Область техники
Настоящее изобретение относится в основном к поглощающим аппаратам железнодорожных вагонов, более конкретно к способу установки готовых смазочных вставок в корпусе поглощающего аппарата железнодорожных вагонов.
Уровень техники
Фрикционные поглощающие аппараты железнодорожных вагонов характеризуются наличием корпуса, имеющего закрытый задний конец, и фрикционного узла некоторых типов, установленного на открытом конце. Внутри корпуса, между фрикционным узлом и задним концом корпуса установлен пружинный узел, который может быть в виде витых пружин, эластомерных блоков или других подходящих упругих элементов.
На открытом конце корпус поглощающего аппарата имеет фрикционное отверстие, образованное двумя или более внутренними и сходящимися вовнутрь фрикционными поверхностями. Фрикционный узел установлен в рабочем сочетании с фрикционным отверстием корпуса поглощающего аппарата. Обычно фрикционный узел включает в себя ряд устанавливаемых во фрикционном отверстии фрикционных башмаков или органов с внешними фрикционными поверхностями, комплементарными внутренним фрикционным поверхностям фрикционного отверстия. Типичный фрикционный узел содержит также центральный клин, имеющий фрикционные поверхности, которые комплементарны внутренним фрикционным поверхностям фрикционных башмаков и в процессе работы взаимодействуют с ними таким образом, что при движении клина внутрь, вызванного осевыми силами, действующими на поглощающий аппарат, фрикционные башмаки прижимаются наружу к поверхностям фрикционного отверстия, в результате чего появляется высокое сопротивлению трению и происходит поглощение значительной части приложенных сил. Пружинный узел в корпусе служит для противодействия осевому движению фрикционных башмаков вовнутрь.
По причине относительного движения и сильного прижатия фрикционных башмаков к фрикционному отверстию в процессе работы поглощающего аппарата желательно помещать между ними смазочные вставки во время сборки поглощающего аппарата. Известно также, что для размещения вставок выполняют углубления во фрикционном отверстии корпуса поглощающего аппарата.
При использовании металлической смазочной вставки необходимы некоторые средства для ее удерживания в углублении до тех пор, пока не завершена сборка поглощающего аппарата и смазочная вставка не вошла прочно в углубление между фрикционными башмаками и фрикционным отверстием. Однако возможность удерживания смазочной вставки внутри углубления в поглощающем аппарате, который собирают через фрикционное отверстие, является проблемой. Если смазочные вставки не установлены должным образом и не входят прочно в углубления во фрикционном отверстии, то при скольжении башмаков они могут быть вытолкнуты или выдавлены из углублений и смещены, и не будут, как того требует их назначение, удерживаться между фрикционными башмаками и фрикционным отверстием.
Одно из решений данной проблемы включает в себя вбивание вручную каждой вставки в соответствующее углубление во фрикционном отверстии. Понятно, что это занимающий много времени процесс, который совершенно не пригоден для стандартизованных технологических процессов. Кроме того, бронзовые смазочные вставки, обладая очень полезными смазочными свойствами, являются слишком твердыми для того, чтобы их можно было легко вбить в углубления или канавки ручными инструментами.
Таким образом, имеется потребность в способе установки готовых смазочных вставок в корпусе поглощающего аппарата железнодорожных вагонов.
Сущность изобретения
Ввиду вышеизложенного, в качестве первого объекта изобретения предложен способ установки готовых смазочных вставок в корпусе поглощающего аппарата, имеющем участок фрикционного отверстия с внутренней поверхностью. Способ включает в себя следующие стадии: выполнение по меньшей мере двух углублений на внутренней поверхности фрикционного отверстия, причем каждое углубление выполняют такой формы, что оно может вмещать одну из готовых смазочных вставок; помещение в каждое углубление по одной из готовых смазочных вставок и одновременная запрессовка всех вставок в углубления с усилием, достаточным для того, чтобы вставки прочно вошли в углубления.
В одном из вариантов вставки изготовлены из металлических смазочных материалов. Предпочтительно, вставки имеют форму, комплементарную внутренней поверхности фрикционного отверстия и сопряженным скользящим поверхностям фрикционных органов, входящих в состав поглощающего аппарата железнодорожных вагонов. В одном из вариантов каждая вставка имеет в основном Н-образную форму.
Кроме того, способ по настоящему изобретению предпочтительно включает в себя стадию удерживания смазочных вставок в их соответствующих углублениях в корпусе до тех пор, пока данные вставки не вошли прочно в углубления. В одном из вариантов стадия удерживания вставок в их соответствующих углублениях включает в себя использование зажима. В другом варианте стадия удерживания вставок в их соответствующих углублениях включает в себя использование клея.
В качестве другого объекта изобретения предложен способ установки готовых смазочных вставок на неплоскую фрикционную поверхность сужающегося внутрь отверстия фрикционного узла для фрикционного поглощающего аппарата перед сборкой остальных компонентов поглощающего аппарата внутри его корпуса. Способ включает в себя следующие стадии: выполнение множества углублений на неплоской фрикционной поверхности отверстия фрикционного узла, причем каждое углубление выполняют такой формы, что оно может вмещать одну из готовых смазочных вставок; помещение в каждое углубление по одной из готовых смазочных вставок; удерживание каждой готовой смазочной вставки в ее соответствующем углублении независимо от других смазочных вставок; и одновременную запрессовку всех вставок в соответствующие углубления с усилием, достаточным для того, чтобы вставки прочно вошли в углубления.
Вставки изготовлены предпочтительно из металлических смазочных материалов. В наиболее предпочтительном варианте вставки изготовлены из бронзы. В одном из вариантов вставки имеют форму, комплементарную внутренней неплоской фрикционной поверхности отверстия фрикционного узла и сопряженным скользящим поверхностям фрикционных органов, входящих в состав фрикционного поглощающего аппарата. В одном из вариантов вставки имеют в основном Н-образную форму.
Согласно одному из вариантов способа, стадия удерживания вставок в их соответствующих углублениях включает в себя использование зажима. В качестве альтернативы стадия удерживания вставок в их соответствующих углублениях включает в себя использование клея.
В соответствии с другим объектом изобретения, предложен способ установки готовых смазочных вставок на V-образную фрикционную поверхность в основном шестиугольного сужающегося внутрь фрикционного отверстия фрикционного поглощающего аппарата. Соответствующий способ включает в себя следующие стадии: выполнение множества углублений на фрикционной поверхности фрикционного отверстия, причем каждое углубление выполняют такой формы, что оно может вмещать одну из готовых смазочных вставок; помещение одной из предварительно изготовленных смазочных вставок в каждое углубление, причем каждая смазочная вставка изготовлена из металлического смазочного материала и имеет форму, комплементарную углублению, в которое ее помещают; удерживание каждой готовой смазочной вставки в ее соответствующем углублении независимо от других смазочных вставок и одновременное вдавливание металлических смазочных вставок в их соответствующие углубления при помощи оправки с усилием, достаточным для того, чтобы вставки прочно вошли в углубления.
