Область техники
[0001] Настоящее изобретение относится к устройству для нарезания нитей лапши, роторному режущему устройству и способу нарезания нитей лапши, которые используют для производства нитей лапши быстрого приготовления, а более точно к средствам разрезания желатинированных нитей лапши.
Уровень техники
[0002] Масса лапши быстрого приготовления имеет длину приблизительно от 20 до 70 см. Вместе с тем в последние годы потребительские вкусы стали разнообразными и поэтому нити лапши, имеющие короткую длину, приблизительно от 1 до 10 см, также требуются.
[0003] Обычно, в производстве лапши быстрого приготовления, соответствующие этапы выполняются в следующем порядке: формирование теста путем смешивания муки, крахмала, воды и других продуктов; прокатка; нарезка в нити лапши; пропаривание или кипячение; вытягивание; разрезание и высушивание. Среди них, на стадии разрезания, обычно роторное режущее устройство, имеющее одно или два лезвия, используется в положении, где нити лапши свисают (например, как в патентной литературе 1).
[0004] Вместе с тем при попытке разрезать свисающие желатинированные нити лапши на нити лапши, имеющие меньшую длину, приблизительно от 1 до 10 см, нити лапши иногда разбрасываются во время разрезания. Причинами этого может быть то, что если скорость вращения роторного режущего устройства увеличена больше, чем раньше, для того, чтобы сократить длину нитей лапши, кинетическая энергия большая, чем раньше, передается к разрезанным нитям лапши; клеящее свойство желатинированных нитей лапши высоко, и поэтому возможно прилипание нитей лапши к лезвиям; а длина нити лапши короткая и поэтому вес нити лапши после разрезания мал. Если нити лапши после разрезания разбросаны, это может стать трудным для распределения их на равномерной основе.
[0005] С другой стороны, предложено устройство, которое транспортирует лист теста для лапши до производства нитей лапши на конвейере в горизонтальном направлении, и разрезает лист теста для лапши на конвейере с помощью роторного режущего устройства сверху (например, как в патентной литературе 2).
[0006] Вместе с тем устройство, описанное в патентной литературе 2, является устройством для резки не нитей лапши, а пластины лапши перед производством нитей лапши. Кроме того, пластина лапши, разрезаемая устройством, описанным в патентной литературе 2, является нежелатинированной. Дополнительно роторное режущее устройство имеет только одно лезвие, так что для разрезания на короткие нити лапши, имеющие длину примерно от 1 до 10 см, скорость вращения должна быть увеличена, как описано выше, и поэтому трудно сдержать разбрасывание нитей лапши после разрезания.
[0007] Предметом настоящего изобретения является решение одной или нескольких проблем, присущих обычным технологиям.
Список публикаций
Патентные публикации
[0008] Документ 1: Выложенная заявка Японии на полезную модель Н07-5386 (1995);
Документ 2: Выложенная заявка Японии S52-128277 (1977).
Сущность изобретения
[0009] Первым аспектом настоящего изобретения является устройство для нарезания нитей лапши, используемое для разрезания желатинированных нитей лапши при производстве лапши быстрого приготовления, при этом устройство для нарезания нитей лапши содержит:
конвейер для перемещения по меньшей мере одного пучка желатинированных нитей лапши; и
роторное режущее устройство, расположенное над конвейером и предназначенное для разрезания на заданную длину по меньшей мере одного пучка желатинированных нитей лапши, транспортируемого на конвейере по существу в горизонтальном направлении, где
роторное режущее устройство содержит множество лезвий, которые продолжаются бок о бок с осью вращения и в радиальных направлениях вокруг оси вращения, при этом указанные лезвия разнесены друг от друга в окружном направлении на заданные интервалы.
[0010] Предпочтительно, роторное режущее устройство дополнительно содержит ограничительную поверхность, которая продолжается между парой смежных лезвий, для ограничения отскока вверх нитей лапши после разрезания.
[0011] Предпочтительно, роторное режущее устройство имеет четыре или более лезвий, разнесенных в окружном направлении.
[0012] Предпочтительно, расстояние от ограничительной поверхности до кончика лезвия равно или менее 6 см.
[0013] Предпочтительно, устройство дополнительно содержит приводной узел, который перемещает конвейер и роторное режущее устройство с тем, чтобы сделать скорости кончиков множества лезвий роторного режущего устройства и верхней поверхности конвейера по существу равными друг другу.
[0014] Другим аспектом настоящего изобретения является роторное режущее устройство для разрезания на заданную длину по меньшей мере одного пучка желатинированных нитей лапши, транспортируемого на конвейере по существу в горизонтальном направлении, содержащее:
множество лезвий, которые продолжаются бок о бок с осью вращения и в радиальных направлениях вокруг оси вращения, при этом указанные лезвия разнесены друг от друга в окружном направлении на заданные интервалы.
