Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах для штамповки крупногабаритных деталей из листовых материалов (металлов и неметаллов), преимущественно для штамповки-вытяжки крупногабаритных кузовных деталей автомобилей, тракторов, сельхозмашин, бытовой и другой техники на листоштамповочных прессах простого, двойного и тройного действий, а также на листоштамповочных многопозиционных автоматах.
Известен способ торможения фланца заготовки при вытяжке сложной крупногабаритной детали, включающий укладку плоской заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы, втягивание центральной части заготовки пунсоном в рабочую полость матрицы вдоль контура в плане, состоящего из прямолинейных или близких к прямолинейным криволинейных отрезков с закругленными угловыми отрезками из точек сопряжения этих отрезков контура, с одновременным торможением фланца заготовки при помощи перетяжных ребер и порогов, расположенных эквидистантно контуру рабочий полости матрицы в плане (Романовский В.П. Справочник по холодной штамповке. - С.-Пб.: Машиностроение, 1979, с.180, рис.157 и с.182, рис.159).
Недостатком известного способа торможения фланца заготовки при вытяжке является то, что в участках фланца заготовки за эквидистантно расположенными перетяжными ребрами создается сжато-растянутая схема напряженно-деформированного состояния (НДС), которая способствует нежелательному складкообразованию заготовки под действием сжимающих напряжений.
Известен штамп для вытяжки полых деталей, в котором в процессе вытяжки на стадии торможения фланца заготовки применяют перетяжное ребро с тремя участками, составляющих в плане ломанную линию, центральный участок расположен эквидистантно противолежащему ему отрезку контура в плане рабочей полости матрицы, а периферийные участки ребра составляют с центральным отрезком контура в плане рабочей полости матрицы угол, не превышающий 90 градусов (Ананченко И.Ю., Ерофеев А.В., Пашутин В.П. и Жарков В.А. Штамп для вытяжки полых деталей. Авторское свидетельство 1530301, В21D 22/20, 23.12.89, бюл. 47). Недостатком этого штампа является то, что перетяжное ребро расположено только напротив одного участка контура полости матрицы.
