ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу получения «по существу прямой формы» лапши быстрого приготовления, у которой максимально возможно сглажена «продольная волна». В частности, настоящее изобретение относится к способу получения лапши быстрого приготовления, у которой волны максимально сглажены в нитях лапши в процессе ее потребления, который позволяет получить лапшу быстрого приготовления, демонстрирующую удовлетворительную расфиксацию во время еды [unfastening].
УРОВЕНЬ ТЕХНИКИ
В последнее время среди современных потребителей проявляется тенденция предпочтения подлинных или традиционных изделий или товаров для повседневной жизни. Например, в отношении китайской лапши быстрого приготовления потребитель требует не только твердости, но также более подлинной или более традиционной текстуры (и/или ощущение во рту при потреблении), как раньше, и более подлинного или более традиционного внешнего вида, как раньше. Для того чтобы соответствовать указанным выше требованиям современных потребителей, соответствующие компании очень сильно конкурируют и проводят технологические инновации лапши быстрого приготовления.
При получении лапши быстрого приготовления, как правило, может быть получена не обжаренная лапша и обжаренная лапша с использованием в качестве сырьевого материала пшеничной муки и различных крахмалов и также с использованием раствора щелочного рассола (то есть, «кансуи» [“Kansui”]) в случае китайской лапши или с использованием солей полифосфорной кислоты и тому подобного вместо раствора щелочного рассола в случае японской лапши. При получении лапши к указанному выше сырьевому материалу могут быть добавлены такие необязательные добавки, как обычная или столовая соль, яичный порошок, полисахаридный загуститель, жир или масло, лецитин и тому подобное, и полученную в результате смесь перемешивают, затем формуют лапшу с использованием традиционного способа и полученную в результате лапшу подвергают варке паром и сушке с использованием заранее выбранного метода сушки с получением прошедшей обжарку сухой лапши и не прошедшей обжарку сухой лапши. При получении не обжаренной лапши используют такие процессы сушки, как сушка горячим воздухом, микроволновая сушка и лиофильная сушка, и сушка холодным воздухом.
При получении лапши быстрого приготовления, как правило, «тесто для лапши» получают смешиванием сырьевого материала для лапши с водой; раскатыванием теста для лапши с получением листа с заранее заданной толщиной; и нарезкой листа на нити лапши с использованием нарезающего устройства с получением нитей лапши. При этом из нитей лапши образуют волны, которые перекрывают друг друга для предотвращения слипания нитей лапши друг с другом в результате желатинизации и элюирования основного сырьевого материала пшеничной муки, и в результате предварительной желатинизации крахмала, добавленного на поверхность нитей лапши, на последующей стадии варки паром.
Процесс формирования волн происходит следующим образом. То есть, когда скорость конвейера, формирующего волны, у нижней части устройства с режущими ножами ниже, чем таковая у нитей лапши, отрезанных режущими ножами внутри трубопровода, прикрепленного к устройству с режущими ножами, нити лапши всегда немого закупоривают трубопровод и прогибаются внутрь трубопровода. В результате возможно образование волн в состоянии, когда отдельные нити лапши объединены. Волны из нитей лапши, как правило, представляют волны в направлении движения (то есть, продольное направление нитей лапши) нитей лапши, отрезанных устройством с режущими ножами (следовательно, волны из нитей лапши иногда могут быть указаны в описании настоящей патентной заявки, как «продольные волны»).
Таким образом, возможно уменьшение числа точек контактирования отдельных нитей лапши, формированием волн на нитях лапши. Следовательно, как указано выше, можно максимально снизить слипание соседних нитей лапши даже на стадии варки паром, которая является характерной для процесса получения лапши быстрого приготовления. Таким образом, максимальное снижение слипания соседних нитей лапши может происходить в состоянии, когда прошедшие варку паром нити лапши расцепляются и может быть проведена однородная сушка на последующей стадии сушки, позволяя, таким образом, получить нити лапши с удовлетворительным распрямлением во время потребления.
Однако такое формование волн может привести к так называемой волнистой лапше, в которой нити лапши изгибаются при потреблении, в результате появляется неприемлемый внешний вид волнистой лапши (например, ненатуральный внешний вид у удона, собы, пасты и тому подобного).
В последнее время среди современных потребителей проявляется тенденция предпочтения подлинных или традиционных изделий или товаров для повседневной жизни. Растет спрос на обеспечение указанных выше разновидностей лапши с самым лучшим внешним видом, то есть, спрос на разработку способа получения «прямой лапши» вместо «волнистой лапши».
Способ получения лапши быстрого приготовления без образования волн в нитях лапши описан в находящейся на рассмотрении заявке Японии (JP-A; KOKAI) 2000-189089 (Патентный документ 1). Этот способ представляет процесс получения, в котором обработку варкой проводят без стадии варки паром. Когда нарезанные нити лапши варят без использования пара, волны, образованные в нитях лапши, при варке пропадают, даже если волны сформированы нарезающим устройством для нарезания нитей лапши, и, следовательно, волны могут быть удалены. Однако также на стадии варки аналогично стадии варки паром, элюирование крахмала нитей лапши может вызвать «состояние, когда нити лапши слипаются друг с другом». Следовательно, как правило, при проведении только одной варки могут быть получены только нити лапши с плохим распрямлением.
В JP-A-2000-189089 указывается, что столовая соль, растворенная в горячей воде для варки с концентрацией столовой соли до 20% или более предотвращает элюирование крахмала на поверхности нитей лапши и, следовательно, разрешает проблему плохим распрямлением. Конечно, варка убирает волны и также могут быть получены прямые нити лапши с удовлетворительным распрямлением при растворении столовой соли в горячей воде для варки с концентрацией столовой соли до 20% или более. Однако недостатком является то, что танк для варки должен быть заново установлен и должны быть увеличены инвестции в производственную линию, а также нити лапши становятся солеными при потреблении, поскольку концентрация столовой соли очень высокая.
В JP-A-2010-187623 (Патентный документ 2) также описывается нарезающее устройство для нарезки лапши, характеризующееся значительным изменением позиции для съема, проводимого нарезающими ножами, и способ получения лапши с использованием устройства. Этот способ позволяет достичь значительного отклонения позиции, в которой нити лапши отрываются за счет значительного изменения положения, при этом съем проводят нарезающим ножом с нижней части каждого верхнего режущего ножевого валка. Согласно этому процессу, нарезанные смежные нити лапши не синхронизированы за счет изменения положения, в котором отрываются нити лапши, даже если нитям лапши не придаются выраженные волны. В результате можно получить нити лапши, в которых число точек контактирования нитей лапши уменьшено, и не возникает связывание между нарезанными нитями лапши. Конечно, в JP-A No. 2010-187 623 можно предотвратить синхронизацию (то есть, соседние нити лапши производят аналогичное «движение») соседних нитей лапши изменением положения, когда соседние нити лапши отрываются. На линии массового производства, как правило, может быть необходимо, чтобы нити лапши отделялись рядами (то есть, к устройству с ножами, режущими нити лапши, прикреплена «направляющая листина» для разделения на ряды). Это устройство с режущими ножами в JP-A No. 2010-187623 связано с проблемой, состоящей в том, что трудно провести указанное выше «разделение на ряды» по сравнению с традиционным устройством, из-за сложной позиции, в которой прикреплен скребковый элемент нарезающего устройства.
Как указано выше, не было предложено практического способа получения нитей лапши, позволяющего получить «по существу прямые нити лапши», чтобы более стабильно удовлетворить растущий спрос современных потребителей на «подлинные или традиционные изделия или товары» (то есть, с более высокой вероятностью) вместо традиционной «волнистой лапши» (то есть, лапши с сильно выраженной продольной волной).
ДОКУМЕНТЫ УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: JP-A No. 2000-189089
Патентный документ 2: JP-A No. 2010-187623 35
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
Задача настоящего изобретения состоит в создании способа, позволяющему стабильно получать «по существу» прямые нити лапши, которые также имеют удовлетворительное «распрямление» при потреблении.
Другой объект настоящего изобретения относится к способу, позволяющему стабильно получать «по существу» прямые нити лапши даже на линии массового производства.
СРЕДСТВА РЕШЕНИЯ ПРОБЛЕМ
В результате тщательных исследований авторы настоящего изобретения обнаружили, что для достижения указанных выше объектов очень эффективно подавать поток воздуха на моток из нитей лапши в устройство с режущими ножами, в котором используют верхний и нижний режущие ножевые валки, из средств подачи потока воздуха, установленных между соответствующими верхним и нижним мотками нарезанных нитей лапши с использованием верхнего и нижнего режущих ножевых валков (как правило, снятых «скребковым элементом», установленным близко к верхним и нижним режущим ножевым валкам).
Способ получения сухой лапши быстрого приготовления по настоящему изобретению базируется на указанном выше открытии и, в частности, на способе получения нитей лапши, в котором лист теста нарезают на нити лапши с использованием вращающегося нарезающего устройства, включающего по меньшей мере пару режущих ножевых валков, скребковые элементы и средства подачи потока воздуха, включающий по меньшей мере стадии:
пропускания листа теста через режущие ножевые валки для нарезания листа теста на нити лапши;
снятия нитей лапши с режущих ножевых валков с использованием скребкового элемента с разделением на верхние и нижние мотки нитей лапши и
подачи потока воздуха на нарезанные нити лапши из средств подачи потока воздуха.
Настоящее изобретение с учетом указанного выше позволяет придать случайное направление отдельным нитям лапши за счет потока воздуха, подаваемого средствами подачи воздуха в соответствующие верхние и нижние мотки нарезанных нитей лапши. В результате, согласно настоящему изобретению, можно получить по существу прямые нити лапши с «удовлетворительным распрямлением», с максимально возможным подавлением при этом образования продольных волн нитями лапши. Настоящее изобретение позволяет достичь «удовлетворительного распрямления» нитей лапши за счет такого «придания неоднородности в направлении движения». Как правило, трудно придать такое случайное направление нитям лапши, если не использовать поток воздуха, такой как в настоящем изобретении.
Как указано выше, в уровне техники было наиболее важно «насколько стабильны продольные волны, полученные в нитях лапши (то есть, «неровные» нити лапши) (другими словами, насколько сильно выражены продольные волны приданы нитям лапши), с точки зрения «распрямления» в процессе потребления.
Следовательно, понятно, что не возникал вопрос применения «внешнего усилия» (например, поток воздуха), которое может приводить в беспорядок «стабильные продольные волны» нитей лапши. То есть, в уровне техники решалась задача достижения «удовлетворительного распрямления» нитей лапши приданием «стабильных продольных волн» нитям лапши.
