Изобретение относится к области холодной листовой штамповки и может быть использовано для вытяжки деталей из разнотолщинных сварных листовых заготовок.
Преимущественная область применения - штамповка кузовных деталей, в том числе и автомобильных.
Известен способ и инструмент листовой вытяжки, заключающийся в загрузке листовой заготовки в жесткий штамп, имеющий матрицу с прижимным зеркалом, прижим и пуансон (В.П.Романовский "Справочник по холодной штамповке", Издательство "Машиностроение", Ленинград, 1971, г., стр. 104, рис. 89).
Недостатком известного способа является ухудшение качества получаемой заготовки из-за возможности разрывов заготовки и искажения поверхности из-за возникновения гофр и разрывов на сечениях с меньшей толщиной сварной заготовки.
Известен способ и инструмент листовой вытяжки жестким пуансоном в эластичную матрицу, заключающийся в загрузке заготовки на жесткий прижим и пуансон, формовка происходит эластичной матрицей (В.П.Романовский "Справочник по холодной штамповке", Издательство "Машиностроение", Ленинград, 1971 г., стр. 257, рис. 206).
Недостатком известного способа является получение некачественной заготовки из-за разрывов в зоне сварного шва.
Известен способ и инструмент листовой вытяжки, при котором осуществляется загрузка сварной листовой заготовки с различными сечением в жесткий штамп, имеющий пуансон, матрицу с прижимным зеркалом и пазами тормозных ребер, прижим и перетяжные ребра со ступенчатой поверхностью, высота ступени отличается на разницу между высотой наибольшего сечения заготовки со следующим и последующим сечением сварной заготовки по всей площади сечения заготовки. Рекламный проспект "HighWeld", N 1, 1994 г., стр. 1 - 9, выставка SAE ' 94, США, фирма "Soudronic".
Недостатком известного способа является трудная наладка и образование гофр на фланцах в значительной зоне сварного шва, что ухудшает прилегание детали при сборке узла кузова и, как следствие, снижение качества сварной точки.
Предлагается способ вытяжки разнотолщинной сварной листовой заготовки, имеющей ступени на одной из своих поверхностей и штамп для его реализации, при котором вместо ступенчатого прижима и ступенчатых перетяжных ребер используют полиуретановую прокладку, которую располагают по всей поверхности прижима и поверхности перетяжных ребер, прокладка находится в контакте с втягиваемой разнотолщинной сварной листовой заготовкой со стороны ступеней заготовки, а тормозные перетяжные ребра размещают на зеркале прижима матрицы.
Новым в изобретении является расширение технологических возможностей за счет использования полиуретановой прокладки, деформационно-жесткостные характеристики полиуратеновой прокладки позволяют штамповку разнотолщинной сварной листовой заготовки без ступенчатого прижима и ступенчатого перетяжного ребра, так как эта разнотолщинность сварной листовой заготовки, то есть зазор между прижимом и ступенчатой заготовкой, устраняется за счет полиуретановой прокладки при определенных деформациях, без значительных колебаний усилия по всей поверхности заготовки, и, как следствие, ликвидируется образование гофр.
Такой способ вытяжки дает значительную экономию металла, обеспечивает чистоту поверхности вытягиваемого изделия, повышение прочности сварных узлов.
Сущность изобретения поясняется тем, что в способе вытяжки разнотолщинной сварной листовой заготовки, имеющей ступени на одной из своих поверхностей, при котором заготовку загружают в жесткий вытяжной штамп, содержащий прижим со ступенчатой поверхностью, матрицу с зеркалом прижима и тормозные перетяжные ребра и воздействие на заготовку усилием прижима со стороны ступенчатой поверхности прижима и поверхности перетяжных ребер, согласно изобретению ступенчатую поверхность прижима образуют с помощью полиуретановой прокладки, которую располагают по всей поверхности прижима в контакте с вытягиваемой заготовкой со стороны ее ступеней, тормозные перетяжные ребра размещают на зеркале прижима матрицы, а в штампе для вытяжки разнотолщинной сварной листовой заготовки, имеющем ступени на одной из своих поверхностей, содержащем пуансон, матрицу с зеркалом прижима, прижим и тормозные перетяжные ребра, полиуретановая прокладка закреплена на поверхности прижима со стороны ступеней заготовки, а тормозные перетяжные ребра установлены на зеркале прижима матрицы.
