Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для резки и выталкивания лапши, которое режет кусок теста в форме ленты и выталкивает полосы лапши, и к съемнику лапши (варианты), снимающему полосы лапши, нарезаемые и выталкиваемые из режущих валков устройства.
Изобретение относится также к съемнику лапши, который увеличивает расстояние между соседними полосами лапши в направлениях спереди назад и бок о бок, снимает полосы лапши из секции с канавками режущих валков, препятствует изгибанию полос лапши после удаления полос лапши из режущих валков, препятствует слипанию соседних полос лапши друг с другом и используется для производства лапши, которая восстанавливается до линейной формы при тепловой обработке лапши.
Уровень техники
Известен способ, в котором лапшовое тесто производится посредством смешивания и замешивания ингредиентов для производства лапши, таких как мука или крахмал; ленту лапши получают за счет раскатывания теста до заданной толщины, после чего лента лапши режется, и узкие полосы лапши заданной толщины выталкиваются с помощью устройства для резки и выталкивания лапши, в результате чего производится сырая лапша.
После необходимых этапов обработки, таких как процесс резки или процесс пропаривания-варки, сырая лапша подвергается обработке в соответствии с конфигурацией готовых продуктов для получения различных видов лапши, такой как сырая лапша, сухая лапша, пропаренная лапша или лапша быстрого приготовления.
На этапе производства пропаренной лапши и лапши быстрого приготовления после резки и выталкивания лапша должна быть подвергнута процессу пропаривания-варки.
Устройство для резки и выталкивания лапши, по существу, постоянно соединено с устройством для пропаривания-варки с помощью подающего транспортера лапши, расположенного между ними, при этом перемещение лапши выполняется автоматически.
В обычном устройстве для резки и выталкивания лапши пара режущих валков расположена в горизонтальном состоянии или в соответствующем наклонном состоянии, при этом под режущими валками установлена направляющая труба.
Направляющая труба продолжается в направлении, перпендикулярном направлению перемещения подающего транспортера лапши или в наклонном направлении относительно направления перемещения.
Лапша, нарезаемая и выталкиваемая из режущих валков и имеющая прямолинейную форму, приобретает изогнутую форму, проходя через направляющую трубу.
Лапша, получившая изогнутую форму, направляется к подающему транспортеру, расположенному под направляющей трубой.
Подающий транспортер перемещает лапшу, находящуюся в изогнутом состоянии, в перпендикулярном направлении (вертикальном направлении) к устройству для пропаривания-варки.
В устройстве для пропаривания-варки получают вареную лапшу, имеющую требуемую изогнутую форму (см., например, публикацию японской рассмотренной заявки на полезную модель № Н4-38714).
Пара режущих валков состоит из двух валков, в которых множество секций с тороидальными канавками последовательно расположено с заданным расстоянием в направлении по окружности каждого валка.
Выступающий участок, предусмотренный на периферийной поверхности, образует краевой режущий участок, при этом выступающие участки двух режущих валков попеременно входят в зацепление друг с другом.
Во время вращения режущих валков, с помощью приводного устройства и прохождения ленты лапши между двумя режущими валками лента лапши режется выступающими участками двух режущих валков.
Пара режущих валков представляет собой режущее устройство для резки ленты лапши и выталкивания полос лапши.
Под режущими валками расположен съемник лапши, используемый для производства лапши.
Съемник лапши состоит из пластинчатого элемента, согнутого один или несколько раз для получения тупого угла.
На одной из длинных сторон съемника лапши предусмотрено множество очищающих выступов в форме гребня.
Съемник лапши расположен под режущими валками, так чтобы очищающие выступы находились в зацеплении или были вставлены в секции с тороидальными канавками режущих валков.
Когда режется лента лапши, и полосы лапши выталкиваются с помощью режущих валков, т.е. когда выполняются резка и выталкивание в обращенных друг к другу валках, режущий нож одного из валков режет лапшовое тесто (ленту лапши) и вдавливает ленту лапши в секцию с канавками в другом валке. В результате полосы лапши, образованные с помощью резки ленты лапши, попадают в секции с тороидальными канавками.
Соответственно, когда резаная поверхность (поверхность резки) лапши, не являющаяся сухой, прилипает к внутренней поверхности секции с канавками, лапша также остается в секции с канавками после резки и выталкивания лапши, и лапшу трудно удалить из режущих валков, так чтобы лапша падала из режущих валков.
Кроме того, недостаток удаления состоит в том, что сложно удалять лапшу, нарезаемую и выталкиваемую из режущих валков. Из-за этого недостатка удаления валок вращается в состоянии, при котором лапша попадает в валок.
В результате лапша запутывается вокруг периферии режущих валков, что не позволяет режущим валкам работать в непрерывном режиме.
Для решения вышеуказанной проблемы, как правило, вышеописанный съемник лапши, используемый для производства лапши, устанавливается под режущими валками, при этом каждый очищающий выступ, образованный в форме гребня, находится в зацеплении или вставлен в каждую секцию с тороидальными канавками режущего валка. Таким образом, нарезаемая и выталкиваемая лапша, находящаяся в секциях с тороидальными канавками режущих валков, снимается с помощью очищающих выступов во время вращения режущих валков.
Тем самым, имеется возможность постепенно удалять лапшу из режущих валков, так чтобы лапша падала из режущих валков во время их вращения.
Вышеуказанный съемник лапши в форме гребня называют пластиной для снятия лапши, съемником или очищающим элементом.
Кроме того, очищающие выступы, образованные в форме гребня, называют очищающим ножом, ножом для снятия лапши или съемником.
При использовании обычного способа производства вареной лапши или производстве лапши с помощью устройства, показанного на Фиг.2, сечение режущего ножа режущих валков 13 и 13' имеет форму с углублениями и выступами в осевом направлении.
Кроме того, глубины множества секций 14 и 14' с канавками равны друг другу. Лапша нарезается и выталкивается с помощью вышеуказанных режущих валков 13 и 13'.
Съемник лапши, используемый с режущими валками 13 и 13', показанными на Фиг.2, имеет конфигурацию, в которой длины очищающих выступов равны друг другу, и имеет форму гребня.
Кроме того, в съемнике лапши, как показано на Фиг.3, длинные очищающие выступы и короткие очищающие выступы расположены поочередно.
При резке и выталкивании лапши из режущих валков 13 и 13' с использованием вышеуказанного съемника лапши нарезаемые и выталкиваемые полосы лапши снимаются и удаляются из каждого режущего валка, соответствующего длине выступа съемника лапши в состоянии, при котором полосы лапши выровнены в линию. Полосы лапши падают на подающий транспортер лапши или в направляющую трубу, которая установлена под режущими валками. Подающий транспортер лапши транспортирует лапшу к устройству пропаривания-варки. Лапша подвергается процессу пропаривания-варки.
В результате, когда нарезаемая и выталкиваемая лапша подвергается пропариванию и варке в форме пучка, имеет место слипание или соединение полос лапши на участках между поверхностями полос лапши, которые нарезаны и вытолкнуты, или между раскатанными поверхностями лапши. Дефекты лапши, возникающие при пропаривании-варке, и недостаточное пропаривание-варка (недостаточная клейстеризация крахмала) имеют место на участках, на которых полосы лапши склеиваются или соединяются.
В результате возникает проблема, связанная со снижением продажной цены.
Кроме того, во время тепловой обработки и восстановления лапши, т.е. во время выполнения пропаривания-варки недостаток разматывания состоит в том, что полосы лапши не разматываются надлежащим образом, в результате чего возникают дефекты тепловой обработки и т.п. Следовательно, в отношении вкусовых качеств существует проблема, состоящая в том, что ухудшается качество и текстура лапши.
В качестве способа решения проблемы, связанной со слипанием или соединением полос лапши друг с другом, как правило, изогнутые полосы лапши образуются посредством изгибания нарезаемых и выталкиваемых полос лапши в волнообразной форме с помощью направляющей трубы, и изогнутые полосы лапши подвергаются пропариванию и варке (см., например, японскую патентную заявку № S30-3036 и японскую патентную заявку № S30-7193).
В этом случае полосы лапши, нарезаемые и выталкиваемые из режущих валков, группируются так, что они разделяются на группы лапши для каждого режущего валка. Полосы лапши образуются так, что они становятся изогнутыми полосами лапши в волнообразной форме в перпендикулярном направлении (вертикальном направлении). В результате снижается повторяемость слипания соседних полос лапши.
Однако полосы лапши, нарезаемые и выталкиваемые из одного из режущих валков, равномерно выровненные в одном из режущих валков, и полосы лапши, расположенные рядом друг с другом на микрорасстоянии, находятся в контакте друг с другом у резаных поверхностей. В результате не имеется возможности предотвратить слипание друг с другом соседних полос лапши в одном и том же ряду.
Кроме того, из-за теплового воздействия, обусловленного пропариванием и варкой, происходят изменения в компонентах лапши, изогнутая форма изогнутых полос лапши становится постоянной, участок слипания изогнутые полосы лапши, расположенные рядом друг с другом на участке слипания, соединяются и участок становится неподвижным, и изогнутая форма полос лапши становится устойчивой.
Соответственно, участки, на которых полосы лапши являются неподвижными, подвергаются неравномерному пропариванию и варке (клейстеризация крахмала), и имеется проблема, состоящая в возникновении дефектов, связанных с распутыванием лапши, или дефектов тепловой обработки в готовом продукте.
Японская рассмотренная патентная заявка, вторая публикация № S55-34648, описывает способ непрерывного производства пропаренной лапши, в котором после выполнения пропаривания-нагрева между соседними пропаренными полосами лапши не происходит слипания и соединения.
В этом способе используется съемник лапши, и съемник лапши включает в себя длинный очищающий выступ и короткий очищающий выступ (две длины очищающего выступа), при этом очищающие выступы расположены поочередно. Каждый из двух видов очищающих выступов съемника лапши находится в зацеплении в переднем положении или заднем положении в направлении по окружности режущих валков.
Полосы лапши, нарезаемые и выталкиваемые из режущих валков, снимаются и удаляются из переднего положения и заднего положения в направлении по окружности режущих валков.
Таким образом, группа полос лапши, нарезаемых и выталкиваемых из одного из режущих валков, делится на две группы, т.е. полосы лапши делятся на четыре группы полос лапши в паре режущих валков.
Следовательно, в зависимости от формы очищающего выступа съемника лапши, группа полос лапши, нарезаемых и выталкиваемых из одного из режущих валков, делится на две группы.
Благодаря наличию зазора в одной из групп полос лапши между полосами лапши, находящимися рядом друг с другом и нарезаемыми и выталкиваемыми из одного и того же ряда, предотвращается слипание или соединение соседних полос лапши.
В публикации японской заявки на полезную модель № S63-45903 описывается такой же способ, как и способ, описанный в японской патентной заявке № S55-34648.
В описании японской заявки на полезную модель № S63-45903 для зацепления очищающих выступов в переднем положении и заднем положении в направлении по окружности валка очищающие выступы загнуты так, чтобы угол зацепления короткого очищающего выступа относительно валка был большим.
Вышеуказанный способ описывается в японской патентной заявке, № Н4-41582, и японском патенте №3746087.
Однако в вышеуказанных традиционных способах описывается оснащение, в котором очищающие выступы съемника лапши загнуты поочередно, и положения, в которых секции с канавками режущих валков, находящиеся в зацеплении с очищающими выступами, отличаются друг от друга, и величина смещения между передним положением и задним положением в направлении по окружности валка, является слишком малым.
Таким образом, существуют проблемы (1) и (2).
(1) При снятии полос лапши с режущих валков, даже если множество полос лапши делится по группам, существует проблема, состоящая в том, что наряду с удалением и падением полос лапши с режущих валков, полосы лапши сближаются друг с другом, и соседние полосы лапши соединяются или прилипают друг к другу.
Кроме того, существует проблема, состоящая в том, что множество групп полос лапши расположено относительно друг друга согласно состоянию, в котором множество полос лапши уложено на подающий транспортер, расположенный под режущими валками, или согласно форме, в которой множество групп полос лапши было разделено на множество групп и было уложено слоями.
По этой причине существует проблема, состоящая в том, что соседние полосы лапши соединяются или прилипают друг к другу, в то время как все множество групп полос лапши имеют одинаковую изогнутую форму.
(2) Кроме того, поскольку полосы лапши, нарезаемые и выталкиваемые как одна группа, снимаются, удаляются и падают с режущих валков в выровненном положении, полосы лапши, нарезаемые и выталкиваемые из одного и того же ряда, образованы так, что они занимают пространство, соответствующее одному размеру лапши.
Однако зазор между полосами лапши, расположенными рядом друг с другом, является узким.
В результате, если множество полос лапши, имеющих между собой узкое расстояние, укладывается на подающий транспортер и адаптированы друг к другу, существует проблема, состоящая в том, что резаные поверхности полос лапши, находящихся рядом друг с другом в одном и том же ряду, прилипают друг к другу.
Японская нерассмотренная патентная заявка, первая публикация № H10-210924, определяет угол очищающего выступа относительно режущих валков и расстояние между передним положением и задним положением, в которых очищающие выступы находятся в зацеплении с секциями с канавками.
С помощью этого способа уменьшается вышеописанная проблема (1), однако не решается вышеуказанная проблема (2).
Другими словами, когда полосы лапши, нарезаемые и выталкиваемые из одних и тех же положений в направлении по окружности режущих валков, укладываются на подающий транспортер и адаптируются друг к другу, возникает проблема, состоящая в том, что резаные поверхности полос лапши, находящиеся рядом друг с другом, соединяются или прилипают друг к другу.
Кроме того, как правило, когда сухая лапша, пропаренная лапша, лапша быстрого приготовления и т.п. производятся из сырой лапши, то во избежание соединения или слипания нарезаемых и выталкиваемых полос лапши, находящихся рядом друг с другом, нарезаемые и выталкиваемые полосы лапши образуются так, что они изгибаются в волнообразной форме, т.е. принудительно растягиваются в перпендикулярном направлении (вертикальном направлении). Кроме того, образуется скопление лапши, в котором полосы лапши уложены двухступенчатыми слоями, и имеет место уменьшение участков, на которых соседние полосы лапши склеиваются или находятся в контакте друг с другом
Однако в способе образования изогнутых полос лапши, как описано выше, множество полос лапши, нарезаемых и выталкиваемых из одного из режущих валков, периодически образуются в виде изогнутых полос лапши с идентичной повторяемостью.
В связи с этим в соседних полосах лапши множества групп полос лапши, которые периодически нарезаются и выталкиваются с идентичной повторяемостью, существует проблема, состоящая в том, что резаные поверхности, находящиеся рядом друг с другом, легко слипаются друг с другом при выполнении этапа изгибания.
По этой причине участки прилипания-соединения подвергаются сушке в исходном состоянии, при этом образуется фиксированное скопление лапши; или образуется скопление лапши, в котором соединяются участки прилипания-соединения, из-за воздействия клейстеризации крахмала в компоненте крахмала, что обусловлено процессом пропаривания-варки, например пропариванием или варкой.
Из-за вышеуказанного закрепления и соединения в скоплении лапши компонент крахмала клейстеризуется не полностью или неравномерно, и имеют место дефекты, связанные с ненадлежащим распутыванием лапши во время тепловой обработки, и дефекты, относящиеся к качеству и текстуре продукта, и восстановленная лапша может быть безвкусной.
Таким образом, в результате закрепления и соединения полос лапши значительно снижаются товарное качество и продажная стоимость лапши.
Для решения вышеуказанных проблем желательно максимально уменьшить слипание соседних полос лапши.
Кроме того, описывается способ, в котором используется съемник лапши, включающий в себя длинный очищающий выступ и короткий очищающий выступ (две длины очищающего выступа); очищающие выступы расположены попеременно; каждый съемник лапши, имеющий очищающий выступ двух типов, находится в зацеплении в переднем положении и заднем положении в направлении по окружности с одним из режущих валков; и группа полос лапши, нарезаемых и выталкиваемых из режущего валка, разделяется на две группы.
Однако даже если используется этот способ, группа полос лапши, нарезаемых и выталкиваемых из переднего положения, недостаточно отделяется от группы полос лапши, нарезаемых и выталкиваемых из заднего положения.
Кроме того, каждая из четырех групп полос лапши, нарезаемых и выталкиваемых из режущих валков, образуется так, что она периодически изгибается с идентичной повторяемостью, при этом группы подвергаются пропариванию и варке.
Таким образом, все еще не решены проблемы соединения и склеивания соседних групп полос лапши друг с другом и соединения и склеивания полос лапши друг с другом в отдельной группе.
По этой причине все еще сохраняется проблема дефектов распутывания готового продукта.
В общем, форма гречневой лапши или пшеничной лапши, как правило, является прямолинейной.
Однако в случае, когда нарезаемая и выталкиваемая сырая лапша непрерывно производится с помощью пропаривания и варки с поддержанием прямолинейной формы лапши для производства большого количества лапши, необходимо подготовить подающий транспортер, рассчитанный на большой вес, или очень большое устройство пропаривания-варки, и существует проблема, касающаяся площади и расходов.
Для решения этой проблемы описывается способ, в котором лапша образуется так, чтобы она изгибалась на этапе пропаривания-варки, и в котором изогнутая лапша распрямляется после этапа пропаривания-варки (например, японская нерассмотренная патентная заявка, первая публикация № S48-56876).
Однако в этом способе необходимо дополнительно подготовить устройство для распрямления лапши.
Кроме того, когда образуется лапша, имеющая такую же степень твердости, как и обычная изогнутая лапша, и она должна быть изогнута с помощью аналогичного способа резки и выталкивания обычной изогнутой лапши, и когда выполняется процесс пропаривания-варки, компоненты лапши изменяют естественные свойства за счет воздействия пропаривания-нагрева в процессе пропаривания-нагрева и изогнутая форма лапши является фиксированной. Даже если полосы лапши распрямляются после пропаривания и варки, лапша не приобретает линейную форму, и существует проблема, состоящая в том, что поддерживается изогнутая форма.
Соответственно, при непрерывном производстве гречневой лапши и пшеничной лапши наряду с процессом пропаривания-варки существует проблема, состоящая в том, что имеются сложности в производстве лапши прямолинейной формы после тепловой обработки.
В связи с этим все еще существует проблема неудовлетворенности заказчика, связанная с обеспечением гречневой лапшой и пшеничной лапшой, имеющей изогнутую форму.
Сущность изобретения
Настоящее изобретение устраняет вышеописанные проблемы посредством усовершенствования устройства для резки и выталкивания лапши и используемого с ним съемника лапши и решает вышеописанную задачу.
Для решения вышеописанных проблем устройство для резки и выталкивания лапши по первому аспекту настоящего изобретения включает в себя пару режущих валков, в которых образовано множество секций с тороидальными канавками; режущие валки режут ленту лапши и выталкивают множество полос лапши, при этом множество секций с тороидальными канавками имеет две или более глубин, и множество секций с тороидальными канавками образованы так, что они расположены поочередно или последовательно; съемник лапши, образованный из пластинчатого элемента, имеющего изогнутую секцию, продолжающуюся в продольном направлении, при этом съемник лапши включает в себя множество очищающих выступов, образованных в форме гребня, и очищающие выступы предусмотрены на одной из длинных сторон пластинчатого элемента и находятся в зацеплении с каждой из секций с тороидальными канавками; направляющую секцию, расположенную под съемником лапши и транспортирующую множество полос лапши, которые падают из режущих валков; и подающий транспортер, расположенный под направляющей секцией, при этом подающий транспортер подает множество полос лапши.
В устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения каждый очищающий выступ включает в себя краевую секцию выступа, при этом множество краевых секций выступов находятся в зацеплении с множеством секций с тороидальными канавками в переднем положении и заднем положении в направлении по окружности режущих валков в соответствии с глубиной секций с тороидальными канавками, находящихся в зацеплении с очищающими выступами.
Здесь изогнутая секция является частью, в которой пластинчатый элемент изогнут в V-образной форме или изогнут несколько раз.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения режущие валки были режущими валками, имеющими квадратные режущие кромки, и выталкивали лапшу, и чтобы сечение лапши было четырехугольным.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения множество секций с тороидальными канавками включало в себя секцию с первыми канавками, имеющую наименьшую глубину, и секцию со вторыми канавками, имеющую наибольшую глубину; множество очищающих выступов включало в себя первый очищающий выступ, имеющий наибольшую длину, и второй очищающий выступ, имеющий длину, которая меньше длины первого очищающего выступа; и первый очищающий выступ находился в зацеплении с секцией с первыми канавками, и второй очищающий выступ находился в зацеплении с секцией со вторыми канавками.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения множество секций с первыми канавками и множество секций со вторыми канавками были расположены попеременно.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения второй очищающий выступ, находящийся в зацеплении с секцией со вторыми канавками, включал в себя секцию у основания выступа или секцию у середины выступа; и секция у основания выступа или секция у середины выступа была образована в загнутой форме с загибом к нижнему участку секции со вторыми канавками, или в криволинейной форме.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения краевая секция выступа первого очищающего выступа, находящегося в зацеплении с секцией с первыми канавками, была образована в загнутой форме с загибом к нижнему участку секции с первыми канавками, или в криволинейной форме.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения краевая секция выступа первого очищающего выступа включала в себя скошенную поверхность, которая скошена в направлении, находящемся под прямым углом к направлению, в котором продолжается краевая секция выступа.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения краевая секция выступа второго очищающего выступа включала в себя скошенную поверхность, которая скошена в направлении, находящемся под прямым углом к направлению, в котором продолжается краевая секция выступа.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения положение загнутого участка или положение криволинейного участка в краевой секции выступа первого очищающего выступа, по существу, совпадало по высоте с положением наружной периферийной поверхности режущих валков или находилось снаружи наружной периферийной поверхности режущих валков.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения множество секций с тороидальными канавками включало в себя секцию с первыми канавками, имеющую наименьшую глубину, секцию со вторыми канавками, имеющую наибольшую глубину, и секцию с третьими канавками, имеющую глубину, которая больше глубины секции с первыми канавками и меньше глубины секции со вторыми канавками; очищающие выступы включали в себя первый очищающий выступ, имеющий наибольшую длину, второй очищающий выступ, имеющий длину меньше длины первого очищающего выступа, и третий очищающий выступ, имеющий длину меньше, чем длина первого очищающего выступа и больше, чем длина второго очищающего выступа; и первый очищающий выступ находился в зацеплении с секцией с первыми канавками, второй очищающий выступ находился в зацеплении с секцией со вторыми канавками, и третий очищающий выступ находился в зацеплении с секцией с третьими канавками.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения второй очищающий выступ включал в себя секцию у основания выступа или секцию у середины выступа; и секция у основания выступа или секция у середины выступа была образована в загнутой форме с загибом к нижнему участку секции со вторыми канавками, или в криволинейной форме.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения второй очищающий выступ и третий очищающий выступ включали в себя секцию у основания выступа или секцию у середины выступа; секция у основания выступа второго очищающего выступа или секция у середины выступа второго очищающего выступа была образована в загнутой форме с загибом к нижнему участку секции со вторыми канавками, или в криволинейной форме; и секция у основания выступа третьего очищающего выступа или секция у середины выступа третьего очищающего выступа была образована в загнутой форме с загибом к нижнему участку секции с третьими канавками, или в криволинейной форме.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения угол загиба или степень кривизны второго очищающего выступа, находящегося в зацеплении с секцией со вторыми канавками, был больше, чем угол загиба или степень кривизны третьего очищающего выступа, находящегося в зацеплении с третьей секцией с канавками.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения первый очищающий выступ включал в себя секцию у основания выступа или секцию у середины выступа; и секция у основания выступа или секция у середины выступа была образована в загнутой форме с загибом к нижнему участку секции с первыми канавками, или в криволинейной форме.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения первый очищающий выступ и второй очищающий выступ включали в себя секцию у основания выступа или секцию у середины выступа; секция у основания выступа первого очищающего выступа или секция у середины выступа первого очищающего выступа была образована в загнутой форме с загибом к нижнему участку секции с первыми канавками, или в криволинейной форме; и секция у основания выступа второго очищающего выступа или секция у середины выступа второго очищающего выступа была образована в загнутой форме с загибом к нижнему участку секции со вторыми канавками, или в криволинейной форме.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения секция с первыми канавками, секция со вторыми канавками и секция с третьими канавками были предусмотрены в режущих валках в таком порядке, чтобы их глубина увеличивалась.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения секция с первыми канавками, секция со вторыми канавками и секция с третьими канавками были предусмотрены в режущих валках в заданном порядке.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения краевая секция выступа первого очищающего выступа включала в себя скошенную поверхность, которая скошена в направлении, находящемся под прямым углом к направлению, в котором продолжается краевая секция выступа.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения краевая секция выступа второго очищающего выступа или третьего очищающего выступа включала в себя скошенную поверхность, которая скошена в направлении, находящемся под прямым углом к направлению, в котором продолжается краевая секция выступа.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения положение загнутого участка или положение криволинейного участка в краевой секции выступа первого очищающего выступа, по существу, совпадало по высоте с положением наружной периферийной поверхности режущих валков или находилось снаружи наружной периферийной поверхности режущих валков.