Настоящее изобретение может включать, например, следующие варианты выполнения.
[1] Способ получения нитей лапши, в котором лист теста нарезают на нити лапши с использованием вращающегося нарезающего устройства, включающего по меньшей мере пару режущих ножевых валков, скребковые элементы и средства подачи потока воздуха, включающий по меньшей мере стадии:
пропускания листа теста через режущие ножевые валки для нарезания листа теста на нити лапши;
снятия нитей лапши с режущих ножевых валков с использованием скребкового элемента с разделением на верхние и нижние мотки нитей лапши; и
подачи потока воздуха на нарезанные нити лапши из средств подачи потока воздуха.
[2] Способ получения нитей лапши по [1], в котором поток воздуха представляет собой такой поток воздуха, который действует в направлении выталкивания нити лапши по направлению движения нитей лапши.
[3] Способ получения нитей лапши по [1] или [2], в котором средства подачи потока воздуха подают поток воздуха между нижними нитями лапши и верхними нитями лапши.
[4] Способ получения нитей лапши по любому из [1]-[3], в котором поток воздуха, который подают на нити лапши из средств подачи потока воздуха, является направленным потоком.
[5] Способ получения нитей лапши по любому из [1]-[4], в котором средства подачи воздуха включают пустотелый цилиндр или пустотелый призматический трубчатый элемент.
[6] Способ получения нитей лапши по любому из [1]-[5], в котором средства подачи воздуха обеспечены множеством отверстий выхода потоков воздуха.
[7] Способ получения нитей лапши по [6], в котором отверстие выхода потока воздуха выполнено в виде полигональной щели, круга или овала.
[8] Способ получения нитей лапши по любому из [1]-[7], в котором средства подачи воздуха установлены между верхними и нижними режущие ножевыми валками, и поток воздуха из средств подачи воздуха подается между верхними и нижними мотками нитей лапши, снятыми скребковым элементом.
[9] Способ получения нитей лапши по любому из [1]-[8], в котором средства подачи воздуха установлены между парой режущих ножевых валков, и также поток воздуха из средств подачи потока воздуха подается в положение, в котором поток воздуха направлен на каждый верхний и нижний моток нитей лапши.
[10] Способ получения нитей лапши, в котором лист теста нарезают на нити лапши с использованием вращающегося нарезающего устройства, включающего по меньшей мере пару режущих ножевых валков, скребковые элементы и средства подачи потока воздуха, включающий по меньшей мере стадии:
пропускания листа теста через режущие ножевые валки для нарезания листа теста на нити лапши;
снятия нитей лапши с режущих ножевых валков с использованием скребкового элемента с разделением на верхние и нижние мотки нитей лапши;
подачи потока воздуха на нарезанные нити лапши из средств подачи потока воздуха с образованием, таким образом, по существу плоского мотка нитей лапши по существу без образования продольных волн в нитях лапши; и
предварительной желатинизации нитей лапши с последующей сушкой.
[11] Способ получения сухой лапши быстрого приготовления по [10], в котором по существу плоский моток нитей лапши образуется за счет собирания нитей лапши, движущихся случайным образом.
[12] Способ получения лапши быстрого приготовления по [11], в котором по существу случайное движение мотка нитей лапши дает траекторию в форме кольца, поперечных волн и/или зигзага.
[13] Способ получения сухой лапши быстрого приготовления по любому из [10]-[12], в котором устройства для пропаривания с использованием пара используют в качестве средства предварительной желатинизации.
[14] Нити лапши для сухой лапши быстрого приготовления, полученные продольным нарезанием листа теста на нити лапши с использованием вращающегося нарезающего устройства, включающего по меньшей мере пару режущих ножевых валков, скребковые элементы и устройства подачи потока воздуха, причем нарезанные нити лапши имеют «слипаемость» 35% или менее.
ТЕХНИЧЕСКИЙ РЕЗУЛЬТАТ ИЗОБРЕТЕНИЯ
Как указано выше, согласно настоящему изобретению, можно получить нити лапши, причем случайное направление отдельным нитям лапши придано потоком воздуха, поданным из средств подачи потока воздуха на верхние и нижние мотки нарезанных устройством с режущими ножами нити лапши. Как результат, согласно настоящему изобретению, можно получить стабильное получение по существу линейных нитей лапши с «удовлетворительным распрямлением», при этом подавляя/не приводя к возникновению продольных волн в нитях лапши.
Согласно настоящему изобретению, также можно получить по существу прямые линейные нити лапши с «удовлетворительным распрямлением» при потреблении, даже если сильные продольные волны не были приданы [even if strong longitudinal waves are not imparted].
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - схематический вид в разрезе, показывающий устройство с режущими ножами, которое предпочтительно используется в настоящем изобретение.
Фиг.2 - схематический вид в разрезе, показывающий традиционное устройство с режущими ножами.
Фиг.3 - схематический вид в разрезе, показывающий пример формы отверстия для подачи потока воздуха, предпочтительно используемой в настоящем изобретении.
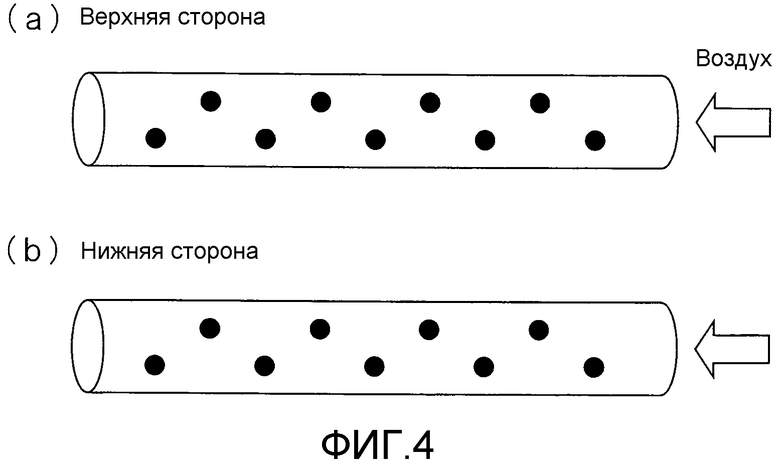
Фиг.4 - схематический вид в разрезе, показывающий пример расположения отверстий для подачи воздуха (расположенного в шахматном порядке), предпочтительно используемого в настоящем изобретении.
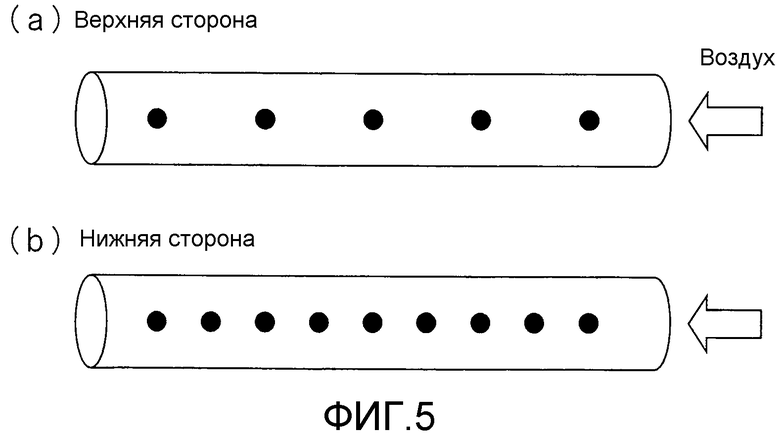
Фиг.5 - схематический вид в разрезе, показывающий пример расположения отверстий для подачи потока воздуха (линейный тип), предпочтительно используемого в настоящем изобретении.
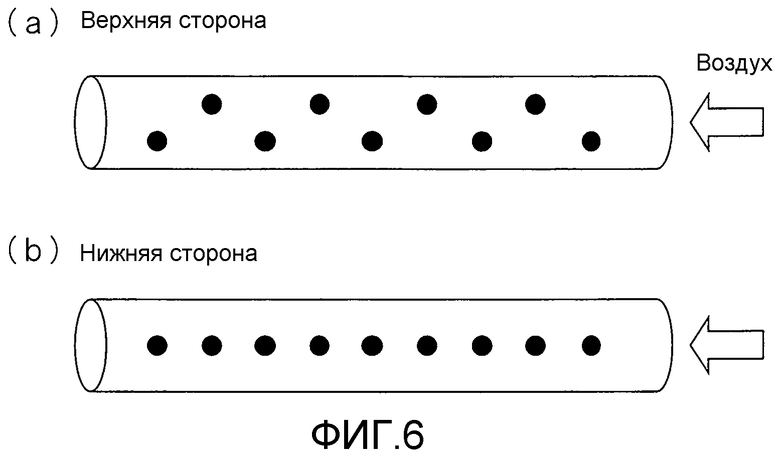
Фиг.6 - схематический вид в разрезе, показывающий пример расположения отверстий для подачи потока воздуха (смешенного типа: шахматное/линейное), предпочтительно используемого в настоящем изобретении.
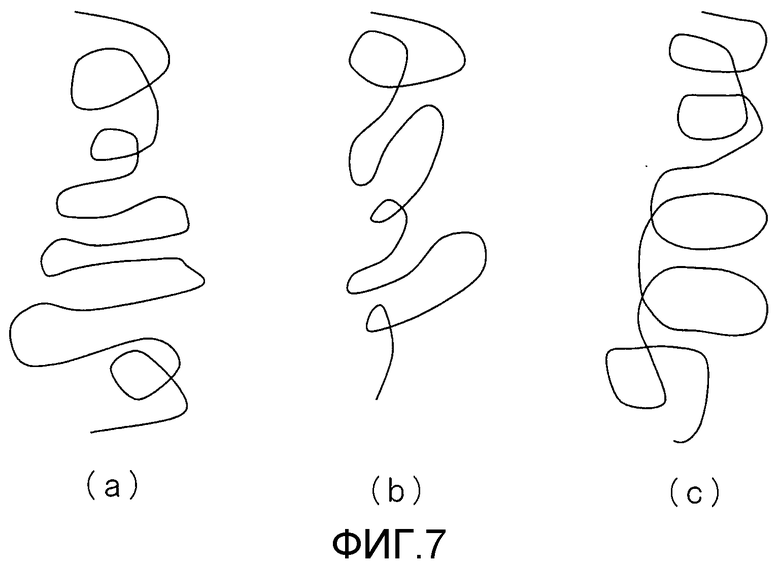
Фиг.7 - схематический вид в разрезе, показывающий пример траектории нити лапши на волновом конвейере, полученной за счет настоящего изобретения.