В одном из вариантов стадия удерживания указанных вставок в их соответствующих углублениях включает в себя использование зажима. В качестве альтернативы стадия удерживания вставок в их соответствующих углублениях включает в себя использование клея.
Предпочтительно, вставки имеют форму, комплементарную внутренней неплоской фрикционной поверхности отверстия фрикционного узла и сопряженным скользящим поверхностям фрикционных органов, входящих в состав фрикционного поглощающего аппарата. В одном из вариантов вставки имеют в основном Н-образную форму. Кроме того, оправка для одновременного вдавливания металлических смазочных вставок в указанные углубления имеет в основном шестиугольную форму поперечного сечения, при которой внешняя поверхность оправки комплементарна V-образной фрикционной поверхности фрикционного отверстия фрикционного поглощающего аппарата.
Перечень чертежей
Фиг.1 - частичный вид сбоку с разрезом стандартного поглощающего аппарата железнодорожных вагонов.
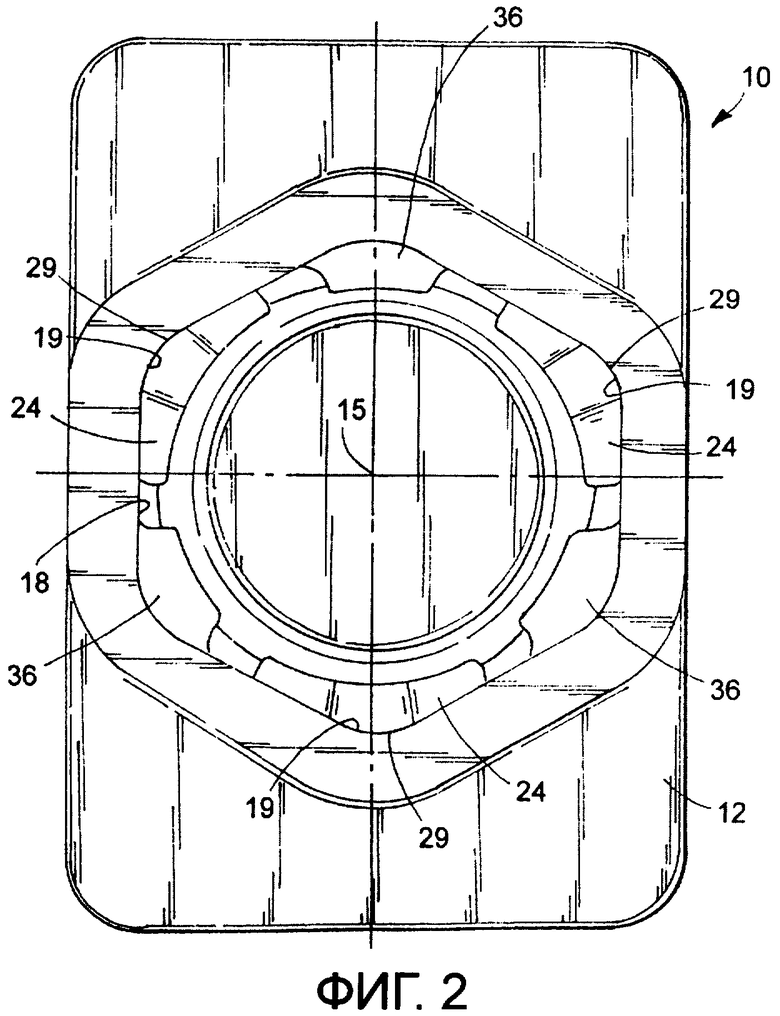
Фиг.2 - вид сверху поглощающего аппарата, показанного на фиг.1.
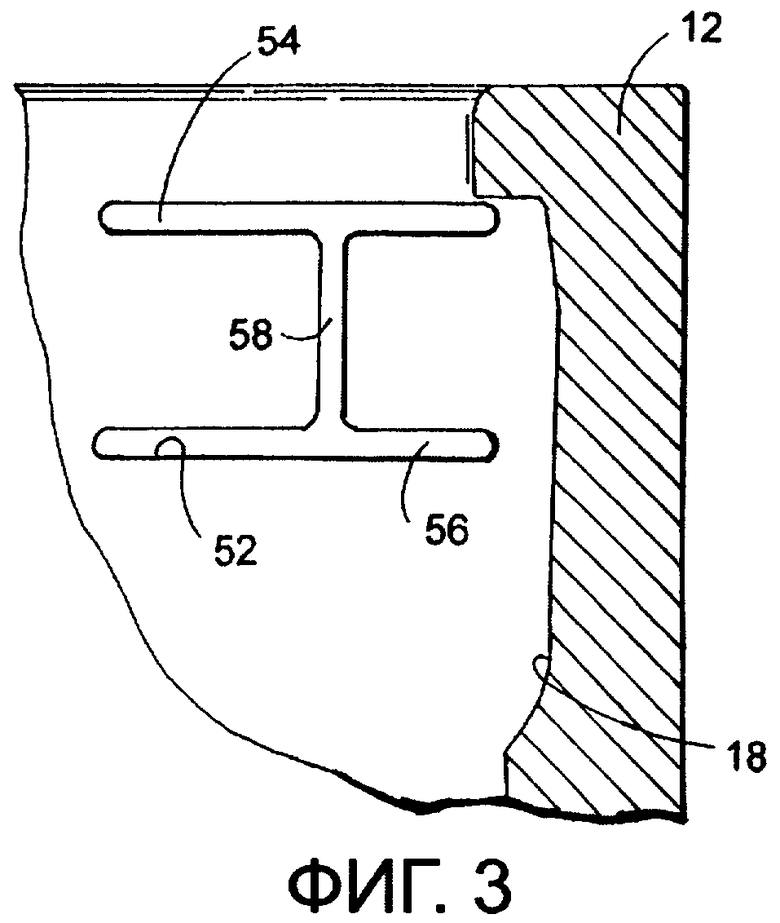
Фиг.3 - вид сбоку с разрезом в увеличенном масштабе одного из концов корпуса поглощающего аппарата.
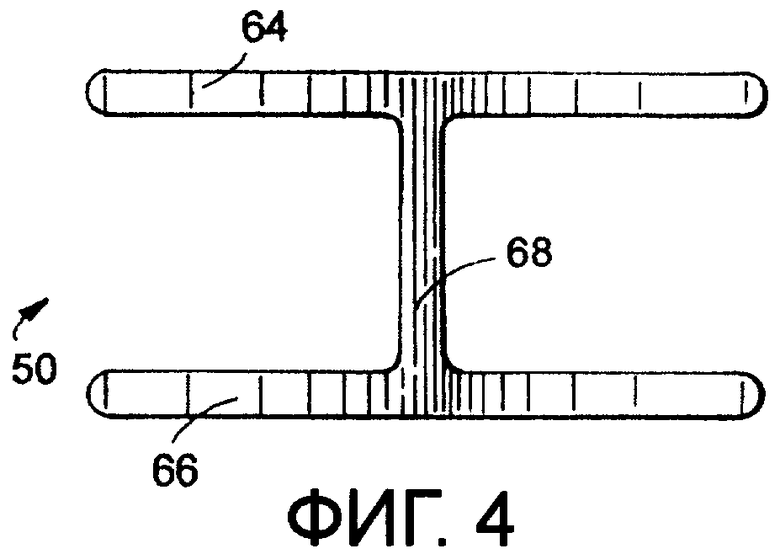
Фиг.4 - вид сбоку металлической смазочной вставки для поглощающего аппарата, показанного на фиг.3.