Полиуретановая прокладка выполнена толщиной, составляющей от 7 до 10 толщин листа сварной листовой заготовки, имеющего наибольшую толщину.
Штамп выполнен с перетяжными пазами, угол между направлением перемещения кромки листа и касательными к поверхностям выполнен очерченным радиусом перетяжного ребра и радиусом перетяжного ребра и составляет от 15o до 30o.
Такое техническое решение позволяет осуществлять вытяжку разнотолщинной сварной листовой заготовки без разрывов и предотвращает гофрообразование при использовании полиуретановой прокладки.
Предлагаемый способ и штамп обеспечивает повышение качества выпускаемого автомобиля, в частности повышение прочности и долговечности.
Сущность изобретения поясняется следующими чертежами, где на фиг. 1 изображено сечение штампа для вытяжки разнотолщинной сварной листовой заготовки, на фиг. 2 - сечение штампа в зоне перетяжного ребра.
Изобретение осуществляется следующим образом. Штамп для вытяжки разнотолщинной сварной листовой заготовки на фиг. 1 содержит пуансон 1, матрицу 2 с зеркалом прижима, прижим 3, тормозные перетяжные ребра 4, перетяжной паз 5, полиуретановую прокладку 6, заготовку 7.
Работа штампа осуществляется следующим образом. Разнотолщинная сварная листовая заготовка 7 загружается в жесткий штамп на прижимную поверхность матрицы 2, в частности, кладется на перетяжные ребра 4, полиуретановая прокладка 6 закреплена на поверхности прижима 3, входящего в контакт с вытягиваемой заготовкой 7 по поверхности прижима 3, входящего в контакт с вытягиваемой заготовкой 7 со стороны ступеней. Толщина полиуретановой прокладки 6 равна 7 - 10 толщинам самого толстого листа сварной листовой заготовки 7, она выбирается опытным путем для каждой вытягиваемой заготовки. Использование перетяжных ребер 4 также зависит от сложности детали в плане по геометрии и глубины вытяжки.
При вытяжке деталей с полиуретановой прокладкой 6 конструкция перетяжных ребер 4 и пазов 5 на поверхности прижима 3 изменяется, они становятся в 1,5 - 2 раза по высоте и глубине меньше, угол между направлением перемещения кромки листа и касательными к поверхностям, очерченным радиусом перетяжного паза 5 и перетяжного ребра 4 при вытяжке, составляет от 15o до 30o, в зависимости от сложности и марки стали заготовки, который выбирается априорно при первоначальном запуске штампа.
Способ реализуется следующим образом. Сварная листовая заготовка 7 загружается в жесткий штамп, затем осуществляют прижим заготовки 7 полиуретановой прокладкой 6 по всей поверхности прижима 3.
Пример конкретного выполнения подаваемого изобретения осуществляется на образцах, на машине "Эриксон", для чего выполнялась специальная оснастка. Образец имел три толщины: 0,8 мм, 1,0 мм и 1,2 мм, вытягивалась заготовка с плоским прижимом и с кольцевым перетяжным ребром. Опыты показали, что толщина полиуретановой прокладки зависит от марки полиуретана и глубины вытяжки образца, зависит от усилия на прижим, есть граничная глубина вытяжки, где рост усилия прижима не дает качественного образца - увеличивается торможение и, как следствие, разрыв. Для увеличения глубины вытяжки использовали измененные по геометрии тормозное перетяжное ребро и тормозной паз. Это обеспечило вытяжку образца на большую глубину, чем при плоском прижиме.
Опыты показали, что угол между касательной направлением перемещения кромки листа и касательными к поверхностям очередным радиусом перетяжного паза и радиусом перетяжного ребра изменяется от 15 до 30o в зависимости от глубины вытяжки и марки холоднокатаного тонколистового проката.