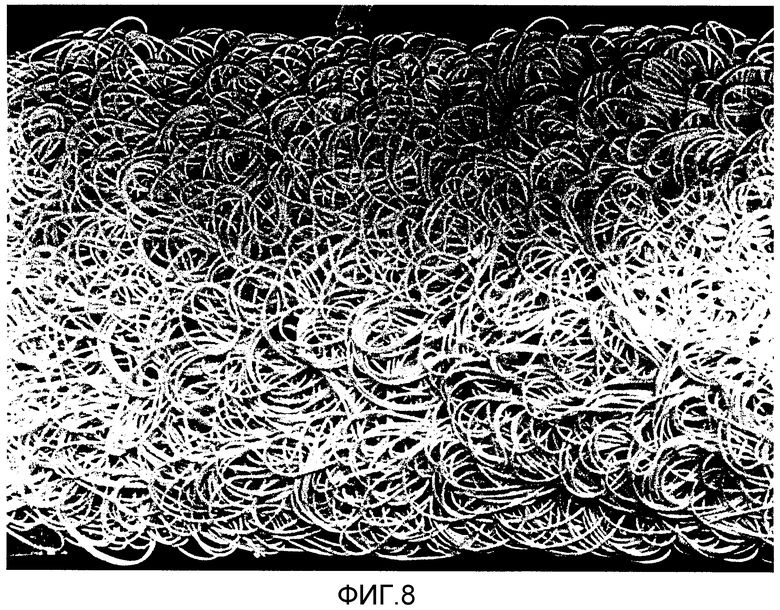
Фиг.8 - фотография, показывающая пример расположения, где нарезанные нити лапши рабочего примера (с воздухом) образуют мотки нитей лапши на волновом конвейере.
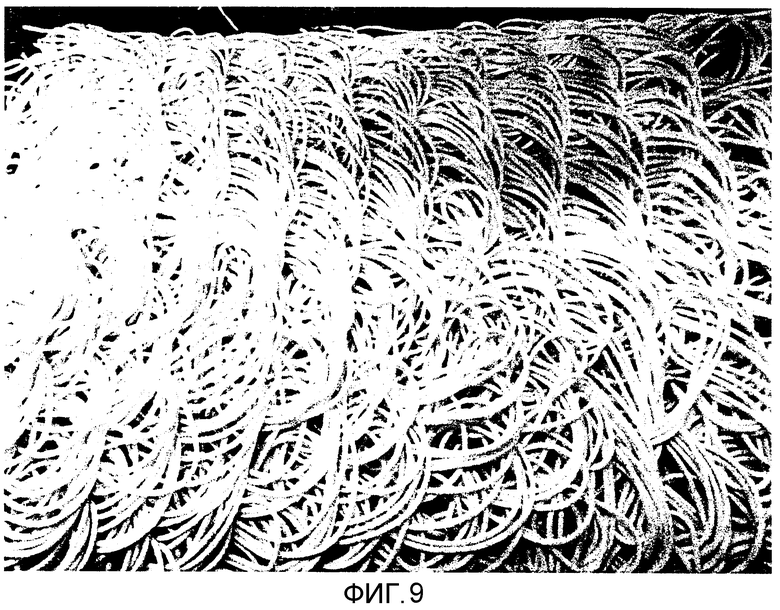
Фиг.9 - фотография, показывающая пример расположения, где нарезанные нити лапши рабочего примера (без воздуха) образуют мотки нитей лапши на волновом конвейере.
ВАРИАНТЫ ВЫПОЛНЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Далее настоящее изобретение будет описано более детально со ссылкой на сопровождающие чертежи. В нижеследующем описании части и проценты являются весовыми, если ясно не указано другое.
Способ получения нитей лапши
Настоящее изобретение относится к способу получения нитей лапши, в котором лист теста нарезают на нити лапши с использованием вращающегося нарезающего устройства, включающего по меньшей мере пару режущих ножевых валков, скребковые элементы и средства подачи потока воздуха, включающий по меньшей мере стадии:
пропускания листа теста через режущие ножевые валки для нарезания листа теста на нити лапши;
снятия нитей лапши с режущих ножевых валков с использованием скребкового элемента с разделением на верхние и нижние мотки нитей лапши и
подачи потока воздуха на нарезанные нити лапши из средств подачи потока воздуха.
(Нити лапши)
Нити лапши по настоящему изобретению получены продольным нарезанием листа теста на нити лапши с использованием вращающегося нарезающего устройства, включающего по меньшей мере пару режущих ножевых валков, скребковые элементы и средства подачи потока воздуха. Нити лапши по настоящему изобретению характеризуются тем, что нарезанные нити лапши имеют «слипаемость» 35% или менее. Предпочтительно «слипаемость» может быть измерена с использованием описанного ниже способа. «Слипаемость» предпочтительно может быть 25% или менее, и еще более предпочтительно 20% или менее (по существу 15% или менее).
(Устройство с режущими ножами)
На Фиг.1 приведен схематический вид в разрезе, показывающий устройство с режущими ножами, которое предпочтительно используется в способе получения нитей лапши по настоящему изобретению.
На Фиг.2 приведен схематический вид в разрезе варианта выполнения, показывающий устройство с режущими ножами, которое предпочтительно используется в традиционном способе получения нитей лапши.
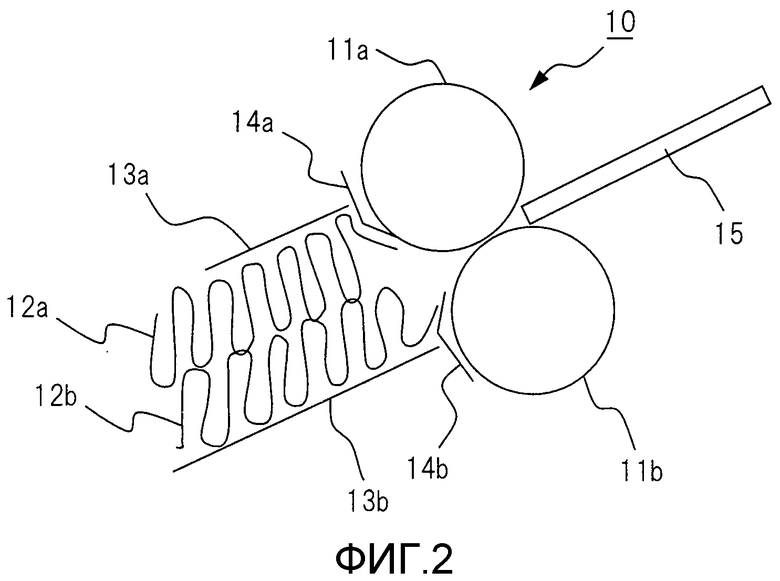
(Традиционное устройство с режущими ножами)
Сначала будет описано использование традиционного устройства с режущими ножами. Как видно на Фиг.2, устройство с режущими ножами 10 включает пару режущих ножевых валков 11a и 11b для нарезания листа теста на нити лапши, установленные друг напротив друга с заранее определенным зазором; направляющая листина 13a направляет каждую из нитей лапши 12a и 12b, нарезанных с использованием режущего ножевого валка; и ножеобразные «скребковые» элементы 14a и 14b для «съема» каждой нити лапши 12a и 12b с режущих ножевых валков 11a и 11b. В этом Примере на Фиг.2 указанная выше направляющая листина 13a и желоб 13b составляют «трубопровод» для направления нарезанных нитей лапши. На Фиг.2 с левой стороны внизу желоба 13b установлен «волновой конвейер» (не показан) для транспортировки нарезанных нитей лапши 12a и 12b.
Как видно на Фиг.2, в способе получения традиционных нитей лапши лист теста 15 нарезают на верхние и нижние нити лапши 12a и 12b с использованием пары режущих ножевых валков 11a и 11b и транспортируют по направлению к левой стороне чертежа на волновом конвейере с использованием «трубопровода» (то есть, направляющего элемента), состоящего из направляющей листины 13a и желоба 13b.
С использованием традиционного устройства с режущими ножами, приведенного на Фиг.2, в случае получения лапши быстрого приготовления, рассматриваемые нарезанные режущими ножевыми валками 11a и 11b нити лапши 12a и 12b принудительно изгибаются в трубопроводе за счет разницы между скоростью нитей лапши, продвигаемых в трубопроводе, нарезки и скорости волнового конвейера, вместе с сопротивляемостью желоба 13b и направляющей листины 13a трубопровода в трубопроводе с образованием, таким образом, волн. При этом размер волн зависит от высоты пространства между желобом 13b и направляющей листиной 13a трубопровода. Дополнительно, поскольку желоб 13b и направляющая листина 13a трубопровода, как правило, сделаны из металла, нити лапши 12a и 12b сильно изгибаются в волны, и таким образом, волны из этих «сильных» нитей лапши 12a и 12b фиксируются на последующей стадии варки паром.
Как указано выше, с использованием традиционного устройства с режущими ножами, направляющая листина 13a (то есть, кожух) традиционного устройства с режущими ножами сделана из металла (нержавеющая сталь и тому подобное), и таким образом, две верхняя и нижняя волны становятся волнами единообразного размера. Эти волны подходят для целей получения «единообразных волн».