Предпочтительно, чтобы в устройстве для резки и выталкивания лапши по первому аспекту настоящего изобретения направляющая секция имела ширину, соответствующую ширине режущих валков; направляющая секция была наклонена вниз относительно направления перемещения лапши, подаваемой подающим транспортером; и направляющая секция и участок с верхней стороны между направляющей секцией и подающим транспортером были открыты.
Съемник лапши по второму аспекту настоящего изобретения включает в себя пластинчатый элемент, имеющий изогнутую секцию, продолжающуюся в продольном направлении; множество первых очищающих выступов, имеющих наибольшую длину; и множество вторых очищающих выступов, имеющих длину, которая меньше длины первого очищающего выступа.
В съемнике лапши по второму аспекту настоящего изобретения множество первых очищающих выступов и множество вторых очищающих выступов попеременно расположены на одной из длинных сторон пластинчатого элемента в форме гребня; второй очищающий выступ включает в себя секцию у основания выступа или секцию у середины выступа; и секция у основания выступа или секция у середины выступа образована в загнутой форме или криволинейной форме.
Предпочтительно, чтобы в съемнике лапши по второму аспекту настоящего изобретения краевая секция выступа первого очищающего выступа была образована в загнутой форме или криволинейной форме.
Предпочтительно, чтобы в съемнике лапши по второму аспекту настоящего изобретения краевая секция выступа первого очищающего выступа или краевая секция выступа второго очищающего выступа включала в себя скошенную поверхность, которая скошена в направлении, находящемся под прямым углом к направлению, в котором продолжается краевая секция выступа.
Съемник лапши по третьему аспекту настоящего изобретения включает в себя пластинчатый элемент, имеющий изогнутую секцию, продолжающуюся в продольном направлении; множество первых очищающих выступов, имеющих наибольшую длину; множество вторых очищающих выступов, имеющих длину, которая меньше длины первого очищающего выступа; и множество третьих очищающих выступов, имеющих длину выступа, которая меньше, чем длина первого очищающего выступа, и больше, чем длина второго очищающего выступа.
В съемнике лапши по третьему аспекту настоящего изобретения множество первых очищающих выступов, множество вторых очищающих выступов и множество третьих очищающих выступов попеременно расположены на одной из длинных сторон пластинчатого элемента в форме гребня; второй очищающий выступ и третий очищающий выступ включают в себя секцию у основания выступа или секцию у середины выступа; и секция у основания выступа или секция у середины выступа образована в загнутой форме или криволинейной форме.
Предпочтительно, чтобы в съемнике лапши по третьему аспекту настоящего изобретения множество первых очищающих выступов, множество вторых очищающих выступов и множество третьих очищающих выступов было расположено в таком порядке, чтобы их глубина увеличивалась; только краевая секция выступа первого очищающего выступа или краевая секция выступа первого очищающего выступа и третьего очищающего выступа были образованы в загнутой форме или криволинейной форме.
Предпочтительно, чтобы в съемнике лапши по третьему аспекту настоящего изобретения краевая секция выступа первого очищающего выступа, краевая секция выступа второго очищающего выступа или краевая секция выступа второго очищающего выступа включала в себя скошенную поверхность, которая скошена в направлении, находящемся под прямым углом к направлению, в котором продолжается краевая секция выступа.
Что касается устройства резки и выталкивания лапши и съемника лапши, относящихся к настоящему изобретению, то лапша снимается с режущих валков и расстояние между соседними полосами лапши в направлениях спереди назад и бок о бок увеличивается.
Соответственно, предотвращается соединение или слипание соседних полос лапши друг с другом у резаной поверхности полос лапши.
Кроме того, на этапе пропаривания-варки предотвращается соединение или слипание полос лапши друг с другом.
Кроме того, что касается устройства резки и выталкивания лапши и съемника лапши, относящихся к настоящему изобретению, то поскольку скошенная поверхность образована на первом очищающем выступе, находящемся в зацеплении с секцией с первыми канавками, имеется возможность изменять направление, в котором удаляются полосы лапши, снимаемые с помощью скошенной поверхности, с направления, которое находится под прямым углом к направлению, в котором продолжается краевая секция выступа.
По этой причине в случае, когда группа полос лапши, снимаемых с помощью скошенной поверхности, и группа полос лапши, снимаемых с помощью второго очищающего выступа, находящегося в зацеплении с секцией со вторыми канавками, укладываются слоями, участки, на которых полосы находятся в контакте друг с другом ограничиваются до точек, в которых полосы лапши пересекаются друг с другом.
Другим словами, множество полос лапши укладывается слоями при точечном контакте друг с другом.
Таким образом, значительно уменьшается количество участков контакта и слипания, обусловливаемых линейным контактом или контактом полос лапши; соединение и слипание полос лапши полностью предотвращается; таким образом, имеется возможность решить обычные проблемы.
Кроме того, что касается устройства резки и выталкивания лапши и съемника лапши, относящихся к настоящему изобретению, то направление, в котором удаляется лапша, нарезаемая и выталкиваемая из режущих валков, преобразуется в наклонное направление, и возникает усилие смещения, так что полосы лапши вращаются; таким образом, в лапше имеет место скручивающее действие.
В результате, когда множество полос лапши снимается по линии, поверхности контакта полос лапши по линии смещаются в пространстве в разных направлениях.
Таким образом, имеется возможность предотвращать слипание друг с другом множества полос лапши, снимаемых с секции с первыми канавками.
Кроме того, когда группы полос лапши укладываются слоями на основе различия между множеством очищающих выступов в съемнике лапши, за счет различия между направлениями очистки каждой из групп, имеется возможность дополнительно уменьшить количество точек, в которых группа полос лапши, снимаемых со второй секции с канавками, находится в контакте с группой полос лапши, снимаемых с секции с первыми канавками.
Таким образом, имеется возможность полностью предотвращать соединение и слипание друг с другом полос лапши.
Кроме того, что касается устройства резки и выталкивания лапши и съемника лапши, относящихся к настоящему изобретению, то поскольку скошенная поверхность образована на множестве очищающих выступов, направление удаления, в котором полосы лапши удаляются с режущих валков, преобразуется в направление, наклоненное в направлении, в котором продолжается очищающий выступ.
Кроме того, усилие преобразования направления удаления, как указано выше, усилие выталкивания лапши, обусловленное усилием вращения режущих валков, усилие падения лапши, которое обусловлено собственным весом лапши, удаляемой из режущих валков, или нечто подобное действуют совместно; лапша, нарезаемая и выталкиваемая из режущих валков, падает из режущих валков и образует пространственную спиральную форму.
Соответственно, имеется возможность получения структуры лапши, которая укладывается на направляющую секцию в непрерывной спиральной конфигурации с размещением криволинейных полос лапши, которые имеют заданную периодичность.
В результате имеется возможность укладывать множество полос лапши слоями, укладывая полосы лапши на относительно большой площади.
Поскольку имеется возможность подвергать пропариванию и варке группы полос лапши при поддержании высокого уровня линейности и воздушного пространства групп полос лапши, имеется возможность предотвратить изгибание полос лапши из-за пропаривания и варки.
Кроме того, поскольку значительно уменьшается количество точек контакта, в которых соседние полосы лапши находятся в контакте друг с другом, точки контакта легко разделяются во время тепловой обработки.
Таким образом, имеется возможность восстанавливать подверженные тепловой обработке полосы лапши до линейной формы, аналогичной форме нарезаемой и выталкиваемой лапши.
Кроме того, как описано выше, группа полос лапши, укладываемых слоями в форме спирали укладывается на группу полос лапши, которые уложены в зигзагообразной форме, или на группу полос лапши, которые уложены в волнообразной форме.
Соответственно, поскольку полосы лапши находятся в контакте друг с другом в точках, в которых множество полос лапши пространственно пересекаются друг с другом, в полосах лапши предотвращается линейный контакт или контакт между полосами лапши.
В результате множество точек контакта между группами полос лапши, которые имеют пространственную структуру, что обусловлено множеством полос лапши в слоях, распределяются по случайному закону и на большом пространстве.
По этой причине количество точек контакта может быть значительно уменьшено, и имеется возможность предотвращать соединение и слипание друг с другом множества полос лапши на этапе пропаривания-варки.
Кроме того, что касается устройства резки и выталкивания лапши и съемника лапши, относящихся к настоящему изобретению, то множество полос лапши снимается очищающим выступом в контакте со скошенной поверхностью совместно с вращением режущих валков и удаляется из секции с канавками.
На данном этапе направление, в котором удаляются полосы лапши, преобразуется в наклонное направление по скошенной поверхности и происходит выталкивание лапши.
Кроме того, поскольку происходит смещение полос лапши, обусловленное скручивающим действием и вращающим действием в полосах лапши, полосы лапши, снимаемые с помощью скошенной поверхности, падают в форме спирали; полосы лапши укладываются на верхней поверхности направляющей секции или на верхнем участке группы полос лапши, которая поступила ранее на верхнюю поверхность направляющей секции.
Кроме того, группы полос лапши, падающие в форме спирали, укладываются и скапливаются слоями со сдвигом фазы укладывания.
Соответственно, в любой из групп полос лапши, нарезаемой и выталкиваемой из одного и того же ряда или и других рядов полос лапши, уменьшается количество участков, на которых полосы лапши прилипают друг к другу, и предотвращается слипание и соединение полос лапши друг с другом в процессе пропаривания-варки.
В результате имеется возможность устранять дефекты, связанные с тепловой обработкой, и дефекты, обусловленные распутыванием из-за слипания полос лапши в готовом продукте.
Кроме того, что касается устройства резки и выталкивания лапши и съемника лапши, относящихся к настоящему изобретению, то поскольку лапша нарезается и выталкивается из пары режущих валков, группы полос лапши, которые, в конечном счете, укладываются слоями на направляющую секцию, имеют структуру, в которой группы полос лапши, уложенные в форме спирали, помещаются между группами полос лапши, уложенными в зигзагообразной форме или волнообразной форме.
Кроме того, в устройстве для резки и выталкивания лапши, относящемся к настоящему изобретению, используется направляющая секция, которая наклонена относительно направления, в котором лапша подается подающим транспортером.
Здесь направляющая секция включает в себя направляющий лоток, направляющую пластину или направляющую трубу.
Далее направляющая секция может упоминаться как направляющий лоток или нечто подобное.
Если направляющая секция является направляющей трубой, направляющая труба имеет конструкцию, в которой полосы лапши не подвергаются принудительному изгибанию.
Вышеуказанная направляющая секция открыта на участке с верхней стороны между подающим транспортером и направляющей секцией в направлении перемещения, в котором лапша транспортируется подающим транспортером.
По этой причине предотвращается фиксирование формы полос лапши, образуемой во время изгибания, и обеспечивается эффект подержания линейной формы полос лапши.
Кроме того, в устройстве для резки и выталкивания лапши, относящемся к настоящему изобретению, группы полос лапши режутся и выталкиваются из секции с первыми канавками и секции со вторыми канавками в переднем положении и заднем положении в направлении по окружности режущих валков.
Сравнение группы полос лапши, нарезаемых и выталкиваемых из секции с первыми канавками, с группой полос лапши, нарезаемых и выталкиваемых из секции со вторыми канавками, показывает, что формы полос лапши, которые падают в направлении направляющей секции из режущих валков, отличаются друг от друга.
Соответственно, в каждой группе полос лапши, нарезаемых и выталкиваемых из секции с первыми канавками и секции со вторыми канавками, состояния полос лапши или структуры полос лапши отличаются друг от друга во время укладывания групп полос лапши на направляющую секцию на основе различий между формами полос лапши.
Группы полос лапши, нарезаемых и выталкиваемых из секции с первыми канавками и секции со вторыми канавками, укладываются слоями в вертикальном направлении на направляющей секции.
Направляющая секция постепенно транспортирует группы полос лапши и может обеспечить стабильное перемещение групп полос лапши на подающем транспортере с поддержанием формы групп полос лапши, уложенных слоями, как указано выше.
Таким образом, форма групп полос лапши, нарезаемых и выталкиваемых из секции с первыми канавками и секции со вторыми канавками и укладываемых слоями, становится случайной пространственной структурой, при этом сохраняется пространственная структура.
В результате имеется возможность значительно уменьшить количество точек соединения, в которых группы полос лапши, нарезаемых и выталкиваемых из секции с первыми канавками и из секции со вторыми канавками, слипаются друг с другом.
Таким образом, на этапе пропаривания-варки, в котором группы полос лапши, укладываемых слоями вышеуказанным способом, подвергаются пропариванию и варке, имеется возможность предотвращать соединение и слипание соседних полос лапши друг с другом.
Кроме того, в направляющей секции устройства для резки и выталкивания лапши, относящегося к настоящему изобретению, участок между режущими валками и направляющей секцией и участок между подающим транспортером и направляющей секцией являются открытыми.
Соответственно, лицевая пластина не предусмотрена, поскольку эта лицевая пластина препятствует или мешает выполнению действия, при котором полосы лапши, нарезаемые и выталкиваемые из секции с первыми канавками, снимаются и удаляются в направлении, наклонном к направлению, в котором падает лапша.
По этой причине имеется возможность удаления (перемещения) лапши в наклонном направлении на большом пространстве.
Таким образом, расширяется пространство, на котором образуется пространственная слоевая структура, состоящая из множества групп полос лапши, и имеется возможность значительно уменьшить количество участков контакта, в которых смежные полосы лапши находятся в контакте друг с другом.
Кроме того, в направляющей секции устройства для резки и выталкивания лапши, относящегося к настоящему изобретению, при укладке полос лапши на лоток или пластину расстояние между соседними полосами лапши в вертикальном направлении и от стороны к стороне увеличивается, изменения в расстояниях также увеличиваются, участки контакта, в которых множество полос лапши находятся в контакте друг с другом, распределяются по случайному закону, и также имеется возможность уменьшить количество участков контакта.
Кроме того, в съемнике лапши, относящемся к настоящему изобретению, предусмотрено множество очищающих выступов с разной длиной выступов.
Множество очищающих выступов находится в зацеплении в положениях, которые отличаются друг от друга в направлении по окружности режущих валков согласно переднему положению и заднему положению.
В результате в группах полос лапши, нарезаемых, выталкиваемых и снимаемых с режущих валков, полосы лапши снимаются и удаляются с режущих валков согласно расположению очищающих выступов.
Таким образом, имеется возможность увеличить расстояние между передним положением и задним положением или расстояние между соседними полосами лапши на большую величину, чем при использовании обычных съемников лапши.
Таким образом, имеется возможность предотвращать соединение, слипание и т.п. во множестве групп полос лапши.
Кроме того, что касается устройства резки и выталкивания лапши и съемника лапши, относящихся к настоящему изобретению, то поскольку обеспечиваются вышеописанная конструкция и эффект, имеется возможность предотвращать слипание друг с другом множества полос лапши.
В частности, не только в случае производства лапши, когда должен использоваться процесс пропаривания-варки, но также и в случае производства сырой лапши без процесса пропаривания-варки, или в случае, когда выполняется тепловая обработка, например варка, имеется возможность предотвращать слипание друг с другом полос лапши.
Краткое описание чертежей
Фиг.1 - вид сбоку, схематично показывающий устройство для резки и выталкивания лапши, относящееся к настоящему изобретению, и показывающий этап перед этапом резки и выталкивания лапши и этап после этапа резки и выталкивания лапши.
Фиг.2 - вид в разрезе, схематично показывающий обычные режущие валки с квадратными режущими кромками, и вид в вертикальном разрезе, показывающий валки с квадратными режущими кромками в осевой линии.
Фиг.3 - вид, показывающий обычный съемник лапши, и вид в плане, схематично показывающий съемник лапши, в котором длинные очищающие выступы и короткие очищающие выступы расположены поочередно.
Фиг.4 - вид в разрезе, схематично показывающий режущие валки устройства для резки и выталкивания лапши, относящегося к настоящему изобретению и показанного на Фиг.19, и вид в вертикальном разрезе, показывающий режущие валки в осевых линиях А и А'.
Фиг.5 - вид в плане, схематично показывающий съемник лапши, относящийся к настоящему изобретению.
Фиг.6 - схематичный вид снизу, показывающий устройство для резки и выталкивания лапши, относящееся к настоящему изобретению, со стороны нижней поверхности.
Фиг.7 - вид, показывающий состояние, в котором полосы лапши режутся и выталкиваются из устройства для резки и выталкивания лапши, показанного на Фиг.6, и схематичный вид снизу, показывающий устройство для резки и выталкивания лапши со стороны нижней поверхности.
Фиг.8 - перспективный вид, показывающий очищающие выступы обычного съемника лапши.
Фиг.9 - вид, показывающий очищающие выступы съемника лапши, относящегося к настоящему изобретению, и перспективный вид, показывающий конфигурацию загнутого очищающего выступа.
Фиг.10 - вид, показывающий модифицированный пример очищающих выступов съемника лапши, относящегося к настоящему изобретению, и перспективный вид, показывающий загнутую форму и криволинейную форму очищающего выступа.
Фиг.11 - вид, показывающий модифицированный пример очищающих выступов съемника лапши, относящегося к настоящему изобретению, и перспективный вид, показывающий загнутую форму и криволинейную форму очищающего выступа.
Фиг.12 - вид, показывающий очищающие выступы съемника лапши, относящегося к настоящему изобретению, и перспективный вид, показывающий скошенную поверхность, предусмотренную на одной стороне краевой секции очищающего выступа.
Фиг.13 - вид, показывающий модифицированный пример очищающих выступов съемника лапши, относящегося к настоящему изобретению, и перспективный вид, показывающий скошенную поверхность, предусмотренную на одной стороне краевой секции очищающего выступа.
Фиг.14 - вид, показывающий модифицированный пример очищающих выступов съемника лапши, относящегося к настоящему изобретению, и перспективный вид, показывающий скошенную поверхность, предусмотренную на одной стороне краевой секции очищающего выступа.
Фиг.15 - вид, показывающий модифицированный пример очищающих выступов съемника лапши, относящегося к настоящему изобретению, и перспективный вид, показывающий скошенную поверхность, предусмотренную на одной стороне краевой секции очищающего выступа.
Фиг.16 - перспективный вид, показывающий множество очищающих выступов, последовательно расположенных на съемнике лапши, относящемся к настоящему изобретению.
Фиг.17 - перспективный вид, показывающий модифицированный пример множества очищающих выступов, последовательно расположенных на съемнике лапши, относящемся к настоящему изобретению.
Фиг.18 - вид сбоку, схематично показывающий состояние, в котором полосы лапши непрерывно режутся и выталкиваются в обычном устройстве для резки и выталкивания лапши.
Фиг.19 - вид сбоку, схематично показывающий состояние, в котором полосы лапши непрерывно режутся и выталкиваются в устройстве для резки и выталкивания лапши, относящемся к настоящему изобретению.
Фиг.20 - схематичный вид, показывающий состояние, в котором падают полосы лапши, нарезаемые и выталкиваемые с помощью скошенной поверхности, предусмотренной на одной стороне краевой секции выступа.
Фиг.21 - перспективный вид, схематично показывающий состояние, в котором скапливается множество полос лапши, нарезаемых и выталкиваемых устройством для резки и выталкивания лапши, относящимся к настоящему изобретению, конфигурацию множества полос лапши, уложенных слоями, и состояние, в котором транспортируется множество полос лапши.
Фиг.22 - вид в горизонтальном разрезе, схематично показывающий состояние, в котором положение загнутого участка очищающего выступа, находящегося в зацеплении с неглубокой канавкой режущего валка, совпадает с положением наружной периферийной поверхности режущих валков в съемнике лапши устройства для резки и выталкивания лапши, относящегося к настоящему изобретению.
Фиг.23 - вид в горизонтальном разрезе, схематично показывающий состояние, в котором загнутый участок очищающего выступа, находящийся в зацеплении с неглубокой канавкой режущего валка, расположен снаружи наружной периферийной поверхности режущих валков в съемнике лапши устройства для резки и выталкивания лапши, относящегося к настоящему изобретению.
Фиг.24 - вид в горизонтальном разрезе, схематично показывающий состояние, в котором обычные очищающие выступы съемника лапши находятся в зацеплении с режущим валком, показанным на Фиг.22.
Фиг.25 - перспективный вид, показывающий состояние, в котором режущий валок, показанный на Фиг.22, находится в зацеплении со съемником лапши.
Фиг.26 - перспективный вид, показывающий состояние, в котором режущий валок, показанный на Фиг.23, находится в зацеплении со съемником лапши.
Фиг.27 - перспективный вид, показывающий состояние, в котором режущий валок, показанный на Фиг.24, находится в зацеплении со съемником лапши.
Фиг.28 - вид в вертикальном разрезе в осевой линии, схематично показывающий режущие валки, имеющие три глубины и используемые в устройстве для резки и выталкивания лапши, относящемся к настоящему изобретению.
Фиг.29 - вид в плане, схематично показывающий съемник лапши, относящийся к настоящему изобретению, и вид в плане, схематично показывающий съемник лапши, имеющий очищающие выступы, находящиеся в зацеплении с режущими валками, показанными на Фиг.28.
Фиг.30 - вид, схематично показывающий состояние, в котором режущие валки, показанные на Фиг.28, находятся в зацеплении со съемником лапши, показанным на Фиг.29, и вид снизу со стороны нижней поверхности, показывающий устройство для резки и выталкивания лапши.
Фиг.31 - схематичный вид, показывающий состояние, в котором полосы лапши нарезаются и выталкиваются из устройства для резки и выталкивания лапши, показанного на Фиг.30, и вид снизу со стороны нижней поверхности, показывающий устройство для резки и выталкивания лапши.
Фиг.32 - вид в разрезе, схематично показывающий модифицированный пример режущих валков, имеющих три глубины и используемых в устройстве для резки и выталкивания лапши, относящемся к настоящему изобретению, и вид в вертикальном разрезе, показывающий режущие валки в осевой линии.