Задачей изобретения является разработка способа торможения фланца заготовки при вытяжке детали из плоской или пространственной листовой заготовки, в котором в процессе вытяжки при торможении заготовки в зонах фланца заготовки за перетяжными ребрами создается схема напряженно-деформированного состояния в виде двухосного растяжения по поверхности заготовки; эта схема препятствует нежелательному складкообразованию заготовки.
Поставленная задача достигается тем, что торможение фланца заготовки осуществляют одним или несколькими рядами перетяжных ребер, первое от контура полости матрицы ребро напротив прямолинейных или близких к прямолинейным выпуклых криволинейных отрезков контура в плане рабочей полости матрицы выполняют эквидистантно противолежащему ему отрезку контура, а напротив точек сопряжений и закругленных угловых отрезков контура перетяжное ребро на двух концах выполняют изогнутым в сторону края заготовки и таким образом обеспечивают в зоне заготовки между двумя изогнутыми участками перетяжного ребра схему напряженно-деформированного состояния в виде двухосного растяжения и тем самым исключают складкообразование заготовки. По сравнению с вытяжкой деталей со способом торможения при помощи традиционных эквидистантно расположенных за проемом матрицы перетяжных ребер, новый способ торможения фланца заготовки при вытяжке деталей за счет исключения складкообразования заготовки дает повышение точности вытянутой детали, уменьшение размеров заготовки и нормы расхода листового материала на одну деталь.
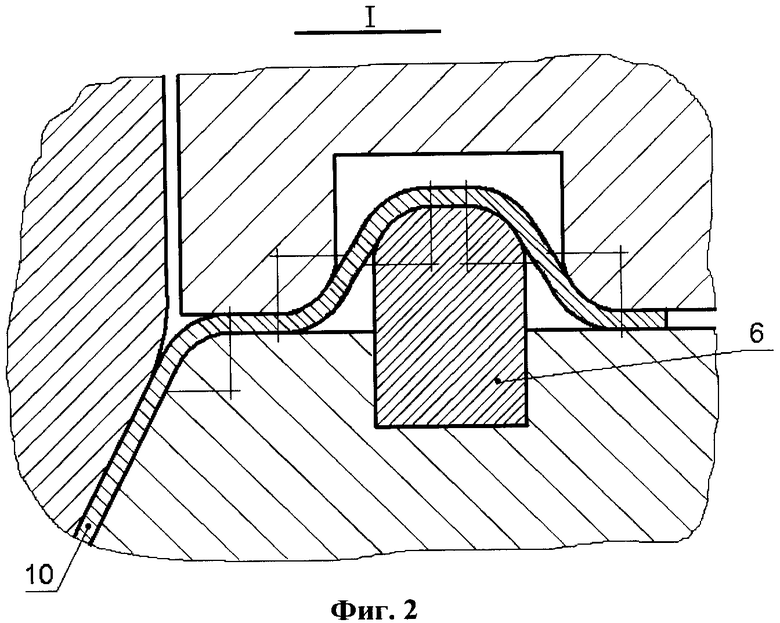
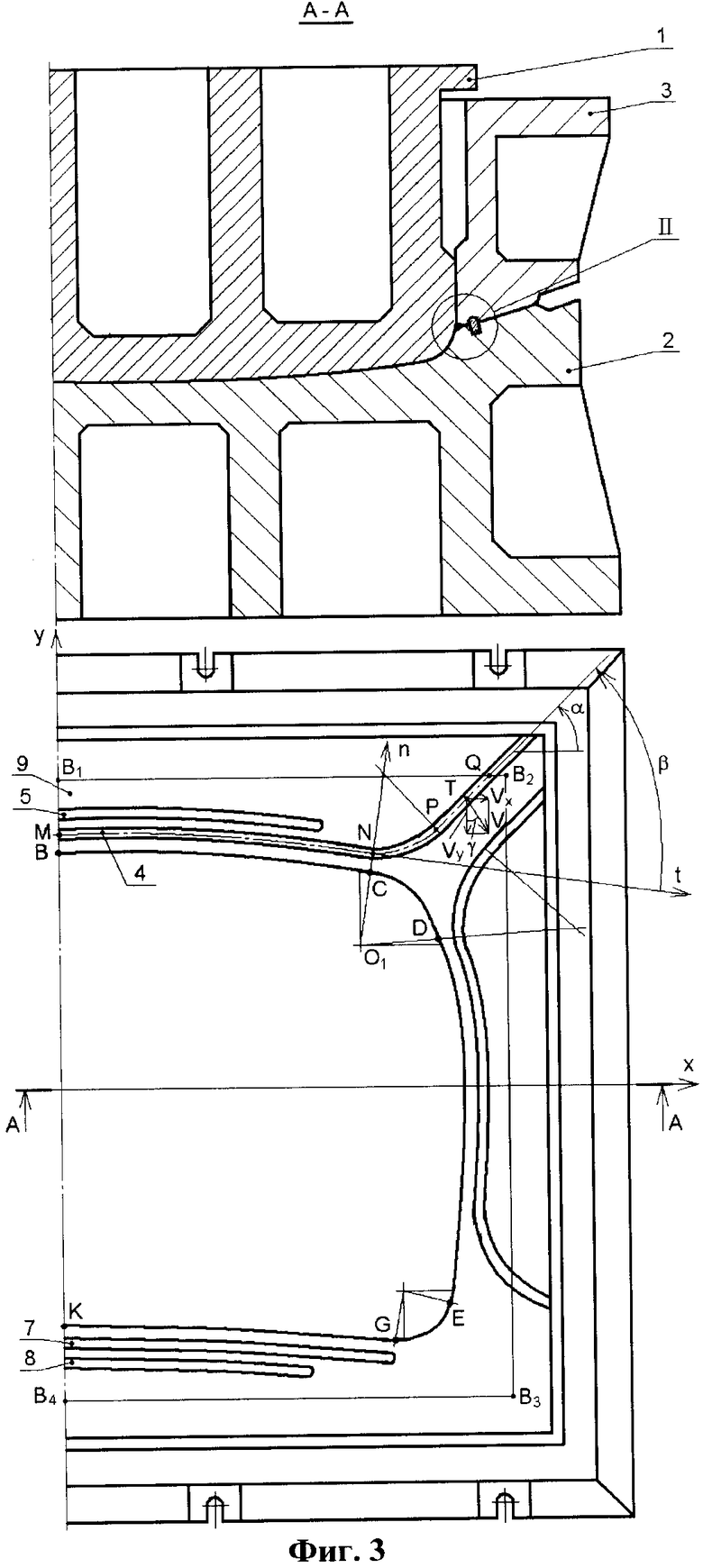
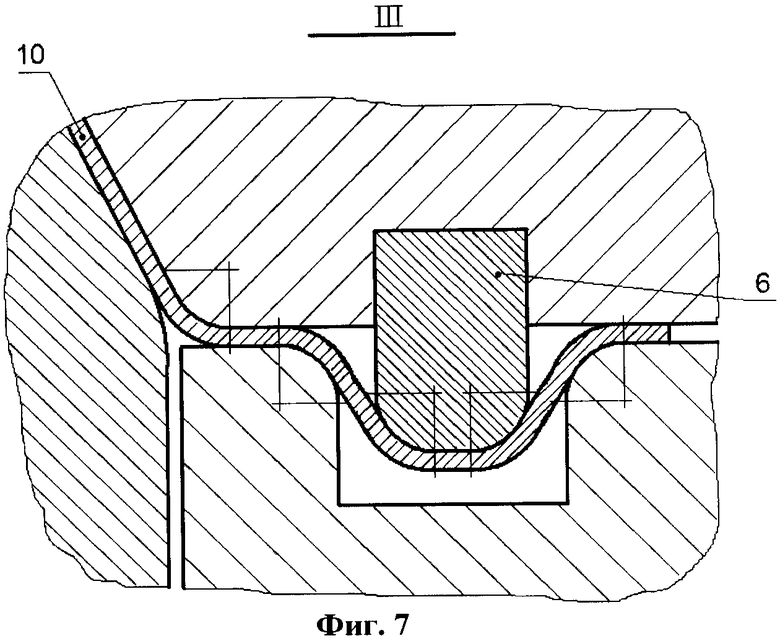
Сущность изобретения по варианту 1 характеризуется фиг.1 и фиг.2. На фиг.1 вверху показано сечение А-А штампа для осуществления нового способа торможения фланца заготовки при вытяжке детали на прессе двойного или тройного действия в конечный момент вытяжки детали в крайнем нижнем положении наружного и внутреннего ползунов пресса, а внизу - вид сверху на матрицу без пуансона, прижимной плиты и вытянутой детали, на фиг.2 - выносной элемент в виде увеличенного изображения части сечения штампа с перетяжным ребром. Из условия симметрии вытягиваемой детали и штампа на фиг.1 показана лишь правая половина штампа. Плоскостью симметрии крупногабаритных деталей типа наружных и внутренних панелей капота, крышки багажника, крыши и других может быть плоскость симметрии кузова легкового автомобиля, кабины грузового автомобиля и других машин и механизмов, которые собираются из таких деталей.