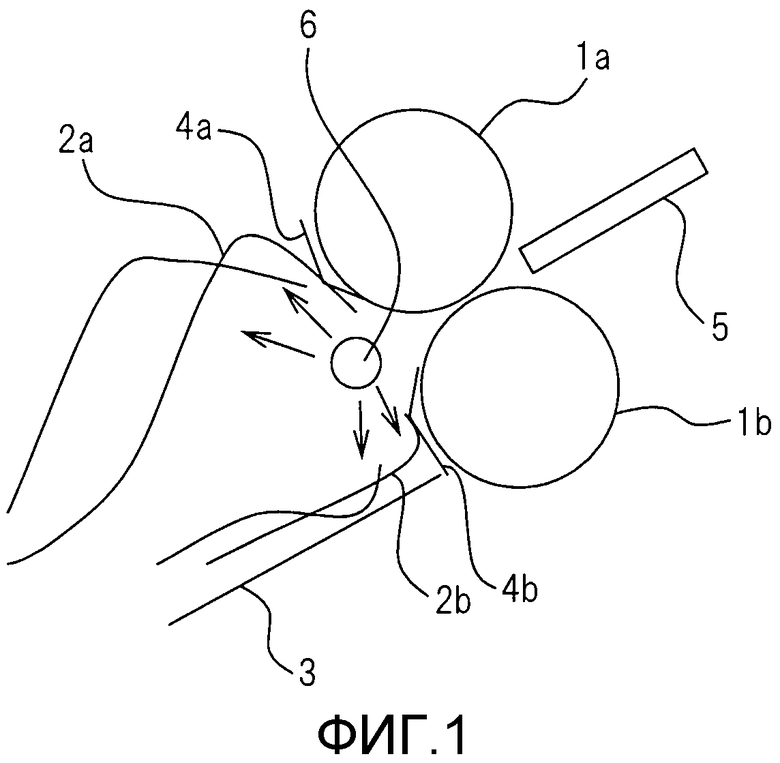
(Устройство с режущими ножами по настоящему изобретению)
Как видно на Фиг.1 в варианте выполнения настоящего изобретения, устройство с режущими ножами 1, используемое в настоящем изобретении, включает пару режущих ножевых валков la и lb для нарезания листа теста на нити лапши, установленных друг напротив друга с заранее заданным зазором; желоб 3для направления каждой нити лапши 2a и 2b, нарезанной режущим ножевым валком; и ножеобразные «скребковые» элементы 4a и 4b для «съема» каждой нити лапши 2a и 2b с режущих ножевых валков 1a и 1b. На Фиг.1 с левой стороны внизу желоба 3 расположен «волновой конвейер» (не показан) для транспортировки нарезанных нитей лапши 2a и 2b.
На Фиг.1, в этом варианте выполнения настоящего изобретения лист теста 5 нарезают на верхние и нижние нити лапши 2a и 2b с использованием пары режущих ножевых валков 1a и 1b, и «снимают» с режущих ножевых валков la и lb ножеобразными «скребковыми» элементами 4a и 4b и затем транспортируют по направлению к левой стороне чертежа на волновой конвейере с использованием направляющего элемента, состоящего из желоба 3.
Устройство с режущими ножами, используемое в настоящем изобретении, обеспечено средствами подачи потока воздуха 6 для подачи потока воздуха на нарезанные нити лапши 2a и 2b.
Как указано выше, устройство с режущими ножами 1, используемое в настоящем изобретении, получено модификацией устройства с режущими ножами, используемого для обеспечения указанной выше традиционной лапши быстрого приготовления. В частности, это устройство с режущими ножами 1 имеет структуру, в которой поток воздуха направляется на нити лапши 2a и 2b, нарезанные режущими ножевыми валками la и lb, снимаемые скребковыми элементами 4a и 4b, с обеспечением средствами подачи потока воздуха (то есть, трубопровод для потока воздуха обеспечен отверстием для выхода потока воздуха (или выпуска) и тому подобное) между верхними и нижними скребковыми элементами 4a и 4b, установленными в устройстве с режущими ножами 1.
В настоящем изобретении можно придать случайное направление (усилие) отдельным нитям лапши за счет отверстия для выхода потока воздуха из этого трубопровода для потока воздуха 6, имеющего форму и диаметр, которые могут придать «направление» потоку воздуха. При этом можно максимально избежать контакта между соответствующими нитями лапши без придания нитям лапши «продольных волн», которые важны в уровне техники, и достигая, таким образом, подавления слипания нитей лапши даже на стадии предварительной желатинизации после стадии нарезания. В результате можно легко получить по существу линейные нити лапши.
<Детальный механизм устройства с режущими ножами>
Далее будет описан механизм устройства с режущими ножами, используемый в настоящем изобретении. На Фиг.2 приведен схематический вид традиционного режущего ножа. На Фиг.1 приведен схематический вид режущего ножа, используемого в настоящем изобретении.
Как видно на Фиг.2, с использованием традиционного устройства с режущими ножами, нити лапши, нарезанные из листа теста 15, разделяются на верхние и нижние слои (то есть, нити лапши 12a и 12b) внутри трубопровода (13a и 13b) с получением сильных продольных волн.
В противоположность, при нарезке устройством с режущими ножами (Фиг.1), используемым в настоящем изобретении, поскольку кожух (13a, Фиг.2) трубопровода, установленного в традиционном устройстве с режущими ножами удален, можно направлять поток воздуха на мотки нитей лапши 12a и 12b двух верхнего и нижнего слоев за счет установки средств подачи потока воздуха 6 между верхним и нижними скребковыми элементами 4a и 4b.
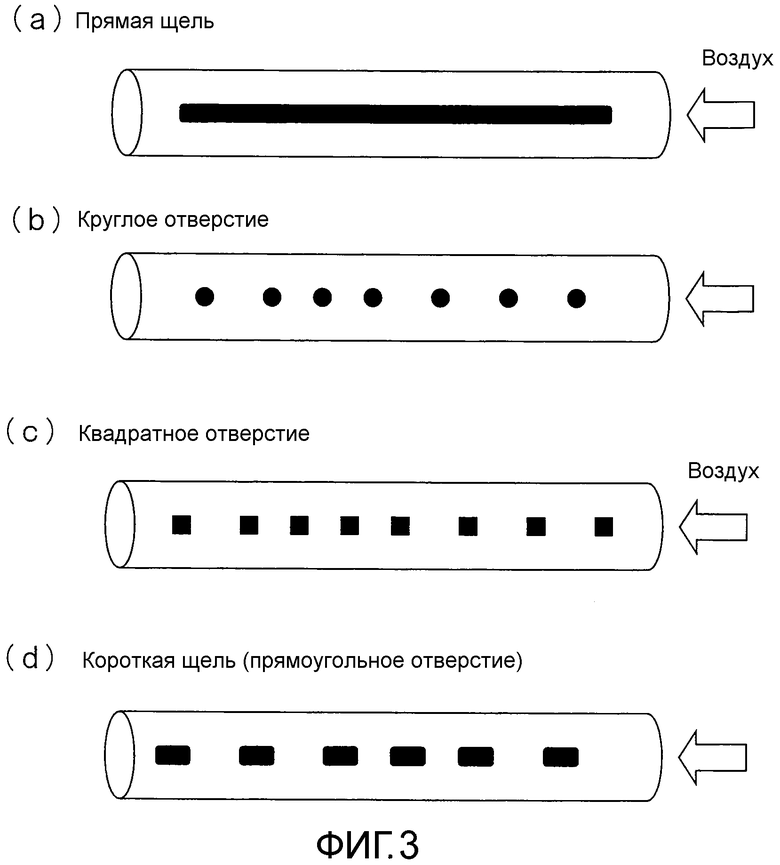
Дополнительно, в этом варианте выполнения настоящего изобретения обеспечены средства подачи потока воздуха 6, например, со множеством круглых отверстий, как показано на схематичном виде в перспективе Фиг.3(b), воздух выходит через множество круглых отверстий, и поток воздуха подается на нити лапши 2a и 2b.
Образование продольных волн (то есть, волн в продольном направлении из нитей лапши), которые принудительно изгибаются в трубопроводе, могут быть подавлены с использованием устройства с режущими ножами с указанной выше конструкцией Фиг.1. В частности, продольные волны не полностью формируются или образуются только подавленные волны. В результате, верхняя нить лапши 2a и нижняя нить лапши 2b, соответственно, случайным образом укладываются в плоскую кольцеобразную, изогнутую, зигзагообразную форму и, следовательно, число точек контактирования отдельных нитей лапши может быть уменьшено, по отношению к тому случаю, когда образуются продольные волны. Дополнительно, согласно настоящему изобретению также можно направить поток воздуха на нити лапши 2a и 2b, снятые скребковым элементом в воздухе. Следовательно, эти нити лапши относительно легко подпрыгивать, создавая, таким образом, случайное направление у отдельных нитей лапши 2a и 2b.
Согласно настоящему изобретению можно получить относительно большие плоские кольцеобразные, изогнутые, зигзагообразные нити лапши 2a и 2b при удалении кожуха трубопровода. Также можно обеспечить отражательную листину (не показана) для предотвращения выпрыгивания нитей лапши с верхней стороны скребкового элемента 4a и для предотвращения избыточного выдувания нитей лапши 2a и 2b.
В настоящем изобретении также можно мгновенно высушить поверхность нитей лапши 2a и 2b подачей потока воздуха на нити лапши 2a и 2 b, нарезанные с использованием режущих ножевых валков la и 1b воздухом непосредственно после съема скребковыми элементами 4a и 4b. Следовательно, также можно сравнительно отвердить поверхность нитей лапши 2a и 2b. При этом можно перевести моток из всех нитей лапши 2a и 2b в «сравнительно ослабленное» состояние на волновом конвейере совместно со случайным сопротивлением, прилагаемым к нитям лапши за счет указанной выше подачи потока воздуха. Также безусловно можно разделить верхние и нижние нити лапши 2a и 2b с приданием, таким образом, случайного направления. Следовательно, взаимодействие между верхней и нижней нитью мотка лапши подавлено, и таким образом, на волновом конвейере могут быть получены мотки нитей лапши с не сильно выраженными продольными волнами (то есть, по существу прямые) в состоянии, когда верхняя и нижняя нить мотка лапши фактически разделены.
В настоящем изобретении, хотя желоб 3 указан выше в варианте выполнения настоящего изобретения, приведенном на Фиг.1, этот желоб 3 может не использоваться. Когда используют желоб 3, нить лапши 2b, снятая с нижнего соскребающего элемента 4b, иногда может быть прижата к желобу 3 потоком воздуха, поданного из средств подачи потока воздуха 6. Когда происходит такое «прессование», нижняя нить лапши 2b ударяется о желоб 3 и, таким образом, нить лапши 2b инициирует случайное движение, что снова может вызвать синхронизацию. Для предотвращения возобновления «синхронизации» этих нитей лапши, например, может контролироваться сила потока воздуха из средств поддачи потока воздуха 6. Для предотвращения возобновления «синхронизации» этих нитей лапши также можно установить желоб 3 ниже, таким образом, чтобы желоб 3 стал почти вертикальным для предотвращения нити лапши 2b от ударов о желоб 3 или переместить желоб 3 как таковой от устройства с режущими ножами 1.
