Данное изобретение относится к изостатическим формам, применение которых для прессования порошков, из которых изготавливают керамическую плитку, широко известно.
Для обеспечения гомогенного уплотнения (прессования) порошка, что необходимо для того, чтобы избежать возникновения различий в размерах конечного продукта, один из штампов обычной керамической формы содержит металлическое основание, в котором задано воздушное пространство. Воздушное пространство закрыто деформируемой мембраной, контактирующей с порошком, и заполнено жидкостью, обычно маслом.
В воздушном пространстве может быть размещена сетка, состоящая из набора взаимосвязанных ячеек, к верхней стороне которой прикреплена мембрана.
Заполнение воздушного пространства маслом происходит при регулировании давления внутри штампа, вызывающего эластичную деформацию мембраны, которая остается в контакте с верхней частью сетки, к которой она прикреплена.
Известны варианты изостатических форм, в которых мембрана поддерживается металлическим основанием и связана с ним только на отстоящих друг от друга зонах, задавая, таким образом, прилегающие участки и участки, в которых мембрана взаимодействует с металлическим основанием и просто поддерживается им.
Введение масла под давлением между мембраной и уровнем ее опоры приводит к деформации мембраны, вызывая возникновение прилегающих и взаимодействующих раздутых участков, которые должны противодействовать прилагаемому давлению при прессовании изостатическим способом.
Характерным признаком обеих известных моделей изостатических форм является то, что они содержат постоянное количество масла в течение всего процесса формования, за исключением случаев протекания или иных потерь.
Часто в известных изостатических формах изостатический штамп, снабженный мембраной, является нижним штампом формы, который задает основание полости формы, в которую помещают порошок для прессования.
Широко распространенное применение изостатических форм ярко выделило ряд недостатков, возникающих в цикле прессования порошков при изготовлении заготовки плитки, которую затем обжигают.
Наиболее очевидные недостатки возникают вследствие того, что количество масла внутри воздушного пространства формы во время выполнения цикла остается постоянным. В действительности, химические и физические характеристики масла за счет старения изменяются, и оно может со временем стать агрессивным по отношению к мембране: принимая во внимание значительную нагрузку (которая может достигать сотен кг на см2), воздействию которой подвергается мембрана, это явление значительно укорачивает срок службы формы.
Более того, невозможно избежать небольших утечек и потерь масла во время срока службы формы, при этом утечки и потери изменяют поведение штампа, способствуя, например, возникновению так называемого «явления просвечивания», из-за которого рисунок сетки формы или сетки задней стороны плитки, которые обычно совпадают друг с другом, видны на самой плитке. Более того, в каждом случае, как при загрузке порошков в форму, так и при разгрузке, раздутые части мембраны могут являться причиной порчи плитки.
Во время загрузки порошков они вызывают неравномерное распределение самого порошка, что может приводить к различному уплотнению между участками мембраны, деформированными маслом, и участками, прикрепленными к железному основанию.
При извлечении плитки из полости, в которой она подвергалась формованию, эластичное воздействие штампа может приводить к дефектам или изломам самой плитки.
При выталкивании плитки раздутые участки мембраны выступают за верхнюю поверхность матрицы формы и трутся о вынимаемую плитку, что приводит к преждевременному износу участков мембраны и ее разрушению.
Задачей данного изобретения является устранение перечисленных выше недостатков посредством простого и экономичного решения.
Этой цели достигают посредством разработки системы для прессования порошков с использованием изостатической формы в соответствии с независимым пунктом формулы изобретения.
Система для прессования по данному изобретению предполагает использование изостатической формы известного, в целом, типа, связанной с приспособлениями для подачи и контроля содержащегося в ней масла. Приспособления для подачи и контроля содержат волюметрическое дозирующее устройство, используемое в каждом цикле прессования для подачи точного требуемого объема масла в штамп, приспособления для удаления всего содержащегося в штампе масла в каждом цикле прессования, и, наконец, приспособления для отправки масла из подушки обратно в резервуар, признаки перечисленных приспособлений описаны ниже.
При применении штампа оператор сначала определяет, какое количество масла должно находиться в подушке. В начале цикла прессования количество содержащегося в штампе масла равно нулю, или в любом случае является таким, чтобы не вызывать деформацию эластичной мембраны.
Такое положение сохраняется во время выполнения стадии загрузки порошка и в то время, когда на порошок во время выполнения стадии деаэрации оказывают невысокое давление.
По окончании выполнения этих стадий (или частично во время их выполнения) в форму вводят требуемый объем масла так, чтобы во время воздействия уплотнения форма находилась бы в обычной рабочей конфигурации, и давление уплотнения (прессования) распределялось бы изостатически.
По завершении уплотнения ранее введенное масло удаляют из формы, и она снова возвращается в первоначальное состояние.
Преимущества и структурно-функциональные характеристики изобретения станут очевидными из приведенного ниже подробного описания, не ограничивающего рамки изобретения примера его выполнения, проиллюстрированного посредством приведенного на чертеже изображения.