Способ реализуется следующим образом. Вырубленную из листового материала заготовку 9 укладывают на прижимную поверхность матрицы 2. При ходе наружного ползуна пресса вниз при помощи закрепленной на нем прижимной плиты 3 осуществляют формовку заготовки 9 перетяжными ребрами 4, 5, 6, 7, 8 и прижим фланца заготовки по развертывающейся прижимной поверхности матрицы 2. При ходе внутреннего ползуна пресса вниз закрепленный на этом ползуне пуансон 1 касается заготовки 9 и начинает втягивать эту заготовку в рабочую полость матрицы 2.
В процессе вытяжки торможение фланца заготовки осуществляют силой прижима наружным ползуном пресса двойного или тройного действия и перетяжными ребрами 4, 5, 6, 7, 8. Центральный участок MN первого от контура полости матрицы 2 перетяжного ребра 4 напротив прямолинейного или близкого к прямолинейному криволинейного выпуклого отрезка ВС контура в плане рабочей полости матрицы 2 выполняют эквидистантно противолежащему ему отрезку контура ВС. Напротив точки сопряжения С и закругленного углового отрезка CD перетяжное ребро 4 на двух концах выполняют из двух участков NP и PQ. Первый участок перетяжного ребра NP от точки сопряжения N с центральным участком MN выполняют изогнутым с большой кривизной в сторону от контура рабочей полости матрицы 2. Второй участок перетяжного ребра PQ с нулевой или малой кривизной продолжает первый участок NP до пересечения с исходным контуром B1B2 заготовки 9. Угол β между касательной "t" в точке сопряжения N центрального участка перетяжного ребра MN с первым участком NP этого ребра 4 и касательной в точке пересечения Q вторым участком PQ ребра 4 контура B1B2 исходной заготовки 9 не превышает 90°.
Чаще всего для вытяжки деталей применяют прямоугольную заготовку В1В2В3B4, показанную на фиг.1. При формоизменении заготовки существуют две составляющие вектора перемещения V частицы заготовки, например, частицы Т (фиг.1): горизонтальная составляющая Vx, которая параллельна оси "x", и вертикальная составляющая Vy, которая параллельна оси "у". Если бы мы не установили перетяжное ребро 4, то в процессе вытяжки, при прочих равных условиях, вектор V перемещения частицы Т был бы направлен приблизительно по нормали к отрезку CD контура полости матрицы, а именно, по линии O1T, и горизонтальная составляющая Vx была бы направлена к оси "у", имела отрицательное значение и способствовала сжатию и складкообразованию зоны заготовки напротив отрезка ВС контура полости матрицы. Устанавливая перетяжное ребро 4, мы изменяем кинематику течения заготовки, а именно, мы существенно затрудняем перемещение частиц заготовки вдоль перетяжного ребра и разрешаем этим частицам перемещаться, в основном, поперек перетяжного ребра. Так как перемещение частиц вдоль перетяжного ребра затруднено, то направление вектора перемещения частиц V становится близким к направлению нормали к оси перетяжного ребра, как показано на фиг.1 для частицы Т. Горизонтальная составляющая Vx вектора перемещения частиц заготовки V через два изогнутых участка NP и PQ перетяжного ребра 4 становится положительной, так как направлена в положительном направлении оси "x", что видно на фиг.1 для частицы Т. Аналогично в левой, симметричной от оси "у", части заготовки, которая не показана на фиг.1, горизонтальная составляющая Vx вектора перемещения частиц заготовки V через два изогнутых участка перетяжного ребра 4 становится отрицательной, так как направлена в отрицательном направлении оси "x". Вследствие этого в зоне MNPTQB1 фланца заготовки 9 внутри двух изогнутых краев перетяжного ребра 4 (точнее, между изогнутыми участками NP, PQ перетяжного ребра 4 справа и слева от оси симметрии "у") создается благоприятная для формоизменения схема напряженно-деформированного состояния в виде двухосного растяжения по поверхности заготовки, складкообразования в этой зоне MNPTQB1 не происходит, за счет чего качество поверхности вытянутой детали улучшается.
Здесь под двухосным растяжением принимают первое основное растяжение заготовки по нормали "n" к контуру BCDEGK в плане полости матрицы 2 при втягивании заготовки 9 пуансоном 1 в полость матрицы 2, и второе растяжение в перпендикулярном к первому направлении по срединной поверхности заготовки.
Составляющие Vx, Vy вектора перемещения частиц заготовки V равны Vx=Vsinγ, Vу=Vcosγ, где γ - угол между вектором V и вертикалью (фиг.1). На оси симметрии "у" угол γ равен нулю, и Vx=0, Vy=V. Вектор перемещения частиц заготовки V и угол γ существенным образом зависят от углов α и β отклонения перетяжного ребра 4 от контура матрицы, а также от многих других параметров процесса вытяжки. При помощи теоретических и экспериментальных исследований, а также при наладке штампа для вытяжки угол отклонения α перетяжного ребра 4 в сторону от проема матрицы 2 устанавливают таким образом, чтобы горизонтальная составляющая Vx вектора перемещения частиц заготовки V через два изогнутых участка NP и PQ перетяжного ребра 4 была как можно большей и положительной, как показано на фиг.1.
Эти же обоснования отклонения оси перетяжного ребра от контура полости матрицы применимы при использовании не только прямоугольной, но и фигурной заготовки.