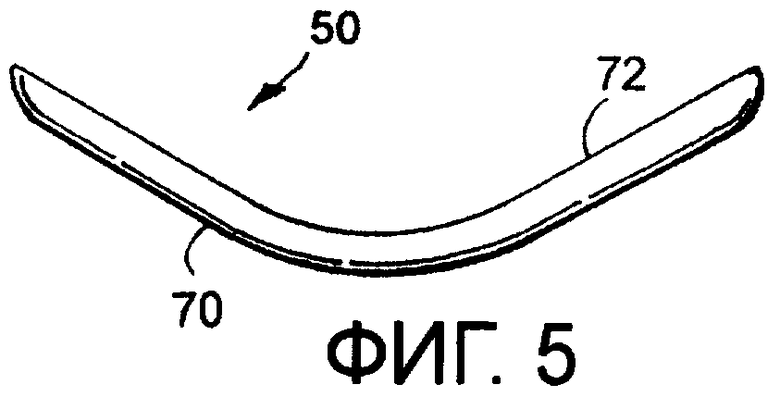
Фиг.5 - вид сверху металлической смазочной вставки, показанной на фиг.4.
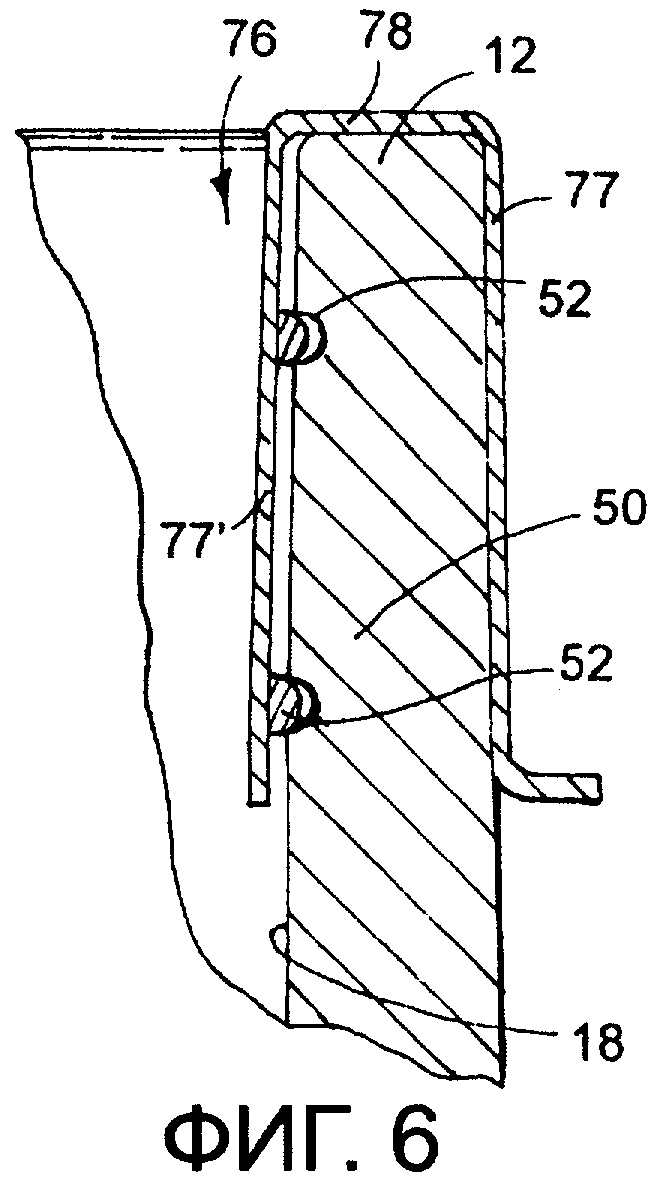
Фиг.6 - схематическое изображение смазочной вставки, удерживаемой в рабочем положении относительно корпуса поглощающего аппарата с помощью зажима.
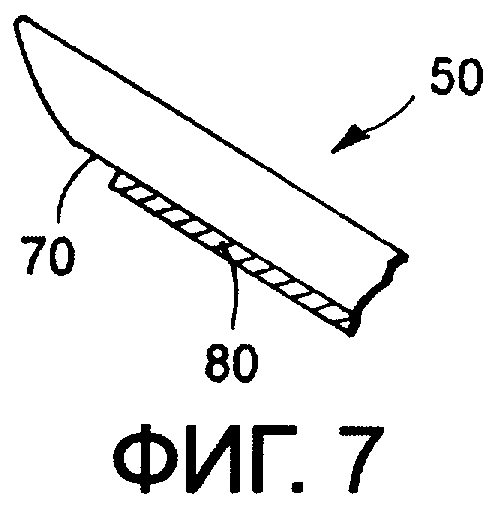
Фиг.7 - вид в увеличенном масштабе металлической смазочной вставки с клеем, нанесенным на ее внешнюю поверхность.