На чертеже схематично показан изостатический штамп в соответствии с изобретением вместе с соответствующей гидравлической диаграммой.
Как показано на чертеже, штамп 1 помещен в форму, причем на чертеже показана только матрица 2, формы, известные, противодействующие износу пластины 11 прикреплены по краю матрицы вровень с ее верхним краем. Штамп содержит металлический корпус 10.
Верхняя поверхность корпуса 10 снабжена набором (сетью) выемок 12 и соответствующих трубок 13, вертикальные сегменты которых ведут к центру участков, заданных выемками. Трубки 13 ведут к единому коллектору 14, который отходит в сторону за пределы корпуса 10.
Участки, заданные выемками 12, перед заливкой покрывают веществом, противодействующим прилипанию, и прикрепляют на этих участках эластичную мембрану 3 посредством вулканизации или полимеризации. В результате эластичная мембрана прикрепляется (прилипает) к металлическому корпусу только в выемках и по краю.
Порошок 4, предназначенный для уплотнения (прессования), помещают на мембрану 3. Когда по трубкам 13 вводят масло, оно распределяется в областях между выемками, вызывая раздувание расположенной над ним мембраны, которая таким образом обеспечивает изостатические свойства штампа.
Волюметрическое дозирующее устройство 5 схематично представлено на чертеже в виде цилиндра 51, в котором перемещается герметично подогнанный поршень 52, разделяя внутреннее пространство цилиндра на две камеры (части) 54 и 55.
Стержень 53 связан с устройством (датчиком) 56 для определения и измерения перемещения поршня, которое задает подаваемый дозирующим устройством объем масла.
Камера 54 цилиндра связана с резервуаром 6 для масла посредством насоса 7 и клапана 81.
Камера 55 дозирующего устройства связана с коллектором 14 посредством клапана 82 и связана с трубкой, соединяющей насос 7 и клапан 81, через клапан 83.
Коллектор 14 напрямую связан с резервуаром 6 посредством двухходового клапана 84.
Устройство работает следующим образом. Конфигурация системы, приведенная на чертеже, соответствует поднятому положению верхней поперечины пресса (на чертеже не показана).
Оператор заранее определяет объем масла, который он планирует ввести в штамп, на основании геометрии подушки, соответствующих показаний устройства 56, являющегося датчиком положения, и обеспечивая заполненность маслом трубок и камер 54 и 55 дозирующего устройства.
По окончании указанных процедур клапаны 81, 82, 83 и 84 вместе с устройством 56 соединяются с системой контроля формы, например, с программируемым логическим контроллером (PLC), которая регулирует последующие операции в зависимости от стадии цикла пресса.
Во время опускания поперечины и далее до стадии цикла прессования, которую может установить оператор, - обычно до стадии деаэрации, - конфигурация системы не меняется. По завершении указанной стадии система контроля почти одновременно проводит (вызывает): включение насоса 7, перемещение (на чертеже влево) затвора клапана 81 и перемещение (на чертеже вправо) затвора клапана 82. Насос под давлением подает масло в камеру 54 дозирующего устройства и поршень перемещается, перенося масло, находящееся в камере 55 дозирующего устройства, внутрь формы.
Как только устройство 56 подает сигнал о том, что требуемый объем масла перемещен под мембрану 3, что происходит перед прессованием, необходимым для обеспечения окончательного уплотнения плитки, затвор клапана 81 снова перемещается в центр, затвор клапана 82 снова перемещается влево. Тем самым штамп изолируется от дозирующего устройства и на последующих стадиях прессования действует как обычный изостатический штамп.
Во время выполнения последнего прессования, когда плитка уже уплотнена, сохраняется некоторое осевое давление на плитку. Затвор клапана 82 снова перемещается вправо, так же, как и затвор клапана 81. Осевое давление, действующее на плитку, сжимает мембрану 3, которая, в свою очередь, выталкивает находящееся в подушке масло. Таким образом масло может выйти из штампа через камеру 55 дозирующего устройства, которое, так как затвор клапана 81 сдвинут вправо, связан с резервуаром 6, следовательно, поршень 52 перемещается влево, возвращаясь в свое исходное положение.
Система контроля ожидает, пока штамп не будет полностью освобожден от масла, о чем судят по показаниям датчика положения 56, затем затвор клапана 82 перемещается влево, затвор клапана 81 снова перемещается в центр, и выполнение цикла прессования продолжают в обычном режиме.