Одновременно изогнутые участки NP, PQ перетяжного ребра 4 справа и слева от оси симметрии "у" препятствуют передаче сжимающих напряжений от участков фланца заготовки 9, находящихся напротив закругления CD контура полости матрицы 2 в плане, к участкам фланца заготовки 9, находящимся между изогнутыми участками перетяжного ребра 4. Это обстоятельство, в свою очередь, способствует созданию в участках фланца заготовки 9 между изогнутыми участками перетяжного ребра 4 схемы двухосного растяжения материала.
В условиях двухосного растяжения зоны заготовки обладают большей способностью пластически деформироваться, и при этом для образования какой-то части поверхности готовой детали потребуется меньшая площадь заготовки, чем в условиях сжато-растянутой схемы напряженно-деформированного состояния зон заготовки для случая деформирования в традиционном штампе с перетяжными ребрами, эквидистантными контуру полости матрицы. Следовательно, за счет применения перетяжного ребра с изогнутыми от проема матрицы участками размеры заготовки можно уменьшить и получить экономию материала.
Изменяя угол α наклона изогнутых от проема матрицы участков перетяжного ребра 4, можно управлять перемещением частиц заготовки через изогнутые от проема матрицы периферийные участки ребра 4, и соответственно, изменять напряженно-деформированное состояние зон фланца заготовки напротив этого ребра 4 и, тем самым, надежно исключить складкообразование заготовки в этих зонах.
Аналогично за счет изгиба краев перетяжного ребра 6 от полости матрицы 2 осуществляют рациональное, без складкообразования заготовки, торможение фланца заготовки 9 напротив других отрезков контура рабочей полости матрицы 2, как показано на фиг.1 для отрезка контура матрицы DE.
Если не принимать мер по надежному исключению складкообразования заготовки, то в процессе вытяжки и втягивания заготовки в рабочую полость матрицы складки на фланце заготовки могут перейти на поверхность готовой детали, что приведет к снижению качества этой детали или даже к ее браку. На производстве для устранения складкообразования заготовки потребуется останов автоматической линии штамповки и доработка штампа для вытяжки, что приведет к большим производственным издержкам и повышению себестоимости изготовления данной детали.
После вытяжки при обратном ходе сначала внутреннего, а затем наружного ползунов пресса вверх вытянутая деталь 10 (фиг.2) остается в матрице 2 и удаляется из нее средствами механизации.
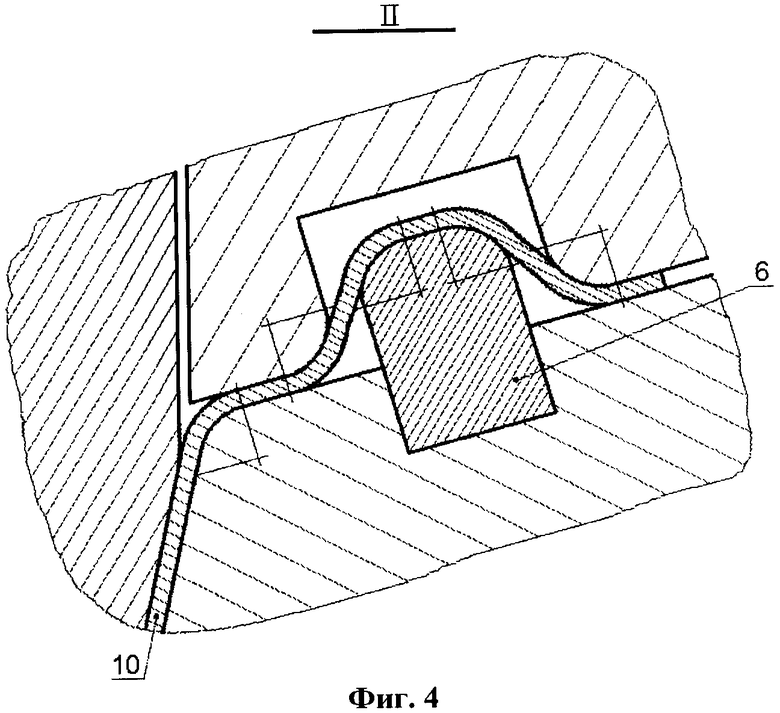
По варианту 2 (фиг.3 и фиг.4) перетяжные ребра размещают аналогично варианту 1, но не на плоской, а на пространственной, развертывающейся или близкой к развертывающейся, прижимной поверхности матрицы 2.
Под развертывающейся поверхностью здесь понимают поверхность, которая может быть развернута на плоскость. Во всех точках такой поверхности гауссова кривизна равна нулю. Простыми примерами развертывающейся поверхности являются цилиндрическая и коническая. Перед вытяжкой фланец заготовки прижимается прижимной плитой по пространственной, близкой к развертывающейся, прижимной поверхности матрицы без существенного, которое может перейти на поверхность готовой детали, складкообразования, и затем в процессе вытяжки фланец заготовки втягивается пуансоном в полость матрицы также без существенного складкообразования при благоприятных условиях деформирования.
