Изобретение относится к области технологии изготовления датчиков давления и может использоваться в измерительной технике.
Известен способ герметизации полости корпуса датчика, заполненной жидкостью, с помощью шарика, используемый в настоящее время на предприятии. (См. Приложение 1).
В известном способе в отверстие для заливки полости корпуса жидкостью после заливки вкладывают шарик и прижимают шарик винтом к кромке отверстия корпуса.
Недостатками известного способа являются его трудоемкость, возможный брак при механической обработке кромки отверстия в корпусе и возможные утечки заливочной жидкости при ослаблении резьбового соединения.
Известен также способ герметизации заливочного отверстия полости корпуса с помощью герметизирующего элемента в виде капилляра, вваренного в отверстие полости корпуса. После заливки жидкости капилляр пережимают, обрезают и заваривают. Известный способ также используется на предприятии, выбран в качестве прототипа и представлен в Приложении 2.
Недостатками известного способа являются ненадежность, связанная с дополнительными сварными соединениями и с большой степенью деформации материала капилляра при пережиме и с возможностью образования микротрещин в местах пережима и сварки капилляра, а также необходимость дополнительной защиты капилляра от случайных механических воздействий при эксплуатации, сложность выполнения герметизации с использованием специализированного оборудования.
Задачей является повышение надежности способа герметизации полости корпуса и его упрощение.
Поставленная задача решается предложенным способом герметизации полости корпуса, заполненной жидкостью, при помощи сварки, заключающемся в том, что заливают жидкость в полость корпуса датчика, вкладывают в заливочное отверстие герметизирующий элемент и заваривают его в нем, согласно изобретению герметизирующий элемент выполняют в форме цилиндра, вкладывают его в заливочное отверстие с зазором, затем выбирают этот зазор обжимом по конусу вокруг отверстия и выполняют сварку.
Выполнение герметизирующего элемента в форме цилиндра и выполнение конуса вокруг отверстия позволяют с минимальной деформацией стенок отверстия выбирать зазор вокруг вкладыша обжатием по конусу. При обжатии жидкость вытесняется из зоны сварки, что обеспечивает надежную герметизацию сваркой полости, заполненной жидкостью.
Технический результат - обеспечение надежной герметизации полости датчика, заполненной жидкостью.
Заявляемый способ герметизации сваркой полости датчика, заполненной жидкостью, обладает новизной в сравнении с прототипом, отличаясь от него такими существенными признаками, как выполнение герметизирующего элемента в форме цилиндра, вкладывание его в заливочное отверстие с зазором, выборка этого зазора обжимом по конусу вокруг отверстия и последующее выполнение сварки, обеспечивающими в совокупности достижение заданного результата.
Заявителю не известны технические решения, обладающие указанными выше отличительными признаками, обеспечивающими в совокупности достижение заданного результата, поэтому он считает, что заявляемый способ соответствует критерию «изобретательский уровень».
Заявляемый способ может найти широкое применение в измерительной технике при изготовлении датчиков давления, а потому соответствует критерию «промышленная применимость».
Изобретение иллюстрируется чертежами, где представлены на:
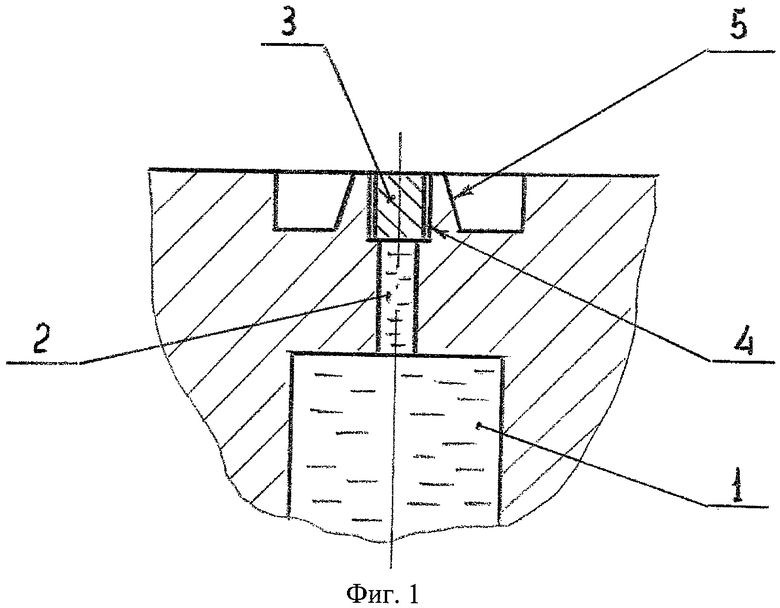
- фиг.1 - чертеж элементов герметизации полости с жидкостью;
- фиг.2 - схема герметизации.
Заявляемый способ герметизации заключается в следующем.
Заливают жидкость в полость 1 датчика, затем в заливочное отверстие 2, расположенное на оси конического выступа 5, вставляют цилиндрический вкладыш 3 с зазором 4 вокруг вкладыша 3. Герметизация полости 1 достигается за счет обжатия цилиндрического вкладыша 3 при внешнем воздействии на коническую поверхность выступа 5 с помощью инструмента с внутренним конусом и последующей сварки торца вкладыша 3 с вершиной конического выступа 5. Могут применяться различные виды сварки, например аргонодуговая или лазерная.