Фиг.33 - вид, показывающий съемник лапши, относящийся к настоящему изобретению, и вид в плане, схематично показывающий съемник лапши, имеющий очищающие выступы, находящиеся в зацеплении с режущими валками, показанными на Фиг.32.
Фиг.34 - вид, схематично показывающий состояние, в котором режущие валки, показанные на Фиг.32, находятся в зацеплении со съемником лапши, показанным на Фиг.33, и вид снизу со стороны нижней поверхности, показывающий устройство для резки и выталкивания лапши.
Описание предпочтительных вариантов выполнения
Ниже со ссылкой на чертежи будет приведено описание вариантов выполнения устройства для резки и выталкивания лапши и съемника лапши, относящихся к настоящему изобретению.
В приведенном ниже описании лапша является пищевым продуктом, подвергшимся технологической обработке и имеющим вытянутую форму; в этом пищевом продукте мука, например овсяная, рисовая, пшеничная, гречневая или фасолевая мука, используется в качестве основного ингредиента, который подвергается тепловой обработке посредством варки или пропаривания.
Кроме того, лапша представляет собой лапшу, полученную посредством механической резки ленты лапши и выталкивания в устройстве для резки и выталкивания лапши, и представляет собой лапшу различных видов, относящуюся к «категории резаной лапши».
Согласно «категории резаной лапши», лапша изготавливается посредством поступательной резки режущим ножом тонкого лапшового теста, которое было тонко раскатано.
Упомянутая выше лапша изготавливается с помощью способа производства лапши, использующего механизированную производственную линию.
Вышеупомянутый способ производства лапши не ограничивается до способа, используемого на обычном предприятии по производству лапши, и используется в небольшом цеху, например цеху по производству пшеничной лапши или цеху по производству гречишной лапши.
Кроме того, лапша по настоящему изобретению не ограничивается до пшеничной лапши или гречишной лапши.
Лапша по настоящему изобретению представляет собой лапшу, подвергшуюся технологической обработке посредством замешивания материала, выключающего в себя вышеуказанный основной ингредиент, получения ленты лапши и резки и разделения ленты лапши; лапша режется и разделяется посредством использования устройства для резки и выталкивания лапши по настоящему изобретению.
Первый вариант выполнения
Фиг.1 - боковой вид, схематично показывающий устройство для резки и выталкивания лапши и иллюстрирующий этап, предшествующий этапу резки и выталкивания лапши, этап после резки и выталкивания лапши и состояние, при котором выполняется обработка и транспортирование лапши.
Прежде всего, получают лапшовое тесто посредством смешивания и замешивания обычных ингредиентов для изготовления лапши, например муки или крахмала, по известному способу.
Затем лапшовое тесто раскатывается и проходит через зазоры нескольких раскатных валков с получением ленты лапши.
Зазор между последними раскатными валками 2 и 2' регулируется так, чтобы обеспечить получение ленты лапши, имеющей заданную толщину.
Лента 1 лапши, прошедшая через зазор раскатных валков 2 и 2', проходит через зазор между парой режущих валков 4 и 4' устройства 3 для резки и выталкивания лапши.
Каждый валок из пары режущих валков 4 и 4' имеет множество секций с тороидальными канавками.
Соответственно, лента 1 лапши режется и выталкивается в виде множества полос 5а-5d лапши по множеству секций с тороидальными канавками, проходя через зазор между режущими валками 4 и 4'.
Под каждым из режущих валков 4 и 4' расположены съемники 6 и 6' лапши.
Съемники 6 и 6' лапши имеют множество очищающих выступов (описано ниже), которые входят в зацепление или вставлены в каждую секцию с тороидальной канавкой (не показано) режущих валков 4 и 4'.
Кроме того, множество очищающих выступов включает в себя очищающие выступы, имеющие множество длин, т.е. имеющие различные длины, которые отличаются друг от друга.
Полосы 5а, 5b и 5с и 5d лапши, нарезаемые и выталкиваемые из режущих валков 4 и 4', снимаются в заданном положении очистки (переднем положении или заднем положении) в направлении по окружности режущих валков 4 и 4' с помощью съемников 6 и 6' лапши.
Кроме того, полосы 5а, 5b и 5с и 5d лапши падают с режущих валков 4 и 4' так, чтобы положения, в которых снимается лапша, отличались друг от друга в переднем положении или заднем положении.
Другими словами, нарезаемые и выталкиваемые полосы 5а, 5b и 5с и 5d лапши снимаются в заданных положениях очистки согласно длине очищающих выступов, а именно в зависимости от положения длинного очищающего выступа или короткого очищающего выступа.
По этой причине нарезаемые и выталкиваемые полосы 5а, 5b и 5с и 5d лапши отделяются друг от друга согласно положениям очистки двух рядов, представляющих собой передний и задний ряды, в каждом из режущих валков 4 и 4' и падают оттуда.
Под режущими валками 4 и 4' расположен направляющий лоток 7 (9) или нечто подобное, который является направляющей секцией настоящего изобретения.
Направляющий лоток 7 (9) или нечто подобное имеет наклонную поверхность, которая наклонена относительно направления, в котором падают нарезаемые и выталкиваемые полосы 5а, 5b и 5с и 5d лапши.
Другими словами, направляющий лоток 7 (9) или нечто подобное имеет наклонную поверхность, которая наклонена относительно направления, в котором транспортируется лапша, подаваемая с помощью подающего транспортера 8.
В направляющем лотке 7 (9) или нечто подобном верхний край наклонной поверхности располагается под режущими валками 4 или съемником 6 лапши, и нижний край наклонной поверхности расположен над поверхностью подачи подающего транспортера 8 лапши (подающего транспортера).
Подающий транспортер 8 лапши расположен под направляющим лотком 7 (9) или нечто подобном.
Полосы 5а, 5b и 5с и 5е лапши, нарезаемые и выталкиваемые из режущих валков 4 и 4', достигают наклонной поверхности лотка 7 (9) или нечто подобного, и множество падающих вниз групп полос лапши транспортируются по наклонной поверхности лотка 7 (9) или нечто подобного.
Множество групп полос лапши, расположенных слоями, транспортируются от наклонной поверхности лотка 7 (9) или нечто подобного к подающему транспортеру 8 лапши.
Группы 5а, 5b и 5с и 5d расположенных слоями полос лапши, транспортируемые подающим транспортером 8 лапши, транспортируются от подающего транспортера 8 лапши к транспортеру 11 для пропаривания и варки.
Группы 5а, 5b и 5с и 5d расположенных слоями полос лапши транспортируются к транспортеру 11 для пропаривания и варки и транспортируются в устройство 10 пропаривания и варки, и обрабатываются, например, посредством пропаривания и варки в устройстве 10 пропаривания и варки.
Как показано на Фиг.21, направляющий лоток 7 имеет направляющую пластину 9, которая транспортирует лапшу, нарезаемую в режущих валках 4 и 4' и выталкиваемую из них (ссылочный номер 4' на чертеже не показан), к подающему транспортеру 8 лапши, и боковые пластины 12, которые препятствуют отклонению лапши в сторону производственной линии и образуют форму лотка.
Размер боковых пластин 12 может надлежащим образом регулироваться и контролироваться.
При необходимости, пластины 12 могут не использоваться.
Кроме того, направляющий лоток 7 наклонен вниз относительно направления, в котором лапша транспортируется подающим транспортером 8 лапши, и служит в качестве элемента скольжения, вызывающего скольжение нарезаемых и выталкиваемых полос 5а-5d лапши.
Каждый из режущих валков 4 и 4' пары режущих валков, показанных на Фиг.1, является так называемым режущим валком с квадратными режущими кромками и используется для резки и выталкивания лапши, имеющей квадратное сечение.
Секции с тороидальными канавками режущих валков 4 и 4' включают в себя множество канавок, имеющих, по меньшей мере, две или больше глубин, т.е. множество секций с первыми канавками, имеющими наименьшую глубину, и множество секций со вторыми канавками, имеющими наибольшую глубину.
Вышеуказанное множество секций с первыми канавками и секций со вторыми канавками расположено попеременно и многократно и последовательно в соответствии с различными глубинами.
Кроме того, в случае, когда секции с тороидальными канавками режущих валков 4 и 4' включают в себя множество канавок, имеющих три и больше глубин, секции с тороидальными канавками режущих валков 4 и 4' включают в себя три секции с канавками, имеющие глубину, которая превосходит глубину секции с первыми канавками и будет меньше глубины секции со вторыми канавками в добавление к секции с первыми канавками и секции со вторыми канавками.
В этом случае множество первых канавок, вторых канавок и третьих канавок многократно расположены в режущих валках 4 и 4', так чтобы их глубины отличались друг от друга в последовательном порядке.
В случае наличия пяти канавок вторые канавки и третьи канавки не расположены так, чтобы их глубины отличались друг от друга в последовательном порядке; первые канавки, вторые канавки и третьи канавки могут быть расположены многократно в соответствии с надлежащей конфигурацией.
Кроме того, в варианте выполнения вместо режущих валков с квадратными режущими кромками могут использоваться валки с круглыми режущими кромками.
Кроме того, режущие валки 4 и 4' могут иметь не только первые канавки, вторые канавки и третьи канавки, они также могут иметь четыре или больше канавок, включающих в себя четвертые канавки, имеющие глубину больше, чем глубины третьих канавок.
Фиг.2 является видом в разрезе, схематично показывающим стандартные режущие валки с квадратными режущими кромками, и является вертикальным разрезом, показывающим режущие валки с квадратными режущими кромками по осевой линии.
В вышеуказанных стандартных режущих валках с квадратными режущими кромками каждый из режущих валков имеет множество секций с тороидальными канавками, которые имеют одинаковую глубину.
Обычный съемник 15 лапши, который входит в зацепление с режущими валками 13 и 13', имеет множество очищающих выступов 16, которые имеют одинаковую длину, при этом очищающие выступы образованы в форме гребня.
Например, как показано на Фиг.3, конструкция, в которой длинные очищающие выступы 16' и длинные очищающие выступы 16'' расположены поочередно, хорошо известна и является ссылкой на японскую рассмотренную патентную заявку, вторая публикация № S55-34648.
В случае, когда лента лапши режется и выталкивается с использованием обычного съемника 15 лапши, показанного на Фиг.3, нарезаемые и выталкиваемые полосы 17а-17d лапши разделяются на две группы и падают с каждого из режущих валков 13 и 13', как показано на Фиг.18.
Однако глубины секций 14 канавок в режущих валках 13 и 13' образованы на одну глубину, и режущие валки 13 и 13' образованы с одной канавкой.
Кроме того, секция 14 канавок, которая является одной канавкой, имеет относительно небольшую глубину.
По этой причине ширина W разделения всех четырех групп 17а-17d является узкой.
В связи с этим перемещения множества полос лапши, которые были нарезаны режущими валками 13 и 13' и вытолкнуты из них, аналогичны друг другу; при падении множества полос лапши из режущих валков 13 и 13' множество полос лапши, которые находятся рядом друг с другом в направлениях спереди назад и бок о бок, легко прилипают друг к другу различным образом.
После того как множество полос лапши достигает подающего транспортера, расположенного под режущими валками 13 и 13', и в случае, если множество полос лапши, находящихся рядом друг с другом, расположено слоями, которые слиплись друг с другом различным образом, то в процессе пропаривания/варки множество полос лапши прилипает друг к другу и соединяется между собой, что приводит к возникновению серьезных дефектов.
Следовательно, вышеуказанные дефекты невозможно предотвратить обычным способом, и множество полос лапши, которые находятся рядом друг с другом, недостаточно эффективно отделяются друг от друга.
В отличие от этого, как показано на Фиг.4, секции с тороидальными канавками режущих валков 18 и 18', относящиеся к настоящему изобретению, составлены из множества канавок, т.е. двух канавок, образованных из глубоких канавок 19 и 19' (секция вторых канавок и секция с тороидальными канавками) и неглубоких канавок 20 и 20' (секция первых канавок и секция с тороидальными канавками).
Множество глубоких канавок 19 и 19' и множество неглубоких канавок 20 и 20' расположены поочередно и последовательно.
Кроме того, как показано на Фиг.5, съемник 21 лапши, относящийся к настоящему изобретению, имеет длинные очищающие выступы 22 (первый очищающий выступ) и короткие очищающие выступы 23 (второй очищающий выступ) и, таким образом, образован из очищающих выступов, имеющих две длины выступов, большую длину и небольшую длину.
Множество очищающих выступов 22 и множество очищающих выступов 23 расположено поочередно и непрерывно в направлении, в котором продолжается съемник 21 лапши.
Длинные очищающие выступы 22 расположены в неглубоких канавках 20 режущих валков 18 и входят в зацепление с неглубокими канавками 20.
Короткие очищающие выступы 23 расположены в глубоких канавках 19 режущих валков 18 и входят в зацепление с глубокими канавками 19.
Секции с тороидальными канавками имеют две глубины.
Прежде всего, будут описаны секции с тороидальными канавками, имеющие две глубины, и съемник лапши, входящий в зацепление с секциями с тороидальными канавками.
Кроме того, в коротких очищающих выступах 23, как показано на Фиг.9-17 варианта выполнения, в секции 24 у основания выступа или у секции 25 у середины выступа образован загнутый профиль или криволинейный профиль.
Таким образом, очищающие выступы 23 являются загнутыми или криволинейными, так чтобы они были обращены к нижним участкам секции с канавками режущих валков, которые находятся в зацеплении с очищающим выступом 23.
Поскольку короткие очищающие выступы 23 имеют вышеуказанную форму, то, как показано на Фиг.19, 22 и 23, очищающие выступы 23 могут входить в глубокие канавки 19 под крутым углом относительно касательной глубоких канавок 19, имеющих криволинейную поверхность.
Таким образом, имеется возможность прийти к положениям, при которых полосы 5а и 5d лапши, нарезанные режущими валками и вытолкнутые из них, снимаются и удаляются, приближаясь к нижним концевым участкам каждого режущего валка.
С другой стороны, в случае, когда длины каждого выступа из множества очищающих выступов, которые входят в зацепление (вставлены) с секцией с канавками режущих валков, являются одинаковыми, невозможно получить достаточный эффект, позволяющий выполнять резку групп полос лапши режущими валками и выталкивание полос лапши на максимально возможном расстоянии друг от друга.
В частности, изготовлен съемник лапши (Фиг.8), который имеет множество очищающих выступов одинаковой длины и который имеет загнутый очищающий выступ и незагнутый очищающий выступ; этот съемник лапши расположен в направлении нижнего участка глубоких канавок режущих валков, показанных на Фиг.24.
В этом случае, даже если съемник лапши имеет загнутый очищающий выступ, ширина Р', на которую переднее положение отделено от заднего положения в направлении по окружности режущего валка, крайне ограничена небольшой шириной.
Соответственно, невозможно получить достаточный эффект, позволяющий выполнять резку групп полос лапши режущими валками и выталкивание полос лапши из переднего положения и заднего положения из режущих валков, отделенных друг от друга на достаточное расстояние.
В отличие от этого, как показано на Фиг.22 и 23, поскольку длина очищающего выступа 23, находящегося в зацеплении с длинной канавкой 19, является небольшой, имеется возможность увеличить расстояние между передним положением и задним положением в направлении по окружности режущих валков, с которых снимается лапша.
В результате ширина W разделения (Фиг.19) между полосами 5а и 5d лапши, которые были нарезаны и вытолкнуты из глубоких канавок 19 и 19' каждого из режущих валков 18 и 18', увеличивается больше, чем ширина W' разделения (Фиг.18), которая обеспечивается обычным способом, показанным на Фиг.18.
По этой причине, при падении лапши с режущих валков 18 и 18' имеется возможность уменьшить прилипание соседних полос лапши.
В результате обеспечивается эффект, позволяющий уменьшить и предотвратить прилипание полос лапши и их соединение друг с другом в результате пропаривания и варки.
Кроме того, как показано на Фиг.5, длинный очищающий выступ 22 съемника лапши, относящегося к настоящему изобретению, имеет концевую секцию 26, образованную у его переднего конца.
Кроме того, очищающий выступ 22 имеет загнутый профиль или криволинейный профиль, который расположен в соответствующем положении концевой секции 26 и который обращен к нижнему участку неглубокой канавки 20 режущих валков из Фиг.4.
Фиг.9-11 показывают конструкцию длинного очищающего выступа 22, который имеет загнутый участок 27 или криволинейный участок 28 совместно с коротким очищающим выступом 23.
Длинный выступ совместно с коротким выступом не ограничен до конструкции, показанной на Фиг.4, и они могут надлежащим образом комбинироваться.
Кроме того, на Фиг.16 представлен перспективный вид, схематично показывающий съемник лапши, в котором очищающие выступы 22 и 23 расположены последовательно.
Поскольку длинный очищающий выступ 22 имеет вышеуказанный загнутый участок 27 или криволинейный участок 28, краевая секция 26 очищающего выступа 22 надежно вставляется в неглубокую канавку 20 режущих валков 18 и 18', как показано на Фиг.19.
Кроме того, имеется возможность прийти к положениям, в которых краевая секция 26 очищающего выступа 22 находится в зацеплении с неглубокой канавкой 20 и приближается к линии 29 резки-выталкивания режущих валков 18 и 18'.
Следовательно, в направлении по окружности режущих валков 18 и 18' расстояние между передним положением и задним положением, в которых снимается лапша, увеличивается.
Тем самым имеется возможность увеличить относительное расстояние Р (Фиг.22 и 23) между положением, в котором снимаются полосы 5а и 5d лапши, нарезанные и вытолкнутые из глубоких канавок 19 и 19', и положением, в котором снимаются полосы 5b и 5с лапши, нарезанные и вытолкнутые из неглубоких канавок 20 и 20'.
В результате расстояние между полосами лапши дополнительно увеличивается в направлении от переднего положения или заднего положения, где лапша режется режущими валками 18 и 18' и выталкивается из них; обеспечивается защита множества полос лапши от прилипания и соединения друг с другом.
В длинных очищающих выступах и коротких очищающих выступах, которые используются в съемнике лапши по настоящему изобретению, угол загибания очищающего выступа, степень кривизны очищающего выступа (например, степень радиуса кривизны и т.п.) или положение загибания или положение искривления в прямолинейном очищающем выступе может быть надлежащим образом отрегулировано.
Например, вышеуказанные условия, относящиеся к фасонному очищающему выступу, при необходимости регулируются надлежащим образом, например, согласно условиям, в которых множество полос лапши, нарезаемых и выталкиваемых из режущих валков 18 и 18', отделяются друг от друга, или согласно расстоянию между множеством полос лапши, смежных друг с другом.
В съемнике 21 лапши, относящемся к настоящему изобретению, скошенная поверхность 34, наклоненная относительно направления, находящегося под прямым углом к направлению, в котором продолжается краевая секция 26 выступа, может быть предусмотрена у длинного очищающего выступа 22, показанного на Фиг.5 и 9-11.
В частности, скошенная поверхность 34 может быть образована на загнутом участке 27 или криволинейном участке 28, которые образованы на краевом участке 26 очищающего выступа 22, и на участке, включающем в себя наружную периферийную сторону 32 и передний концевой участок 33 краевой секции 26 выступа загнутого участка 27 или искривленного участка 31. Здесь скошенная поверхность 34 является поверхностью, которая наклонена относительно плоскости краевой секции 26 выступа под заданным углом.
Скошенная поверхность 34 состоит, например, из плоскости, криволинейной поверхности или поверхности, в которой они сочетаются.
В качестве способа для образования скошенной поверхности 34, например, адаптирован способ резки краевой секции 26 выступа.
В случае, когда скошенная поверхность 34 образована на краевой секции 26 выступа вышеуказанным способом, полосы лапши, которые нарезаются и выталкиваются режущими валками 18 и 18' и которые находятся в неглубоких канавках 20, снимаются очищающим выступом 22, находясь в контакте со скошенной поверхностью 34, и удаляются из неглубоких канавок 20.
В процессе, в котором лапша снимается и удаляется вышеуказанным способом, направление удаления нарезаемой и выталкиваемой лапши наклонено вдоль скошенной поверхности 34 и преобразуется в боковое направление очищающего выступа 22 (направление, находящееся под прямым углом к направлению, в котором продолжается краевая секция 26 выступа).
По этой причине, относительно осевого направления лапши возникает скручивающее действие, и имеет место смещение лапши, нарезаемой и выталкиваемой из неглубоких канавок 20, вызываемое вращающим действием.
Скошенная поверхность 34 (34а, 34b, 34с и 34d) съемника 21 лапши, относящегося к настоящему изобретению, будет описана со ссылкой на Фиг.12-15.
Фиг.12 - перспективный вид, показывающий скошенную поверхность, предусмотренную на краевой секции 26 очищающего выступа 22.
Здесь скошенная поверхность 34а имеет одну плоскость, образованную на участке, который включает в себя наружную периферийную сторону 32 загнутого участка 27 и передний торцевой участок 33 краевой секции 26 выступа, и образованную на одной стороне краевой секции 26 выступа.
Кроме того, скошенная поверхность 34а получена посредством резки краевой секции 26 выступа, показанной на Фиг.9 в наклонном направлении.
Фиг.13 - перспективный вид, показывающий первый модифицированный пример скошенной поверхности, предусмотренной на краевой секции 26 очищающего выступа 22.
Здесь скошенная поверхность 34b является комбинированной поверхностью, которая состоит из двух плоскостей 34b' и 34b'' и образована на участке, который включает в себя наружную периферийную сторону 32 загнутого участка 27 и передний торцевой участок 33 краевой секции 26 выступа, и образована на одной стороне краевой секции 26 выступа.
Кроме того, скошенная поверхность 34b получена посредством резки краевой секции 26 выступа, показанной на Фиг.9 в наклонном направлении.
Фиг.14 - перспективный вид, показывающий второй модифицированный пример скошенной поверхности, предусмотренной на краевой секции 26 очищающего выступа 22.
Здесь скошенная поверхность 34с является криволинейной поверхностью, на которой образована вогнутая канавка; скошенная поверхность образована на участке, который включает в себя наружную периферийную сторону 32 загнутого участка 27 и передний торцевой участок 33 краевой секции 26 выступа, и образована на одной стороне краевой секции 26 выступа.
Кроме того, скошенная поверхность 34с получена посредством резки краевой секции 26 выступа, показанной на Фиг.9, с целью образования вогнутого профиля.
Кроме того, скошенная поверхность 34с имеет круглую цилиндрическую поверхность.
Фиг.15 - перспективный вид, показывающий третий модифицированный пример скошенной поверхности, предусмотренной на краевой секции 26 очищающего выступа 22.
Здесь скошенная поверхность 34d является криволинейной поверхностью, на которой образована канавка, имеющая сферическую поверхность; скошенная поверхность образована на участке, который включает в себя наружную периферийную сторону 32 загнутого участка 27 и передний торцевой участок 33 краевой секции 26 выступа, и образована на одной стороне краевой секции 26 выступа.
Кроме того, скошенная поверхность 34d получена посредством резки краевой секции 26 выступа, показанной на Фиг.9, с целью образования вогнутого профиля.
Вышеуказанные скошенные поверхности образованы на одной стороне загнутого участка 27 или криволинейного участка 28 и образованы посредством резания с целью получения конфигурации, которая наклонена от верхней поверхности краевой секции 26 выступа к нижней части краевой секции 26 выступа (включая сюда до некоторой степени вогнутую и выпуклую конфигурацию).
Способ резки для получения скошенной поверхности не ограничивается.