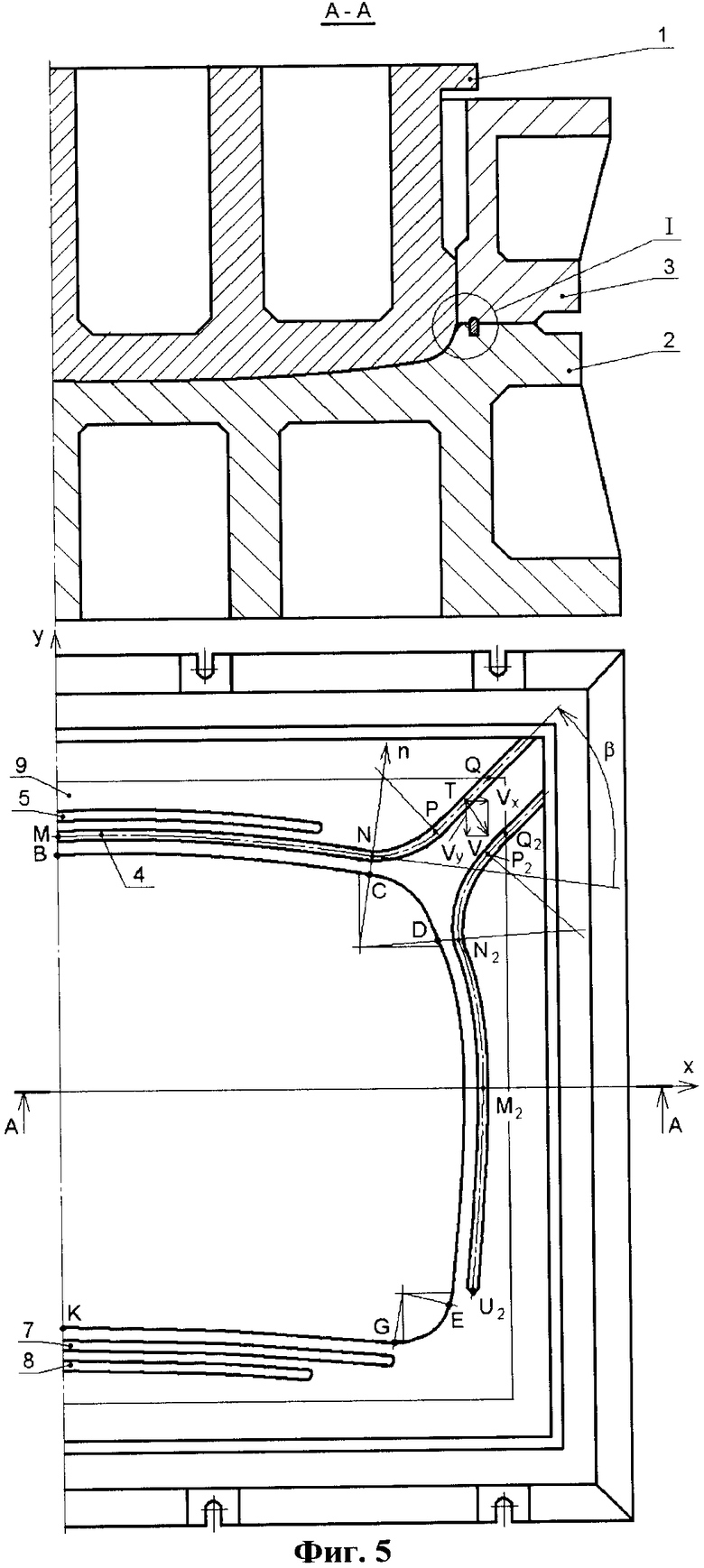
По варианту 3 (фиг.5) центральный участок N2M2U2 первого от контура полости матрицы 2 перетяжного ребра 6 напротив прямолинейного или близкого к прямолинейному криволинейного выпуклого отрезка DE контура в плане рабочей полости матрицы 2 выполняют эквидистантно этому противолежащему отрезку контура DE. Напротив точки сопряжения D и закругленного углового отрезка CD перетяжное ребро 6 на одном конце выполняют из двух участков N2P2 и P2Q2, аналогично варианту 1. А на втором конце U2 перетяжное ребро 6 выполняют эквидистантно противолежащему контуру DE полости матрицы 2.
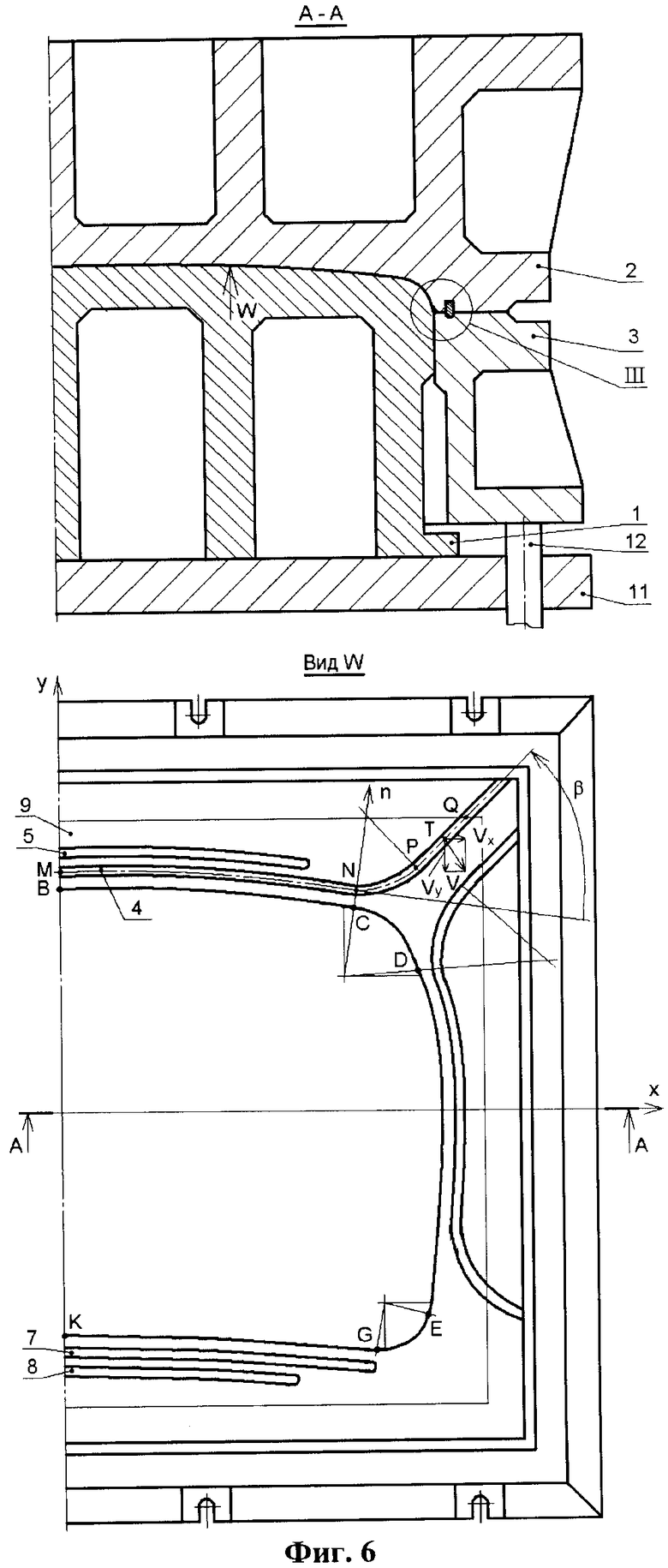
По варианту 4 (фиг.6 и фиг.7) способ осуществляется аналогично варианту 1, однако торможение фланца заготовки осуществляют силой прижима подушкой пресса простого действия или многопозиционного автомата при помощи прижимной плиты 3, которая через толкатели 12 опирается на подушку пресса (не показана). Для варианта 3 схема процесса вытяжки по варианту 1 (фиг.1) переворачивается, как показано на фиг.4, где неподвижный пуансон 1 закреплен на нижней плите штампа 11.
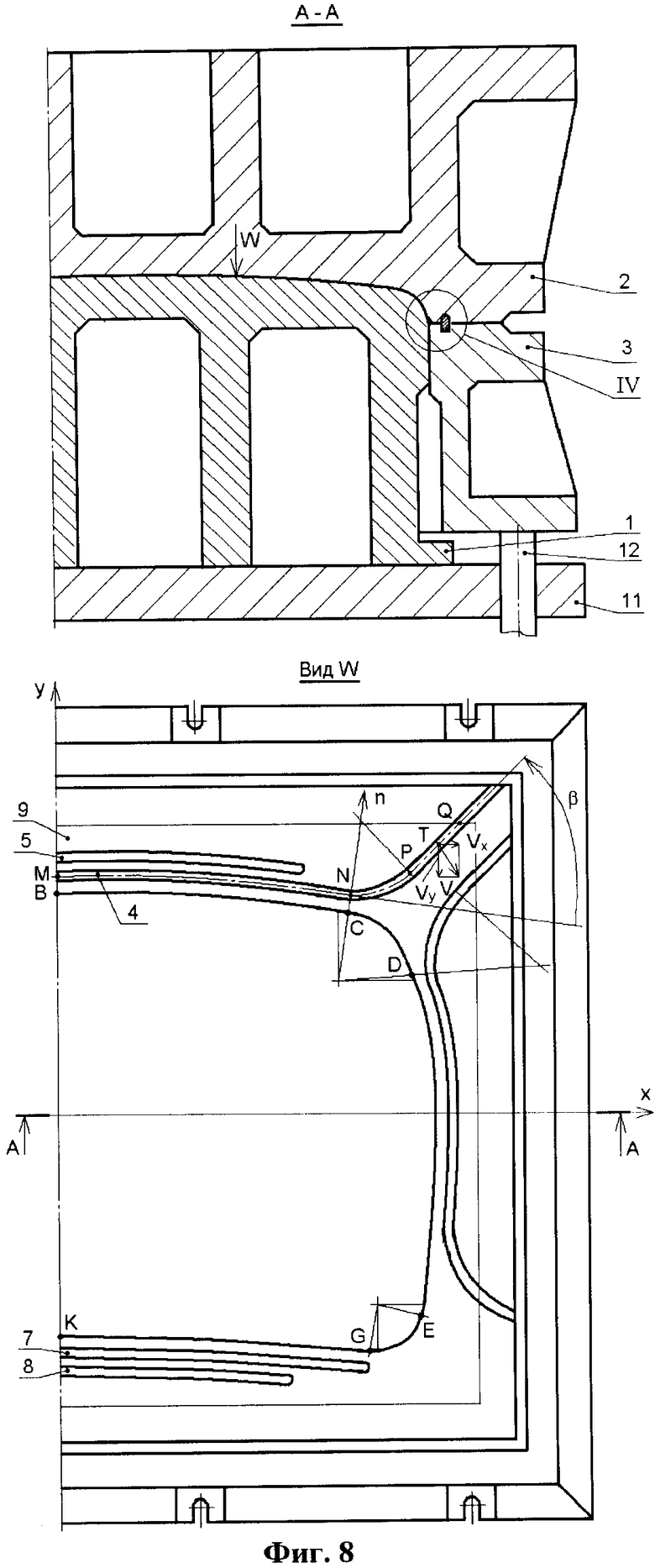
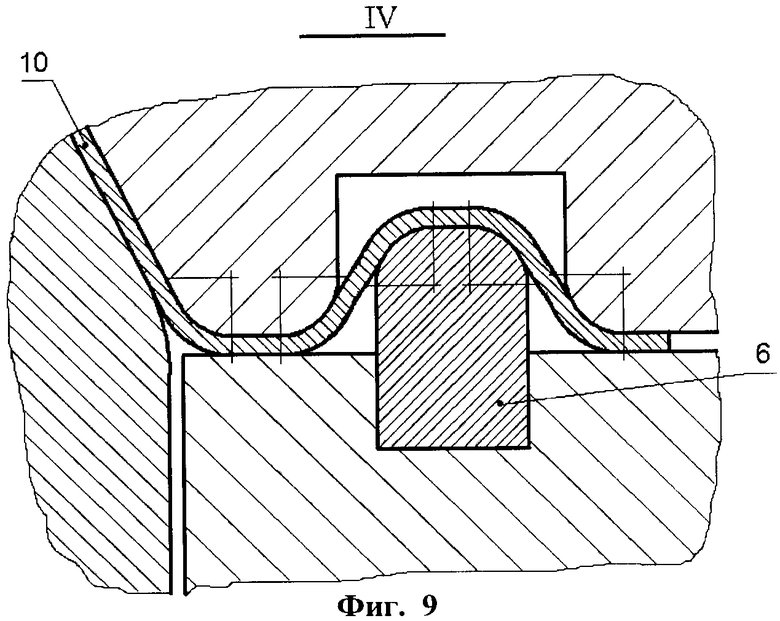
По варианту 5 (фиг.8 и фиг.9) способ осуществляется аналогично варианту 3, однако перетяжные ребра 4, 5, 6, 7, 8 располагают на прижимной плите 3. На фиг.6 внизу показан вид сверху на пуансон 1 и прижимную плиту 3. В матрице 2 выполняют выемки под перетяжные ребра 4, 5, 6, 7, 8, которые расположены на прижимной плите 3.