[0015] Еще другим аспектом настоящего изобретения является способ разрезания желатинированных нитей лапши, используемый в производстве лапши быстрого приготовления, включающий стадии:
обеспечения устройства для нарезания нитей лапши, при этом устройство для нарезания нитей лапши содержит:
конвейер для перемещения по меньшей мере одного пучка желатинированных нитей лапши, и
роторное режущее устройство, расположенное над конвейером;
причем роторное режущее устройство снабжено множеством лезвий, которые продолжаются бок о бок с осью вращения и в радиальных направлениях вокруг оси вращения, при этом указанные лезвия разнесены друг от друга в окружном направлении на заданные интервалы, и
прижатия по меньшей мере одного из множества лезвий роторного режущего устройства по меньшей мере к одному пучку желатинированных нитей лапши, транспортируемому на конвейере по существу в горизонтальном направлении.
Краткое описание чертежей
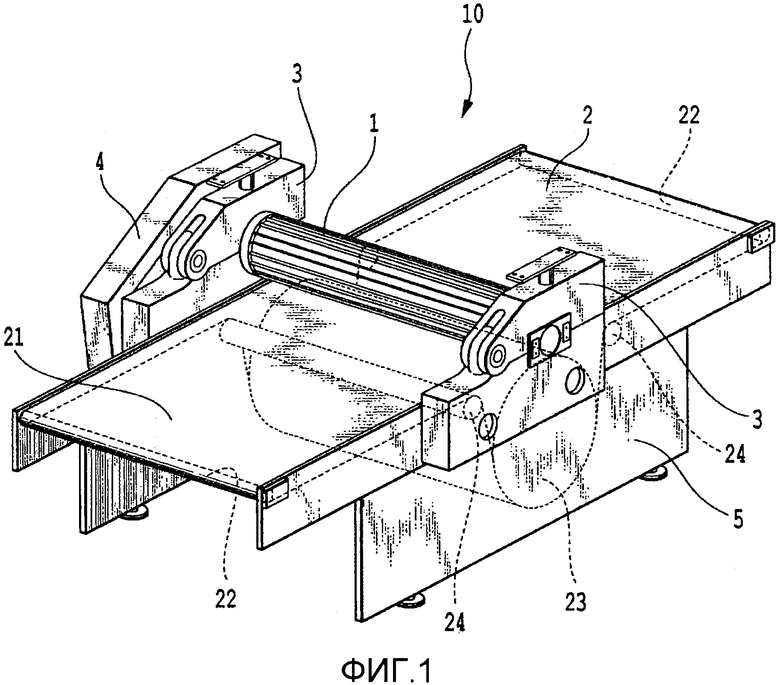
[0016] Фиг.1 - вид в перспективе устройства для нарезания нитей лапши в одном варианте выполнения настоящего изобретения;
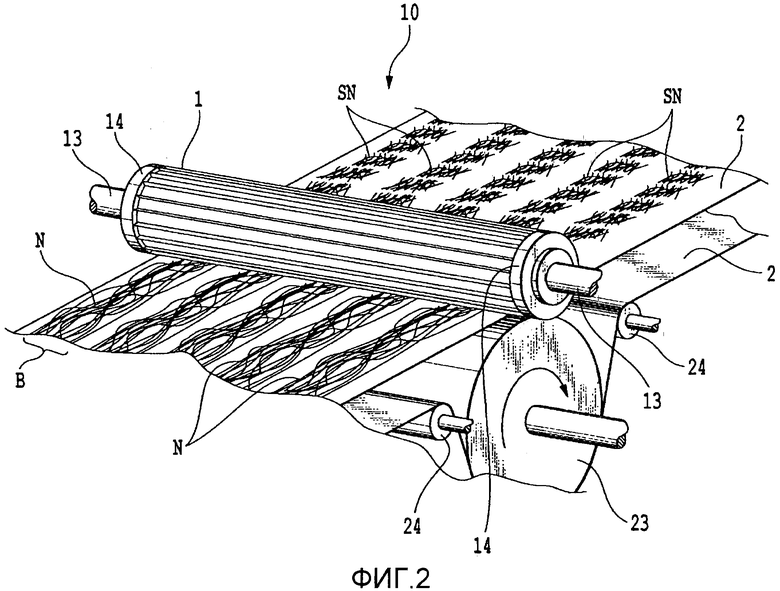