Подаваемое изобретение повышает прочность сварных швов, а также дает возможность легко модернизировать имеющие штампы для вытяжки разнотолщинных сварных листовых заготовок.
Использование таких заготовок при сварке кузова снижают его вес до 10% без потери прочности кузова.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2633865C2 |
| Штамп для вытяжки крупногабаритных деталей сложной формы | 2015 |
|
RU2631065C2 |
| СПОСОБ ТОРМОЖЕНИЯ ФЛАНЦА ЛИСТОВОЙ ЗАГОТОВКИ В ПРОЦЕССЕ ВЫТЯЖКИ | 2003 |
|
RU2242317C1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2013 |
|
RU2570685C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2243051C1 |
| Штамп для вытяжки крупногабаритных деталей | 2016 |
|
RU2631070C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2302919C2 |
| Устройство для получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2775663C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264879C1 |

Изобретение относится к области холодной листовой штамповки и может быть использовано при штамповке кузовных деталей. Сварную разнотолщинную листовую заготовку, имеющую ступени на одной из своих поверхностей, загружают в жесткий вытяжной штамп, содержащий пуансон, матрицу с зеркалом прижима и прижим. На зеркале прижима матрицы расположены тормозные перетяжные ребра. На поверхности прижима со стороны ступеней заготовки закреплена полиуретановая прокладка. При воздействии на заготовку усилием прижима со стороны прижима и тормозных перетяжных ребер полиуретановая прокладка обеспечивает образование ступенчатой поверхности прижима, взаимодействующей со ступенчатой поверхностью заготовки. Прокладка имеет толщину, составляющую 7 - 10 толщин листа сварной заготовки, имеющего наибольшую толщину. В результате обеспечивается возможность осуществить вытяжку разнотолщинной заготовки без разрывов и гофров. 2 c. и 2 з.п. ф-лы, 2 ил.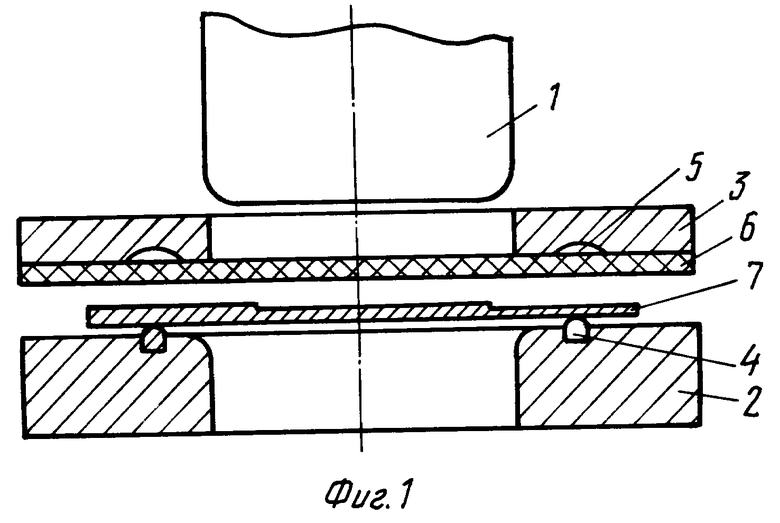
| Рекламный проспект "HIGHWELD" | |||
| Прибор для охлаждения жидкостей в зимнее время | 1921 |
|
SU1994A1 |
| Экономайзер | 0 |
|
SU94A1 |
| США, Фирма "SOUDRONIC" | |||
| Штамп для глубокой вытяжки | 1984 |
|
SU1201024A1 |
| Штамп для глубокой вытяжки | 1984 |
|
SU1220828A1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU617119A1 |
| Электрогидравлическая дробилка | 2023 |
|
RU2828431C1 |
| DE 4035005 A1, 07.05.1992 | |||
| Устройство для измерения температуры | 1988 |
|
SU1534336A1 |