(Траектория нити лапши во время подачи потока воздуха)
Пример траектории нити лапши по настоящему изобретению, приведенный на Фиг.7 (схематический вид сверху траектории нити лапши, которая может быть получена на волновом конвейере). При рассмотрении траектории нити лапши, орбита, обрисованная отдельной нитью лапши, становится случайной при приложении случайного усилия для каждой нити лапши с использованием потока воздуха. В результате, отдельная нить лапши непрерывно случайным образом укладывается в плоское кольцо или изгиб. На Фиг.7(a) приведена траектория, в которой сосуществует плоское кольцо и изгиб, на Фиг.7(b) показана траектория, в которой плоский изгиб сдвигается в направлении, противоположном направлению движения, и на Фиг.7(c) показана траектория, в которой плоское кольцо сосуществует случайным образом против часовой стрелки и по часовой стрелке. В настоящем изобретении, как показано на Фиг.7, траектория каждой нити лапши, как правило, становится непредсказуемой случайностью за счет подачи потока воздуха на нить лапши.
Очень трудно получить траекторию нити лапши в состоянии, приведенном на Фиг.7(c), только изменением положения, когда нить лапши снимается, как показано в JP-A № 2010-187 623. Поскольку невозможно придать случайное движение отдельной нити лапши в технологии этой патентной заявки, трудно достичь укладки в случайные кольца, такие как против часовой стрелки и по часовой стрелке, и каждая нить лапши по существу укладывается в кольцо по часовой стрелке или против часовой стрелки в том же направлении. В противоположность, в настоящем изобретении можно задействовать число точек контактирования нитей лапши во всех нитях лапши получением каждой из нитей лапши в состоянии, как указанно на Фиг.7.
В патенте JP 4381470 описывается способ получения, в котором одна нить лапши повторно укладывается в кольцо и нить лапши не синхронизируется с соседней нитью лапши, и все нити лапши создают моток нитей лапши и, как правило, могут быть получены линейные нити лапши растягиванием нитей лапши после стадии пропаривания, когда моток нитей лапши пропарен в состоянии, где нити лапши перекрывают друг друга. В противоположность, в настоящем изобретение одна нить лапши может осуществлять случайное движение, например, нить лапши укладывается в кольцо или изгиб или принимает зигзагообразную форму за счет подачи потока воздуха на нити лапши. Следовательно, согласно способу по настоящему изобретению, фактически невозможно повторить укладку кольцами (то есть, феномен или эффект, полученный за счет настоящего изобретения, заключается в полном отличии). Дополнительно, согласно настоящему изобретению также можно получить эффект моментальной сушки поверхности нити лапши с использованием потока воздуха, и получить эффект, при котором дополнительно поддерживается подавление слипания нитей лапши.
(Другие варианты выполнения настоящего изобретения)
Главным образом приведено описание варианта выполнения, приведенного на Фиг.1, в котором средства подачи потока воздуха 6 включают пустотелый (или трубчатый) элемент. В таком варианте выполнения настоящего изобретения множество круглых отверстий, приведенных на Фиг.3(b), сделаны на пустотелом элементе, составляющем средства подачи потока воздуха 6. Далее будет приведено описание иных вариантов выполнения настоящего изобретения, чем приведенный выше вариант выполнения настоящего изобретения.
(Конструкция средств подачи потока воздуха)
Отсутствуют какие-либо конкретные ограничения по форме, структуре, механизму и тому подобные средств подачи потока воздуха по настоящему изобретению при условии, что средства подачи потока воздуха имеют конструкцию (или структуру), которая позволяет подавать поток воздуха на нарезанные нити лапши. Например, предпочтительно, чтобы средства подачи потока воздуха 6 имели конструкцию, включающую полый трубчатый (цилиндрический) элемент, который позволяет получить сравнительно простую структуру, с точки зрения пространства, в случае установки рядом с режущими ножевыми валками 1a и lb на Фиг.1, и оказывает влияние на элементы других устройств (например, электрическое, магнитное воздействие).
В настоящем изобретении средства подачи потока воздуха 6 не ограничиваются такой конструкцией, включающей полый трубчатый элемент, при условии, что поток воздуха может быть подан на нарезанные нити лапши естественным образом. Например, средства подачи потока воздуха 6 предпочтительно могут быть такими, в которых множество выходных отверстий используют в комбинации (например, множество выходных отверстий собраны вместе или расположены параллельно и тому подобное). Когда используют приведенное ниже множество отверстий для выхода потока воздуха или множество выходных отверстий, установленные между ними интервалы могут быть равными, и также предпочтительно использовать комбинацию неравных интервалов и/или равных интервалов.
В настоящем изобретение также отсутствует какое-либо конкретное ограничение по газу, составляющему поток воздуха из средств подачи потока воздуха 6. С точки зрения простоты применения (доступность, цена), газ предпочтительно представляет воздух как таковой. Однако весь газ или часть газа необязательно может быть заменена другим газом (например, азотом). Согласно требованиям влажности (или сухости) в отношении нарезанных нитей лапши, указанный выше газ также может соответствующим образом смешиваться с паром.
(Расположение средств подачи потока воздуха)
Далее будет описано расположение средств подачи потока воздуха 6, которые используют в настоящем изобретении, со ссылкой на Фиг.1.
Средства подачи потока воздуха 6, используемые в настоящем изобретении, предпочтительно могут иметь размер, достаточный для того, чтобы быть установленными между скребковыми элементами 4a и 4b устройства с режущими ножами 1 (Фиг.1). Также отсутствует какое-либо конкретное ограничение по форме средств подачи потока воздуха 6, и форма может быть соответствующим образом выбрана из известных форм, необязательно таких как круглая, квадратная, треугольная, овальная и дисковая.
В настоящем изобретении средства подачи потока воздуха 6 предпочтительно могут быть установлены в близи верхнего и нижнего режущих ножевых валков la и lb, и в положении, соответствующем в пространстве положению между верхней стороной и нижней стороной вершины (то есть, инициировано положение, при котором происходит съем нитей лапши 2a или 2b с режущего ножевого валка la или lb) скребкового элемента 4a и 4b. Другими словами, предпочтительно средства подачи потока воздуха 6 установлены между верхней нитью мотка лапши 2a и нижней нитью мотка лапши 2b при нарезке листа теста 5 на нити режущими ножевыми валками la и lb и съеме скребковыми элементами 4a и 4b.
(Структура средств подачи потока воздуха)
В варианте выполнения настоящего изобретения структура средств потока подачи воздуха 6 включает полый трубчатый элемент (или трубопровод), предпочтительно обеспеченный отверстием, через которое поток воздуха выходит из полого трубчатого элемента. Полый трубчатый элемент для подачи потока воздуха может быть соединен с источником подачи потока воздуха, например воздушный компрессор, вентилятор и тому подобное. Принимая во внимание давление или аналогичное ему подаваемого потока воздуха, предпочтительно использование воздушный компрессор высокого давления.
Отверстия для выхода потока воздуха могут быть образованны в положении, которое позволяет подавать воздух на верхнюю и нижнюю нити мотка лапши 2a и 2b, и предпочтительно может представлять отверстие для выхода для создания потока воздуха (то есть, газ с направлением). С точки зрения легкости создания такого потока воздуха, предпочтительно обеспечить круглое отверстие, квадратное отверстие, щелеподобное отверстие для выхода и тому подобное, приведенные на Фиг.3(b)-3(d) с некими интервалами вместо линейных щелеподобного отверстия для выхода, приведенного на Фиг.3(a). То есть положение, где поток воздуха подается, и положение, где поток воздуха не подается, определяются расположением отверстий с некими интервалами, и также за счет формы отверстия, такой как круглое отверстие, квадратное отверстие и щелеподобное отверстие для выхода.
Что касается угла подачи потока воздуха, то направление подаваемого потока воздуха может быть вертикальным или наклонным по отношению к мотку нитей лапши. Однако необходимо обратить внимание на тот факт, что нить лапши иногда может зацепиться за средства подачи потока воздуха 6 при подаче потока воздуха в направлении, противоположном направлению движения мотка нитей лапши. Например, присутствие нити лапши, на которую подается поток воздуха, и нити лапши, на которую не подается поток воздуха (или подается только слабый поток воздуха), позволяет изменить траекторию каждой нити лапши в воздухе. В результате становится возможным изменение траектории укладки на волновом конвейере в различные формы.
В настоящем изобретении предпочтительно прилагать «неравномерное усилие» к соседним нитям лапши с использованием множества «отверстий или щелей», с точки зрения простоты подачи потока воздуха на все нити лапши. Также можно использовать одно единственное «отверстие или щель». Однако когда поток воздуха просто подают из одного единственного «отверстия или щели», к соседним нитям лапши прилагается практически равномерное усилие и, следовательно, становится затруднительно прилагать «неравномерное усилие» к соседним нитям лапши.
Для получения эффектов по настоящему изобретению, как приведено на Фиг.4(a)-4(b), например, предпочтительно в отношение формы средства подачи потока воздуха 6, средства подачи потока воздуха 6 представляют пустотелый стержень с круглыми отверстиями, расположенными в шахматном порядке. Таким образом, угол, под которым выходит воздух, и смещение выходящего потока воздуха, а следовательно, направленность потока воздуха позволяют подать его на нить лапши.
В настоящем изобретении, отверстия для выхода потока воздуха выполнены в «шахматном порядке», как приведено на Фиг.4(a), в верхней части полого цилиндрического элемента, представляющего собой средство подачи потока воздуха 6, и отверстия для выхода потока воздуха также выполнены в «шахматном порядке», на Фиг.4(b) в нижней части элемента, что позволяет легко подавать направленный поток воздуха на каждую нить лапши. С использованием полого цилиндрического элемента (круглый стержень), угол выхода может варьировать. С точки зрения предотвращения попадания нитей лапши в средства подачи потока воздуха 6, предпочтительно использовать круглый стержень, в который нити лапши трудно попасть.
В настоящем изобретении также можно выполнить отверстия для выхода потока воздуха, как на Фиг.5(a), в верхней части указанного выше полого цилиндрического элемента, и выполнить отверстия для выхода потока воздуха, как на Фиг.5(b), в нижней части элемента. Таким образом, может быть достигнут вариант выполнения настоящего изобретения, в котором отверстия для выхода потока воздуха выполнены линейно. В этом случае, как показано на Фиг.5, положение, в котором воздух подается на нить лапши, и положение, в котором воздух не подается на нить лапши, могут быть достигнуты за счет изменения шага отверстий. В результате можно легко изменить траекторию каждой нити лапши.