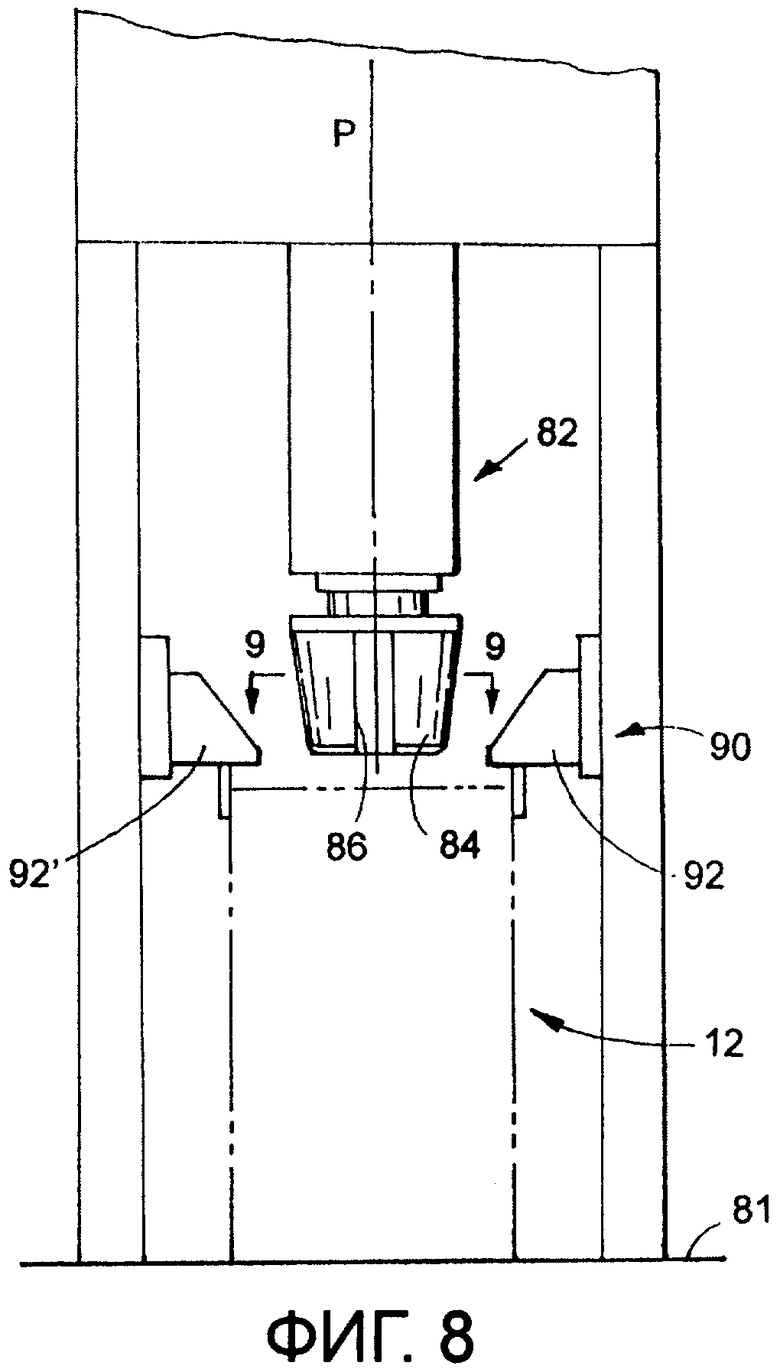
Фиг.8 - схематическое изображение пресса одного из видов, используемых для осуществления способа по настоящему изобретению.
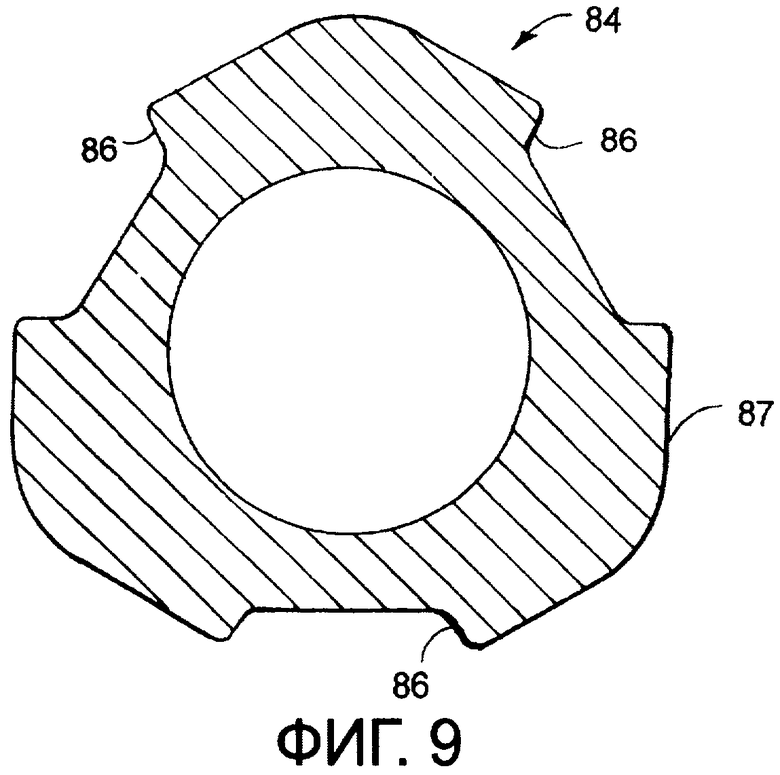
Фиг.9 - сечение по линии 9-9 на фиг.8.
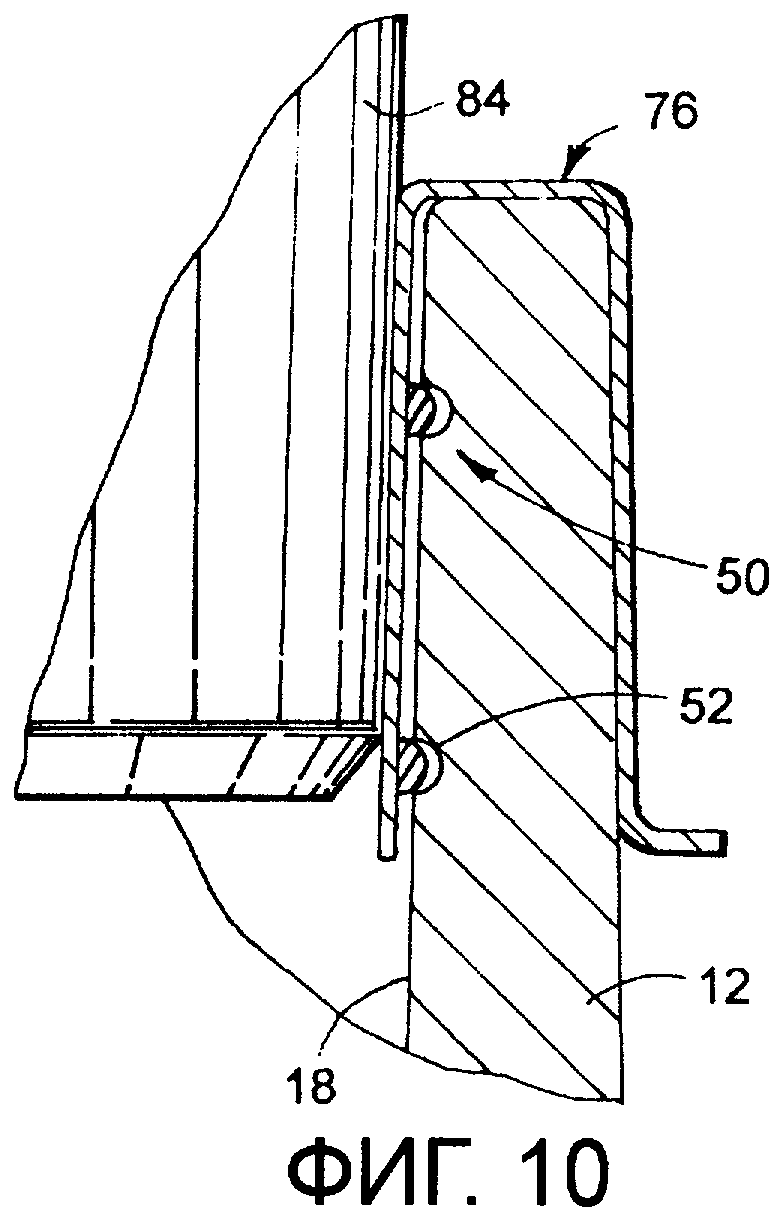
Фиг.10 - схематическое изображение одной стадии способа установки смазочных вставок в корпусе поглощающего аппарата;
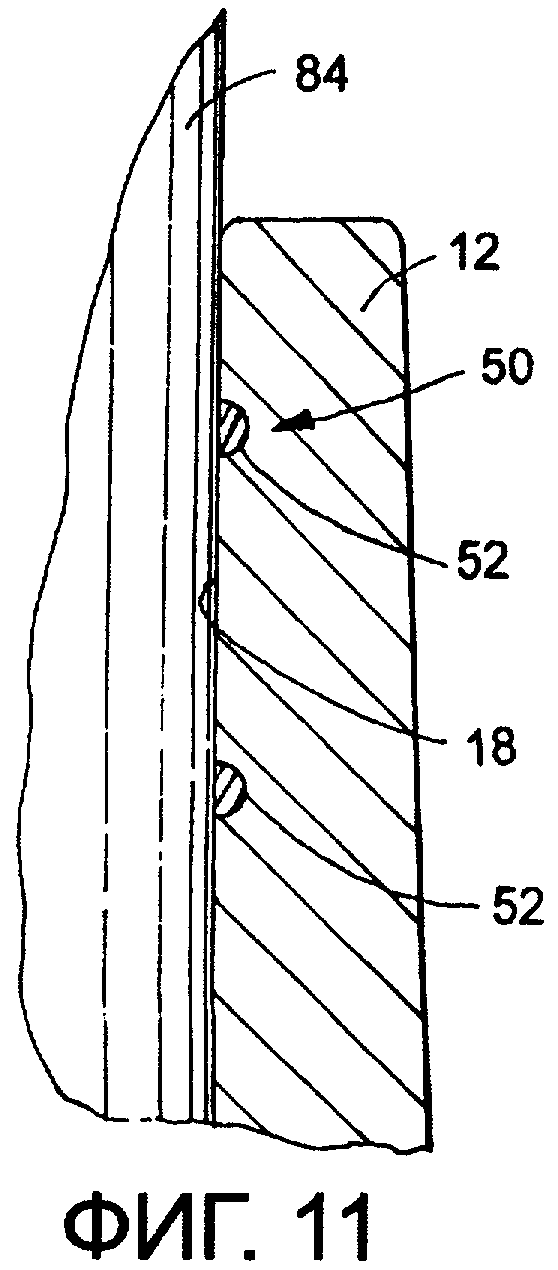
Фиг.11 - схематическое изображение другой стадии способа установки смазочных вставок в корпусе поглощающего аппарата.
Подробное описание изобретения
Поскольку возможны многочисленные варианты осуществления настоящего изобретения, ниже описан и проиллюстрирован чертежами предпочтительный вариант изобретения, при этом понятно, что в настоящем описании изложен только иллюстративный пример изобретения, которое не ограничено этим конкретным проиллюстрированным и описанным вариантом.
Что касается чертежей, в которых на всех видах одинаковые части обозначены одинаковыми позициями, на фиг.1 показан один из типов поглощающего аппарата железнодорожных вагонов, в целом обозначенного позицией 10, который изготовлен в соответствии со способом по настоящему изобретению. Поглощающий аппарат 10 включает в себя корпус 12 с закрытым задним конечным участком 14 и суженным участком 16, расположенными вдоль продольной оси 15. В суженном участке 16 выполнено фрикционное отверстие 18 общеизвестного типа, которое в иллюстрируемом варианте имеет в общем шестиугольное поперечное сечение. Как показано на фиг.2, фрикционное отверстие 18 имеет три в общем V-образные угловые фрикционные поверхности 19. В предпочтительном варианте фрикционные поверхности 19 фрикционного отверстия 18 сходятся в продольном направлении под малым углом по направлению к заднему конечному участку концу 14 корпуса 12.
Фрикционный узел, в целом обозначенный на фиг.1 позицией 20, установлен в рабочем сочетании с фрикционным отверстием 18 корпуса 12 поглощающего аппарата. В иллюстрируемом варианте фрикционный узел 20 включает в себя центральный клин 22 и группу из трех фрикционных башмаков или органов 24, расположенных между клином 22 и фрикционным отверстием 18.
Кроме того, поглощающий аппарат 10 содержит пружинный узел, в целом обозначенный на фиг.1 позицией 30. Пружинный узел 30 может иметь множество различных конструкций, не выходящих за пределы существа и объема настоящего изобретения. В показанном в качестве примера виде пружинный узел 30 содержит ряд эластомерных прокладок, расположенных между закрытым задним конечным участком 14 корпуса 12 и фрикционным узлом 20 с целью рассеивания ударной нагрузки и возвращения энергии во время работы поглощающего аппарата 10.