Когда требуется заменить масло в подушке, выполняют следующую последовательность действий: затвор клапана 82 перемещается вправо, как и затвор клапана 84, затвор клапана 81 перемещается влево так, что он соединяет камеру 54 с насосной линией, в то время как штамп и камера 55 дозирующего устройства связаны с резервуаром 6, так что поршень 52 перемещается вправо, и масло, находящееся в штампе, направляется в резервуар. Когда поршень достигает заданного положения, что определяется датчиком положения 56, затвор клапана 82 перемещается влево, затвор клапана 84 перемещается влево, затвор клапана 83 перемещается влево и, наконец, затвор клапана 81 перемещается вправо, так что камера 55 оказывается связанной с насосом, в то время как камера 54 оказывается связанной с резервуаром, и, следовательно, стержень 53 поршня перемещается влево до тех пор, пока не достигнет положения, определяемого датчиком положения 56. Наконец, затвор клапана 83 перемещается влево, затвор клапана 84 перемещается влево, и затвор клапана 81 возвращается в центральное положение.
Изобретение относится к прессованию порошков и может быть использовано при изготовлении керамической плитки. Прессование порошка осуществляют в форме для изготовления керамики посредством штампа изостатического типа. Штамп содержит воздушное пространство, в котором находится такое количество масла, которое достаточно для поддержания эластичной мембраны для прессования. Для связи воздушного пространства в каждом цикле уплотнения порошка с резервуаром и подающим насосом предназначено волюметрическое дозирующее устройство. Данное устройство направляет требуемое количество масла в воздушное пространство и связано с устройством для определения и отсчета количества масла. Кроме того, дозирующее устройство связано с клапанами, служащими для подачи масла в воздушное пространство, задерживания его внутри и удаления. Таким образом, в воздушном пространстве на каждой стадии цикла уплотнения находится заранее заданный объем масла. В результате обеспечивается повышение качества прессованных изделий и износостойкости используемой оснастки. 3 з.п. ф-лы, 1 ил.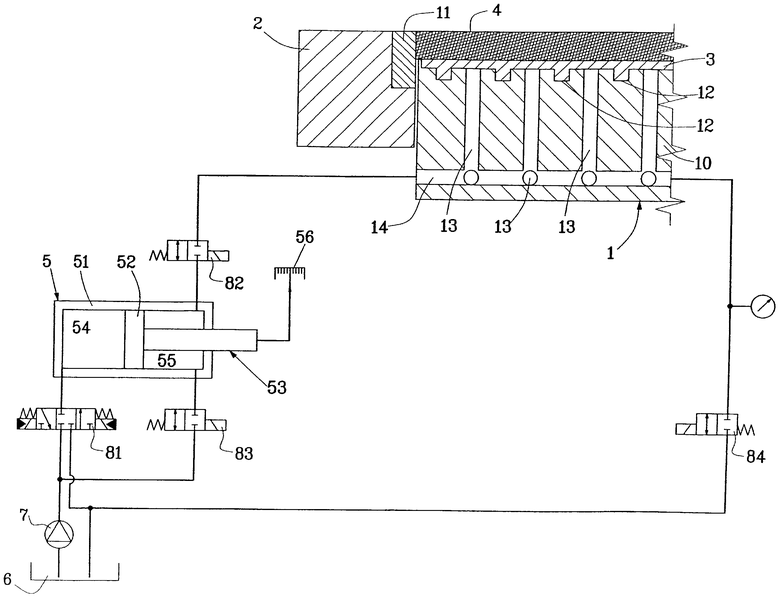
1. Система контроля уплотнения порошка в форме для изготовления керамики посредством штампа изостатического типа, содержащего воздушное пространство, в котором находится такое количество масла, которое достаточно для поддержания эластичной мембраны для прессования, при этом система содержит волюметрическое дозирующее устройство (5) для связи воздушного пространства в каждом цикле уплотнения с резервуаром (6) и подающим насосом (7), которое направляет требуемое количество масла в воздушное пространство упомянутой формы, при этом упомянутое дозирующее устройство связано с устройством (56) для определения и отсчета количества масла, подаваемого в воздушное пространство формы, и с клапанами (81, 82, 83), служащими для подачи, задерживания внутри и удаления масла из воздушного пространства формы для обеспечения присутствия в этом воздушном пространстве заранее заданного объема масла на каждой стадии цикла уплотнения порошка.
2. Система по п.1, отличающаяся тем, что воздушное пространство упомянутой формы посредством клапана (84) напрямую без прохождения через дозирующее устройство (5) связано с резервуаром (6) для масла.
3. Система по п.1, отличающаяся тем, что дозирующее устройство (5) состоит из цилиндра, разделенного поршнем (52) на две части (54, 55), при этом одна часть (54) связана с насосом (7) посредством трехходового клапана (81), а другая часть (55) связана с воздушным пространством упомянутой формы посредством двухходового клапана (82) и с трубкой подачи насоса (7) посредством двухходового клапана (83).
4. Система по п.3, отличающаяся тем, что поршень (52) содержит стержень, связанный с устройством (56), в качестве которого использован датчик положения.
| RU 2002121673 А, 27.02.2004 | |||
| Способ изостатического прессования фасонных изделий из порошков | 1990 |
|
SU1759551A1 |
| US 5080573 А, 14.01.1992. | |||