Фиг.17 - перспективный вид, схематично показывающий съемник 21 лапши, в котором длинные очищающие выступы 22, имеющие вышеуказанные скошенные поверхности 34, и короткие очищающие выступы 23, имеющие загнутые участки, образованные в средней секции 25 выступов, расположены поочередно и последовательно.
Ниже будут отдельно описаны условия, в которых на этапе производства лапши полосы лапши снимаются с помощью очищающего выступа 22, образованного со скошенной поверхностью 34.
Фиг.6 - вид снизу со стороны нижней поверхности, показывающий устройство для резки и выталкивания лапши, относящееся к настоящему изобретению.
На Фиг.6 используется съемник 21 лапши, в котором длинные очищающие выступы и короткие очищающие выступы расположены поочередно, как показано на Фиг.5.
Кроме того, длинный очищающий выступ 22, в котором скошенная поверхность 34 образована на загнутом участке 27, используется как длинный очищающий выступ.
На Фиг.6 очищающие выступы вышеуказанного съемника 21 лапши находятся в зацеплении с секциями с канавками режущих валков 18 и 18' с квадратными режущими кромками, показанных на Фиг.4.
В частности, режущие валки 18 и 18' с квадратными режущими кромками образованы из глубоких канавок 19 и 19' и неглубоких канавок 20 и 20' и имеют секции с тороидальными канавками, имеющими две глубины. Короткие очищающие выступы 23 находятся в зацеплении с глубокими канавками 19 и 19' и длинные очищающие выступы 22 находятся в зацеплении с неглубокими канавками 20 и 20'.
Фиг.7 показывает условия, в которых лапша нарезается и выталкивается в устройстве для резки и выталкивания лапши, показанном на Фиг.6, и является видом со стороны нижней поверхности, показывающим устройство для резки и выталкивания лапши.
На Фиг.7 схематично показаны условия, в которых множество полос лапши, нарезаемых и выталкиваемых из режущих валков 18 и 18', отделяется друг от друга и перемещается.
Кроме того, Фиг.19 - боковой вид, схематично показывающий условия, в которых лапша непрерывно режется и выталкивается режущими валками 18 и 18' и съемниками 21 и 21' лапши.
Как показано на Фиг.7, полосы лапши, нарезаемые и выталкиваемые у линии 35 резки-выталкивания режущих валков 18 и 18', вдавливаются в секции с тороидальными канавками, которые входят в зацепление друг с другом, прилипают к внутренним стенкам секций с тороидальными канавками и перемещаются к нижней части режущих валков 18 и 18' совместно с вращением режущих валков 18 и 18'.
Ссылочные номера 5а', 5b', 5с' и 5d' относятся к полосам лапши, которые перемещаются к нижней части режущих валков 18 и 18'.
Далее, когда полосы 5а', 5b', 5с' и 5d' лапши достигают участков зацепления, в которых съемники 21 и 21' лапши входят в зацепление с глубокими канавками 19 и 19', и участков зацепления, в которых съемники 21 и 21' лапши входят в зацепление с неглубокими канавками 20 и 20', полосы лапши удаляются из неглубоких канавок 20 и 20' и глубоких канавок 19 и 19' съемниками 21 и 21' лапши.
Ссылочные номера 5а, 5b, 5с и 5d относятся к полосам лапши, которые удаляются из неглубоких канавок 20 и 20' и глубоких канавок 19 и 19'.
Соответственно, из режущих валков 18 и 18' удаляется множество полос 5а, 5b, 5с и 5d лапши.
Здесь съемники 21 и 21' лапши имеют очищающие выступы, которые имеют две длины выступов, большую длину и небольшую длину, и имеют загиб, т.е. имеют длинные очищающие выступы 22 и короткие очищающие выступы 23.
В связи с этим полосы лапши, нарезаемые и выталкиваемые из каждого режущего валка 18 и 18', снимаются и отделяются друг от друга на большом расстоянии в двух рядах (переднем ряду и заднем ряду), которые являются передним положением и задним положением в направлении по окружности режущих валков 18 и 18'.
Другими словами, полосы лапши снимаются так, что расстояние между передним положением и задним положением увеличивается.
Вышеуказанные группы полос лапши из двух рядов образуют ряд, продолжающийся в осевом направлении режущих валков.
В каждом ряду расстояние между соседними полосами лапши представляет собой пространство, соответствующее размеру одной полосы лапши, и имеет такую ширину, что зазор соответствует ширине трех секций с канавками (19, 19', 20 и 20').
Соответственно, множество полос лапши, которые находятся рядом друг с другом в направлениях спереди назад и бок о бок, падает из режущих валков 18 и 18' при отделении друг от друга, и, тем самым, весьма надежно предотвращается контакт и слипание друг с другом множества полос лапши.
Кроме того, вышеуказанные скошенные поверхности 34 образованы на длинных очищающих выступах 22, которые входят в зацепление с неглубокими канавками 20 и 20'.
По этой причине полосы 5b' и 5с' лапши, нарезаемые и выталкиваемые из неглубоких канавок 20 и 20', снимаются по скошенной поверхности 34, показанной на Фиг.7, в боковом направлении скошенной поверхности 34.
Следовательно, полосы 5b' и 5с' лапши снимаются в направлении стрелок, обозначенных ссылочными номерами 36 и 36', и направление очистки полос лапши преобразуется из направления вращения режущих валков 18 и 18'.
По этой причине имеет место скручивающее действие относительно осевого направления полос лапши по скошенной поверхности 34 и имеет место смещение лапши, нарезаемой и выталкиваемой из неглубоких канавок 20, вызываемое вращающим действием.
Полосы лапши удаляются из режущих валков 18 и 18' посредством смещения, вызванного действием вращения.
С другой стороны, в полосах 5а и 5d лапши, нарезаемых и выталкиваемых из глубоких канавок 19 и 19', возникает направленное вниз результирующее усилие выталкивания из режущих валков 18 и 18', вызванное силой вращения режущих валков 18 и 18' совместно с силой тяжести, обусловленной весом лапши (собственным весом), в результате чего происходит падение полос 5а и 5d лапши.
В полосах лапши 5b и 5с, которые нарезаются и выталкиваются из неглубоких канавок 20 и 20' и которые отличаются от вышеуказанных полос 5а и 5d лапши, скручивающее усилие или усилие смещения, вызванное действием вращения, возникает в дополнение к результирующему усилию силы вращения режущих валков совместно с силой тяжести, обусловленной весом лапши.
Вышеуказанное скручивающее усилие или усилие смещения, вызванное действием вращения, является усилием, в которое преобразуется часть силы вращения режущих валков из-за реактивного действия, при котором полосы лапши сталкиваются со скошенной поверхностью 34.
В частности, полосы лапши выталкиваются в наклонном направлении относительно направления вращения режущих валков скошенной поверхностью 34, предусмотренной на одной стороне краевой секции 26 выступа; по этой причине возникает преобразующее действие, в которое преобразуется направление снятия полос лапши.
В результате, как показано на Фиг.20 и как указывают ссылочные номера 5b и 5с на Фиг.19, имеется возможность обеспечить, что полосы лапши, снимаемые скошенной поверхностью 34 и падающие из режущих валков 18 и 18', будут иметь вид спирали.
Здесь «спираль» означает, например, форму витой пружины, показанной на Фиг.20, или линейную форму витой пружины, которая проектируется на плоскость в наклонном направлении (линейная форма витой пружины проектируется на плоскость с учетом наклона).
Как указано выше, обеспечивается получение смежных полос 5b и 5с лапши, нарезаемых и выталкиваемых из неглубоких канавок 20 и 20', или смежных полос 5b и 5с лапши, нарезаемых и выталкиваемых из неглубоких канавок 20 и 20', и смежных полос 5а и 5d лапши, нарезаемых и выталкиваемых из глубоких канавок 19 и 19'.
Здесь точки, в которых полосы 5b и 5с лапши находятся в контакте с полосами 5а и 5d лапши, являются только точками пересечения, в которых полосы лапши пересекаются друг с другом.
Соответственно, предотвращается контакт полос лапши друг с другом при их линейном удлинении.
Даже если полосы 5b и 5с лапши находятся в контакте с полосами 5а и 5d лапши, имеется возможность свести к минимуму величину площади контакта на единицу длины полосы лапши, равной d.
Соответственно, на резаных поверхностях полос лапши, находящихся рядом друг с другом, обеспечивается защита полос лапши от соединения или слипания друг с другом.
Таким образом, имеется возможность в значительной степени решить проблему, связанную со слипанием или соединением друг с другом множества полос лапши при пропаривании и варке.
Фиг.21 - перспективный вид, показывающий состояние, при котором скапливается множество полос лапши, нарезаемых и выталкиваемых устройством для резки и выталкивания лапши, относящимся к настоящему изобретению, конфигурацию множества полос лапши, расположенных слоями, и состояние, при котором транспортируется множество полос лапши.
Кроме того, Фиг.21 соответствует Фиг.1.
На Фиг.21 показано состояние, при котором съемник 6 лапши расположен у режущих валков 4, группы полос лапши режутся и выталкиваются из режущих валков 4, и группы полос лапши транспортируются к подающему транспортеру 8 лапши, проходя по направляющему лотку (направляющей секции) 7.
Кроме того, Фиг.21 показывает этап, на котором группы полос лапши режутся и выталкиваются из режущих валков 4, этап, на котором группы полос лапши направляются направляющим лотком 7, и этап, на котором группы полос лапши располагаются слоями на подающем транспортере 8 лапши.
Кроме того, Фиг.21 показывает размещение полос 5а и 5b слоями в полосах 5а, 5b и 5с и 5d лапши.
Для наглядности на Фиг.21 не показаны режущие валки, обозначенные ссылочным номером 4' в паре режущих валков 4 и 4' на Фиг.1, и не показаны съемники 6 и 6' лапши.
Кроме того, на Фиг.2 ограничено количество полос лапши, выталкиваемых из режущих валков 4 и 4'.
Полосы 5а, 5b и 5с и 5d лапши, выталкиваемые из режущих валков 4 и 4', падают, как показано на Фиг.19.
Кроме того, как показано на Фиг.7, полосы 5а, 5b и 5с и 5d лапши отделяются и падают с нижней поверхности съемника лапши.
Как описано выше, полосы 5b и 5с лапши падают в виде спиралей, и полосы 5а и 5d лапши падают в виде прямолинейных полос.
Полосы 5а, 5b и 5с и 5d лапши, нарезаемые и выталкиваемые режущими валками 4 и 4' вышеуказанным способом, достигают направляющего лотка 7, расположенного под съемником лапши (не показано).
В направляющем лотке 7 с обеих сторон предусмотрены боковые пластины 12, соответствующие ширине режущих валков; однако может использоваться конструкция, в которой боковые пластины 12 не предусмотрены, т.е. предусмотрена только направляющая пластина 9.
Направляющая пластина 9 расположена наклонно относительно направления, в котором движется лента подающего транспортера 8 лапши, т.е. так, чтобы обеспечить наклонную направляющую от режущих валков 4 в направлении подающего транспортера 8 лапши.
Соответственно, полосы лапши достигают направляющей пластины 9 в следующем порядке: полосы 5а лапши, которые нарезаются и выталкиваются из глубоких канавок, полосы 5b лапши, которые нарезаются и выталкиваются из неглубоких канавок, полосы лапши, которые нарезаются и выталкиваются из узкой канавки (полосы лапши, обозначенные ссылочным номером 5с на Фиг.19 и непоказанные на Фиг.21), полосы лапши, которые нарезаются и выталкиваются из глубоких канавок (полосы лапши, обозначенные ссылочным номером 5d на Фиг.19 и непоказанные на Фиг.21). Вышеуказанные группы полос лапши соскальзывают вниз в направлении нижней части направляющей пластины 9, скапливаясь последовательно.
Вышеуказанные четыре полосы лапши размещаются слоями и транспортируются к подающему конвейеру 8 лапши, расположенному под направляющей пластиной 9.
В это время группа 5а полос лапши, нарезаемая и выталкиваемая из глубоких канавок, падает и достигает направляющей пластины 9, в результате чего возникает трение между направляющей пластиной 9 и группами полос лапши, обусловленное материалом направляющей пластины 9 или степенью наклона.
По этой причине, как обозначено ссылочным номером 37, группа 5а полос лапши соскальзывает вниз на наклонную направляющую пластину 9 в форме волн.
В отличие от этого группа 5b полос лапши, нарезаемых и выталкиваемых из неглубоких канавок, падает в форме спиралей, как показано на Фиг.20, и скапливается в форме спирали на направляющей пластине 9 и на группе 5а полос лапши, которая достигла направляющей пластины 9 ранее.
По этой причине группы 5а и 5b полос лапши располагаются слоями.
Кроме того, группы 5а и 5b полос лапши, расположенные слоями, соскальзывают по направляющей пластине 9.
Затем в процессе непрерывной резки и выталкивания группа 5b полос лапши, нарезаемых и выталкиваемых из неглубокой канавки с помощью способа, аналогичного вышеописанному способу, достигает направляющей пластины 9 и скапливается на ней, и группа 5а полос лапши, которая предварительно достигла направляющей пластины 9, и группа 5b полос лапши соскальзывают по направляющей пластине 9.
Кроме того, группы полос лапши, находящиеся на направляющей пластине 9, перемещаются к подающему транспортеру 8 лапши и транспортируются дальше.
В связи с этим группа 5b полос лапши, нарезаемых и выталкиваемых в виде спирали, защищается круговым способом от неограниченного скапливания слоями, так чтобы круг образовывался вокруг точки.
Кроме того, группа полос 5b лапши, нарезаемых и выталкиваемых из режущих валков, падает так, что она повторно образует дугу окружности и скапливается на группе 5а полос лапши, имея слоевую конфигурацию (ссылочный номер 38) в форме спирали, наряду с действием, при котором группы 5а и 5b полос лапши скользят по направляющей пластине 9, и действием, при котором группы 5а и 5b полос лапши перемещаются подающим транспортером 8 лапши.
Группы 5а и 5b полос лапши, расположенные слоями по вышеуказанному способу, транспортируются подающим транспортером 8 лапши.
Помимо прочего, вышеуказанное действие будет описано отдельно.
Группа 5а полос лапши, достигшая подающего транспортера 8 лапши, изгибается в виде волн в зависимости от скорости подачи подающего транспортера 8 лапши.
В группе 5а полос лапши, достигшей подающего транспортера 8 лапши, расстояние между вышеупомянутыми изогнутыми формами уменьшается и образуется двухмерная волнообразная форма.
С другой стороны, группа 5b полос лапши скапливается на группе 5а полос лапши, имея линейную форму, подобную форме витой пружины, спроектированной на плоскость, если смотреть в наклонном направлении.
Кроме того, группа 5b полос лапши сжимается в направлении подачи в зависимости от скорости подачи подающего транспортера 8 лапши, когда она транспортируется от направляющей пластины 9 к подающему транспортеру 8 лапши.
Соответственно, группа 5b полос лапши имеет множество кольцеобразных участков.
В точке контакта, образующей часть кольцеобразных участков, верхняя поверхность лапши контактирует с задней поверхностью лапши.
Другими словами, группа 5b полос лапши достигает направляющей пластины 9 так, что лапша, образуемая в форме спирали, располагается слоями, при этом она перемещается таким образом, что центральные точки кольцеобразной лапши скользят по направляющей пластине 9, и группа 5b полос лапши скользит по направляющей пластине 9 и перемещается к подающему транспортеру 8 лапши.
Как описано выше, группа 5а полос лапши, нарезаемых и выталкиваемых из глубоких канавок, представляет собой полосы лапши, которые образуются в форме волн на плоскости, как обозначено ссылочным номером 37, и включают в себя волнообразную форму, имеющую заданную амплитуду вибрации и заданную фазу образования.
В отличие от этого, как обозначено ссылочным номером 38, группа 5b полос лапши, нарезаемых и выталкиваемых из неглубокой канавки, включает в себя множество кольцеобразных участков лапши, образованных пересечением самой лапши.
В частности, группа 5b полос лапши достигает направляющей пластины 9 и скользит по ней в виде спирали, показанной на Фиг.20, при этом группа 5b полос лапши образована так, что она имеет множество кольцеобразных участков лапши на подающем транспортере 8 лапши.
Другими словами, группа 5b полос лапши состоит из множества кольцеобразных участков лапши, которые непрерывно образуются одной полосой лапши, и криволинейных промежуточных участков, которые соединяют друг с другом соседние кольцеобразные участки лапши.
Кроме того, скорость подачи подающего транспортера 8 лапши и частота вращения режущих валков 4 и 4' надлежащим образом регулируются так, чтобы кольцеобразные участки лапши образовывались последовательно.
Как описано выше, образуются группы 5а и 5b полос лапши, даже если обе группы расположены слоями, поскольку условия скапливания групп 5а и 5b групп полос лапши полностью отличаются друг от друга; точка контакта, в которой смежные полосы лапши контактируют друг с другом, или точка слипания, в которой они слипаются друг с другом, ограничиваются только до точек пересечения лапши.
Кроме того, точки пересечения полос лапши распределены беспорядочно.
Соответственно, имеется возможность в значительной степени уменьшить количество точек пересечения полос лапши; точки пересечения образованы на микроучастках ограниченным способом.
Кроме того, полосы 5b лапши, нарезаемые и выталкиваемые из неглубоких канавок, удаляются из режущих валков между полосами 5а и 5а лапши, которые нарезаются и выталкиваются из глубоких канавок.
В связи с этим, область, в которой полосы 5а лапши и полосы 5b лапши располагаются слоями, охватывает полосы лапши, нарезаемые и выталкиваемые из глубоких канавок, расположенных справа и слева.
По этой причине точки контакта и точка слипания полос лапши распределены беспорядочно.
Как результат, настоящее изобретение отличается от способа укладывания групп полос лапши с помощью обычного способа, в котором группа полос лапши, нарезаемых и выталкиваемых из режущих валков, размещалась в форме волн, подобных друг другу, и в котором полосы лапши укладывались слоями в состоянии, при котором положения укладывания подобны друг другу.
В отличие от вышеуказанного обычного способа в группах полос лапши, образованных по настоящему изобретению, количество участков, в которых полосы лапши склеиваются друг с другом, значительно меньше.
Как результат, на этапе пропаривания-варки имеется возможность значительно уменьшить склеивание и соединение полос лапши, находящихся рядом друг с другом.
Таким образом, можно решить обычные проблемы, обусловленные склеиванием и соединением лапши.
Кроме того, в уложенном состоянии групп полос лапши с помощью обычных способов соседние полосы слипаются друг с другом при касании по линии, при касании торцов или касании по линии и касании торцов.
В отличие от этого в настоящем изобретении полосы лапши, расположенные в форме волн (полосы лапши, образованные так, что они включают в себя волнообразную форму, имеющую заданную амплитуду вибрации и заданную фазу образования), и полосы лапши, образованные в форме спирали (полосы лапши, имеющие множество кольцеобразных участков лапши и промежуточных участков лапши), укладываются слоями.
В этом случае участки, на которых полосы лапши обеих форм находятся в контакте друг с другом при укладывании слоями, представляют собой точки пересечения, т.е. точки.
Соответственно, поскольку полосы лапши слипаются в точках и участки слипания ограничиваются до микроточек, даже если множество полос лапши находится в состоянии слипания или соединения друг с другом на этапе пропаривания-варки, участки слипания быстро разъединяются и полосы лапши легко распутываются во время варки и восстановления.
Соответственно, имеется возможность решить проблемы дефектов, возникающих во время варки, и дефектов, связанных с качеством продуктов.
В устройстве для резки и выталкивания лапши по настоящему изобретению нарезаемая-выталкиваемая лапша, которая снимается съемником лапши, достигает направляющей пластины или направляющего лотка, как описано выше, и укладывается слоями.
Соответственно, для того, чтобы выполнение процесса попадания лапши на направляющий лоток не препятствовало выполнению процесса укладки лапши, необходимо, чтобы передний участок направляющей пластины или направляющего лотка был открытым относительно направления перемещения лапши, которая транспортируется подающим транспортером лапши (участок с верхней стороны между направляющей пластиной и подающим транспортером лапши).
Таким образом, если имеется возможность предотвратить условия, при которых достижение лапшой направляющей пластины препятствует укладке лапши слоями, в качестве направляющей пластины может быть использована направляющая труба, предотвращающая случайное отклонение лапши.
В этом случае необходимо расположить направляющую трубу так, чтобы снимаемая и удаляемая лапша не могла быть физически и принудительно изогнута.
В частности, необходимо расположить направляющую трубу так, чтобы иметь достаточный зазор между направляющей пластиной, которая становится основанием, и внутренними поверхностями, которые противоположны друг другу в трубе, окружающей направляющую пластину.
Направляющая труба, используемая в стандартном устройстве для резки и выталкивания лапши, предназначена для принудительного изгибания лапши, нарезаемой и выталкиваемой из режущих валков.
В отличие от этого направляющая труба, используемая в настоящем изобретении, полностью отличается от обычной направляющей трубы с точки зрения вышеуказанных факторов, т.е. цель, действия и результаты.
В устройстве для резки и выталкивания лапши по настоящему изобретению краевая секция длинного очищающего выступа вставляется в неглубокие канавки, образованные в режущих валках, и длинный очищающий выступ находится в зацеплении с неглубокими канавками.
Кроме того, может быть использована конструкция, в которой положение загнутого участка или положение криволинейного участка в краевой секции длинного выступа, по существу, соответствует одинаковому положению по высоте наружной периферийной поверхности режущих валков.
Кроме того, может быть использована конструкция, в которой положение загнутого участка или положение криволинейного участка в краевой секции длинного выступа немного превышает положение наружной периферийной поверхности режущих валков, т.е. соответствует наружному положению наружной периферийной поверхности режущих валков.
Фиг.22 и 23 - виды в горизонтальном разрезе, показывающие состояние, в котором съемник 21 лапши, включающий в себя очищающий выступ, имеющий две длины выступа, большую длину и небольшую длину, которые состоят из длинного очищающего выступа 22 и короткого очищающего выступа 23, находящихся в зацеплении с режущим валком 18, имеющим две канавки, глубокую и неглубокую, состоящие из глубокой канавки 19 и неглубокой канавки 20.
Кроме того, Фиг.20 схематически показывает состояние, в котором положение загнутого участка 27 очищающего выступа 22, входящего в зацепление с неглубокой канавкой 20 режущего валка 18, совпадает с положением наружной периферийной поверхности 39 режущего валка 18.
Другими словами, показано состояние, в котором высота от нижнего участка неглубокой канавки 20 до положения загнутого участка 27 является, по существу, таким же, как высота от нижнего участка неглубокой канавки 20 до положения наружной периферийной поверхности 39.
Кроме того, Фиг.23 схематично показывает состояние, в котором загнутый участок 27 очищающего выступа 22, входящий в зацепление с неглубокими канавками 20 режущих валков 18, расположен снаружи наружной периферийной поверхности 39 режущих валков 18.
Другими словами, показано состояние, в котором высота от нижнего участка неглубокой канавки 20 до положения загнутого участка 27 превышает высоту от нижнего участка неглубокой канавки 20 до положения наружной периферийной поверхности 39.
В отличие от этого, Фиг.24 показывает сравнительный пример и является видом в горизонтальном разрезе, схематично показывающим положение, в котором обычный очищающий выступ съемника лапши находится в зацеплении с режущим валком из Фиг.22 и 23.
В частности, Фиг.24 - боковой вид, схематично показывающий состояние, в котором съемник 100 лапши, включающий в себя множество очищающих выступов 40, имеющих одинаковые длины выступов, находится в зацеплении с режущим валком.