Фрикционные башмаки или органы 24 фрикционного узла 20 имеют одинаковую форму и каждый из них характеризуется наличием внешней V-образной фрикционной поверхностью 29, которая комплементарна в общем V-образным угловым фрикционным поверхностям 19 фрикционного отверстия 18, выполненного в корпусе 12 поглощающего аппарата. Как показано на фиг.1, фрикционные башмаки или органы 24 характеризуются также наличием наклонных в продольном направлении внутренних фрикционных поверхностей 26, которые взаимодействуют с комплементарными и наклонными в продольном направлении фрикционными поверхностями 28 клина 22 общеизвестным в технике образом.
В иллюстрируемом варианте клин 22 имеет также группу из трех расположенных по окружности радиальных наружных выступов 34 (только один из которых показан на фиг.1). Выступы 34 клина 22 способны входить в зацепление с группой из трех расположенных по окружности выступов 36 (фиг.2), направленных радиально внутрь к продольной оси 15 корпуса 12 от открытого конца фрикционного отверстия 18. Как хорошо известно, выступы 34 служат для рабочего взаимодействия с выступами 36 на корпусе 12 с целью удерживания клина 22 и фрикционных башмаков 24 в собранном состоянии внутри корпуса 12 под воздействием пружинного узла 30. Как известно, выступы 36 расположены в дополнительных углах шестиугольного фрикционного отверстия 18 между V-образными угловыми фрикционными поверхностями 19.
Внутренние концы фрикционных башмаков 24 контактируют в рабочем положении с кольцеобразной упорной плитой 40, установленной со скольжением в корпусе 12. Во время работы поглощающего аппарата 10 происходит гашение осевого движения клина 22 и башмаков 24 к закрытому конечному участку 14 корпуса 12 в ответ на ударное воздействие, прилагаемое к поглощающему аппарату 10, и пружинный узел 30, расположенный между упорной плитой 40 и закрытым задним конечным участком 14 корпуса 12, возвращает энергию удара.
Далее описан порядок установки готовых смазочных вставок 50 (фиг.1) между фрикционным отверстием 18 корпуса 12 поглощающего аппарата и внешними фрикционными поверхностями 29 фрикционных башмаков или органов 24. Важно, что целью установки смазочных вставок 50 между фрикционным отверстием 18 корпуса 12 поглощающего аппарата и внешними фрикционными поверхностями 29 фрикционных башмаков или органов 24 является незначительное уменьшение коэффициента трения соприкасающихся поверхностей, хотя такое некоторое уменьшение может иметь место, а скорее достижение постоянного или более равномерного тормозящего действия без существенного уменьшения величины силы трения между соприкасающимися поверхностями 29 и 19 фрикционных башмаков 24 и фрикционного отверстия 18 корпуса 12.