Все варианты данного способа торможения фланца заготовки при вытяжке детали, по сравнению с известными способами, за счет торможения фланца заготовки перетяжными ребрами с изогнутыми от проема матрицы участками устраняют складкообразование заготовки, повышают точность детали, уменьшают норму расхода листового материала на одну деталь и трудоемкость изготовления этой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2013 |
|
RU2570685C2 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2633865C2 |
| Штамп для вытяжки крупногабаритных деталей сложной формы | 2015 |
|
RU2631065C2 |
| Штамп для вытяжки полых деталей | 1987 |
|
SU1530301A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2479374C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2480305C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
Изобретение относится к листовой штамповке. Способ включает укладку заготовки, прижим фланца заготовки, втягивание центральной части заготовки пунсоном в рабочую полость матрицы вдоль ее контура с одновременным торможением фланца заготовки посредством перетяжных ребер. Контур матрицы состоит в плане из прямолинейных или криволинейных выпуклых отрезков с закругленными угловыми отрезками. По-первому варианту перетяжные ребра располагают на плоской прижимной поверхности матрицы, а торможение фланца осуществляют ползуном пресса или автомата. По-второму варианту перетяжные ребра располагают на пространственной развертывающейся прижимной поверхности матрицы, а торможение фланца - ползуном пресса или автомата. По-третьему варианту перетяжные ребра располагают на матрице, а торможение фланца - ползуном пресса или автомата. По-четвертому варианту перетяжные ребра располагают на матрице, а торможение фланца - подушкой пресса. По-пятому варианту перетяжные ребра располагают на прижимной плите, а торможение фланца - подушкой пресса. В результате обеспечивается исключение складкообразования заготовки. 5 н.п. ф-лы, 9 ил.
1. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы, втягивание центральной части заготовки пунсоном в рабочую полость матрицы вдоль ее контура, состоящего в плане из прямолинейных или криволинейных выпуклых отрезков с закругленными угловыми отрезками, с одновременным торможением фланца заготовки посредством перетяжных ребер, отличающийся тем, что торможение фланца заготовки осуществляют силой прижима наружным ползуном пресса двойного или тройного действия и одним или несколькими рядами перетяжных ребер, которые располагают на плоской прижимной поверхности матрицы, центральный участок первого от контура рабочей полости матрицы перетяжного ребра напротив прямолинейных или криволинейных выпуклых отрезков контура в плане рабочей полости матрицы выполняют эквидистантно противолежащим отрезкам контура рабочей полости матрицы, а напротив закругленных угловых отрезков контура рабочей полости матрицы перетяжное ребро на двух концах выполняют из двух участков, первый участок из которых от точки сопряжения с центральным участком изогнут в сторону от контура рабочей полости матрицы, а второй участок, выполненный с нулевой кривизной, продолжает первый участок до пересечения с исходным контуром заготовки, и угол между касательной в точке сопряжения центрального участка перетяжного ребра с первым участком упомянутого перетяжного ребра и касательной в точке пересечения вторым участком перетяжного ребра контура исходной заготовки не превышает 90°.
2. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы, втягивание центральной части заготовки пунсоном в рабочую полость матрицы вдоль ее контура, состоящего в плане из прямолинейных или криволинейных выпуклых отрезков с закругленными угловыми отрезками, с одновременным торможением фланца заготовки посредством перетяжных ребер, отличающийся тем, что торможение фланца заготовки осуществляют силой прижима наружным ползуном пресса двойного или тройного действия и одним или несколькими рядами перетяжных ребер, которые располагают на пространственной развертывающейся прижимной поверхности матрицы, центральный участок первого от контура рабочей полости матрицы перетяжного ребра напротив прямолинейных или криволинейных выпуклых отрезков контура в плане рабочей полости матрицы выполняют эквидистантно противолежащим отрезкам контура рабочей полости матрицы, а напротив закругленных угловых отрезков контура рабочей полости матрицы перетяжное ребро на двух концах выполняют из двух участков, первый участок из которых от точки сопряжения с центральным участком изогнут в сторону от контура рабочей полости матрицы, а второй участок, выполненный с нулевой кривизной, продолжает первый участок до пересечения с исходным контуром заготовки, и угол между касательной в точке сопряжения центрального участка перетяжного ребра с первым участком упомянутого перетяжного ребра и касательной в точке пересечения вторым участком перетяжного ребра контура исходной заготовки не превышает 90°.
3. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы, втягивание центральной части заготовки пунсоном в рабочую полость матрицы вдоль ее контура, состоящего в плане из прямолинейных или криволинейных выпуклых отрезков с закругленными угловыми отрезками, с одновременным торможением фланца заготовки посредством перетяжных ребер, отличающийся тем, что торможение фланца заготовки осуществляют силой прижима наружным ползуном пресса двойного или тройного действия и одним или несколькими рядами перетяжных ребер, которые располагают на матрице, центральный участок первого от контура рабочей полости матрицы перетяжного ребра напротив прямолинейных или криволинейных выпуклых отрезков контура в плане рабочей полости матрицы выполняют эквидистантно противолежащим отрезкам контура рабочей полости матрицы, а напротив закругленных угловых отрезков контура рабочей полости матрицы перетяжное ребро на двух концах выполняют из двух участков, первый участок из которых от точки сопряжения с центральным участком изогнут в сторону от контура рабочей полости матрицы, а второй участок, выполненный с нулевой кривизной, продолжает первый участок до пересечения с исходным контуром заготовки, и угол между касательной в точке сопряжения центрального участка перетяжного ребра с первым участком упомянутого перетяжного ребра и касательной в точке пересечения вторым участком перетяжного ребра контура исходной заготовки не превышает 90°.
4. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы, втягивание центральной части заготовки пунсоном в рабочую полость матрицы вдоль ее контура, состоящего в плане из прямолинейных или криволинейных выпуклых отрезков с закругленными угловыми отрезками, с одновременным торможением фланца заготовки посредством перетяжных ребер, отличающийся тем, что торможение фланца заготовки осуществляют силой прижима подушкой пресса простого действия или многопозиционного автомата и одним или несколькими рядами перетяжных ребер, которые располагают на матрице, центральный участок первого от контура рабочей полости матрицы перетяжного ребра напротив прямолинейных или криволинейных выпуклых отрезков контура в плане рабочей полости матрицы выполняют эквидистантно противолежащим отрезкам контура рабочей полости матрицы, а напротив закругленных угловых отрезков контура рабочей полости матрицы перетяжное ребро на двух концах выполняют из двух участков, первый участок из которых от точки сопряжения с центральным участком изогнут в сторону от контура рабочей полости матрицы, а второй участок, выполненный с нулевой кривизной, продолжает первый участок до пересечения с исходным контуром заготовки, и угол между касательной в точке сопряжения центрального участка перетяжного ребра с первым участком упомянутого перетяжного ребра и касательной в точке пересечения вторым участком перетяжного ребра контура исходной заготовки не превышает 90°.
5. Способ вытяжки сложной крупногабаритной детали, включающий укладку заготовки на штамп, прижим фланца заготовки прижимной плитой штампа к прижимной поверхности матрицы, втягивание центральной части заготовки пунсоном в рабочую полость матрицы вдоль ее контура, состоящего в плане из прямолинейных или криволинейных выпуклых отрезков с закругленными угловыми отрезками, с одновременным торможением фланца заготовки посредством перетяжных ребер, отличающийся тем, что торможение фланца заготовки осуществляют силой прижима подушкой пресса простого действия или многопозиционного автомата и одним или несколькими рядами перетяжных ребер, которые располагают на прижимной плите, центральный участок первого от контура рабочей полости матрицы перетяжного ребра напротив прямолинейных или криволинейных выпуклых отрезков контура в плане рабочей полости матрицы выполняют эквидистантно противолежащим отрезкам контура рабочей полости матрицы, а напротив закругленных угловых отрезков контура рабочей полости матрицы перетяжное ребро на двух концах выполняют из двух участков, первый участок из которых от точки сопряжения с центральным участком изогнут в сторону от контура рабочей полости матрицы, а второй участок, выполненный с нулевой кривизной, продолжает первый участок до пересечения с исходным контуром заготовки, и угол между касательной в точке сопряжения центрального участка перетяжного ребра с первым участком упомянутого перетяжного ребра и касательной в точке пересечения вторым участком перетяжного ребра контура исходной заготовки не превышает 90°.
| Штамп для вытяжки полых деталей | 1987 |
|
SU1530301A1 |
| СПОСОБ ВЫТЯЖКИ С ПРИЖИМОМ ПОЛЫХ ДЕТАЛЕЙ | 2000 |
|
RU2185913C2 |
| СПОСОБ ВЫТЯЖКИ РАЗНОТОЛЩИННОЙ СВАРНОЙ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2149728C1 |
| US 2005217344 A1, 06.10.2005 | |||
| DE 10334483 A1, 10.03.2005. | |||