Из сравнения Фиг.22 и Фиг.24 видно, что расстояние Р между очищающим выступом 22 и очищающим выступом 23, показанное на Фиг.22, превышает расстояние Р' между очищающими выступами, показанными на Фиг.24.
Кроме того, также видно, что расстояние Р между очищающим выступом 22 и очищающим выступом 23, показанными на Фиг.23, превышает расстояние между очищающими выступами, показанными на Фиг.24.
Как отмечено выше, расстояние Р превышает расстояние Р'; это связано с тем, что расстояние между передним положением и задним положением в направлении по окружности режущего валка 18 увеличивается, поскольку длинный очищающий выступ имеет загнутый участок 27.
Поскольку расстояние Р увеличивается вышеописанным образом, расстояние между положением, в котором лапша снимается очищающим выступом 22, и положением, в котором лапша снимается очищающим выступом 23, увеличивается; группы полос лапши расположены на расстоянии друг от друга и могут быть отделены друг от друга.
Кроме того, благодаря совпадению положения загнутого выступа 27 с положением наружной периферийной поверхности 39 режущих валков 18 или благодаря расположению загнутого участка 27 снаружи наружной периферийной поверхности 39 режущего валка 18, имеет возможность надежно удалять и выталкивать лапшу наружу режущих валков 18.
В частности, в случае, когда используется очищающий выступ, в котором вышеуказанная скошенная поверхность 34 образована на загнутом участке 27 или криволинейном участке 28 в краевой секции 26 выступа, имеется возможность надежно направлять лапшу, снятую с режущих валков, наружу режущих валков.
Кроме того, лапша выталкивается в боковом направлении скошенной поверхности 34 и, соответственно, имеется возможность создавать усилие выталкивания лапши в наклонном направлении относительно направления, в котором продолжается очищающий выступ 22.
Кроме того, в случае конструкции, в которой загнутый участок 27 выступает наружу наружной периферийной поверхности режущих валков 39, имеется возможность увеличить усилие выталкивания лапши в наклонном направлении.
В связи с этим имеется возможность расширить форму спирали в еще большей области; форма спирали образуется после удаления лапши, снятой с помощью очищающего выступа 22.
Другими словами, имеется возможность увеличить диаметр окружности, если смотреть в вертикальном направлении спиральной формы, показанной на Фиг.20.
По этой причине при укладывании множества полос лапши слоями имеется возможность поглотить и уменьшить степень кривизны лапши.
Поскольку степень кривизны поглощается и уменьшается при укладывании множества полос лапши слоями, имеется возможность легко и эффективно восстановить лапшу до ее исходного прямолинейного состояния.
Фиг.25 - перспективный вид, соответствующий Фиг.22, и вид, показывающий состояние, в котором съемник лапши находится в зацеплении с режущим валком.
Фиг.26 - перспективный вид, соответствующий Фиг.23, и вид, показывающий состояние, в котором съемник лапши находится в зацеплении с режущим валком.
Фиг.27 - перспективный вид, соответствующий Фиг.24, и вид, показывающий состояние, в котором съемник лапши находится в зацеплении с режущим валком.
Пара режущих валков используется на практике на этапе производства лапши, и группы полос лапши укладываются слоями на слоевую структуру помимо слоевой структуры из групп полос лапши, нарезаемых и выталкиваемых, как показано на Фиг.21.
В частности, слой лапши в виде спирали (ссылочный номер 38 на Фиг.21) группы полос лапши нарезается и выталкивается из неглубокой канавки, а слой полос лапши (ссылочный номер 37 на Фиг.21), нарезаемый и выталкиваемый из глубокой канавки и имеющий волнообразную форму, укладывается слоями на вышеуказанную слоевую структуру на направляющей пластине или на направляющем лотке.
Множество групп полос лапши, уложенных слоями вышеуказанным способом, транспортируется подающим транспортером лапши, предусмотренным под направляющей пластиной.
Кроме того, в вышеуказанной слоевой структуре, в которую укладываются слоями слой лапши в форме спирали и слой лапши в волнообразной форме, состояние, в котором соседние полосы лапши находятся в контакте или прилипают друг к другу, является таким же состоянием, как и состояние, описанное со ссылкой на Фиг.20 и 21.
Таким образом, имеется возможность решить проблемы, связанные с дефектами, возникающими во время тепловой обработки, и дефектами, касающимися качества продуктов на этапе стандартного изготовления лапши.
Кроме того, надлежащим образом регулируется и контролируется частота вращения режущих валков, материал направляющей пластины (лотка), степень наклона направляющей пластины (лотка), расстояние между точкой, в которой лапша помещается на скошенную поверхность, и нижним концевым участком скошенной поверхности, скорость подачи подающего транспортера лапши и т.п.
Соответственно, имеется возможность регулировать состояние, в котором группы полос лапши, нарезаемых и выталкиваемых из глубоких канавок, размещаются в волнообразной форме, и состояние, в котором группы полос лапши нарезаются и выталкиваются из неглубоких канавок, и падают в форме спирали, и укладываются слоями (группы полос лапши, имеющие множество кольцеобразных участков лапши).
Кроме того, вышеуказанное состояние может быть надлежащим образом отрегулировано согласно условиям пропаривания-варки или качеству продукта.
Что касается устройства для резки и выталкивания лапши и съемника лапши по настоящему изобретению, то режущие валки, включающие в себя две канавки, имеющие множество глубоких канавок и неглубоких канавок, находятся в зацеплении со съемником лапши, включающим в себя очищающий выступ, имеющий две длины выступов, большую длину и небольшую длину.
Как результат, обеспечиваются вышеуказанные действия и эффекты.
Конструкция устройства для резки и выталкивания лапши и съемника лапши, в которой обеспечиваются вышеуказанные действия и эффекты, надлежащим образом модифицирована.
Например, секции с тороидальными канавками, включающие в себя множество канавок, имеющих множество глубин в режущих валках, могут быть расположены в оптимальной конфигурации.
Кроме того, в съемнике лапши, находящемся в зацеплении с секциями с тороидальными канавками режущих валков, длины очищающих выступов могут быть отрегулированы согласно конфигурации вышеуказанных секций с тороидальными канавками.
Другими словами, длинный очищающий выступ или короткий очищающий выступ может быть размещен надлежащим образом в зависимости от секций с тороидальными канавками, включающими в себя множество канавок, имеющих множество глубин.
Кроме того, в вышеуказанном устройстве для резки и выталкивания лапши и съемнике лапши секция с канавками, имеющими наименьшую глубину, находится в зацеплении с очищающим выступом, имеющим наибольшую длину, и секция с канавками, имеющими наибольшую глубину, находится в зацеплении с очищающим выступом, имеющим наименьшую длину.
Второй вариант выполнения
Секции с тороидальными канавками, имеющими три глубины
Далее будут описаны секции с тороидальными канавками, имеющими три глубины, и съемник лапши, находящийся в зацеплении с секциями с тороидальными канавками.
Во втором варианте выполнения для обозначения элементов, идентичных элементам из первого варианта выполнения, используются идентичные символы, и для простоты опущены объяснения.
Фиг.28 - вид в разрезе, схематично показывающий режущие валки, имеющие три глубины, и вид в вертикальном разрезе режущих валков в осевых линиях 45 и 45'.
Режущие валки 44 и 44' имеют неглубокие канавки 43, имеющие наименьшую глубину (секция с первыми канавками, секции с тороидальными канавками), глубокие канавки 41, имеющие наибольшую глубину (секция со вторыми канавками, секции с тороидальными канавками), и средние канавки 42, имеющие глубину большую, чем глубина неглубоких канавок 43, и меньшую, чем глубина глубоких канавок 41 (секция с третьими канавками, секции с тороидальными канавками).
В режущих валках 44 и 44' секции 41, 42, 43 с канавками предусмотрены так, что глубины канавок увеличиваются в осевом направлении режущих валков; и группы, каждая из которых состоит из секций 41, 42 и 43 с канавками, многократно повторяются в осевых направлениях режущих валков.
Фиг.29 - вид в плане, схематично показывающий съемник лапши, имеющий очищающий выступ, находящийся в зацеплении с режущим валком 44, показанным на Фиг.28.
Съемник 49 лапши имеет длинный очищающий выступ 48, имеющий большую длину (первый очищающий выступ и длинный очищающий выступ), очищающий выступ 46, имеющий длину выступа меньшую, чем длина очищающего выступа 48 (второй очищающий выступ, короткий очищающий выступ), и очищающий выступ 47, имеющий длину, меньшую, чем длина очищающего выступа 48, и большую, чем длина очищающего выступа 46 (третий очищающий выступ, средний очищающий выступ).
Другими словами, съемник 49 лапши состоит из очищающих выступов, имеющих три длины, короткую, среднюю и большую.
Кроме того, определено положение съемника 49 лапши относительно режущих валков 44, так что очищающий выступ находится в зацеплении с неглубокой канавкой 43, очищающий выступ 47 находится в зацеплении со средний канавкой 42, и очищающий выступ 46 находится в зацеплении в глубокой канавкой 41.
Фиг.30 - вид, схематично показывающий состояние, в котором режущие валки 44 и 44', показанные на Фиг.28, находятся в зацеплении со съемником 49 лапши, показанным на Фиг.29, и вид снизу со стороны нижней поверхности, показывающий устройство для резки и выталкивания лапши.
Как показано на Фиг.30, короткие очищающие выступы 46 находятся в зацеплении (вставлены) с глубокими канавками 41, средние очищающие выступы 47 находятся в зацеплении (вставлены) со средними канавками 42, и длинные очищающие выступы 48 находятся в зацеплении (вставлены) с неглубокими канавками 43.
Таким образом, съемники 49 и 49' лапши находятся в зацеплении с режущими валками 44 и 44' соответственно.
Фиг.31 - вид, показывающий состояние, в котором лапша нарезается и выталкивается из устройства для резки и выталкивания лапши, показанного на Фиг.30 (состояние, в котором полосы лапши отделяются друг от друга, и состояние, в котором полосы лапши снимаются и удаляются), и вид снизу со стороны нижней поверхности, показывающий устройство для резки и выталкивания лапши.
Как показано на Фиг.30 и 31, загнутые участки 51 и 51' и скошенные поверхности 50 и 50' образованы в краевой секции выступа длинного очищающего выступа 48 и 48'.
Далее описывается случай, когда лапша нарезается и выталкивается с помощью режущих валков 44 и 44' и съемников 49 и 49' лапши, имеющих вышеуказанную конструкцию.
Вначале лента лапши, вставленная между режущими валками 44 и 44', режется и выталкивается в виде множества полос лапши, помещенных в секции 41, 42 и 43 с канавками, совместно с вращением режущих валков 44 и 44'.
Каждое из множества полос лапши движется к нижней части режущих валков 44 и 44' совместно с вращением режущих валков 44 и 44' в состоянии, в котором полосы лапши проталкиваются в секции 41, 42 и 43 с канавками.
Как описано выше, поскольку очищающие выступы 46, 47 и 48 находятся в зацеплении с секциями 41, 42 и 43 канавок соответственно, полосы лапши совмещаются с очищающими выступами 46, 47 и 48 и, таким образом, удаляются.
В результате удается получить полосы лапши 54, 55 и 56, которые снимаются с режущих валков 44 и 44' и отделяются друг от друга.
Как описано выше, поскольку съемник 49 лапши состоит из очищающих выступов, имеющих три длины, короткую, среднюю и большую, имеется возможность выполнять резку и выталкивание лапши из переднего положения, среднего положения и заднего положения в направлении по окружности режущих валков в одном из режущих валков.
Другими словами, группы полос лапши, состоящие из трех рядов (три группы и три этапа), режутся и выталкиваются по отдельности в одном из режущих валков.
Группы полос лапши, состоящие из вышеуказанных трех рядов, образуют ряды, продолжающиеся в осевом направлении режущих валков.
Соответственно, участки, на которых полосы лапши соединяются и слипаются друг с другом, распределяются дополнительно, и имеется возможность уменьшить площадь контакта.
В каждом ряду групп полос лапши расстояние между соседними полосами лапши является шириной, соответствующей пяти секциям с канавками (41, 42 и 43).
Таким образом, в каждом ряду, поскольку множество полос лапши отделено друг от друга на некоторое расстояние, за счет ширины пяти секций с канавками, количество точек контакта полос лапши уменьшается, и обеспечивается защита соседних полос лапши от соединения и слипания друг с другом.
Кроме того, полосы 56 лапши, нарезаемые и выталкиваемые из неглубоких канавок 43, снимаются в направлении, обозначенном ссылочным номером 57 на Фиг.31, с помощью скошенной поверхности 50, предусмотренной на очищающем выступе 48, соответствующем неглубокой канавке 43.
Другими словами, благодаря наличию скошенной поверхности 50 направление снятия полос 56 лапши преобразуется из направления вращения режущего валка в направление, обозначенное ссылочным номером 57.
По этой причине полосы 56 лапши падают в виде спирали, как показано на Фиг.20, после удаления полос 56 лапши из неглубоких канавок 43.
Кроме того, как описано выше, полосы 56 лапши направляются направляющей пластиной, предусмотренной под режущим валком, и укладываются слоями на направляющую пластину.
Кроме того, полосы 56 лапши транспортируются подающим транспортером лапши в состоянии, в котором полосы 56 лапши укладываются слоями.
Как результат, в состоянии, в котором полосы лапши укладываются слоями, количество участков, в которых полосы лапши слипаются из-за пересечения полос лапши, значительно уменьшается и плотность полос лапши увеличивается.
По этой причине имеется возможность значительно уменьшить число раз или число участков, где множество полос лапши соединяется или склеивается друг с другом, или число раз или число участков, где множество слоев полос лапши соединяется или склеивается друг с другом в каждой группе полос лапши.
Кроме того, как показано на Фиг.31, три группы полос лапши получают из одного из режущих валков, т.е. из двух режущих валков получают шесть групп полос лапши.
Два ряда, представляющих собой группы 56 и 56' полос лапши, укладываемые слоями во время падения в форме спирали, расположены в качестве двух центральных рядов групп полос лапши из шести рядов.
Таким образом, когда шесть рядов групп полос лапши достигают направляющей пластины 9, как показано на Фиг.1, шесть рядов групп полос лапши становятся шестью слоями групп полос лапши, скользят по направляющей пластине 9 и транспортируются к устройству для пропаривания и варки с помощью подающего транспортера 8 лапши.
Здесь в шести слоях групп полос лапши, укладываемых на подающий транспортер 8 лапши, два слоя, соответствующие центральным положениям представляют собой группы 56 и 56' полос лапши, которые укладываются слоями во время падения в форме спирали.
Таким образом, в группах 56 и 56' полос лапши, поскольку плотность полос лапши уменьшается, влажный пар плавно протекает между шестью слоями групп полос лапши, и проблемы дефектов, связанных с пропариванием-варкой или нечто подобным, решаются в центральных секциях.
Модифицированный пример второго варианта выполнения
Фиг.32 - вид в разрезе, схематично показывающий модифицированный пример режущих валков, имеющих три глубины, и вид в вертикальном разрезе, показывающий режущие валки в осевой линии.
Вышеописанный второй вариант выполнения показывает конструкцию, в которой секции 41, 42 и 43 с канавками расположены так, что глубины увеличиваются в осевом направлении режущих валков.
В отличие от этого Фиг.32 показывает режущие валки 58 и 58', в которых конфигурация трех разных глубин секций с канавками отличается от конфигурации второго варианта выполнения.
Фиг.33 - вид в плане, схематично показывающий съемник 56 лапши, имеющий очищающие выступы, которые находятся в зацеплении с режущими валками, показанными на Фиг.32.
Фиг.34 - вид в плане, схематично показывающий состояние, в котором режущие валки 58 и 58', показанные на Фиг.32, находятся в зацеплении со съемником 59 лапши, показанным на Фиг.33, и вид снизу со стороны нижней поверхности, показывающий устройство для резки и выталкивания лапши.
Как показано на Фиг.34, короткие очищающие выступы 63 (второй очищающий выступ) находятся в зацеплении (вставлены) с глубокими канавками 60 (секция со вторыми канавками, секция с тороидальными канавками), средние очищающие выступы 64 (третий очищающий выступ) находятся в зацеплении (вставлены) со средними канавками 61 (секция с третьими канавками, секция с тороидальными канавками) и длинные очищающие выступы 65 (первый очищающий выступ) находятся в зацеплении (вставлены) с неглубокими канавками 62 (секция с первыми канавками, секция с тороидальными канавками).
Таким образом, съемники 59 и 59' лапши находятся в зацеплении с режущими валками 58 и 58' соответственно.
Поскольку секция с канавками и расположение очищающих выступов, показанные на Фиг.34, предусматривают использование очищающего выступа, имеющего три длины, короткую, среднюю и большую, имеется возможность выполнять резку и выталкивание лапши из передних положений, средних положений и заднего положения в направлении по окружности режущих валков в одном из режущих валков.
Другими словами, группы полос лапши из трех рядов (три группы, три этапа) режутся и выталкиваются так, чтобы они отделялись друг от друга в одном из режущих валков.
Вышеуказанные группы полос лапши, состоящие из трех рядов, образуют ряды, продолжающиеся в осевом направлении режущих валков.
Что касается отделения групп полос лапши из трех рядов друг от друга, как упомянуто выше, имеют место такие же действия и обеспечиваются такие же результаты, как и по способу использования съемника 49 лапши, показанного на Фиг.29.
Кроме того, в этом модифицированном примере, как описано ниже, обеспечивается эффект, отличающийся от эффекта по способу, показанному на Фиг.29.
Другими словами, в первом ряду группы полос лапши, нарезаемых и выталкиваемых из множества неглубоких канавок 62, расстояние между соседними полосами лапши соответствует ширине семи секций с канавками (60, 61 и 62), и множество полос лапши отделено друг от друга шириной семи секций с канавками.
Кроме того, в одном ряду группы полос лапши, которые режутся и выталкиваются из множества средних канавок 61, множество полос лапши отделяется друг от друга на расстояние, соответствующее ширине семи секций с канавками, по способу, схожему со способом, используемым для неглубоких канавок 62.
Следовательно, в каждом ряду, поскольку множество полос лапши отделяется друг от друга на ширину семи секций с канавками, количество точек контакта полос лапши уменьшается, и соседние полосы лапши защищаются от соединения и слипания друг с другом.
Кроме того, уменьшается количество точек контакта полос лапши, находящихся рядом друг с другом, и имеется возможность предотвратить слипание и соединение полос лапши друг с другом во время этапа пропаривания-варки.
Кроме того, в случае, когда скошенная поверхность 69 образована на загнутом участке 66 длинного очищающего выступа 65 аналогично тому, как это сделано на съемнике лапши, показанном на Фиг.29, полосы лапши, снимаемые очищающим выступом 65, удаляются по скошенной поверхности 69, и направление удаления преобразуется в наклонное направление, и полосы лапши могут падать в виде спирали.
В этом примере множество групп полос лапши, нарезаемых и выталкиваемых устройством резки выталкивания лапши, транспортируется к устройству, в котором выполняется процесс пропаривания-варки в состоянии, при котором полосы лапши укладываются слоями, как описано выше.
Здесь два слоя, соответствующие центральным участкам слоевой структуры, состоящей всего из шести слоев, являются группами полос лапши, которые укладываются слоями при падении из режущих валков в форме спирали после снятия с помощью скошенной поверхности.
Кроме того, группа полос лапши из двух слоев, расположенная на стороне верхнего слоя центральных участков, и группа полос лапши из двух слоев, расположенных на стороне нижнего слоя центральных участков, являются группами полос лапши, в которых количество точек соединения или точек слипания соседних полос лапши уменьшается и которые уложены слоями и имеют волнообразную форму.
Соответственно, имеется возможность дополнительно уменьшить количество участков, на которых слои лапши слипаются или соединяются друг с другом во множестве полос лапши, расположенных рядом друг с другом.
В результате имеется возможность получать скопления лапши, в которых слои полос лапши защищены от слипания или соединения друг с другом.
Настоящее изобретение обеспечивает действие и эффект с помощью вышеописанной конструкции.
При условии обеспечения вышеописанного действия и эффекта технический объем настоящего изобретения не ограничивается до вышеуказанных вариантов выполнения, и могут быть выполнены различные модификации без отклонения от объема настоящего изобретения.
Другими словами, в устройстве резки и выталкивания лапши, относящемся к настоящему изобретению, каждый из составляющих элементов при необходимости может быть модифицирован или отрегулирован.
Например, в режущих валках по настоящему изобретению секции с тороидальными канавками являются секциями с канавками, имеющими две глубины и состоящими из глубоких канавок и неглубоких канавок, или секциями с канавками, имеющими три глубины и состоящими из глубоких канавок, средних канавок и неглубоких канавок.
При необходимости может быть увеличено не только вышеуказанное количество секций с тороидальными канавками, но также и количество ступеней.
Кроме того, может быть надлежащим образом отрегулирована конфигурация расположения секций с канавками, имеющими разные глубины.
В съемнике лапши, относящемся к настоящему изобретению, очищающий выступ имеет две длины или три длины.
При необходимости можно модифицировать не только вышеописанную конструкцию, но также и увеличить количество длин выступа.
Не является необходимым, чтобы количество длин очищающего выступа совпадало с количеством глубин секции с канавками режущих валков.
Например, может использоваться комбинация глубин секций с тороидальными канавками, имеющими две глубины, с тремя длинами множества очищающих выступов в съемнике лапши.
Кроме того, при необходимости могут быть использованы другие комбинации.
Кроме того, на загнутом участке или криволинейном участке очищающих выступов съемника лапши, относящегося к настоящему изобретению, образована скошенная поверхность.
В вышеописанном варианте выполнения скошенная поверхность, наклоненная по направлению, идентичному направлению расположения очищающих выступов, которые последовательно расположены на описываемом съемнике лапши; однако конструкция скошенной поверхности по настоящему изобретению не ограничивается до конструкции, описанной в вышеприведенном варианте выполнения.
В качестве конструкции скошенной поверхности, например, может быть использована конструкция, в которой альтернативно модифицированы направления скоса, или конструкция, в которой направления скоса модифицированы согласно соответствующей конфигурации.
Однако для того, чтобы защитить от сталкивания друг с другом, препятствования друг другу и слипания друг с другом множество полос лапши, нарезаемых и выталкиваемых из режущих валков и снимаемых очищающим выступом, необходимо, чтобы множество снимаемых полос лапши плавно падало из режущих валков в форме спирали.
Для получения вышеуказанных полос лапши в форме спирали желательно, чтобы направления скошенных поверхностей, предусмотренных на съемнике, были одинаковыми.
Кроме того, в устройстве резки и выталкивания лапши по вышеописанному варианту выполнения, как показано на Фиг.7 и 31, лапша режется и выталкивается из каждого режущего валка из пары режущих валков в разных направлениях.
В частности, как показано на Фиг.7, полосы лапши снимаются съемником 21 лапши в направлении, обозначенном ссылочным номером 36, и полосы лапши снимаются съемником 21' лапши в направлении, обозначенном ссылочным номером 36'.
Другими словами, направления, обозначенные ссылочными номерами 36 и 36', отличаются друг от друга, и полосы лапши снимаются в обозначенных направлениях.
Кроме того, на Фиг.31 аналогичным образом направление снятия полос лапши, снимаемых съемником 49 лапши, и направление снятия полос лапши, снимаемых съемником 49' лапши, отличаются друг от друга.
Для снятия лапши таким образом, чтобы направления снятия отличались друг от друга, как упомянуто выше, в съемнике лапши предусмотрены скошенные поверхности.