В настоящем изобретении также можно выполнить «шахматный порядок» расположения отверстий для выхода потока воздуха, как на Фиг.6(a), в верхней части указанного выше полого цилиндрического элемента и выполнить «линейные» отверстия для выхода потока воздуха, как на Фиг.6(b), в нижней части элемента. Таким образом, это также эффективно для изменения направления потока воздуха, выполнить отверстие для выхода потока воздуха в верхней часть и нижней части полого цилиндрического элемента. Это позволяет прилагать случайное усилие к каждой нити лапши.
В настоящем изобретении, с точки зрения простоты направления потока воздуха на каждую нить лапши случайным образом (случайным становится, например, момент подачи потока воздуха на лапшу, то есть момент, когда поток воздуха не подается на лапшу, и момент, когда поток воздуха подается на лапшу), траектория нити лапши может быть изменена также случайным образом. В результате нить лапши на волновом конвейере укладывается, как если это производят с усилием, и нить лапши может уложиться в плоские кольца, каждое из которых имеет отличающийся размер, или может уложиться в плоскую кривую в направлении движения, направлении, противоположном направлению движения, в поперечном направлении по отношению к направлению движения, и в диагональном направлении по отношению к направлению движения без укладки кольцом. Другими словами, на волновом конвейере можно уложить каждую нить лапши непредсказуемым случайным образом. В результате можно эффективно уменьшить число точек контактирования отдельных нитей лапши (без придания сильно выраженных продольных волн нити лапши). Это случайное движение может быть получено потоком воздуха. В качестве альтернативы, нити лапши подпрыгивают в потоке воздухе, сталкиваемые друг с другом потоком воздуха, и траектория нити лапши изменяется за счет столкновений, и следовательно, дополнительно может быть получено непредсказуемое случайное движение.
Далее будет описана каждая стадия получения нитей лапши.
(Лапша быстрого приготовления)
«Лапша быстрого приготовления» или «сухая лапша быстрого приготовления» по настоящему изобретению может представлять как лапшу, подвергаемую для приготовления такой тепловой обработке, как так называемое тушение, так и лапшу, подвергаемую для приготовления такой тепловой обработке, как залив лапши горячей водой.
(Материал лапши)
В настоящем изобретении материал лапши по существу не ограничен. Можно использовать материалы, которые, как правило, используют для получения лапши быстрого приготовления без каких-либо конкретных ограничений. В частности, например, в настоящем изобретении могут быть использованы основные материалы и вспомогательные материалы, описанные в книге «Новое руководство по быстрозавариваемой лапше» - Shin-Sokusekimen Nyuumon, стр.52-62, изданной Японской ассоциацией производителей пищевых продуктов.
(Основной сырьевой материал)
Конкретные примеры основного сырьевого материала, используемого в настоящем изобретении, могут включать пшеничную муку, муку твердой пшеницы, муку для соба, ячменную муку, крахмал и тому подобное. Среди этих сырьевых материалов конкретные примеры основного сырья, которое может быть предпочтительным для использования, включают пшеничную муку, такую как австралийская стандартная мука (средней твердости), белую пшеничную (ASW, содержание белка около 10%) или муку из американской стекловидной красной пшеницы (HRW, содержание белка около 11%), или крахмал, такой как картофельный крахмал, крахмал тапиоки, крахмал восковой кукурузы, кукурузный крахмал, пшеничный крахмал и тому подобное. Также можно использовать таковой, полученный из этих сырьевых материалов, такой как крахмал, химически модифицированный переэтерификацией простым эфиром, такой как крахмал, химически модифицированный переэтерификацией сложным эфиром, перекрестносшитый химически модифицированный крахмал и химически модифицированный кислотой крахмал.
(Вспомогательный сырьевой материал)
Конкретные примеры вспомогательного материала, который может быть использован в настоящем изобретении, включают раствор щелочного рассола, соли фосфорной кислоты, соль, полисахаридные загустители, яйца, глютен и тому подобное.
(Способ получения лапши)
Способ получения лапши представляет следующее. В качестве основного сырьевого материала используют пшеничную муку, крахмал, глютен и тому подобное, необязательно смешивают и затем смесь перемешивают со вспомогательным материалом, содержащим столовую соль, раствором щелочного рассола и тому подобного и водой, с использованием миксера, с получением, таким образом, теста для лапши.
<Стадия нарезания на нити>
Стадия нарезания на нити имеет такую структуру, при которой тесто для лапши раскатывают с использованием вальцов и раскатанный лист теста непрерывно нарезают устройством с режущими ножами и затем на полученные нити лапши направляют поток воздуха по настоящему изобретению. В частности, более предпочтительно, чтобы средства подачи потока воздуха 6 были установлены между мотком верхней нити лапши 2a и мотком нижней нити лапши 2b в процессе съема скребковыми элементами (4a и 4b Фиг.1). Отверстие, через которое выходит поток воздуха, выполнено на полом трубчатом элементе, составляющем средства подачи потока воздуха 6, и полый трубчатый элемент для подачи воздуха предпочтительно может быть соединен с источником подачи воздуха, например воздушным компрессором, вентилятором и тому подобным. Для создания давления или аналогичного ему в направляемом потоке воздуха, предпочтительно может быть использован воздушный компрессор высокого давления. Отверстие для выхода потока воздуха может быть выполнено в положении, при котором подаваемый поток воздуха направлен на верхнюю и нижнюю нити мотков лапши, и поток воздуха может подаваться вертикально или диагонально на нити мотка лапши. Однако необходимо обратить внимание на тот факт, что нить лапши иногда может попадать на средства подачи потока воздуха 6, когда поток воздуха подают в направлении, противоположном направлению движению нити мотка лапши.
(Отверстие для выхода потока воздуха)
Для направленной подачи потока воздуха предпочтительно, чтобы был зазор (здесь и далее шаг) между отверстием для выхода потока воздуха и соседним отверстием для выхода потока воздуха. В частности, когда шаг отрегулирован в пределах от около 2 мм до 5 мм, создается положение, в котором поток воздуха выходит и поток воздуха не выходит. Следовательно, возможно значительное различие в траектории между нитью лапши, на которую подается поток воздуха, и нитью лапши, на которую поток воздуха не подается. В зависимости от ширины нити лапши, когда шаг составляет более чем 20 мм, площадь, на которую не подается поток воздуха, увеличивается и таким образом положение, когда траектория нити лапши не может быть изменена, увеличивается. В противоположность, когда шаг составляет 2 мм или менее, становится трудно создавать направленный поток воздуха. И таким образом, становится труднее изменить траекторию каждой нити лапши. Как правило, предпочтительно шаг составляет от около 2 мм до 20 мм, и более предпочтительно от 5 мм до 15 мм. По существу предпочтительно шаг между отверстием для выхода потока воздуха и соседним отверстием для выхода потока воздуха составляет от 5 мм до 10 мм.
Форма отверстия для выхода потока воздуха необязательно может быть выбрана круглой, квадратной, треугольной, щелеподобной и тому подобной. Можно подать направленный поток воздуха, образованный отверстием, например, через круглое отверстие от около ϕ 0,2 мм до ϕ 3 мм в диаметре. Когда диаметр составляет более чем ϕ 3 мм, трудно гарантировать соотношение общего числа отверстий для выхода относительно к размеру полого трубчатого элемента. В противоположность, когда диаметр составляет ϕ 0,2 мм или менее, это может затруднить работу отверстия для выхода. Как правило, диаметр выполненного отверстия составляет в пределах от около ϕ 0,2 мм до ϕ 3 мм и более предпочтительно от около ϕ 0,5 мм до ϕ 1,5 мм.
(Давление потока воздуха)
Давление потока воздуха может соответствующим образом контролироваться согласно состоянию полученных нитей лапши. Когда поток воздуха слишком сильный, нить лапши чрезмерно летает, и таким образом, возникает проблема, связанная с ее выпадением с волнового конвейера. Например, используемое давление подаваемого потока воздуха предпочтительно составляет от около 0,02 мПа до 0,3 мПа, и более предпочтительно от около 0,05 мПа до 0,2 мПа, поскольку это позволяет укладываться нити лапши «как если это производится с усилием», и более предпочтительно с точки зрения проявления эффектов настоящего изобретения.
Давление потока воздуха представляет величину, измеренную при снижении давления с использованием точного прибора (производитель: SMC Corporation, модель №: 1R3010-03BG), установленного на расстоянии 1 м перед трубопроводом для подачи воздуха.
Дополнительно, предпочтительно отверстие для выхода в указанном выше состоянии выполнено на средствах подачи потока воздуха 6, таким образом, чтобы облегчить изменение траектории отдельной нити лапши. Например, когда средства подачи потока воздуха 6 выполнены в виде полого цилиндрического элемента (полый круглый стержень) и круглые отверстия выполнены в линейно - в шахматной форме (тип приведен на Фиг.5), угол выхода и положение выхода становятся случайными и, таким образом, более эффективными по сравнению с вариантом выполнения настоящего изобретения, в котором отверстия выполнены просто в линейной форме.
Как указано выше, предпочтительно, чтобы поток воздуха подавался на верхнюю и нижнюю нити мотков лапши, соответственно. Можно верхнюю нить мотка лапши укладывать по случайной траектории только подачей потока воздуха только на верхнюю нить мотка лапши 2a, и, следовательно, нижняя нить мотка лапши 2b становится синхронизированной нитью лапши. Соответствующая верхняя и нижняя нити мотков лапши гарантировано разделены установкой средства подачи потока воздуха 6 между верхней и нижней нитями мотка лапши. Следовательно, соответствующие верхняя и нижняя нити мотков лапши отделены без пересечения друг с другом. Соответственно, распрямление становится очень удовлетворительным по сравнению со случаем, когда не используют поток воздуха, как и ожидалось. В противоположность, те же эффекты также могут быть получены подачей потока воздуха только на нижнюю нить лапши без подачи потока воздуха на верхнюю нить лапши. Однако в этом случае необходимо обратить внимание на тот факт, что иногда нить лапши может попасть на средства подачи потока воздуха 6, когда поток воздуха не подается на верхнюю нить лапши.
(Стадия предварительной желатинизации)
Стадия предварительной желатинизации по настоящему изобретению может быть проведена соответствующим образом с использованием обработки варкой с использованием кипящей горячей воды, или тепловой обработки паром с использованием пара. Более предпочтительно использовать устройство для обработки паром.