Фиг.2 - вид в перспективе основной части, иллюстрирующий состояние использования устройства для нарезания нитей лапши;
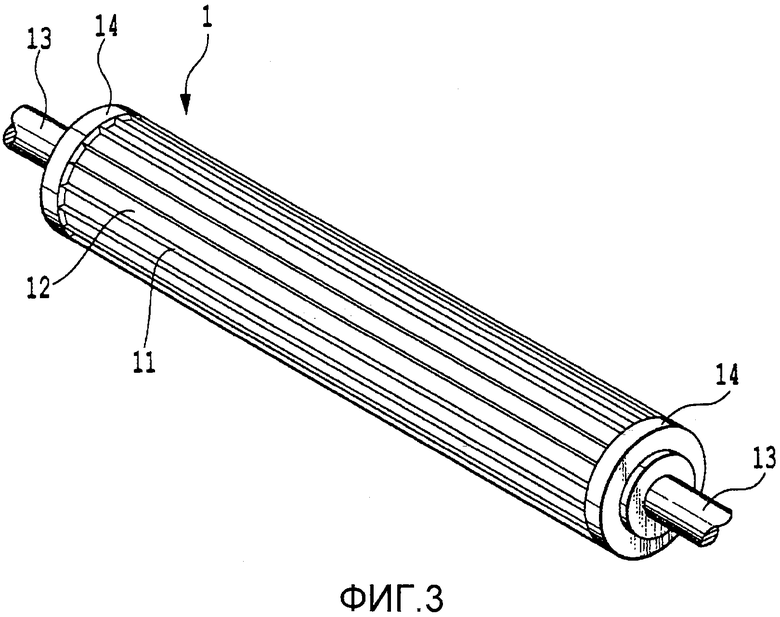
Фиг.3 - вид в перспективе, иллюстрирующий роторное режущее устройство;
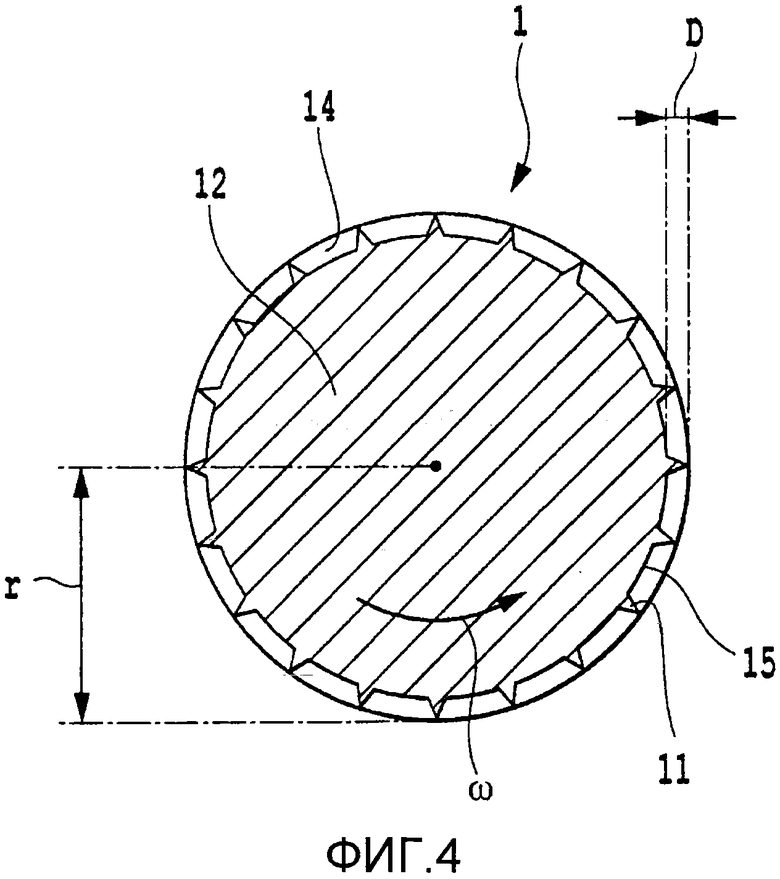
Фиг.4 - вид поперечного разреза роторного режущего устройства;
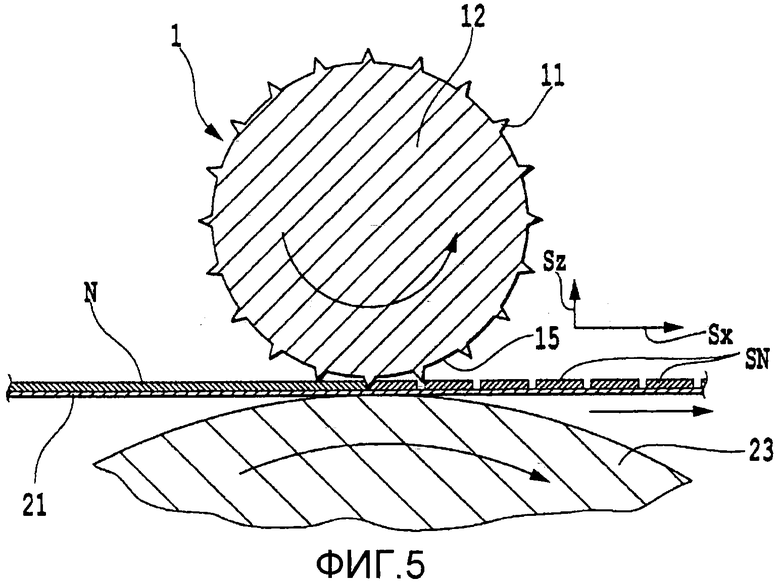
Фиг.5 - вид поперечного разреза, иллюстрирующий состояние использования устройства для нарезания нитей лапши;
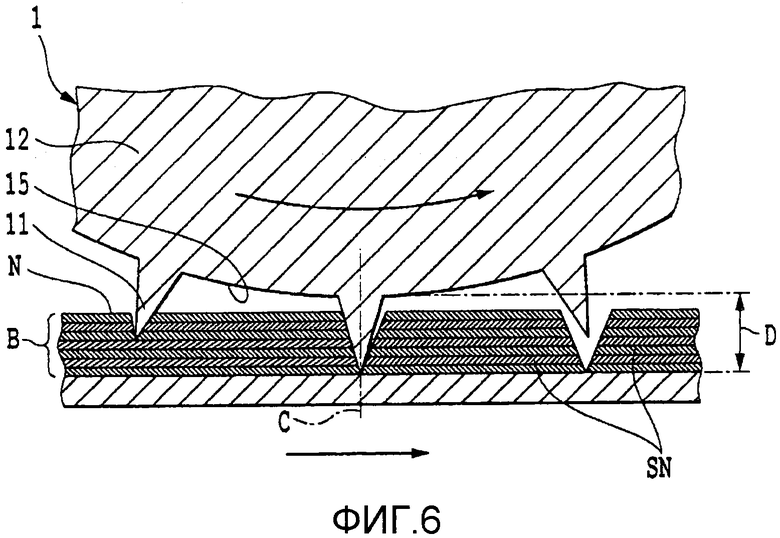
Фиг.6 - увеличенный вид основной части, иллюстрирующий взаимодействие между роторным режущим устройством и нитями лапши в состоянии использования; и
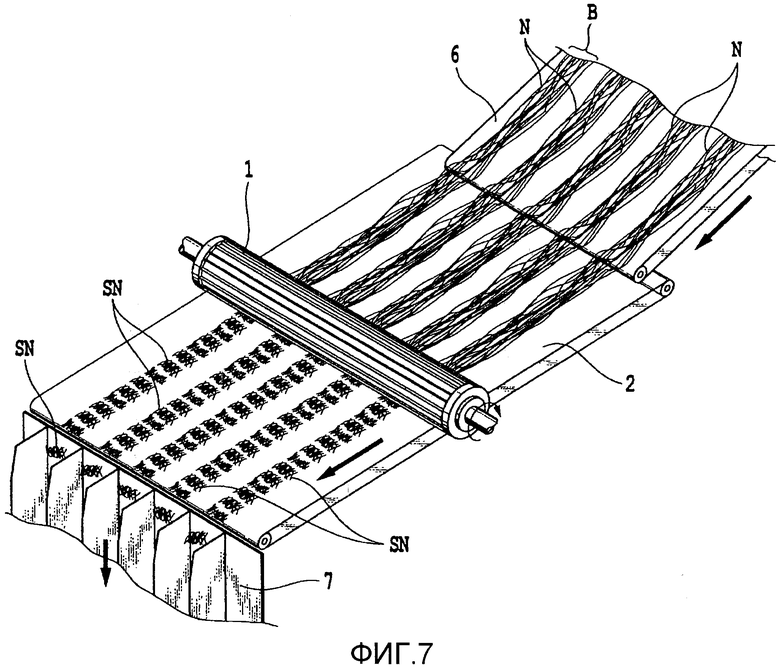
Фиг.7 - вид в перспективе, иллюстрирующий состояние использования устройства для нарезания нитей лапши и узлов на передней и тыльной стороне устройства.
Описание вариантов выполнения
[0017] Предпочтительный вариант выполнения во время этого раскрытия будет наиболее подходящим образом оценен путем ссылки на чертежи. Как в целом проиллюстрировано и показано на чертежах данного описания, это будет легко оценено, что составные части настоящего раскрытия могут быть расположены и разработаны в различных отличающихся конфигурациях. Нижеследующее подробное описание не предназначено для ограничения объема формулы изобретения, а иллюстрирует предпочтительный в настоящее время вариант выполнения.
[0018] На Фиг.1 показано устройство 10 нарезания нитей лапши, которое является вариантом выполнения настоящего изобретения. Устройство 10 нарезания нитей лапши снабжено роторным режущим устройством 1 и конвейером 2 для перемещения нитей лапши. Роторное режущее устройство 1 расположено так, что оба конца его вращающегося вала 13 (см. Фиг.2) поддерживаются опорами 3 режущего устройства, чтобы во время вращения нити N лапши могли быть разрезаны. Левая и правая опоры 3 режущего устройства закреплены на станине 5.
[0019] Конвейер 2 используется для перемещения желатинированных нитей лапши. Конвейер 2 является типичным ленточным конвейером и имеет конвейерную ленту 21 и передний и задний валы 22. Конвейер 2 расположен так, что верхняя поверхность его по существу горизонтальная; однако верхняя поверхность может быть наклонена для того, чтобы нити лапши после разрезания не перемещались. Материал для конвейерной ленты 21 может быть подобран из разнообразных веществ, таких как резина и пластик, и не имеет особых ограничений.