Настоящее изобретение не ограничивается до конфигурации скошенных поверхностей, предусмотренных на съемнике лапши, как описано выше.
Например, в описании со ссылкой на Фиг.7 скошенные поверхности могут быть расположены на съемниках 21 и 21' так, чтобы направление снятия полос лапши, снимаемых съемником 21 лапши, было таким же, как направление снятия полос лапши, снимаемых съемником 21' лапши.
Однако для того, чтобы защитить от сталкивания друг с другом, препятствования друг другу или слипания друг с другом множество полос лапши, снимаемых скошенной поверхностью каждого съемника лапши, необходимо, чтобы каждое из множеств снимаемых полос лапши плавно падало из режущих валков в форме спирали.
Для получения вышеуказанных полос лапши в форме спирали желательно, чтобы скошенная поверхность была образована на очищающем выступе съемника лапши так, как показано на Фиг.7 и 31.
Соответственно, имеется возможность быстро отделять и удалять друг от друга полосы лапши, снимаемые съемником лапши в каждом направлении, которые противоположны друг другу.
Кроме того, для того, чтобы полосы лапши, снимаемые очищающим выступом, падали в форме спирали, предпочтительно, чтобы скошенная поверхность, образованная на загнутом участке очищающего выступа или криволинейном участке, была образована на очищающем выступе, имеющем наибольшую длину.
Настоящее изобретение не ограничивается до конструкции, в которой скошенная поверхность образована только на длинном очищающем выступе.
Например, может использоваться конструкция, в которой скошенная поверхность образована на очищающем выступе, имеющем длину, которая меньше длины большого очищающего выступа.
Кроме того, в коротком очищающем выступе или среднем очищающем выступе скошенная поверхность может быть образована на загнутом участке или криволинейном участке.
Кроме того, в длинных очищающих выступах, средних очищающих выступах и коротких очищающих выступах может быть образована краевая секция выступа, состоящая из комбинации загнутого участка или криволинейного участка со скошенной поверхностью.
Кроме того, из длинных очищающих выступов, средних очищающих выступов и коротких очищающих выступов может быть сделан оптимальный выбор очищающего выступа, на котором при необходимости должна быть образована скошенная поверхность.
Конструкция, в которой скошенная поверхность предусматривается на очищающем выступе, как упомянуто выше, надлежащим образом регулируется, выбирается и настраивается по повторяемости прилипания или соединения, при которой группы полос лапши укладываются слоями.
В частности, для уменьшения повторяемости прилипания или соединения полос лапши в процессе пропаривания-варки или решения проблемы, связанной с прилипанием полос лапши, конструкция, в которой скошенная поверхность предусматривается на очищающем выступе, надлежащим образом регулируется.
Кроме того, для решения проблемы, связанной с прилипанием, когда множество полос лапши, восстановленных до исходного состояния после тепловой обработки, прилипают друг к другу, или согласно задаче улучшения условий распутывания полос лапши, конструкция, в которой скошенная поверхность предусматривается на очищающем выступе, надлежащим образом контролируется с учетом эффектов настоящего изобретения.
Промышленная применимость
Что касается устройства резки и выталкивания лапши и съемника лапши, относящихся к настоящему изобретению, то при непрерывном производстве лапши, которая должна подвергаться процессу пропаривания-варки, имеется возможность производства скопления лапши в качестве готового продукта, в котором повторяемость слипания или соединения полос лапши значительно уменьшается.
Кроме того, что касается устройства резки и выталкивания лапши и съемника лапши, относящихся к настоящему изобретению, то удается решить проблему, связанную с дефектами при распутывании лапши, и имеется возможность получать лапшу улучшенного качества.
Кроме того, что касается устройства резки и выталкивания лапши и съемника лапши, относящихся к настоящему изобретению, то условия изгибания лапши устраняются перед выполнением процесса пропаривания-варки, и полосы лапши, укладываемые слоями, контактируют в точках.
Ввиду получения структуры лапши, обусловленной контактом в точках, как отмечено выше, при тепловой обработке лапши имеется возможность быстро восстанавливать структуру лапши, так чтобы иметь такую же конфигурацию, как и случае, когда лапша режется и выталкивается из режущих валков.
Таким образом, имеется возможность обеспечивать непрерывное производство гречневой лапши, пшеничной лапши и т.п., которая имеет обычную прямолинейную форму, и получать лапшу, например, гречневую лапшу и пшеничную лапшу, имеющие стандартную и естественную форму.
Кроме того, что касается устройства резки и выталкивания лапши и съемника лапши, относящихся к настоящему изобретению, то имеется возможность устранять изогнутую форму полос лапши, нарезаемых и выталкиваемых из режущих валков для скапливания (укладывания слоями) полос лапши, находящихся рядом друг с другом и имеющих точечный контакт, и уменьшать количество участков, в которых соседние полосы лапши слипаются друг с другом.
В связи с этим настоящее изобретение может применяться не только в производстве лапши, в котором необходим процесс пропаривания-варки, но также в производстве лапши для получения продуктов из сырой лапши, которые не подвергаются пропариванию и варке, или продуктов из лапши, подвергаемых тепловой обработке, например, варке и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ЛАПШИ | 2009 |
|
RU2459412C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ НИТЕЙ ЛАПШИ И СЫРАЯ ЛАПША | 2014 |
|
RU2667160C2 |
| ЛАПША БЫСТРОГО ПРИГОТОВЛЕНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2011 |
|
RU2512290C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАПШИ БЫСТРОГО ПРИГОТОВЛЕНИЯ | 2011 |
|
RU2533364C1 |
| БРИКЕТИРОВАННАЯ НЕСВАРЕННАЯ ЛАПША БЫСТРОГО ПРИГОТОВЛЕНИЯ | 2009 |
|
RU2484648C2 |
| УСТРОЙСТВО И СПОСОБ НАРЕЗАНИЯ ЛАПШИ | 2012 |
|
RU2540600C1 |
| СПОСОБ ПРОПАРИВАНИЯ ЛАПШИ И УСТРОЙСТВО ДЛЯ ПРОПАРИВАНИЯ ЛАПШИ | 2013 |
|
RU2583067C2 |
| СПОСОБ ПРОИЗВОДСТВА ЖАРЕНОЙ В МАСЛЕ ЛАПШИ БЫСТРОГО ПРИГОТОВЛЕНИЯ | 2019 |
|
RU2805676C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАПШИ БЫСТРОГО ПРИГОТОВЛЕНИЯ | 2018 |
|
RU2736471C1 |
| ЛАПША БЫСТРОГО ПРИГОТОВЛЕНИЯ С МНОГОСЛОЙНОЙ СТРУКТУРОЙ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2012 |
|
RU2569963C1 |
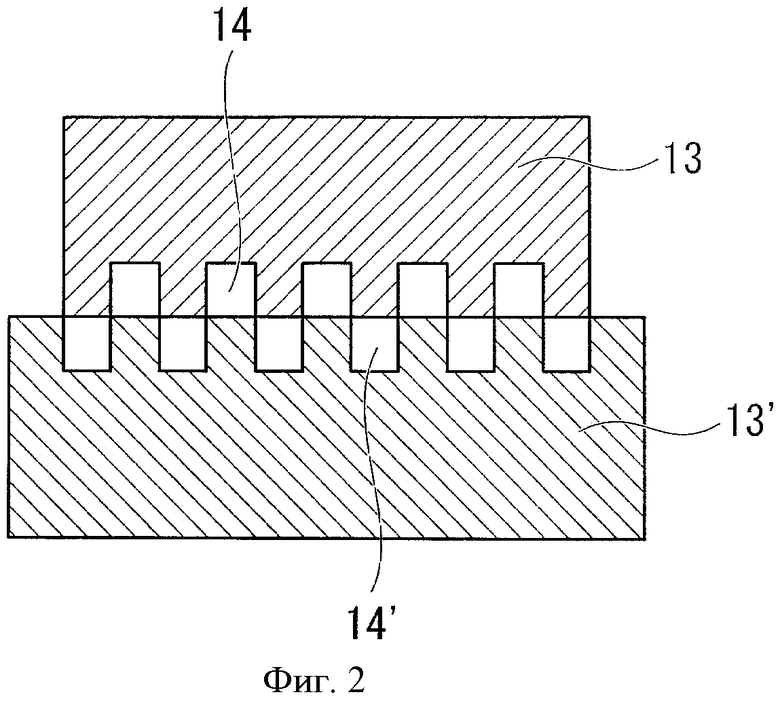
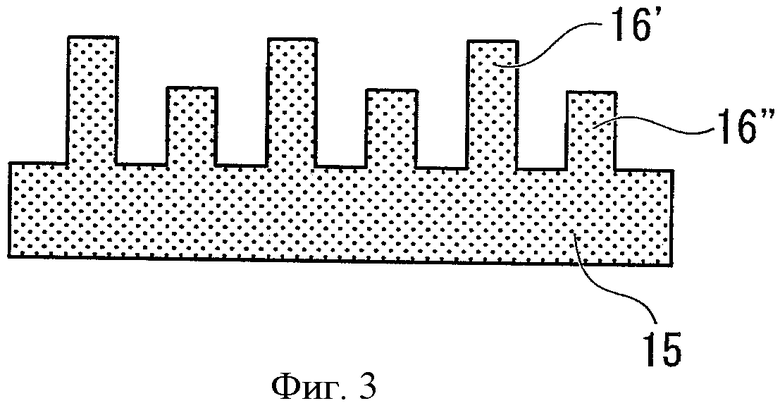
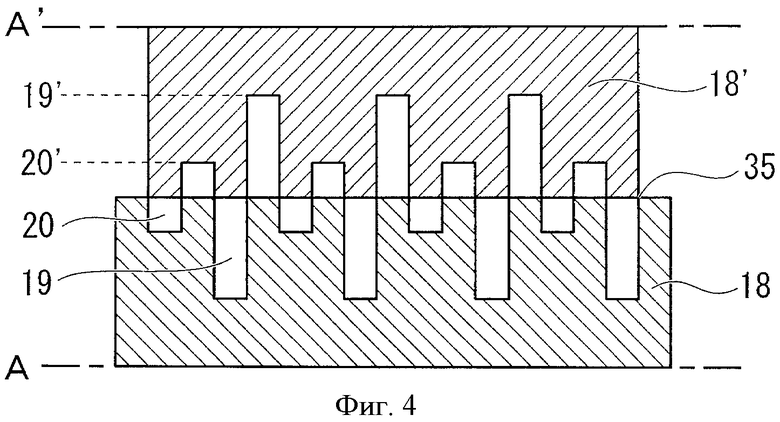
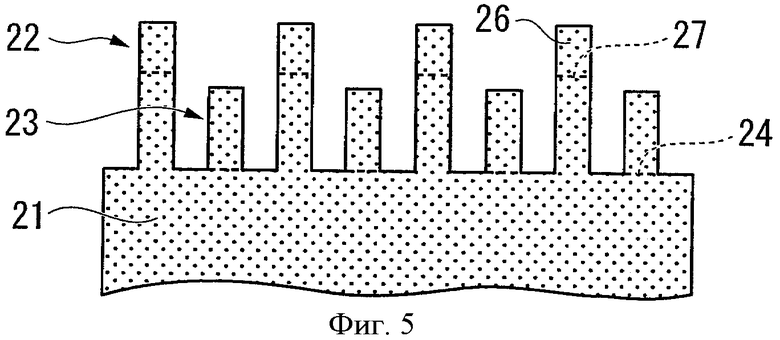
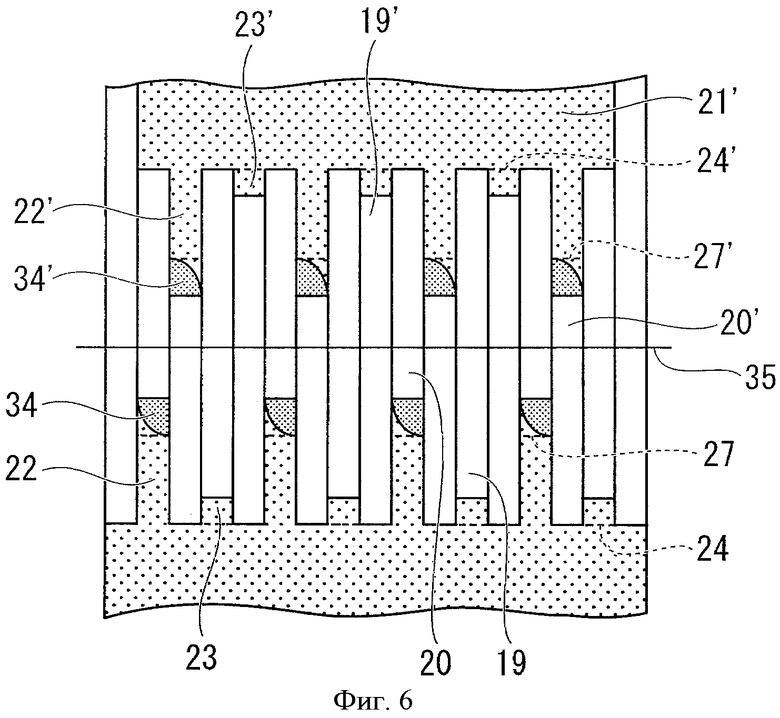
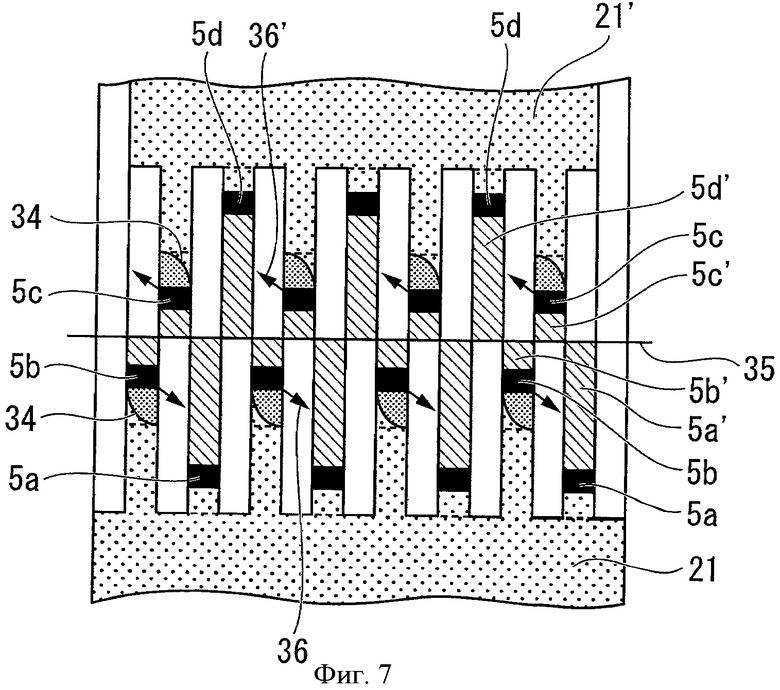
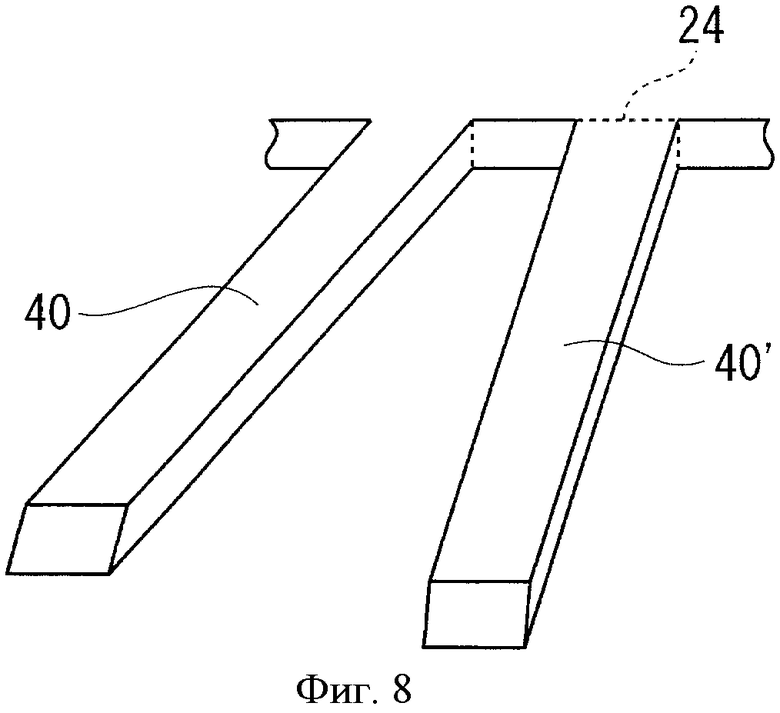
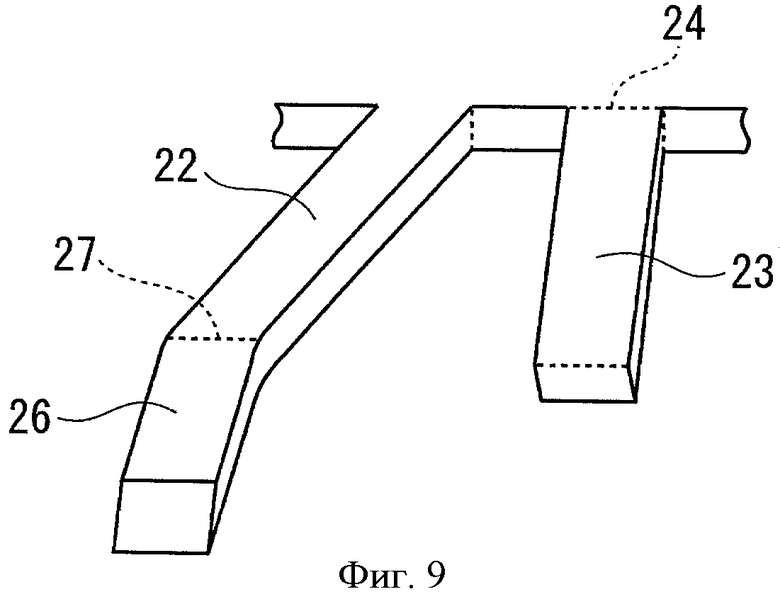
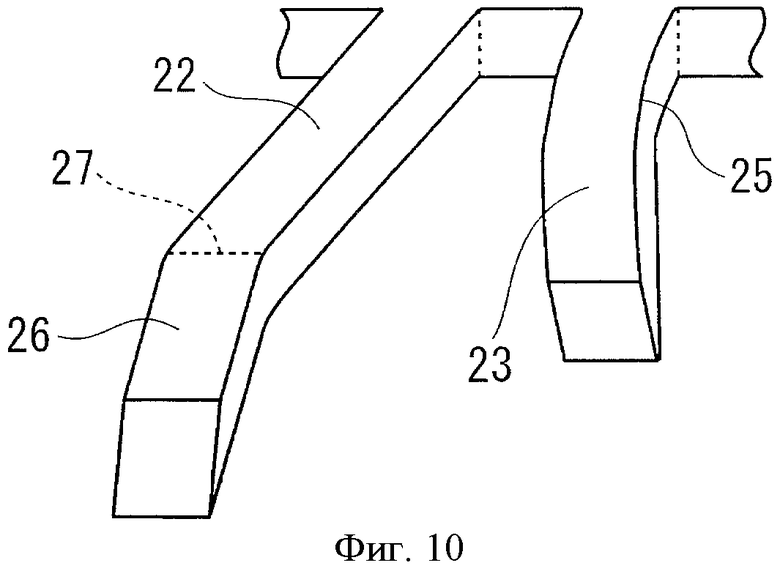
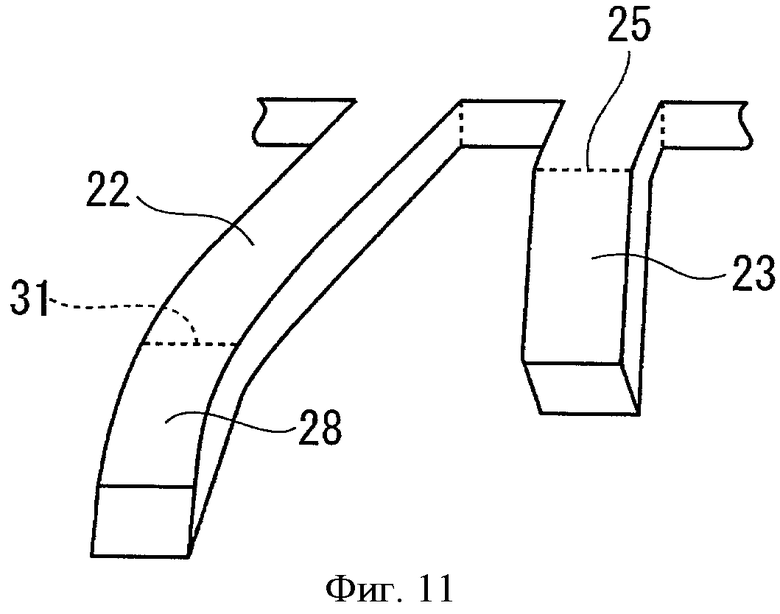
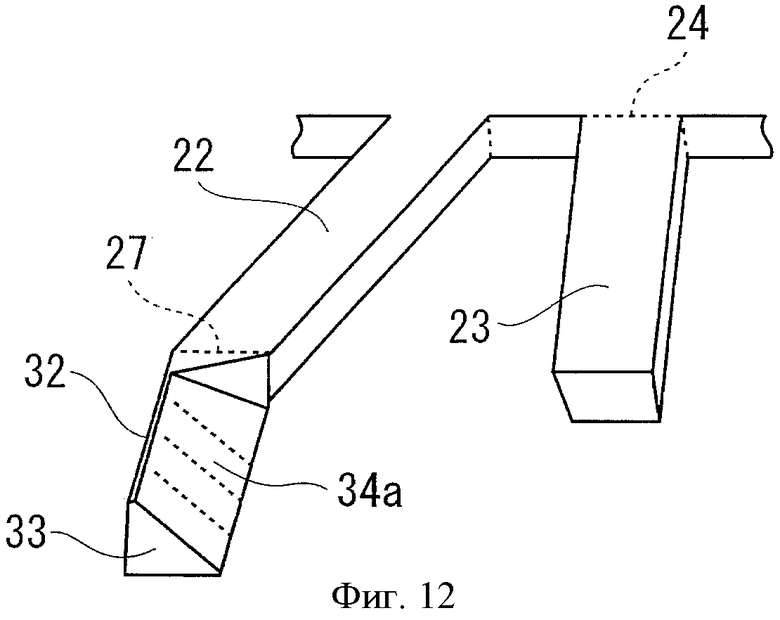