(Стадия растягивания)
При растягивании пропаренной лапши можно провести нарезку на порции с постоянной массой. На этой стадии растягивания предпочтительно, чтобы пропаренные нити лапши растягивали в состоянии, когда нанесен водный раствор и проведена порционная нарезка. Можно снять слегка прилипшие нити лапши нанесением водного раствора на поверхность нитей лапши. Водный раствор может быть нанесен с использованием распылительной форсунки, душа, погружением и тому подобное. Дополнительно, также эффективно использовать устройство для распрямления порционно нарезанных нитей лапши, описанное в заявке JP 2010-537611. Слабо склеенные нити лапши предпочтительно дополнительно с усилием распрямить.
<Стадия сушки>
Нити лапши, полученные с использованием указанной выше технологии, помещают в корзину для сушки таким образом, чтобы нити лапши формовались и корзина для сушки была заполнена нитями лапши в количестве на одну порцию, и проводят стадию сушки с получением, таким образом, лапши быстрого приготовления по настоящему изобретению. В способе сушки можно необязательно использовать сушку методом жарки в масле, сушку горячим воздухом и тому подобное. С использованием сушки жаркой в масле сушку проводят, таким образом, чтобы достичь конечного содержания влаги в пределах от 2 до 3%. С использованием сушки горячим воздухом сушку проводят таким образом, чтобы достичь конечного содержания влаги в пределах от 6 до 14%. С точки зрения условий сушки, таких как температура сушки, непосредственно может быть применена традиционная сушка.
(Оценка «степени слипания» нитей лапши)
В настоящем изобретении «степень слипания» нитей лапши предпочтительно может быть оценена при условиях, используемых в приведенном ниже «Рабочем примере» (используют около 100 нитей лапши). То есть, оценку проводят при условиях, используемых в «Рабочем примере» (используют около 100 нитей лапши). «Степень слипания» нитей лапши (процент) может быть рассчитана согласно следующей расчетной формуле:
(Степень слипания)=100×(число склеенных нитей лапши)/(общее число тестируемых нитей лапши).
В нитях лапши, полученных способом по настоящему изобретению, «степень слипания» (средний результат проводимого трижды теста), полученная в каждом из тестов, предпочтительно составляет 35% или менее. Более предпочтительно «степень слипания» составляет 25% или менее, и еще более предпочтительно 20% или менее (по существу 15% или менее).
Далее настоящее изобретение будет описано более детально со ссылкой на Примеры.
ПРИМЕРЫ
Рабочий пример 1
Следующие эксперименты подтвердили эффект использования потока воздуха.
<Получение нитей лапши>
Состав: 10 кг пшеничной муки (DNS, содержание белка 10,5%), 100 г столовой соли, 20 г раствора щелочного рассола (карбонат натрия) и 3400 мл воды.
Используют устройство с режущими ножами, приведенное на Фиг.1. Элементы устройства имеют следующие размеры.
Режущие ножевые валки (сделаны из железа) la и lb: 37 мм в диаметре, шириной 210 мм.
Желоб 3 (сделан из нержавеющей стали): 1,5 мм толщиной.
Скребковые элементы 4a и 4b (сделаны из латуни): 1 мм толщиной.
<Условия получения нитей лапши>
Условия получения нитей лапши: нарезающий нож № 24 круглой формы, режущий ножевой валок; скорость вращения 205 оборотов в минуту, нити лапши имеют толщину 1,5 мм, трубопровод без кожуха, ширина соскребания 35 мм.
Диаметр средств подачи потока воздуха 6: ϕ 10 мм.
Отверстие для выхода потока воздуха: 1 мм, шаг 10 мм, 15 отверстий, расположенных в шахматном порядке (Фиг.4(a) и 4(b)).
Поток воздуха подается на нити лапши под давлением 0,1 мПа (мегаПаскаль).
После установки скорости волнового конвейера на 4,4 м/минуту, получили уложенные случайным образом по существу прямые нити лапши, нити лапши подвергли тепловой обработке пропариванием при 0,5 кг/см2 в течение 2 минут и затем нарезали на порции лапши массой 100 г с получением, таким образом, пропаренной лапши.
Указанную выше полученную пропаренную лапшу погружают в питьевую воду на 10 секунд и массу погруженных нитей лапши принудительно распрямляют (в течение около 1 секунды) при 1200 оборотов в минуту, с использованием устройства для распрямления, приведенного на Фиг.8(a) из Заявки Японии 2010-537611. После распрямления с использованием устройства для распрямления проводят подсчет «слипшихся нитей лапши» из обработанной массы.
Способ подсчета слипшихся нитей лапши представляет следующее. Из массы нитей лапши после распрямления с использованием устройства для распрямления вынимают руками одну нить лапши. Классификацию проводят по тем, которые можно взять как одну нить лапши, и тем, которые нельзя взять, как одну нить лапши. Когда берут две или более нити лапши, слипшиеся друг с другом, отобранные нити лапши (расстояние 30 см) разворачивают три раза со скоростью 0,7 секунды. Определяют, что слабое слипание - «нити лапши расправлены», когда «нити лапши расправлены» разворачиванием. В противоположность определяют, что «нити лапши слиплись», когда нити лапши не расправились или крепко слиплись даже в случае разворачивания таким образом. Если в этот момент две нити лапши слиплись, количество подсчитывают как «2». Если в этот момент пять нитей лапши слиплось, количество подсчитывают как «5».
Для сравнения поднимают кожух трубопровода и получают по существу прямые нити лапши с использованием традиционного устройства с режущими ножами, как приведено на Фиг.2. Последующая проведенная обработка была обычной для приведенного выше рабочего примера.
Результаты приведены в Таблице 1. Фотографии мотка нитей лапши на волновом конвейере (без или с подачей потока воздуха) приведены на Фиг.8 (с подачей потока воздуха) и Фиг.9 (без подачи потока воздуха). Причина, по которой соответствующие обработанные мотки нитей лапши отличаются по «общему количеству лапши» состоит в том, что мотки нитей лапши разделяются под собственным весом.
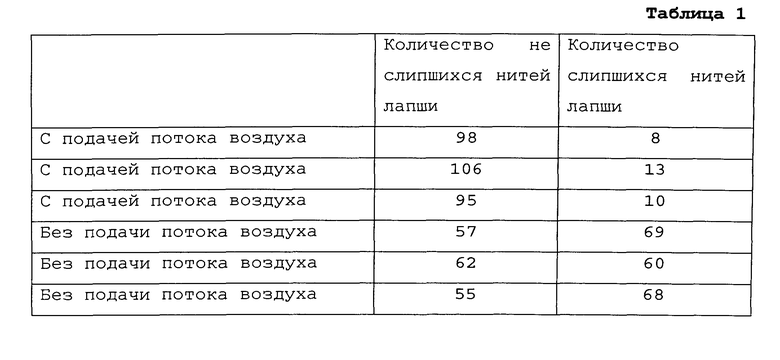
Из приведенных выше результатов теста могут быть рассчитаны следующие средние (каждый тест повторяют три раза). Результаты расчетов приведены в Таблице 2 ниже.
(Воздействие потока воздуха)
Из приведенных выше результатов видно, что использование потока воздуха позволяет подавить слипание нитей лапши при пропаривании, даже без образования сильно выраженных волн. Это происходит, потому что поток воздуха по настоящему изобретению позволяет уменьшить число точек контактирования нитей лапши даже без образования сильно выраженных волн. При получении по существу прямых нитей лапши с использованием способа, в котором не используют поток воздуха, то есть, традиционного устройства с режущими ножами, каждая нить лапши проделывает аналогичное движение, поэтому невозможно уменьшить число точек контактирования нитей лапши друг с другом, что приводит к множеству сильных слипаний между нитями лапши. Слипшиеся при обработке паром нити лапши остаются в таком же состоянии даже после сушки. Следовательно, поскольку нити лапши сильно слиплись друг с другом, нити лапши не распрямляются при потреблении, что в результате приводит к плохой восстанавливаемости.
Далее настоящее изобретение будет описано более детально со ссылкой на приведенные ниже Примеры.
<Пример 1>
Смешали в качестве порошкообразного сырьевого материала пшеничную муку (950 г ASW (Австралийская стандартная белая) с 9,5% белка) и порошкообразный картофельный крахмал (50 г) с водой для смешивания, которая получена растворением 3 г карбоната натрия и 10 г столовой соли в 350 мл воды, и затем раскатали, далее с использованием режущего ножа №20 (дисковый) получили нити лапши толщиной 1,30 мм. Использовали режущий ножевой валок (диаметр 37 мм, скорость вращения 200 оборотов в минуту, ширина соскребания 35 мм) и средства подачи потока воздуха 6 (ϕ 10 мм, отверстие 1 мм, шаг 10 мм, 15 отверстий в шахматном порядке, как показано на Фиг.4(а)), поток воздуха подавали на нити лапши под давлением 0,1 МПа (устройство с режущими ножами, приведенное на Фиг.1). После получения случайным образом уложенных мотков нитей лапши при установке скорости волнового конвейера 4,5 м/минуту, мотки нитей лапши подвергли непрерывному пропариванию и затем промыли 30 мл питьевой воды на одну порцию нитей лапши (100 г пропаренных нитей лапши). Нити лапши нарезали на порции массой 115 г и помещали в корзину, где провели сушку жаркой при температуре 150°C в течение 2 минут с использованием способа сушки жаркой в масле с получением обжаренной лапши быстрого приготовления с конечным содержанием влаги 2%.
<Пример 2>
Смешали в качестве порошкообразного сырьевого материала пшеничную муку (950 г, ASW, содержание белка 9,5%) и порошкообразный картофельный крахмал (100 г) с водой для смешивания, которая получена растворением 3 г карбоната натрия и 10 г столовой соли в 330 мл воды, и затем раскатали, далее с использованием режущего ножа № 20 (дисковый) получили нити лапши толщиной 1,30 мм. Использовали режущий ножевой валок (диаметр 37 мм, скорость вращения 200 оборотов в минуту, ширина соскребания 35 мм) и средства подачи потока воздуха 6 (ϕ 10 мм, отверстие 1 мм, шаг 10 мм, в линейном порядке, как приведено на Фиг.5(a)-5(b)), поток воздуха подавали на нити лапши под давлением 0,1 мПа. После получения случайным образом уложенных мотков нитей лапши при установке скорости волнового конвейера 4,5 м/минуту, мотки нитей лапши подвергли непрерывному пропариванию и затем промыли 30 мл питьевой воды на одну порцию нитей лапши (100 г пропаренных нитей лапши). Нити лапши нарезали на порции промытых нитей лапши массой 115 г и поместили в корзину, где провели сушку жаркой при температуре 150°C в течение 2 минут с использованием способа сушки жаркой в масле с получением обжаренной лапши быстрого приготовления с конечным содержанием влаги 2%.