[0020] Внутри конвейера 2 предусмотрены опорный валик 23 (см. Фиг.2) и два внутренних валика 24, а в том месте, где кончик роторного режущего устройства 1 входит в контакт с конвейерной лентой 21, опорный валик 23 встречается с роторным режущим устройством 1 с прослаиванием конвейерной ленты 21.
[0021] Станина 5 имеет приводную часть 4 (см. Фиг.1), прикрепленную к ней. Приводная часть 4 имеет конфигурацию, включающую не показанный двигатель, множество шкивов, ремней и множество зубчатых колес, так что мощность двигателя передается через множество шкивов, ремней и множество зубчатых колес и распределяется к роторному режущему устройству 1 и опорному валику 23. Приводная часть 4 может приводить в действие роторное режущее устройство 1 и конвейер 2 синхронно друг с другом. Опорный валик 23 приводится в действие мощностью двигателя, чтобы дать перемещающее усилие к конвейерной ленте 21. Опорный валик 23 сдерживает конвейерную ленту 21 от движения вниз (или движения назад от роторного режущего устройства 1), и поэтому нити лапши N могут быть устойчиво разрезаны.
[0022] Как показано на Фиг.3, роторное режущее устройство 1 имеет главный корпус 12, имеющий по существу столбчатую форму, при этом главный корпус 12 целиком образован с множеством лезвий 11. Вдоль осевой линии, то есть центра вращения главного корпуса 12, закреплен вращающийся вал 13. Вращающийся вал 13 присоединен к двигателю приводной части 4 для получения определенной вращающей силы.
[0023] Каждое из лезвий 11 имеет обычную клиновидную форму, и любое из лезвий 11 расположено так, чтобы тянуться в радиальном направлении вокруг вращающегося вала 13. "Тянуться в радиальном направлении" в данном описании означает, что средняя линия или диаметральная плоскость C (см. Фиг.6) лезвия 11 в направлении своей толщины в виде сбоку расположена под углом таким образом, чтобы быть направленной в радиальном направлении по сравнению с направлением касательной линии к поверхности главного корпуса 12, проходящей через основание лезвия 11. Средняя линия или диаметральная плоскость C лезвия 11 в направлении своей толщины может соответствовать радиальному направлению главного корпуса 12, и опускаться в пределах заданного диапазона менее чем на ±90° в направлении вращения от радиального направления, более предпочтительно в пределах диапазона ±10° и наиболее предпочтительно в диапазоне ±5°. Форма лезвия 11 и угол, образованный лезвием 11 по отношению к радиальному направлению главного корпуса 12, могут быть рассчитаны с учетом вязкости применяемых нитей лапши N. Лезвие 11 может быть спиралевидным лезвием, положение которого изменяется в окружном направлении главного корпуса 12 через его продольное направление. Лезвие 11 может быть разделено на множество частей в осевом направлении главного корпуса 12, и угловые положения или ступени их могут быть взаимно смещены вдоль осевого направления.
[0024] Материал лезвия 11 может быть подобран из любых веществ, например из нержавеющей стали или другого металла, или пластмассу предпочтительно использовать в качестве материала. Лезвия 11 могут быть прикреплены к главному корпусу 12 после образования главного корпуса 12. Главный корпус 12 может быть полым или сплошным. Роторное режущее устройство 1 может быть изготовлено путем сочетания множества взаимно различных материалов, например сочетания металла и пластмассы. Часть или вся по меньшей мере одна из поверхностей лезвий 11 и главный корпус 12 могут быть покрыты слоем материала, имеющего свойство облегчения отделения или свойство предотвращения прилипания, такого как политетрафторэтилен.
[0025] Как показано на Фиг.4, множество лезвий 11 роторного режущего устройства 1 расположены в окружном направлении главного корпуса 12 через регулярные угловые интервалы. Роторное режущее устройство 1 приводится в действие приводной частью 4 таким образом, чтобы вращаться с круговой скоростью, по существу равной скорости перемещения желатинированных нитей лапши N. Интервал между кончиками двух лезвий 11, примыкающих друг к другу, по существу соответствует длине коротких нитей лапши после разрезания. Предполагая, что длины коротких нитей лапши SN после разрезания изготовлены, чтобы иметь постоянное значение, причем, когда количество лезвий 11 уменьшено, радиус вращения r кончиков лезвий 11 уменьшается, а угловая скорость ω вращения увеличивается. Вместе с тем, поскольку количество лезвий 11 уменьшено, направленная вверх составляющая скорости Sx (см. Фиг.5) кончика лезвия 11 после разрезания нитей лапши N увеличивается, и, следовательно, короткие нити лапши SN после разрезания возможно будут разбросаны. Соответственно, для того чтобы предотвратить разбрасывание коротких нитей лапши SN, желательно конфигурировать множество лезвий 11. Если количество лезвий 11 три и более, два или более лезвий 11 могут одновременно входить в контакт с пучком нитей лапши N, в связи с этим желательно предотвратить разбрасывание коротких нитей лапши SN после разрезания. Согласно экспериментам, проведенным авторами настоящего изобретения, является особенно желательным установить количество лезвий 11 до четырех или более, а от шести до тридцати является более желательным. Наиболее предпочтительно, чтобы количество лезвий 11 было от десяти до двадцати пяти. Следует отметить, что в настоящем варианте выполнения корпус из двадцати лезвий показан на Фиг.4.