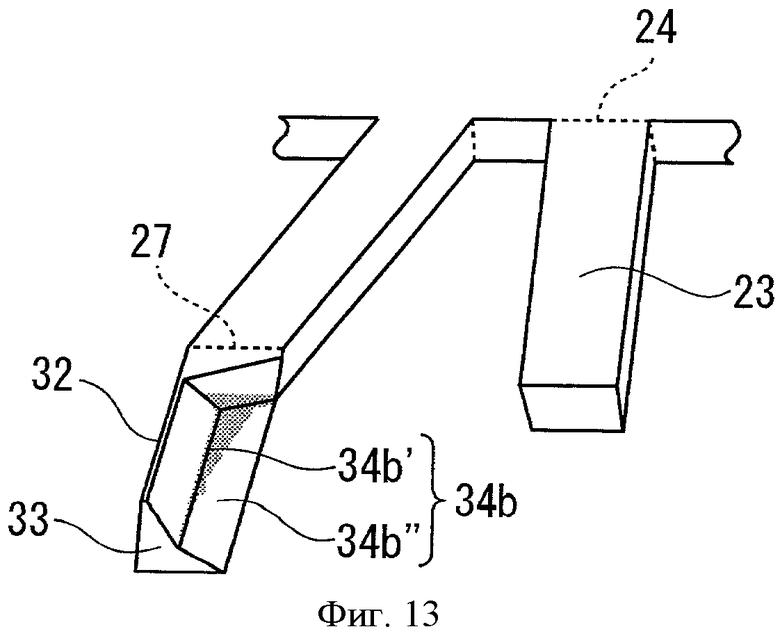
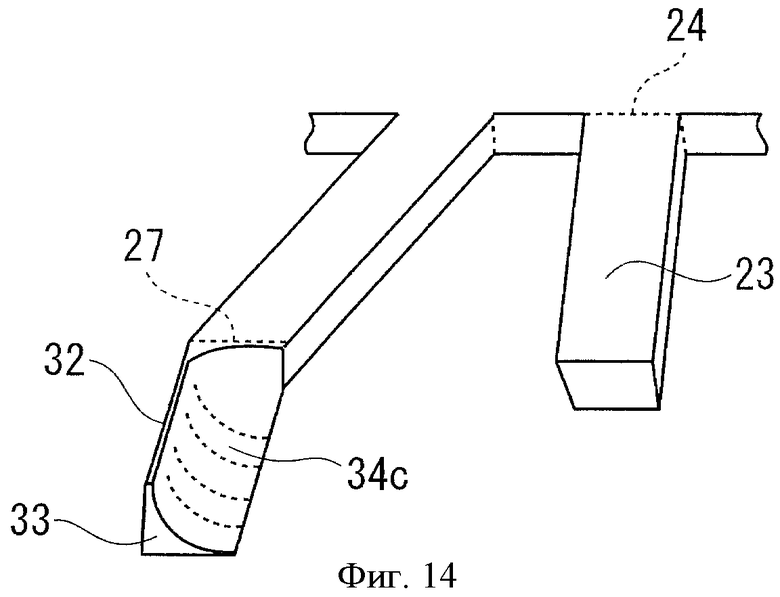
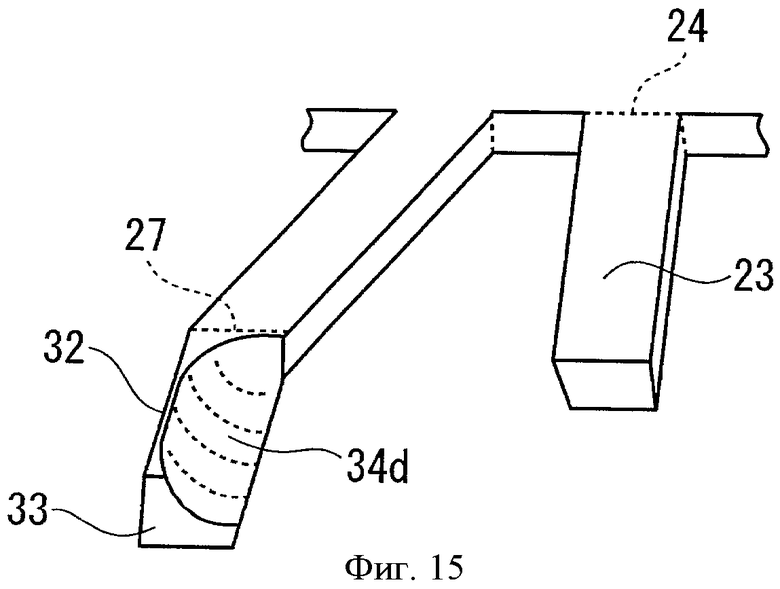
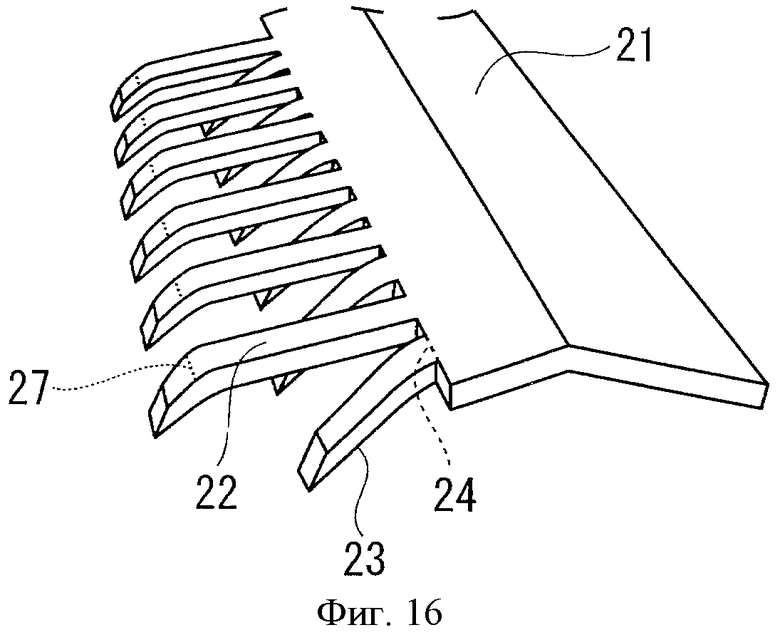
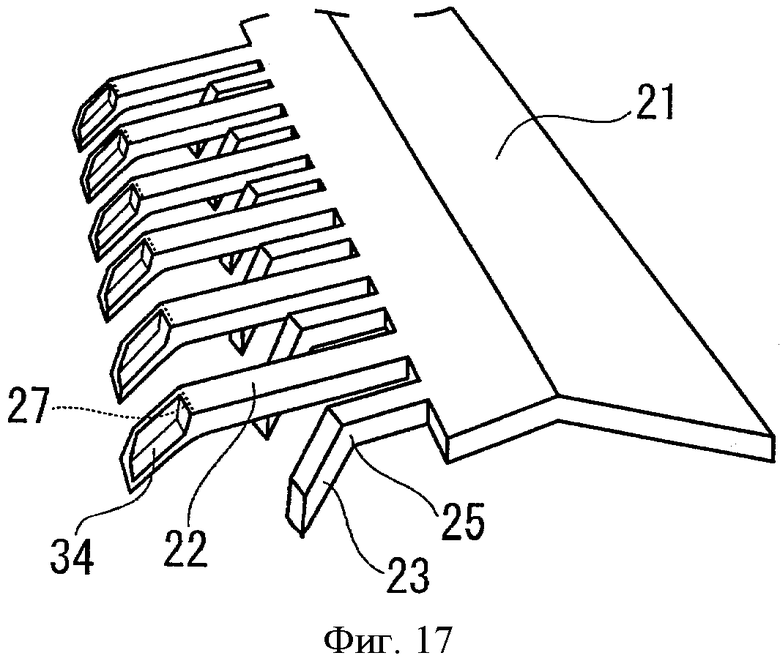
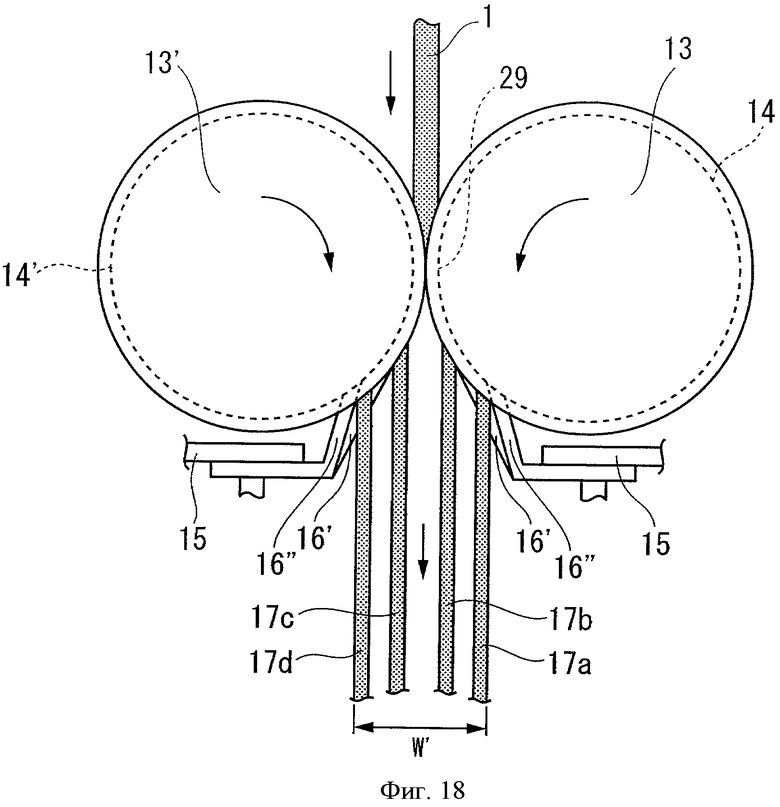
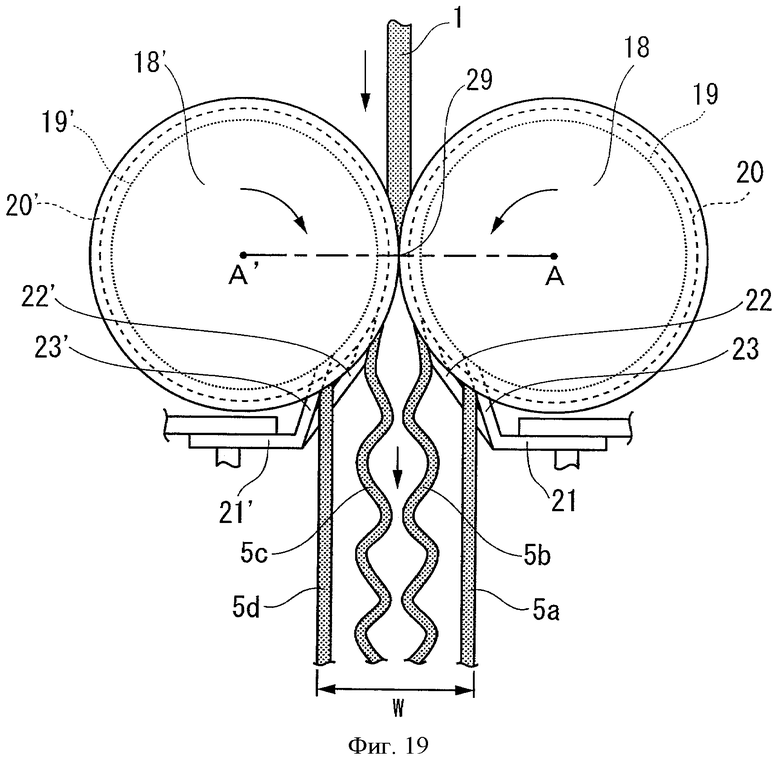
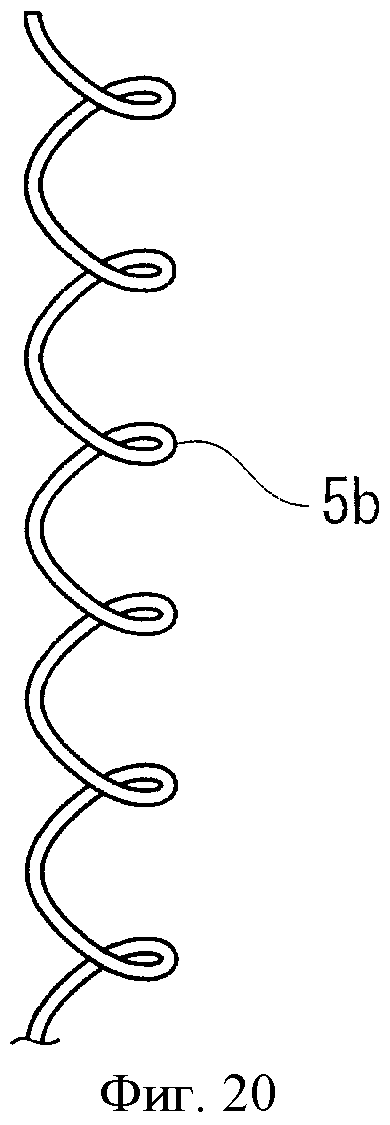
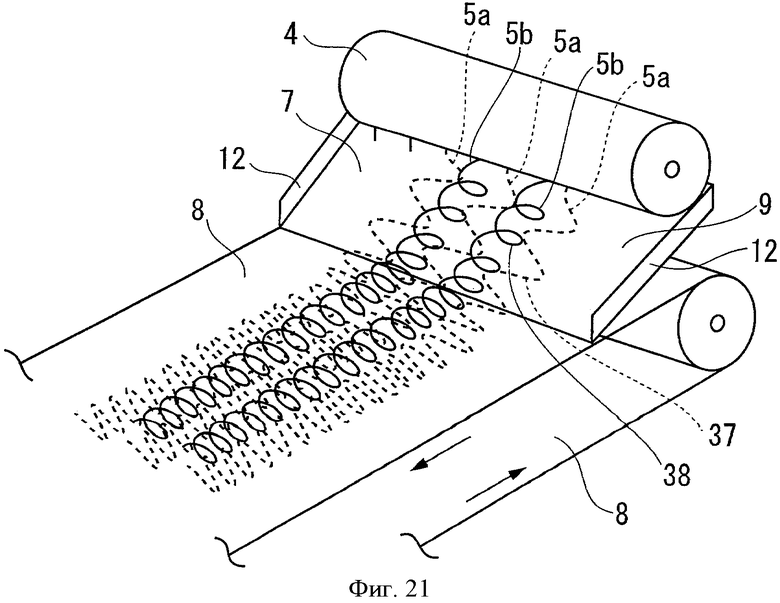
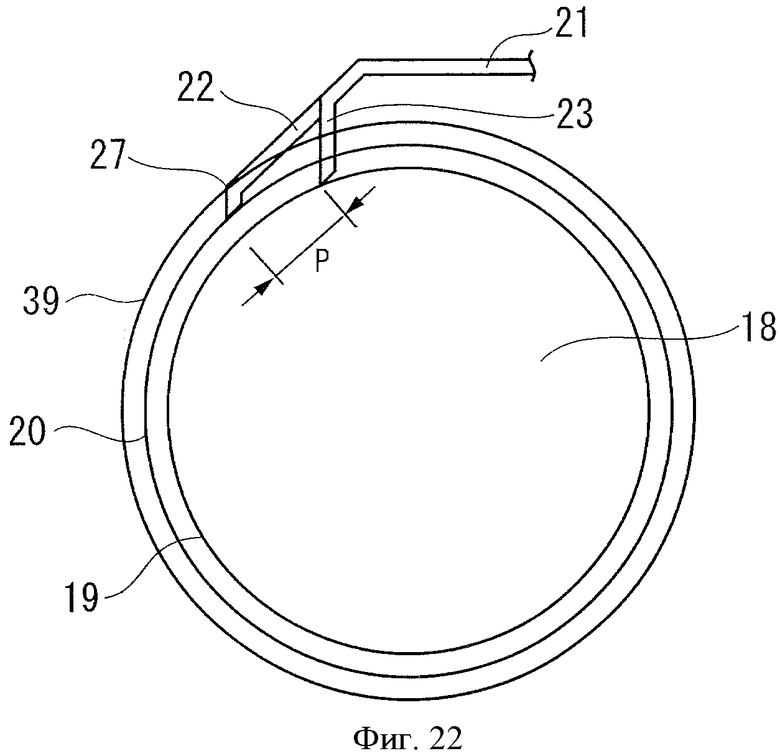
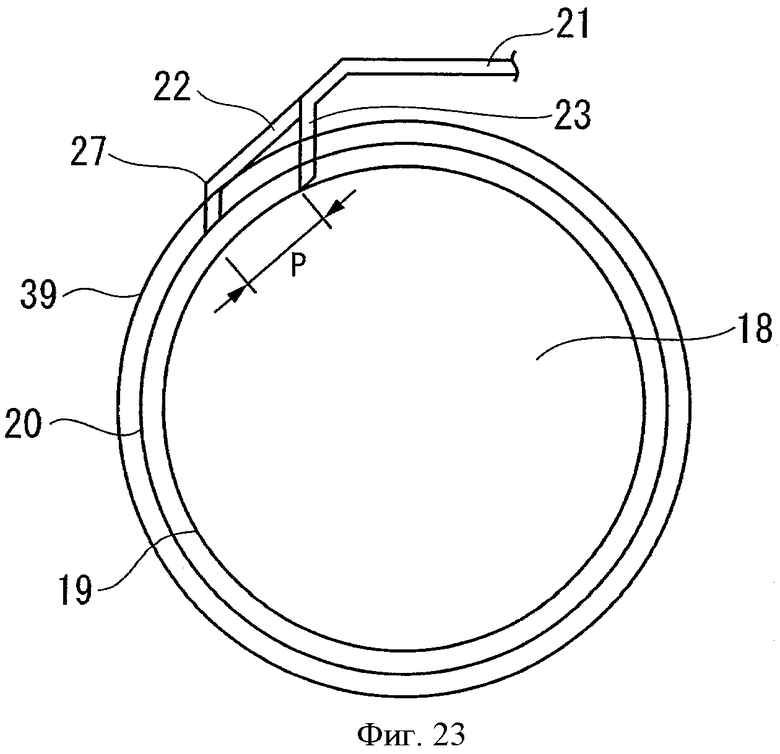
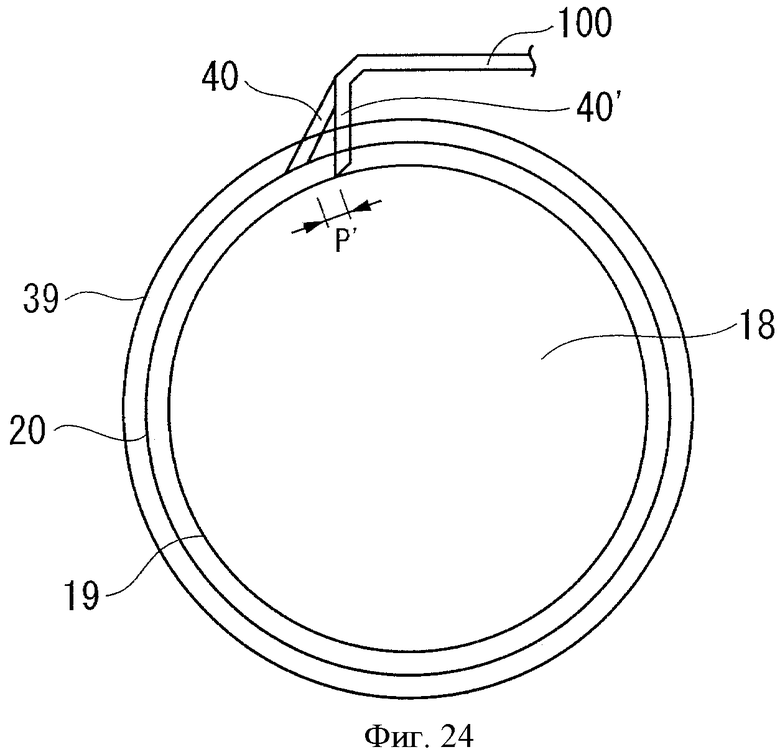
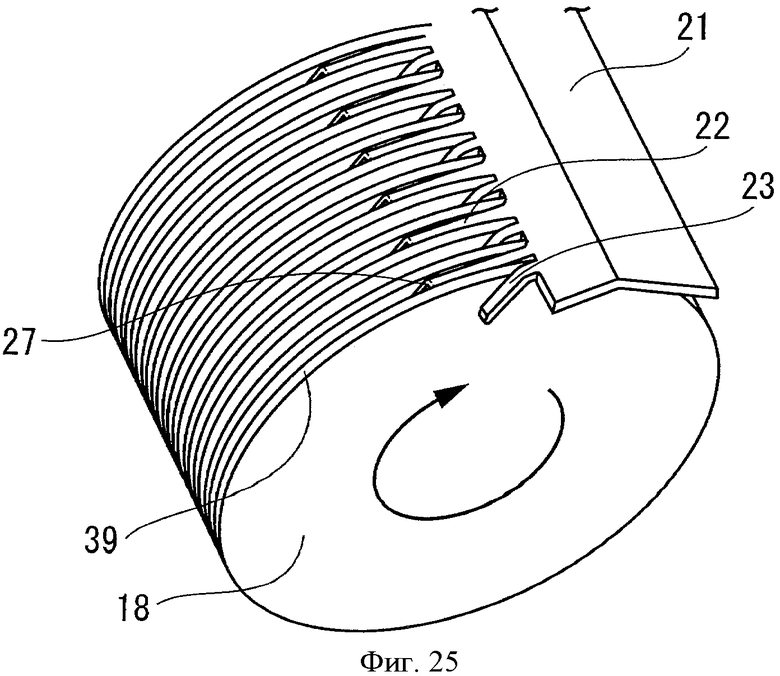
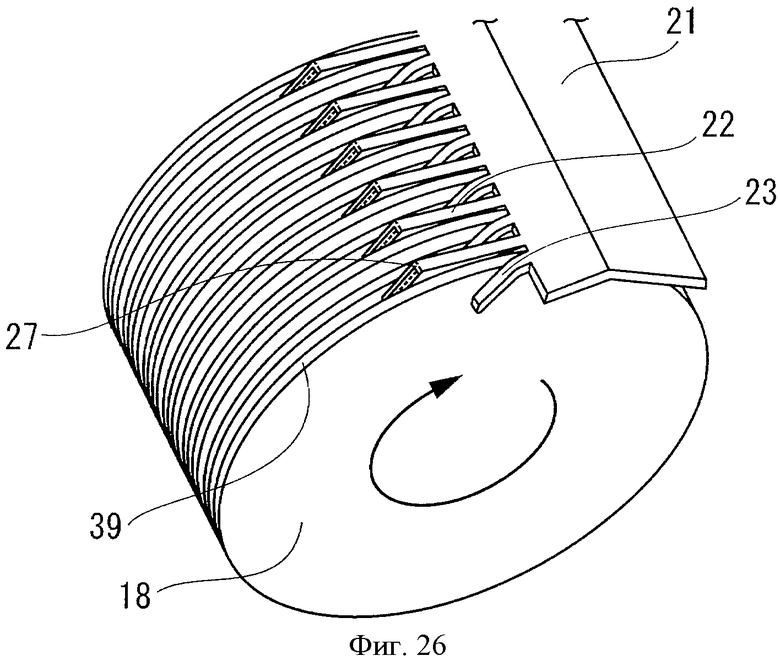
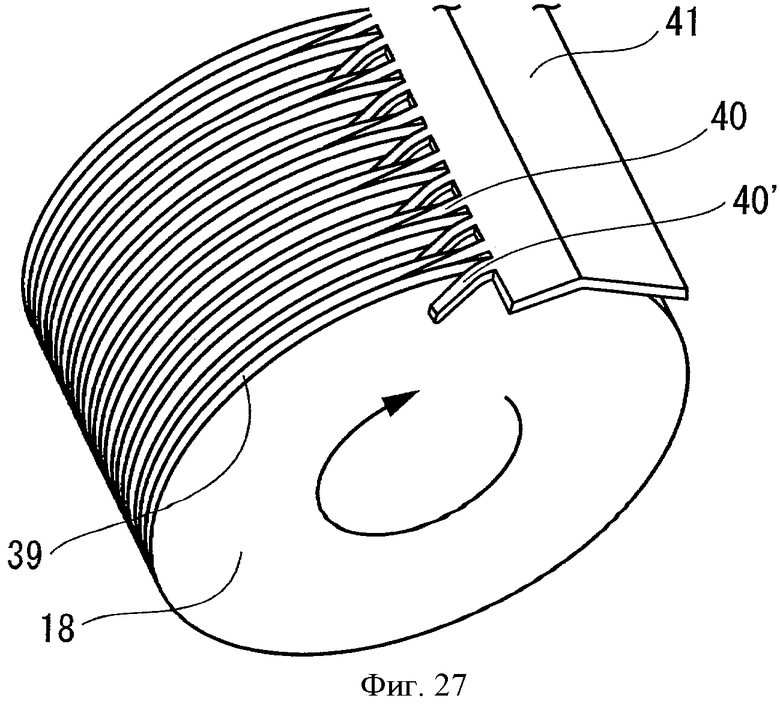
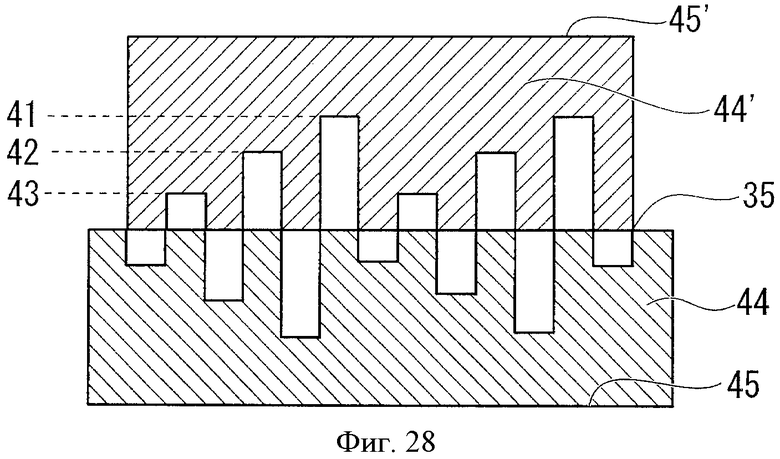
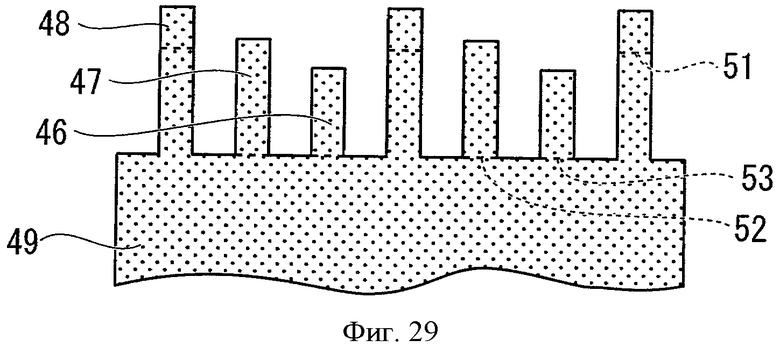
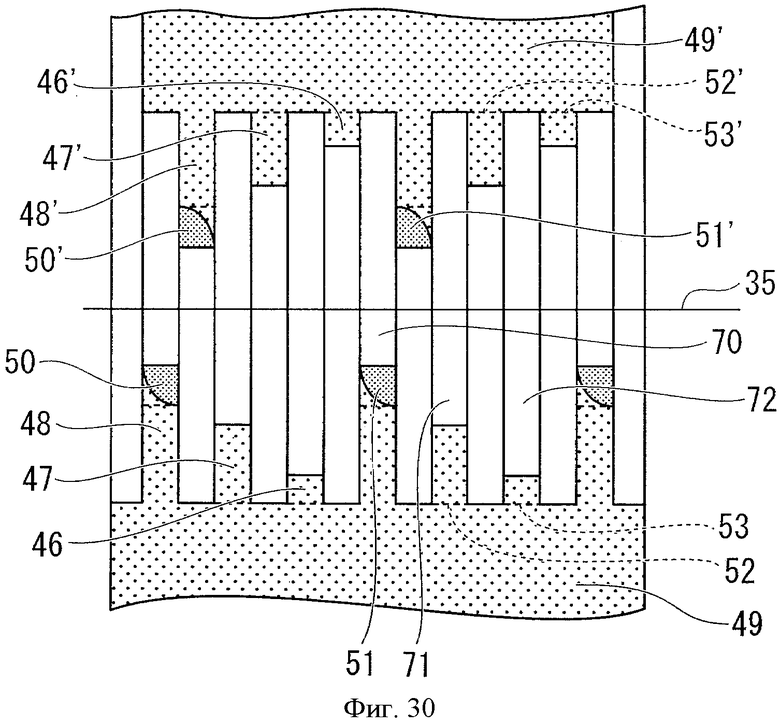
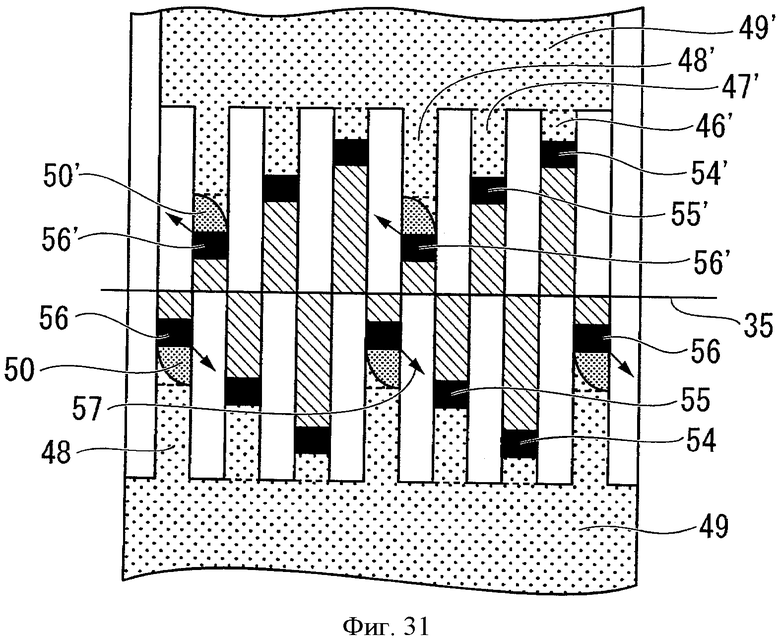
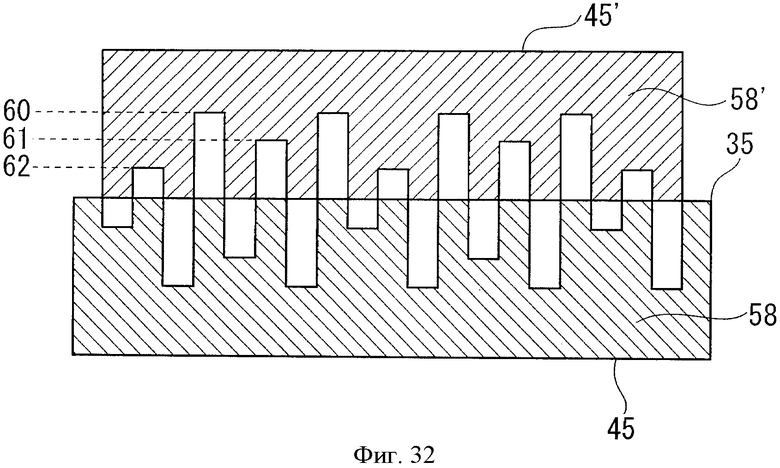
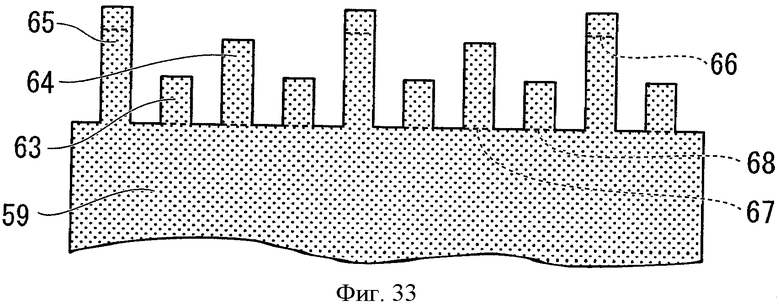
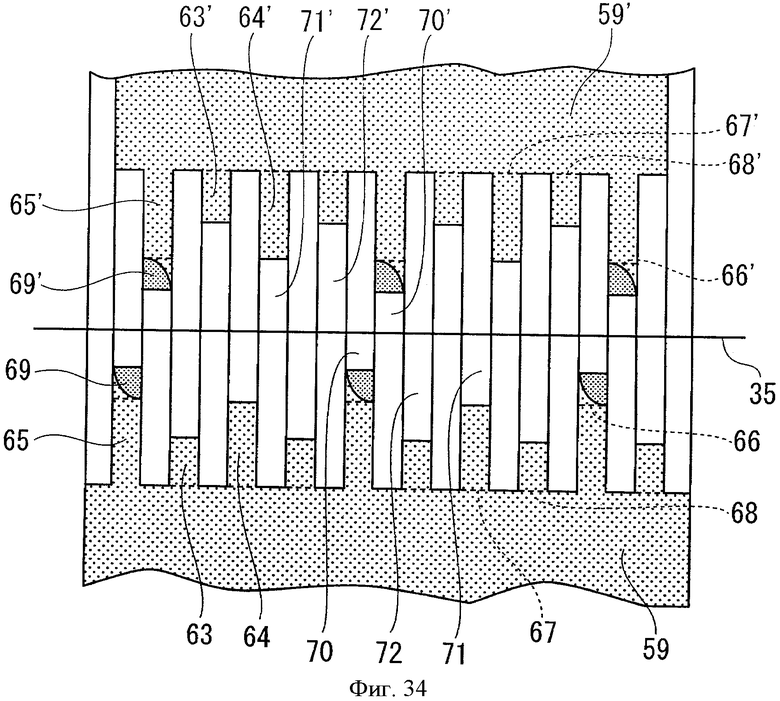
Группа изобретений относится к пищевой промышленности, в частности к устройству для резки и выталкивания лапши и съемнику лапши. Устройство содержит пару режущих валков, в которых образовано множество секций с тороидальными канавками, причем секции с тороидальными канавками имеют два или более углублений и расположены поочередно или последовательно; съемник лапши, выполненный в виде пластинчатого элемента, имеющего изогнутую секцию, продолжающуюся в продольном направлении, при этом съемник лапши содержит множество очищающих выступов, образованных в форме гребня, расположенных на одной из длинных сторон пластинчатого элемента и находящихся в зацеплении с каждой из секций с тороидальными канавками; направляющую секцию, расположенную под съемником лапши и транспортирующую множество полос лапши, падающих из режущих валков; и подающий транспортер, расположенный под направляющей секцией и выполненный с возможностью подачи множества полос лапши, причем каждый очищающий выступ содержит краевую секцию выступа, множество краевых секций выступов находятся в зацеплении с множеством секций с тороидальными канавками в переднем положении и заднем положении в направлении по окружности режущих валков в соответствии с глубиной секций с тороидальными канавками, находящимися в зацеплении с очищающими выступами. Использование группы изобретений позволит повысить качество получаемой лапши. 3 н. и 22 з.п. ф-лы, 34 ил.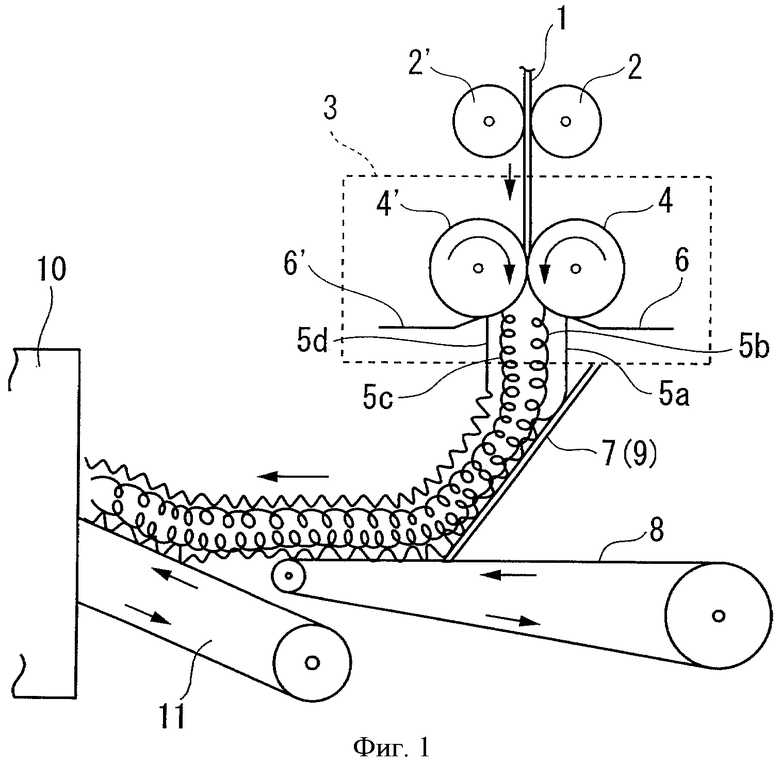
1. Устройство для резки и выталкивания лапши, содержащее:
пару режущих валков, в которых образовано множество секций с тороидальными канавками, причем режущие валки выполнены с возможностью разрезания ленты лапши и выталкивания множества полос лапши, при этом множество секций с тороидальными канавками имеют два или более углублений, и множество секций с тороидальными канавками, расположенными поочередно или последовательно;
съемник лапши, выполненный в виде пластинчатого элемента, имеющего изогнутую секцию, продолжающуюся в продольном направлении, при этом съемник лапши содержит множество очищающих выступов, образованных в форме гребня, расположенных на одной из длинных сторон пластинчатого элемента и находящихся в зацеплении с каждой из секций с тороидальными канавками;
направляющую секцию, расположенную под съемником лапши и транспортирующую множество полос лапши, падающих из режущих валков; и
подающий транспортер, расположенный под направляющей секцией и выполненный с возможностью подачи множества полос лапши,
причем каждый очищающий выступ содержит краевую секцию выступа, при этом множество краевых секций выступов находятся в зацеплении с множеством секций с тороидальными канавками в переднем положении и заднем положении в направлении по окружности режущих валков в соответствии с глубиной секций с тороидальными канавками, находящимися в зацеплении с очищающими выступами.
2. Устройство по п.1, характеризующееся тем, что режущие валки выполнены с квадратными режущими кромками и с возможностью выталкивания лапши, при этом сечение полос лапши является четырехугольным.
3. Устройство по п.1 или 2, характеризующееся тем, что множество секций с тороидальными канавками содержит секцию с первыми канавками, имеющими наименьшую глубину, и секцию со вторыми канавками, имеющими наибольшую глубину, причем множество очищающих выступов содержит первый очищающий выступ, имеющий наибольшую длину, и второй очищающий выступ, имеющий длину, которая меньше длины первого очищающего выступа, при этом первый очищающий выступ находится в зацеплении с секцией с первыми канавками, и второй очищающий выступ находится в зацеплении с секцией со вторыми канавками.
4. Устройство по п.3, характеризующееся тем, что множество секций с первыми канавками и множество секций со вторыми канавками расположены поочередно.
5. Устройство по п.3, характеризующееся тем, что второй очищающий выступ, находящийся в зацеплении с секцией со вторыми канавками, содержит секцию у основания выступа или секцию у середины выступа; и секция у основания выступа или секция у середины выступа образована в загнутой форме и загнута к нижнему участку секции со вторыми канавками, или в криволинейной форме.
6. Устройство по п.3, характеризующееся тем, что краевая секция первого очищающего выступа, находящегося в зацеплении с секцией с первыми канавками, имеет загнутую форму и загнута к нижнему участку секции с первыми канавками, или криволинейную форму.
7. Устройство по п.3, характеризующееся тем, что краевая секция первого очищающего выступа имеет скошенную поверхность в направлении, находящемся под прямым углом к направлению, в котором продолжается краевая секция выступа.
8. Устройство по п.3, характеризующееся тем, что краевая секция второго очищающего выступа имеет скошенную поверхность в направлении, находящемся под прямым углом к направлению, в котором продолжается краевая секция выступа.
9. Устройство по п.3, характеризующееся тем, что положение загнутого участка или положение криволинейного участка в краевой секции первого очищающего выступа, по существу, совпадает по высоте с положением наружной периферийной поверхности режущих валков или находится снаружи наружной периферийной поверхности режущих валков.
10. Устройство по одному из пп.1 и 2, характеризующееся тем, что множество секций с тороидальными канавками содержит секцию с первыми канавками, имеющую наименьшую глубину, секцию со вторыми канавками, имеющую наибольшую глубину, и секцию с третьими канавками, имеющую глубину, которая больше глубины секции с первыми канавками и меньше глубины секции со вторыми канавками,
причем очищающие выступы содержат первый очищающий выступ, имеющий наибольшую длину, второй очищающий выступ, имеющий длину меньше длины первого очищающего выступа, и третий очищающий выступ, имеющий длину меньше, чем длина первого очищающего выступа и больше, чем длина второго очищающего выступа; и