При обжиме цилиндрического вкладыша 3 жидкость вытесняется из зоны сварки при незначительной деформации конического выступа, что обеспечивает качество сварного соединения и надежность герметизации полости 1.
В сравнении с прототипом заявляемый способ является более простым и обеспечивает более надежную герметизацию полости датчика, заполненной жидкостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ АНАТОМИЧЕСКИХ МОДЕЛЕЙ | 2002 |
|
RU2219873C2 |
| ГЕРМЕТИЗАТОР УСТЬЕВОЙ РОТОРНЫЙ | 2022 |
|
RU2798532C1 |
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 2006 |
|
RU2301787C1 |
| СТАЛЬНОЙ БАЛЛОН ДЛЯ ГАЗОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2035251C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| ВЫСОКОТЕМПЕРАТУРНАЯ МУФТА КАБЕЛЬНОГО ВВОДА ДЛЯ ПОГРУЖНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2018 |
|
RU2679825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОКАНАЛЬНОЙ ПЛАСТИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2177187C1 |
| Способ изготовления источника микропотока паров веществ и ручной сварочный инструмент для его осуществления | 2022 |
|
RU2796964C1 |
| ШАРОВОЙ ШАРНИР С ВКЛАДЫШЕМ, ПОЛУЧЕННЫМ МЕТОДОМ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ | 2018 |
|
RU2730763C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КАПИЛЛЯРНЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ИЗ СПЛАВА ПАЛЛАДИЯ В ТРУБНОЙ ДОСКЕ АППАРАТА | 1991 |
|
RU2027568C1 |
Изобретение относится к области технологии изготовления датчиков давления и направлено на повышение надежности герметизации и упрощение процесса герметизации при изготовлении датчиков, что обеспечивается за счет того, что при осуществлении герметизации полости в датчике давления, заполненной жидкостью, герметизирующий элемент помещают в заливочное отверстие полости корпуса, заполненной жидкостью, обжимают и заваривают. При этом, согласно изобретению, герметизирующий элемент выполняют в форме цилиндрического вкладыша, помещают его в заливочное отверстие с зазором, затем выбирают этот зазор обжатием по конусу выступа вокруг отверстия в корпусе и выполняют герметизирующую сварку торца цилиндрического вкладыша с вершиной конического выступа. 2 ил.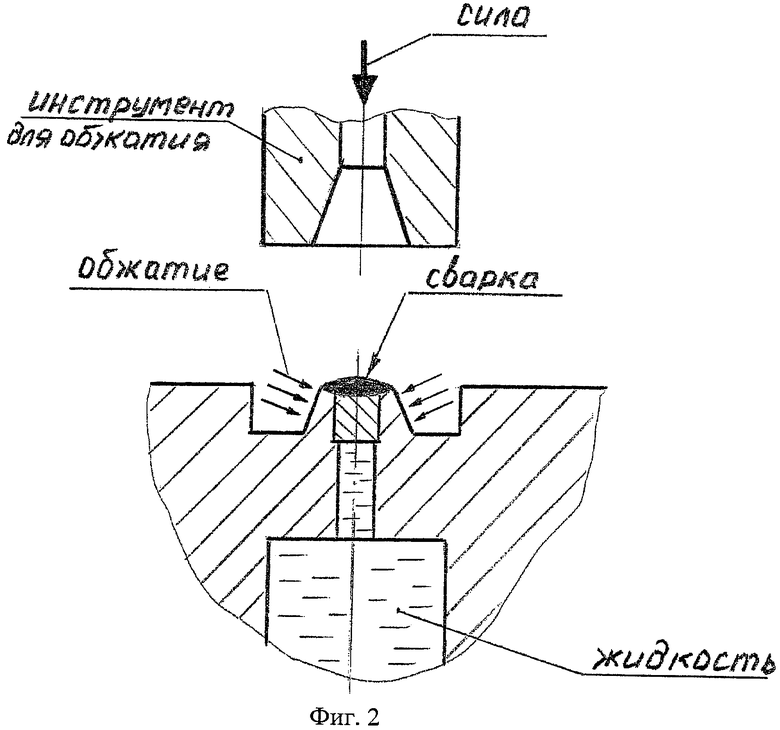
Способ герметизации сваркой полости, заполненной жидкостью, заключающийся в том, что герметизирующий элемент, помещенный в заливочное отверстие полости корпуса с жидкостью, обжимают и заваривают, отличающийся тем, что герметизирующий элемент выполняют в форме цилиндрического вкладыша, помещают его в заливочное отверстие с зазором, затем выбирают этот зазор обжатием по конусу выступа вокруг отверстия в корпусе и выполняют герметизирующую сварку торца цилиндрического вкладыша с вершиной конического выступа.
| Способ герметизации металлических вакуумируемых сосудов | 1987 |
|
SU1449194A1 |
| Способ герметизации трубчатых изделий | 1980 |
|
SU1085725A1 |
| US 4629665 A, 16.12.1986 | |||
| RU 23130072 C2, 20.12.2007. | |||