[0026] Расстояние от центра вращения роторного режущего устройства 1 до кончика (т.е. радиус вращения r кончика) конкретно не ограничено, но предпочтительно составляет приблизительно от 3 до 25 см. Радиус вращения r может быть изменен в зависимости от масштабов производства.
[0027] Выше коротких нитей лапши SN сразу же после разрезания, вблизи них находится ограничительная поверхность 15, которая является поверхностью главного корпуса 12 роторного режущего устройства 1. Сразу же после разрезания, ограничительная поверхность 15, и пара лезвий 11, между которыми она расположена, образуют по существу замкнутое пространство или квазизамкнутое пространство в направлении вращения до такой степени, что короткие нити лапши SN не выходят из этого пространства. По этой причине короткие нити лапши SN после разрезания не смогут отскакивать вверх, и по этой же причине, разбрасывание коротких нитей лапши SN может быть предотвращено. Чаще всего толщина (высота) пучка B (см. Фиг.7) из нитей лапши N, транспортируемого на конвейере 2, как правило, равна или менее 6 см. По этой причине расстояние D от ограничительные поверхности 15 главного корпуса 12 до кончика лезвия 11 предпочтительно равно или менее 6 см, что соответствует толщине пучка B из нитей лапши N. В результате разбрасывание коротких нитей лапши SN сразу же после разрезания может быть предотвращено ограничительной поверхностью 15, которая находится вблизи верхней части коротких нитей лапши SN сразу же после разрезания.
[0028] Обращаясь снова к Фиг.3, на обоих концевых частях главного корпуса 12 в осевом направлении предусмотрены защиты 14 в форме дисков. Радиус защиты 14 устанавливают по существу равным радиусу вращения r кончика лезвия 11. С помощью защит 14 период времени, в течение которого кончик лезвия 11 находится в контакте с конвейерной лентой 21, может быть сокращен, и нагрузка лезвия 11 на конвейерную ленту 21 может быть ослаблена. Защиты могут быть предусмотрены в середине роторного режущего устройства 1 в осевом направлении или могут быть предусмотрены в двух или более взаимно отличных положениях. В случае обеспечения защитами в середине в осевом направлении, нити лапши N могут быть разделены на множество пучков B защитами. Материал для защит 14 является произвольным, и в качестве материала, например, твердую смолу предпочтительно использовать. Тем не менее, так или иначе, защиты 14 предусматриваются произвольно. Сконфигурированное роторное режущее устройство 1, как описано выше, может быть отдельно изготовлено и продано (т.е. независимо от устройства 10 нарезания нитей лапши).
[0029] Над роторным режущим устройством 1 может быть предусмотрена крышка (не показана) для предотвращения разбрасывания коротких нитей лапши SN. Части опор 3 режущего устройства и/или конвейера 2 предпочтительно снабжены механизмом, который может регулировать относительное расстояние между центром вращения роторного режущего устройства 1 и конвейером 2.
[0030] Устройство для нарезания нитей лапши по настоящему варианту выполнения используется как часть линии из ряда устройств обработки для изготовления лапши быстрого приготовления. Линия устройств обработки снабжена прокатным устройством, разделяющим устройством и устройством пропаривания, все из которых не показаны. Прокатное устройство раскатывает тесто для образования пластинчатого листа лапши. Разделяющее устройство тонко разрезает лист лапши для производства нитей лапши N. Устройство пропаривания нагревает нити лапши N для желатинирования их. Множество пучков B из нитей лапши N, желатинированных устройством пропаривания, доставляются к устройству 10 нарезания нитей лапши согласно настоящему варианту выполнения. Вместо устройства пропаривания может использоваться устройство кипячения, а на этапе желатинирования в устройстве пропаривания или устройстве кипячения может быть использован перегретый пар. Количество пучков B из нитей лапши N, подаваемых к устройству 10 нарезания нитей лапши, может быть любым.
[0031] Нити лапши N, которые могут разрезаться в настоящем изобретении, включают различные виды лапши, такие как Китайская лапша, лапша из белой пшеницы (лапша из пшеничной муки), гречишная лапша (лапша из гречневой муки), и макаронные изделия. Нити лапши N могут быть волнистыми или прямыми.
[0032] Работа устройства 10 нарезания нитей лапши в настоящем варианте выполнения, сконфигурированного, как изображено выше, описана. Как показано на Фиг.7, когда множество пучков B желатинированных нитей лапши N подаются на конвейер 2 в устройство разрезания нитей лапши из устройства пропаривания по конвейеру 6, нити лапши N разрезаются на короткие нити лапши SN, имеющие длину примерно от 1 до 10 см, устройством 10 нарезания нитей лапши. Короткие нити лапши SN после разрезания накапливаются в непоказанном приемнике от конвейера 2 через лотковую часть 7. Приемник, накапливая эти короткие нити лапши SN, подвергает высушивающей обработке, такой как масло - термическая сушка или сушка горячим воздухом для доведения до совершенства нитей лапши быстрого приготовления.