первый очищающий выступ находится в зацеплении с секцией с первыми канавками, второй очищающий выступ находится в зацеплении с секцией со вторыми канавками, и третий очищающий выступ находится в зацеплении с секцией с третьими канавками.
11. Устройство по п.10, характеризующееся тем, что второй очищающий выступ содержит секцию у основания выступа или секцию у середины выступа; и
секция у основания выступа или секция у середины выступа образована в загнутой форме и загнута к нижнему участку секции со вторыми канавками, или в криволинейной форме.
12. Устройство по п.10, характеризующееся тем, что второй очищающий выступ и третий очищающий выступ содержит секцию у основания выступа или секцию у середины выступа, причем
секция у основания выступа второго очищающего выступа или секция у середины выступа второго очищающего выступа выполнена в загнутой форме с загибом к нижнему участку секции со вторыми канавками, или в криволинейной форме, а
секция у основания выступа третьего очищающего выступа или секция у середины выступа третьего очищающего выступа выполнена в загнутой форме с загибом к нижнему участку секции с третьими канавками, или в криволинейной форме.
13. Устройство по п.10, характеризующееся тем, что угол загиба или степень кривизны второго очищающего выступа, находящегося в зацеплении с секцией со вторыми канавками, больше, чем угол загиба или степень кривизны третьего очищающего выступа, находящегося в зацеплении с третьей секцией с канавками.
14. Устройство по п.10, характеризующееся тем, что первый очищающий выступ содержит секцию у основания выступа или секцию у середины выступа, причем
секция у основания выступа или секция у середины выступа образована в загнутой форме с загибом к нижнему участку секции с первыми канавками, или в криволинейной форме.
15. Устройство по п.10, характеризующееся тем, что первый очищающий выступ и второй очищающий выступ содержит секцию у основания выступа или секцию у середины выступа, причем
секция у основания выступа первого очищающего выступа или секция у середины выступа первого очищающего выступа выполнена в загнутой форме с загибом к нижнему участку секции с первыми канавками, или в криволинейной форме;
секция у основания выступа второго очищающего выступа или секция у середины выступа второго очищающего выступа выполнена в загнутой форме с загибом к нижнему участку секции со вторыми канавками или в криволинейной форме.
16. Устройство по п.10, характеризующееся тем, что секция с первыми канавками, секция со вторыми канавками и секция с третьими канавками предусмотрены в режущих валках в таком порядке, чтобы их глубина увеличивалась.
17. Устройство по п.10, характеризующееся тем, что секция с первыми канавками, секция со вторыми канавками и секция с третьими канавками предусмотрены в режущих валках в заданном порядке.
18. Устройство по п.10, характеризующееся тем, что краевая секция выступа первого очищающего выступа имеет скошенную поверхность, которая скошена в направлении, находящимся под прямым углом к направлению, в котором продолжается краевая секция выступа.
19. Устройство по п.10, характеризующееся тем, что краевая секция выступа второго очищающего выступа или третьего очищающего выступа содержит скошенную поверхность, которая скошена в направлении, находящимся под прямым углом к направлению, в котором продолжается краевая секция выступа.
20. Устройство по п.10, характеризующееся тем, что положение загнутого участка или положение криволинейного участка в краевой секции выступа первого очищающего выступа, по существу, совпадает по высоте с положением наружной периферийной поверхности режущих валков или находится снаружи наружной периферийной поверхности режущих валков.
21. Устройство по п.1, характеризующееся тем, что направляющая секция имеет ширину, соответствующую ширине режущих валков, и наклонена вниз относительно направления перемещения лапши, подаваемой подающим транспортером, причем
направляющая секция и участок с верхней стороны между направляющей секцией и подающим транспортером выполнены открытыми.
22. Съемник лапши, содержащий:
пластинчатый элемент, имеющий изогнутую секцию, продолжающуюся в продольном направлении;
множество первых очищающих выступов, имеющих наибольшую длину; и
множество вторых очищающих выступов, имеющих длину, которая короче длины первого очищающего выступа, причем
множество первых очищающих выступов и множество вторых очищающих выступов поочередно расположены на одной из длинных сторон пластинчатого элемента в форме гребня, при этом
второй очищающий выступ содержит секцию у основания выступа или секцию у середины выступа, которые выполнены в загнутой или криволинейной форме, причем
краевая секция первого очищающего выступа или краевая секция второго очищающего выступа содержат поверхность, скошенную в вертикальном поперечном сечении, перпендикулярном к направлению, в котором проходит краевая секция выступа.
23. Съемник лапши по п.22, характеризующийся тем, что краевая секция выступа первого очищающего выступа выполнена в загнутой или криволинейной форме.
24. Съемник лапши, содержащий:
пластинчатый элемент, имеющий изогнутую секцию, продолжающуюся в продольном направлении;
множество первых очищающих выступов, имеющих наибольшую длину;
множество вторых очищающих выступов, имеющих длину, которая меньше длины первого очищающего выступа; и
множество третьих очищающих выступов, имеющих длину, которая меньше длины первого очищающего выступа и больше длины второго очищающего выступа,
множество первых очищающих выступов, множество вторых очищающих выступов и множество третьих очищающих выступов поочередно расположены на одной из длинных сторон пластинчатого элемента в форме гребня;
второй очищающий выступ и третий очищающий выступ включают в себя секцию у основания выступа или секцию у середины выступа; и
секция у основания выступа или секция у середины выступа выполнена в загнутой или криволинейной форме, при этом
краевая секция выступа первого очищающего выступа, краевая секция второго очищающего выступа или краевая секция третьего очищающего выступа содержат поверхность, скошенную в вертикальном поперечном сечении, перпендикулярном к направлению, в котором проходит краевая секция выступа.
25. Съемник лапши по п.24, характеризующийся тем, что содержит множество первых очищающих выступов, множество вторых очищающих выступов и множество третьих очищающих выступов, расположенных в порядке, где их длины выступов уменьшаются; причем только краевая секция выступа первого очищающего выступа или краевая секция выступа первого очищающего выступа и краевая секция выступа третьего очищающего выступа выполнены в загнутой или криволинейной форме.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| ИНСТРУМЕНТАЛЬНЫЙ БЛОК ДЛЯ РАЗРЕЗАНИЯ ТЕСТОВОГО ЛИСТА | 1998 |
|
RU2147278C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТЕСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2061379C1 |