С этой целью способ установки готовых смазочных вставок 50 (фиг.1) между фрикционным отверстием 18 корпуса 12 поглощающего аппарата и внешними фрикционными поверхностями 29 фрикционных башмаков или органов 24 включает в себя выполнение на внутренней поверхности фрикционного отверстия 18 множества углублений или канавок 52. Все углубления или канавки 52 предпочтительно идентичны друг другу. Кроме того, каждое углубление 52 выполняют такой формы, что оно может вмещать одну из готовых смазочных вставок 50. В приведенном в качестве примера варианте углубления 52 выполнены на неплоских, в общем V-образных фрикционных поверхностях 29 фрикционного отверстия 18.
Как показано на фиг.3, каждое углубление 52 выполнено в виде Н-образной канавки. Подробное описание углублений 52 изложено в патенте США №4756295 на имя R.A.Carlstedt; соответствующие части этого патента включены в данное описание посредством ссылки. В показанном на фиг.3 примере каждое углубление 52 имеет первый участок 54 и второй участок 56, расположенные в целом параллельно друг другу и перпендикулярно к продольной оси 15 корпуса 12 поглощающего аппарата (фиг.1). Кроме того, каждое углубление 52 включает в себя соединительный участок 58, который соединяет участки 54 и 56. В одном из вариантов поперечные сечения участков 54, 56 и 58 в основном одинаковы.
Другая стадия способа установки готовых смазочных вставок 50 (фиг.1) между фрикционным отверстием 18 корпуса 12 поглощающего аппарата и внешними фрикционными поверхностями 29 фрикционных башмаков или органов 24 включает в себя помещение в каждое углубление или канавку 52 по одной из множества готовых смазочных вставок 50. Каждая готовая смазочная вставка 50 изготовлена из подходящего металлического смазочного материала. В одном из вариантов готовая смазочная вставка 50 является относительно тонкой и изготовлена предпочтительно из бронзы.
Для помещения в какое-либо одно из множества углублений или канавок 52, выполненных на внутренней поверхности фрикционного отверстия 18, готовая смазочная вставка 50 имеет форму, комплементарную углублению или канавке 52, в которую ее помещают. В примере, показанном на фиг.4, каждая смазочная вставка 50 имеет в целом Н-образную форму, включающую в себя первый участок 64 и второй участок 66, расположенные в целом параллельно друг другу. Каждая смазочная вставка 50 включает в себя также соединительный участок 68, который связывает участки 64 и 66. В одном из вариантов поперечные сечения участков 64, 66 и 68 по существу одинаковы.
Кроме того, как показано на фиг.5, каждая смазочная вставка 50 выполнена по контуру в общем V-образных угловых фрикционных поверхностей 19 (фиг.2). Поэтому каждая вставка 50 имеет внешнюю поверхность 70, которая комплементарна в общем V-образным угловым фрикционным поверхностям 19 (фиг.2) фрикционного отверстия 18, и внутреннюю поверхность72, которая комплементарна в общем V-образной внешней фрикционной поверхности 29 фрикционных башмаков или органов 24.
Другая стадия способа установки готовых смазочных вставок 50 (фиг.1) между фрикционным отверстием 18 корпуса 12 поглощающего аппарата и внешними фрикционными поверхностями 29 фрикционных башмаков или органов 24 предпочтительно включает в себя удерживание смазочных вставок 50 в их соответствующих углублениях или канавках 52. Данная стадия включает в себя удерживание каждой смазочной вставки 50 в каждом углублении 52 предпочтительно независимо друг от друга.
Для осуществления данной стадии, в варианте, показанном на фиг.6, каждая вставка 50 удерживается в ее соответствующей канавке 52 во фрикционном отверстии 18 корпуса 12 пружинным зажимом 76, имеющим в общем перевернутую U-образную форму. В примере, показанном на фиг.6, каждый пружинный зажим 76 имеет два взаимосвязанных, имеющих свободные концы и расположенных на расстоянии друг от друга относительно тонких пружинных плеча 77 и 77', соединенных на других концах мостиком 78. При правильной установке плечо 77 скользит вдоль внешней поверхности корпуса 12, в то время как плечо 77' скользит поверх смазочной вставки 50 и удерживает ее в соответствующем углублении 52, выполненном во фрикционном отверстии 18 корпуса 12, до тех пор, пока мостик 78 не дойдет до корпуса 12.
В качестве варианта, как показано на фиг.7, для осуществления стадии удерживания смазочных вставок 50 в их соответствующих углублениях или канавках 52 можно нанести слой подходящего клея 80 на всю внешнюю поверхность 70 первого участка 64 или ее часть, или на внешнюю поверхность второго участка 66 или обоих участков каждой смазочной вставки 50 перед тем как смазочная вставка 50 будет помещена в углубление или канавку 52. Понятно, что клей 80, нанесенный на часть или всю внешнюю поверхность 70 смазочной вставки 50, служит для удерживания вставки 50 в ее соответствующем углублении 52, как раз пока корпус 12 перемещают между участками сборки.
Времясберегающая усовершенствованная стадия способа установки готовых смазочных вставок 50 (фиг.1) между фрикционным отверстием 18 корпуса 12 поглощающего аппарата и внешними фрикционными поверхностями 29 фрикционных башмаков или органов 24 включает в себя одновременную запрессовку всех смазочных вставок 50 в углубления 52 корпуса 12 с усилием, достаточным для того, чтобы вставки были прочно установлены в углублениях 52. Прочная установка смазочных вставок 50 в их соответствующих углублениях 52 перед сборкой остальных компонентов поглощающего аппарата, то есть пружинного узла 30, упорной плиты 40, клина 22 и фрикционных башмаков 24, через фрикционное отверстие 18 внутри корпуса 12 обеспечивает очень полезное преимущество.
Стадия одновременной запрессовки смазочных вставок 50 в углубления 52 фрикционного отверстия 18 корпуса 12 с усилием, достаточным для прочной установки вставок 50 в углублениях 52, в одном из вариантов включает в себя использование гидравлического пресса, в целом обозначенного на фиг.8 буквой Р. Как правило, гидравлический пресс Р имеет опорную поверхность 81, расположенную под перемещаемым в вертикальном направлении поршнем или толкателем 82 пресса Р. На своем свободном конце поршень или толкатель 82 имеет оправку 84. Оправка 84 имеет форму, предназначенную для введения в осевом направлении во фрикционное отверстие 18 корпуса 12 поглощающего аппарата (фиг.11). С этой целью, как показано на фиг.9, оправка 84 имеет форму поперечного сечения с несколькими продольными углублениями 86. Углубления 86 имеют такую форму, что при аксиальном введении оправки 84 во фрикционное отверстие 18 корпуса 12 поглощающего аппарата оправка 84 может перемещаться вдоль оси мимо направленных внутрь выступов 36 корпуса 12 (фиг.2). Оправка 84 имеет в целом шестиугольную форму поперечного сечения, при которой внешняя поверхность 87 оправки имеет коническую в продольном направлении форму, комплементарную и близко параллельную, если не соответствующую конической в продольном направлении V-образной форме фрикционного отверстия 18 корпуса 12 и, предпочтительно, сопряженной скользящей поверхности 29 фрикционных башмаков 24.
