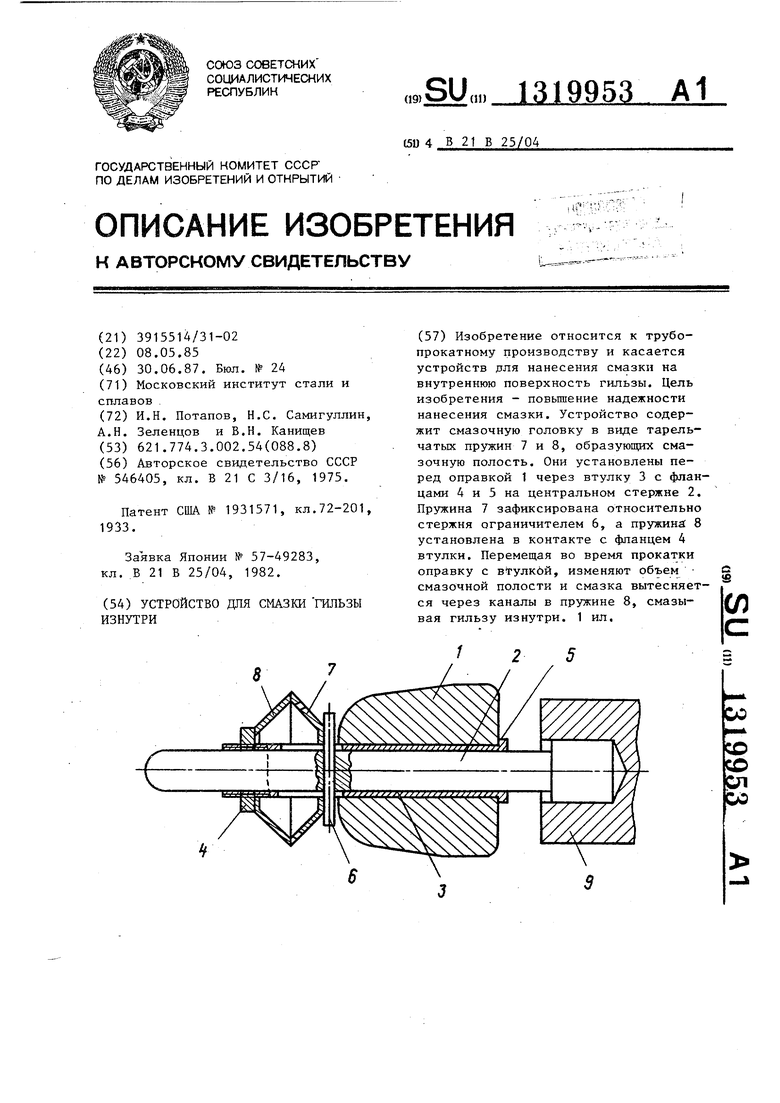
| Оправка для волочения труб | 1975 |
|
SU546405A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Штампованные вилы | 1925 |
|
SU1933A1 |
| 1931571, кл.72-201, Заявка Японии № 57-49283, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