[0033] В устройстве 10 нарезания нитей лапши, в соответствии с настоящим вариантом выполнения, роторное режущее устройство 1 снабжено множеством лезвий 11, и поэтому особенно предпочтительно для разрезания желатинированных нитей лапши N в короткие нити лапши SN, имеющие длину от 1 до 10 см. Другими словами, путем конфигурирования множества лезвий 11, угол поворота роторного режущего устройства 1 от разреза до следующего разреза может быть уменьшен для постоянного выполнения разрезания на короткие нити лапши SN при небольшом угле поворота. С другой стороны, в результате конфигурирования множества лезвий 11, направленная вверх составляющая скорости Sz (см. Фиг.5) кончика после разрезания нитей лапши N может быть подавлена, и, следовательно, разбрасывание коротких нитей лапши SN после разрезания может быть предотвращено. Кроме того, в результате конфигурирования множества лезвий 11, угловая скорость роторного режущего устройства 1 понижается, так что центробежная сила F=mrω2 (m - масса, r - радиус вращения, а ω - угловая скорость), действующая на короткие нити лапши SN, приклеивающая к лезвию 11, может быть уменьшена, и кинетическая энергия, придаваемая коротким нитям лапши SN во время отрыва от лезвия 11, может быть подавлена, чтобы подавить разбрасывание коротких нитей лапши SN.
[0034] Кроме того, поскольку лезвия 11 продолжаются в радиальном направлении вокруг оси вращения роторного режущего устройства 1, по сравнению со случаем, когда лезвия расположены так, что продолжаются по касательной к поверхности главного корпуса 12, направление режущих поверхностей к нитям лапши N становится близким к поперечному направлению нитей лапши N, которое может уменьшить площадь поперечного сечения режущей поверхности, уменьшить прилипание к лезвиям 11 и предотвратить разбрасывание коротких нитей лапши SN.
[0035] Кроме того, роторное режущее устройство 1 дополнительно снабжено ограничительными поверхностями 15, которые продолжаются между парами смежных лезвий 11, и эти ограничительные поверхности 15 ограничивают отскок вверх коротких нитей лапши SN после разрезания, так что предотвращается разбрасывание коротких нитей лапши SN.
[0036] Кроме того, приводная часть 4 приводит в действие конвейер 2 и роторное режущее устройство 1 таким образом, чтобы сделать скорости кончиков множества лезвий 11 роторного режущего устройства 1 и верхней поверхности конвейера 2 по существу равными друг другу, и поэтому в процессе разрезания разбрасывание коротких нитей лапши SN, вызванное вмешательством лезвий 11, может быть предотвращено.
[0037] Вариант выполнения настоящего изобретения следует рассматривать как отражающий принцип настоящего изобретения и с пониманием, что настоящее изобретение не должно быть ограничено приведенным примером варианта выполнения, представлен отдельный вариант выполнения настоящего изобретения, показанный и описанный в данной спецификации. Различные другие варианты выполнения являются очевидными для любого специалиста в данной области техники и будут легко осуществлены любым специалистом в этой области техники без отхода от объема и сущности настоящего изобретения.
[0038] Например, приводной узел может быть сконфигурирован таким образом, чтобы взаимное положение между роторным режущим устройством 1 и конвейером 2 изменялось во время разрезания. На поверхности опорного валика 23 могут быть образованы канавки, которые синхронно обращены к лезвиям 11. В настоящем варианте выполнения описано устройство 10 нарезания нитей лапши, которое является независимым модулем только нарезания нитей лапши; вместе с тем, устройство для нарезания нитей лапши может быть объединено с одним или несколькими устройствами, которые выполняют другие этапы обработки, или устройство для нарезания нитей лапши может служить в качестве части другого устройства. Это будет оценено по достоинству, что даже в этом случае, важная часть соответствует устройству для нарезания нитей лапши по настоящему изобретению. Объем настоящего изобретения будет определен прилагаемой формулой изобретения и своими эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ НИТЕЙ ЛАПШИ И СЫРАЯ ЛАПША | 2014 |
|
RU2667160C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ЛАПШИ | 2009 |
|
RU2459412C1 |
| УСТРОЙСТВО ДЛЯ РАЗМАТЫВАНИЯ МАССЫ СПУТАННОЙ ЛАПШИ | 2011 |
|
RU2560623C2 |
| СПОСОБ ПРОПАРИВАНИЯ ЛАПШИ И УСТРОЙСТВО ДЛЯ ПРОПАРИВАНИЯ ЛАПШИ | 2013 |
|
RU2583067C2 |
| БРИКЕТИРОВАННАЯ НЕСВАРЕННАЯ ЛАПША БЫСТРОГО ПРИГОТОВЛЕНИЯ | 2009 |
|
RU2484648C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАПШИ БЫСТРОГО ПРИГОТОВЛЕНИЯ | 2011 |
|
RU2533364C1 |
| СУШЕНАЯ ЛАПША И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2015 |
|
RU2658999C1 |
| ЛАПША БЫСТРОГО ПРИГОТОВЛЕНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2011 |
|
RU2512290C1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ДЛЯ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2004 |
|
RU2258449C1 |
| УСТРОЙСТВО ДЛЯ ОТРЕЗАНИЯ И ФИКСАЦИИ КРОМКИ ЛЕНТЫ | 2020 |
|
RU2742486C1 |
Устройство содержит конвейер (2) для транспортировки по меньшей мере одного пучка (В) желатинированных нитей лапши (N). Над конвейером расположено роторное режущее устройство (1), содержащее от шести до тридцати лезвий (11), которые продолжаются бок о бок с осью вращения (13) и в радиальных направлениях вокруг оси вращения (13). Также роторное режущее устройство (1) содержит ограничительную поверхность (15), которая продолжается между парой смежных лезвий (11), для ограничения отскока вверх нитей лапши (N) после разрезания. Способ предусматривает прижатие по меньшей мере одного из лезвий (11) роторного режущего устройства (1) к пучку (В) желатинированных нитей лапши (N), транспортируемому на конвейере (2), для разрезания на отрезки длиной от 1 до 10 см. Изобретение обеспечивает получение коротких нитей лапши. 2 н. и 2 з.п. ф-лы, 7 ил.