В процессе установки готовых смазочных вставок 50 (фиг.1) между фрикционным отверстием 18 корпуса 12 поглощающего аппарата и внешними фрикционными поверхностями 29 фрикционных башмаков или органов 24, после того как корпус 12 поглощающего аппарата установлен должным образом под оправкой 84, смазочные вставки 50 помещают в каждое имеющееся углубление 52. Когда для удерживания на месте смазочных вставок 50 используют пружинные зажимы 76, пресс Р включают в работу, чтобы аксиально ввести оправку 84 во фрикционное отверстие 18. Как показано на фиг.10, оправку 84 вводят во фрикционное отверстие 18 корпуса 12 поглощающего аппарата до тех пор, пока оправка 84 не окажется в положении, непосредственно предшествующем ее контакту со смазочными вставками 50. Близко расположенная к ним оправка 84 препятствует выпадению смазочных вставок 50 из их соответствующих углублений 52. Затем оправку 84 останавливают и зажимы 76 вытаскивают, оставляя вставки 50 на месте. После этого оправку 84 дополнительно запрессовывают внутрь фрикционного отверстия 18 с усилием, достаточным, чтобы вдавить смазочные вставки 50 в углубления 52 во фрикционном отверстии 18 корпуса 12 (фиг.11).
Нанесение клея 80 на внешнюю поверхность 70 смазочных вставок 50 конечно исключает необходимость останавливать пресс Р, как в том случае, когда для удерживания смазочных вставок 50 на месте внутри углублений 52 используют зажимы 76. Вместо этого для правильного удерживания вставок 50 на месте, когда оправку 84 вводят во фрикционное отверстие 18 корпуса 12 поглощающего аппарата, служит клей 80. Как отмечено выше и показано на фиг.11, оправку 84 запрессовывают во фрикционное отверстие 18 с одновременным вдавливанием всех вставок 50 в углубления 52.
После того как вставки 50 прочно вошли в соответствующие углубления 52, оправку 84 извлекают из фрикционного отверстия 18 корпуса 12. Чтобы облегчить извлечение оправки 84 из фрикционного отверстия 18, оставляя вставки 50 прочно заделанными в углублениях 52, пресс Р может быть дополнительно снабжен извлекающим устройством 90. В варианте, показанном на фиг.8, извлекающее устройство включает пару неподвижных ограничителей 92 и 92', располагаемых на противоположных сторонах от корпуса 12 поглощающего аппарата и вертикально над ним после того как корпус 12 установлен в прессе Р под оправкой 84. Когда оправку 84 извлекают из фрикционного отверстия 18 (фиг.11), корпус 12 может иметь тенденцию к перемещению вверх вместе с оправкой 84. Если силы тяжести совместно с весом корпуса 12 недостаточно, чтобы отделить корпус 12 от оправки 84 после того как оправку 84 запрессовали во фрикционное отверстие 18, то для удержания и принудительного отделения корпуса 12 от движущейся вверх оправки 84 устанавливают ограничители 92 и 92'.
Описанная выше процедура является быстрой, простой и не требует высокой квалификации. Вышеуказанная процедура позволяет одновременно и должным образом устанавливать множество смазочных вставок в рабочем положении на неплоских фрикционных поверхностях сужающегося внутрь или V-образного шестиугольного фрикционного отверстия в корпусе фрикционного поглощающего аппарата до или во время сборки последнего. Благодаря вышеописанному способу отсутствует взаимная зависимость с другими операциями сборки поглощающего аппарата. Если требуется, корпуса поглощающих аппаратов со смазочными вставками, прочно вставленными в углубления фрикционного отверстия, можно хранить для дальнейшей сборки поглощающего аппарата в будущем.
Исходя из вышеизложенного, следует отметить, что в вышеописанный способ могут быть внесены различные модификации и вариации, не выходящие за пределы сущности и новой концепции настоящего изобретения. Кроме того, должно быть понятно, что в настоящем описании изложен пример изобретения, который не ограничивает изобретение конкретным описанным способом. Точнее, данное описание посредством нижеследующей формулы изобретения распространяется на все такие модификации и вариации, как входящие в сущность и объем формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрикционный поглощающий аппарат автосцепного устройства грузовых вагонов и способ его работы | 2023 |
|
RU2822346C1 |
| МОЩНЫЙ ФРИКЦИОННЫЙ ПОГЛОЩАЮЩИЙ АППАРАТ С УДЛИНЕННОЙ ВЕЛИЧИНОЙ ХОДА | 2005 |
|
RU2377152C2 |
| УЗЕЛ ПОГЛОЩАЮЩЕГО АППАРАТА ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА И СПОСОБ СБОРКИ ПОГЛОЩАЮЩЕГО АППАРАТА | 2014 |
|
RU2645576C2 |
| Поглощающий аппарат | 2019 |
|
RU2736971C1 |
| АППАРАТ ПОГЛОЩАЮЩИЙ | 2019 |
|
RU2773964C2 |
| ПОГЛОЩАЮЩИЙ АППАРАТ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА, ИМЕЮЩИЙ БОЛЬШОЙ РАБОЧИЙ ХОД | 2001 |
|
RU2225306C2 |
| УЗЕЛ ФОРМООБРАЗУЮЩИХ ВСТАВОК, ФОРМОВОЧНОЕ УСТРОЙСТВО И СПОСОБ ФОРМОВАНИЯ | 2018 |
|
RU2767273C2 |
| ПОГЛОЩАЮЩИЙ АППАРАТ | 2017 |
|
RU2670353C1 |
| УСТРОЙСТВО ДЛЯ ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ МАТЕРИАЛОВ | 2011 |
|
RU2482464C2 |
| АППАРАТ ПОГЛОЩАЮЩИЙ | 2021 |
|
RU2777343C1 |
Изобретение касается сборки поглощающего аппарата автосцепки железнодорожного вагона. При установке вставок выполняют углубления на внутренней поверхности фрикционного отверстия. Каждое углубление выполняют такой формы, что оно может вмещать одну из указанных готовых смазочных вставок. В каждое углубление помещают по одной из указанных готовых смазочных вставок и одновременно запрессовывают указанные вставки в указанные углубления с усилием, достаточным для того, чтобы указанные вставки прочно вошли в указанные углубления. Сокращается время и уменьшаются необходимые усилия на установку смазочной вставки в корпус поглощающего аппарата. 3 н. и 17 з.п. ф-лы, 11 ил.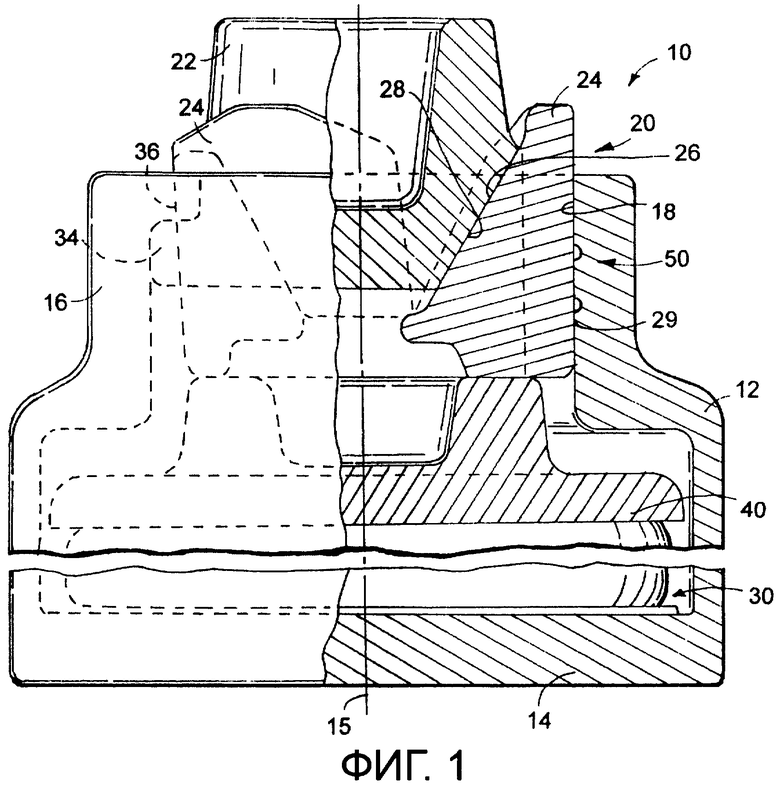