<Пример 3>
Смешали в качестве порошкообразного сырьевого материала пшеничную муку (950 г, ASW, содержание белка 9,5%) и порошкообразный крахмал тапиоки (50 г) с водой для смешивания, которая получена растворением 5 г карбоната натрия и 10 г столовой соли в 350 мл воды, и затем раскатали, далее с использованием режущего ножа № 16 (дисковый) получили нити лапши толщиной 1,20 мм. Использовали режущий ножевой валок (диаметр 37 мм, скорость вращения 200 оборотов в минуту, ширина соскребания 35 мм) и средства подачи потока воздуха 6 (ϕ 10 мм, отверстие 1 мм, шаг 10 мм, 15 отверстий, расположенных в шахматном порядке, как приведено на Фиг.6, тип 1), поток воздуха подавали на нити лапши под давлением 0,15 мПа (устройство с режущими ножами, приведенное на Фиг.1). После получения случайным образом уложенных мотков нитей лапши при установке скорости волнового конвейера 4,5 м/минуту, мотки нитей лапши подвергли непрерывному пропариванию и затем промыли 20 мл жидкости для расправления (1,0% водный раствор «SOYAFIVE S» от Fuji Oil Co., Ltd.), распыленной на пропаренные нити лапши, нарезанные на порции массой 100 г. Затем нити лапши сушили на сушильной раме ϕ 120 мм при подаче потока воздуха. Нити лапши сушили в сушилке в течение 40 минут при температуре 80°C и скорости потока воздуха 4 м/с с получением прошедшей сушку воздухом сухой лапши быстрого приготовления с конечным содержанием влаги 10%.
<Сравнительный пример 1>
Условия, используемые в Сравнительном примере 1, аналогичны таковым в Примере 1, за исключением того, что средства подачи потока воздуха 6 устройства с режущими ножами в Примере 1 удалены, получили аналогичную прошедшую сушку горячим воздухом сухую лапшу быстрого приготовления.
<Сравнительный пример 2>
Условия, используемые в Сравнительном примере 2, аналогичны таковым в Примере 2, за исключением того, что средства подачи потока воздуха 6 устройства с режущими ножами в Примере 2 удалены, получили аналогичную прошедшую сушку горячим воздухом сухую лапшу быстрого приготовления.
<Сравнительный пример 3>
Условия, используемые в Сравнительном примере 3, аналогичны таковым в Примере 3, за исключением того, что средства подачи потока воздуха 6 устройства с режущими ножами в Примере 3 удалены, получили аналогичную прошедшую сушку горячим воздухом сухую лапшу быстрого приготовления.
Проводят следующую оценку сухой лапши быстрого приготовления, полученной по примерам 1-3 и Сравнительным примерам 1-3. Полученные результаты приведены в Таблице 3 ниже.
лямость пропаренных нитей лапши
Кроме того, состояние, когда полученные в Примере 1 нарезанные нити лапши образовали моток нитей лапши на волновом конвейере, такое же как приведенное на Фиг.8. Дополнительно, состояние, когда полученные в Сравнительном примере 1 нарезанные нити лапши образовали моток нитей лапши на волновом конвейере, такое же как приведенное на Фиг.9.
Как видно из Таблицы 3, наряду с Фиг.8 и 9, каждая нить лапши получена укладкой непредсказуемым случайным движением по настоящему изобретению, то есть, она не укладывается в непрерывное кольцо, а укладывается в противоположном, поперечном или прямом направлении по отношению к направлению движения. Из сравнения Примера 3 и Сравнительного примера 3 видно, что эффекты по существу сохраняются даже при сушке лапши горячим воздухом и тому подобное.
Как видно из приведенных выше результатов, настоящее изобретение позволяют придать случайное движение нитям лапши направленной подачей потоков воздуха на нити лапши и позволяет уменьшить число точек контактирования нитей лапши без образования выраженных продольных волн. Следовательно, настоящее изобретение позволяет подавить слипание нитей лапши в процессе проведения тепловой обработки пропариванием даже без придания сильно выраженных продольных волн. Поскольку можно испарять влагу на поверхности нитей лапши во время нарезания посредством подачи потока воздуха, то может быть получена удовлетворительная расправляемость.
Позиции на чертежах:
1 - устройство с режущими ножами
2a, 2b - нарезанная нить лапши
3 - желоб
4a, 4b - скребковые элементы
5 - лист теста
6 - средства подачи потока воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| БРИКЕТИРОВАННАЯ НЕСВАРЕННАЯ ЛАПША БЫСТРОГО ПРИГОТОВЛЕНИЯ | 2009 |
|
RU2484648C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ НИТЕЙ ЛАПШИ И СЫРАЯ ЛАПША | 2014 |
|
RU2667160C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СУШКИ ЛАПШИ БЫСТРОГО ПРИГОТОВЛЕНИЯ | 2013 |
|
RU2581484C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СУШКИ ЛАПШИ БЫСТРОГО ПРИГОТОВЛЕНИЯ | 2013 |
|
RU2587048C2 |
| СУХАЯ ЛАПША БЫСТРОГО ПРИГОТОВЛЕНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2011 |
|
RU2487555C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАПШИ БЫСТРОГО ПРИГОТОВЛЕНИЯ, ВЫСУШЕННОЙ ПОТОКОМ ГОРЯЧЕГО ВОЗДУХА ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ | 2009 |
|
RU2478305C2 |
| ЛАПША БЫСТРОГО ПРИГОТОВЛЕНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2011 |
|
RU2512290C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАПШИ БЫСТРОГО ПРИГОТОВЛЕНИЯ | 2009 |
|
RU2452207C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАПШИ БЫСТРОГО ПРИГОТОВЛЕНИЯ | 2014 |
|
RU2663579C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛАПШИ БЫСТРОГО ПРИГОТОВЛЕНИЯ И ЛАПША БЫСТРОГО ПРИГОТОВЛЕНИЯ | 2014 |
|
RU2609403C1 |
Изобретение относится к пищевой промышленности. Способ получения нитей лапши, в котором лист теста нарезают с использованием устройства с режущими ножевыми валками, включающего по меньшей мере пару режущих ножевых валков, скребковые элементы и средства подачи потока воздуха. Лист теста пропускают через режущие ножевые валки, нарезая, таким образом, лист теста на продольные нити лапши; нити лапши снимают с режущих ножевых валков с использованием скребковых элементов с разделением при этом на верхнюю и нижнюю нить мотков лапши; и поток воздуха подают на нарезанные нити лапши из средств подачи потока воздуха. Изобретение обеспечивает стабильное получение по существу прямых нитей лапши без выраженной продольной волнистости даже на скоростной производственной линии. 3 н. и 10 з.п. ф-лы, 9 ил., 3 табл., 6 пр.
1. Способ получения нитей лапши, в котором лист теста нарезают на нити лапши с использованием вращающегося нарезающего устройства, включающего по меньшей мере пару режущих ножевых валков, скребковые элементы и средства подачи потока воздуха, включающий по меньшей мере стадии:
пропускания листа теста через режущий ножевой валок для нарезания листа теста на нити лапши;
снятия нитей лапши с режущих ножевых валков с использованием скребковых элементов с разделением на верхние и нижние мотки нитей лапши; и
подачи потока воздуха на нарезанные нити лапши из средств подачи потока воздуха, причем средства подачи потока воздуха подают поток воздуха между нижними нитями лапши и верхними нитями лапши.
2. Способ по п.1, в котором поток воздуха представляет собой поток воздуха, который действует в направлении выталкивания нити лапши по направлению движения нитей лапши.
3. Способ по п.1 или 2, в котором поток воздуха, который подают на нити лапши из средств подачи потока воздуха, является направленным потоком.
4. Способ по п.1 или 2, в котором средства подачи воздуха включают пустотелый цилиндр или пустотелый призматический трубчатый элемент.
5. Способ по п.1 или 2, в котором средства подачи воздуха обеспечены множеством отверстий выхода потоков воздуха.
6. Способ по п.5, в котором отверстие выхода потока воздуха выполнено в виде полигональной щели, круга или овала.
7. Способ по любому из пп.1, 2, 6, в котором средства подачи воздуха установлены между верхними и нижними режущими ножевыми валками, и поток воздуха из средств подачи воздуха подается между верхними и нижними мотками нитей лапши, снятыми скребковыми элементами.
8. Способ по любому из пп.1, 2, 6, в котором средства подачи воздуха установлены между парой режущих ножевых валков, и также поток воздуха из средств подачи потока воздуха подается в положение, в котором поток воздуха направлен на каждый верхний и нижний моток нитей лапши.
9. Способ получения нитей лапши, в котором лист теста нарезают на нити лапши с использованием вращающегося нарезающего устройства, включающего по меньшей мере пару режущих ножевых валков, скребковые элементы и средства подачи потока воздуха, включающий по меньшей мере стадии:
пропускания листа теста через режущие ножевые валки для нарезания листа теста на нити лапши;
снятия нитей лапши с режущих ножевых валков с использованием скребкового элемента с разделением на верхние и нижние мотки нитей лапши;
подачи потока воздуха на нарезанные нити лапши из средств подачи потока воздуха с образованием, таким образом, по существу плоского мотка нитей лапши по существу без образования продольных волн в нитях лапши, причем средства подачи потока воздуха подают поток воздуха между нижними нитями лапши и верхними нитями лапши; и
предварительной желатинизации нитей лапши с последующей сушкой.
10. Способ по п.9, в котором по существу плоский моток нитей лапши образуется за счет собирания нитей лапши, движущихся случайным образом.
11. Способ по п.10, в котором по существу случайное движение мотка нитей лапши дает траекторию в форме кольца, поперечных волн и/или зигзага.
12. Способ по любому из пп.9-11, в котором устройства для пропаривания с использованием пара используют в качестве средства предварительной желатинизации.
13. Нити лапши для сухой лапши быстрого приготовления, полученные нарезанием листа теста на нити лапши с использованием вращающегося нарезающего устройства, включающего по меньшей мере пару режущих ножевых валков, скребковые элементы и средства подачи потока воздуха, причем средства подачи потока воздуха подают поток воздуха между нижними нитями лапши и верхними нитями лапши; при этом нарезанные нити лапши имеют «слипаемость» 35% или менее.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННЫХ МАКАРОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2094004C1 |
| US 6644174 B2, 11.11.2003 | |||
| WO 2010095185 A1, 26.08.2010 | |||