1. Устройство (10) для нарезания нитей лапши, используемое для разрезания желатинированных нитей лапши (N) при производстве лапши быстрого приготовления, причем устройство (10) для нарезания нитей лапши содержит:
конвейер (2) для транспортировки по меньшей мере одного пучка (В) желатинированных нитей лапши (N), которые продольно нарезаны и желатинизированы нагреванием, и
роторное режущее устройство (1), расположенное над конвейером (2) и предназначенное для разрезания на заданную длину от 1 до 10 см указанного по меньшей мере одного пучка (В) желатинированных нитей лапши (N), транспортируемого на конвейере по существу в горизонтальном направлении,
причем роторное режущее устройство (1) содержит от шести до тридцати лезвий (11), которые продолжаются бок о бок с осью вращения (13) и в радиальных направлениях вокруг оси вращения (13), при этом указанные лезвия (11) разнесены друг от друга в окружном направлении на заданные интервалы,
при этом роторное режущее устройство (1) дополнительно содержит ограничительную поверхность (15), которая продолжается между парой смежных лезвий (11), для ограничения отскока вверх нитей лапши (N) после разрезания.
2. Устройство (10) по п.1, в котором расстояние от ограничительной поверхности (15) до кончика лезвия (11) равно или менее 6 см.
3. Устройство (10) по п.1, дополнительно содержащее приводной узел (4) для перемещения конвейера (2) и приведения в действие роторного режущего устройства (1) так, чтобы скорости кончиков указанных лезвий (11) роторного режущего устройства (1) и верхней поверхности конвейера (2) были по существу равны друг другу.
4. Способ разрезания желатинированных нитей лапши (N), используемый при производстве лапши быстрого приготовления, при этом способ включает стадии:
обеспечения устройства (10) для нарезания нитей лапши, содержащего:
конвейер (2) для перемещения по меньшей мере одного пучка (В) желатинированных нитей лапши (N), и
роторное режущее устройство (1), расположенное над конвейером;
причем роторное режущее устройство (1) имеет от шести до тридцати лезвий (11), которые продолжаются бок о бок с осью вращения (13) и в радиальных направлениях вокруг оси вращения (13), при этом указанные лезвия (11) разнесены друг от друга в окружном направлении на заданные интервалы;
подачу нитей лапши (N), которые продольно нарезаны и желатинизированы нагреванием; и
прижатие по меньшей мере одного из указанных лезвий (11) роторного режущего устройства (1) по меньшей мере к одному пучку (В) желатинированных нитей лапши (N), транспортируемому на конвейере (2) по существу в горизонтальном направлении, для разрезания на отрезки заданной длины от 1 до 10 см,
причем роторное режущее устройство (1) дополнительно содержит ограничительную поверхность (15), которая продолжается между парой смежных лезвий (11), для ограничения отскока вверх нитей лапши (N) после разрезания.
| АГРЕГАТ ТЕПЛОВОЙ ОБРАБОТКИ ВОЛОКНИСТОГО МАТЕРИАЛА | 1992 |
|
RU2005829C1 |
| US4988528A, 29.01.1991 | |||
| Вяжущее | 1982 |
|
SU1100262A1 |
| ЦЕНТРОБЕЖНАЯ ШИРОКОФАКЕЛЬНАЯ ФОРСУНКА | 2016 |
|
RU2629341C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АКТИВНОЙ МАССЫ КАТОДА ЛИТИЕВОГО АККУМУЛЯТОРА | 2005 |
|
RU2329570C2 |
| RU2011105424А, 29.10.2009 | |||