1. Способ установки готовых смазочных вставок в корпусе поглощающего аппарата, имеющем участок фрикционного отверстия с внутренней поверхностью, включающий в себя стадии:
выполнения по меньшей мере двух углублений на внутренней поверхности указанного фрикционного отверстия, причем каждое углубление выполняют такой формы, что оно может вмещать одну из указанных готовых смазочных вставок;
помещения в каждое углубление по одной из указанных готовых смазочных вставок и
одновременной запрессовки указанных вставок в указанные углубления с усилием, достаточным для того, чтобы указанные вставки прочно вошли в указанные углубления.
2. Способ по п.1, отличающийся тем, что указанные вставки изготовлены из металлических смазочных материалов.
3. Способ по п.1, отличающийся тем, что он дополнительно включает в себя стадию удерживания указанных вставок в их соответствующих углублениях указанного корпуса до тех пор, пока указанные вставки не запрессованы и не вошли прочно в указанные углубления.
4. Способ по п.3, отличающийся тем, что стадия удерживания указанных вставок в их соответствующих углублениях включает в себя использование одного или нескольких зажимов.
5. Способ по п.3, отличающийся тем, что стадия удерживания указанных вставок в их соответствующих углублениях включает в себя использование клея.
6. Способ по п.1, отличающийся тем, что указанные вставки имеют форму, комплементарную внутренней поверхности указанного фрикционного отверстия и сопряженным скользящим поверхностям фрикционных органов, входящих в состав поглощающего аппарата железнодорожных вагонов.
7. Способ по п.1, отличающийся тем, что указанные вставки имеют в основном Н-образную форму.
8. Способ установки готовых смазочных вставок на неплоскую фрикционную поверхность сужающегося внутрь отверстия фрикционного узла для фрикционного поглощающего аппарата перед сборкой остальных компонентов поглощающего аппарата внутри его корпуса, включающий в себя стадии:
выполнения множества углублений на неплоской фрикционной поверхности указанного отверстия фрикционного узла, причем каждое углубление выполняют такой формы, что оно может вмещать одну из указанных готовых смазочных вставок;
помещения в каждое углубление по одной из указанных готовых смазочных вставок;
удерживания каждой готовой смазочной вставки в ее соответствующем углублении независимо от других смазочных вставок; и
одновременной запрессовки указанных вставок в указанные углубления с усилием, достаточным для того, чтобы указанные вставки прочно вошли в указанные углубления.
9. Способ по п.8, отличающийся тем, что указанные вставки изготовлены из металлических смазочных материалов.
10. Способ по п.8, отличающийся тем, что указанные вставки изготовлены из бронзы.
11. Способ по п.8, отличающийся тем, что стадия удерживания указанных вставок в их соответствующих углублениях включает в себя использование зажима.
12. Способ по п.8, отличающийся тем, что стадия удерживания указанных вставок в их соответствующих углублениях включает в себя использование клея.
13. Способ по п.8, отличающийся тем, что указанные вставки имеют форму, комплементарную внутренней неплоской фрикционной поверхности отверстия фрикционного узла и сопряженным скользящим поверхностям фрикционных органов, входящих в состав указанного фрикционного поглощающего аппарата.
14. Способ по п.8, отличающийся тем, что указанные вставки имеют в основном Н-образную форму.
15. Способ установки готовых смазочных вставок на неплоскую фрикционную поверхность сужающегося внутрь фрикционного отверстия фрикционного поглощающего аппарата, включающий в себя стадии:
выполнения множества углублений на фрикционной поверхности указанного фрикционного отверстия, причем каждое углубление выполняют такой формы, что оно может вмещать одну из указанных готовых смазочных вставок;
помещения в каждое углубление по одной из указанных готовых смазочных вставок, причем каждая смазочная вставка изготовлена из металлического смазочного материала и имеет форму, комплементарную углублению, в которое ее помещают;
удерживания каждой готовой смазочной вставки в ее соответствующем углублении независимо от других смазочных вставок; и
одновременного вдавливания указанных металлических смазочных вставок в указанные углубления при помощи оправки с усилием, достаточным для того, чтобы указанные вставки прочно вошли в указанные углубления.
16. Способ по п.15, отличающийся тем, что стадия удерживания указанных вставок в их соответствующих углублениях включает в себя использование одного или нескольких зажимов.
17. Способ по п.15, отличающийся тем, что в котором стадия удерживания указанных вставок в их соответствующих углублениях включает в себя использование клея.
18. Способ по п.15, отличающийся тем, что указанные вставки имеют форму, комплементарную неплоской фрикционной поверхности фрикционного отверстия и сопряженным скользящим поверхностям фрикционных органов, входящих в состав указанного фрикционного поглощающего аппарата.
19. Способ по п.15, отличающийся тем, что указанные вставки имеют в основном Н-образную форму.
20. Способ по п.15, отличающийся тем, что указанная оправка для одновременного вдавливания указанных металлических смазочных вставок в указанные углубления имеет форму поперечного сечения, при которой внешняя поверхность оправки комплементарна неплоской фрикционной поверхности фрикционного отверстия указанного фрикционного поглощающего аппарата.
| US 20060043045 A1, 02.03.2006 | |||
| US 6488162 B1, 02.12.2002 | |||
| US 5590797 A, 07.01.1997 | |||
| US 4576295 A1, 18.03.1986. |

