Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах различных отраслей народного хозяйства для штамповки крупногабаритных деталей из листовых материалов (металлов и неметаллов), преимущественно для штамповки-вытяжки изогнутых крупногабаритных кузовных деталей автомобилей, тракторов, сельхозмашин, бытовой и другой техники на листоштамповочных прессах простого, двойного и тройного действий, а также на листоштамповочных многопозиционных автоматах.
Известен на производстве способ вытяжки изогнутой крупногабаритной детали, когда перед вытяжкой листовую заготовку сначала изгибают в штампе на первом прессе, и только затем предварительно изогнутую заготовку укладывают в штамп для вытяжки на втором прессе и здесь штампуют заданную деталь. Недостаток известного способа вытяжки заключается в использовании первого штампа и пресса для предварительной гибки заготовки, что снижает производительность штамповки и увеличивает трудоемкость изготовления детали.
Известен способ вытяжки сложной крупногабаритной детали, при котором укладывают плоскую заготовку на штамп, прижимают фланцем заготовку прижимной плитой штампа к прижимной поверхности матрицы и втягивают центральную часть заготовки пунсоном в рабочую полость матрицы (Нефедов А.П. Конструирование и изготовление штампов. - М.: Машиностроение, 1973, с.70, рис.51).
Недостатки известного способа вытяжки заключаются в следующем. После укладки заготовки на матрицу при ходе наружного ползуна пресса двойного действия вместе с прижимной плитой вниз и после контакта прижимной плиты с заготовкой сначала осуществляют предварительную гибку заготовки внутрь матрицы и только после этого прижимают фланец заготовки к прижимной поверхности матрицы. Так как во время процесса гибки заготовки ход прижимной плиты большой, то за это длительное время процесс гибки заготовки становится произвольным и неуправляемым. Нигде не фиксируемая и не зажатая заготовка смещается по отношению к рабочим частям штампа непредсказуемым образом, вследствие чего напротив одних участков детали ширина технологического припуска становится недостаточной, и здесь образуются складки, и край заготовки заходит внутрь детали за линию обрезки припуска, а напротив других участков - избыточной, и здесь образуются разрывы, вследствие чего вытянутая деталь получается неточной, некачественной и бракованной. Для устранения этого брака на производстве часто увеличивают размеры в определенных местах заготовки, однако это приводит к излишнему увеличению нормы расхода материала на одну деталь.
Известен штамп для осуществления вышеуказанного способа вытяжки сложной крупногабаритной детали из листовой заготовки, содержащий пуансон, закрепленный на внутреннем ползуне пресса двойного или тройного действия, матрицу, закрепленную на неподвижной нижней плите штампа, и прижимную плиту, закрепленную на наружном ползуне пресса (Нефедов А.П. Конструирование и изготовление штампов. - М.: Машиностроение, 1973, с.70, рис.51).
Штамп имеет такие же недостатки, как и вышеуказанный способ.
Технической задачей изобретения является разработка способа вытяжки и штампа для вытяжки детали из листовой заготовки, при котором после укладки заготовки в штамп можно управлять процессом предварительной гибки этой заготовки по прижимной поверхности матрицы перед прижимом заготовки и ее последующим формоизменением в этом штампе для вытяжки.
Техническим результатом использования изобретения является:
- повышение качества поверхности и точности вытягиваемой детали за счет управления процессом гибки заготовки перед вытяжкой;
- экономия листового материала и уменьшение нормы расхода материала на одну деталь за счет точной фиксации заготовки в процессе ее гибки и прижима в штампе для вытяжки;
- снижение трудоемкости и повышение производительности штамповки за счет устранения дополнительной операции гибки заготовки в отдельном штампе на отдельном прессе;
- снижение затрат на подготовку производства и себестоимость изготовления детали за счет сокращения необходимого количества штамповой оснастки.
Указанный технический результат достигается за счет того, что в способе вытяжки сложной крупногабаритной детали из плоской листовой заготовки, включающий укладку заготовки на штамп пресса двойного или тройного действия, содержащий матрицу с рабочей полостью и прижимной поверхностью, прижимную плиту и пунсон, прижим фланца заготовки между рабочей поверхностью прижимной плиты и прижимной поверхностью матрицы и втягивание центральной части заготовки в рабочую полость матрицы пуансоном при ходе внутреннего ползуна пресса, отличающемся тем, что используют матрицу с пространственной развертывающейся прижимной поверхностью и установленными на ней двумя неподвижными упорами с крюками и расположенными напротив них двумя подвижными упорами с крюками, имеющими возможность перемещения навстречу упомянутым неподвижным упорам посредством направляющих узлов, оси которых расположены горизонтально, и проволочных или управляемых гидро- или пневмопружин, укладку заготовки в штамп осуществляют путем расположения ее между упомянутыми неподвижными и подвижными упорами с обеспечением прогиба заготовки в пределах упругих деформаций под действием силы собственного веса, опускания заготовки со скольжением ее краев по поверхности упоров с крюками и расположения двух противоположных краев заготовки ниже крюков неподвижных и подвижных упоров с обеспечением фиксации заготовки между ними, при этом осуществляют предварительный изгиб центральной части заготовки по цилиндрической поверхности в рабочей полости матрицы путем перемещения подвижных упоров навстречу неподвижным под действием гидро- или пневмопружины и подачи одного края заготовки к оси штампа с одновременным приближением краевой части заготовки к прижимной поверхности матрицы с получением пластических деформаций в заготовке и удержанием противоположного края заготовки крюками неподвижных упоров, причем указанное перемещение подвижных упоров осуществляют одновременно с началом хода наружного ползуна пресса двойного или тройного действия с прижимной плитой, при дальнейшем ходе наружного ползуна предварительно изогнутую и точно зафиксированную между упорами заготовку опускают прижимной плитой внутрь матрицы и одновременно осуществляют окончательный изгиб заготовки по прижимной поверхности матрицы, затем осуществляют прижим фланца окончательно изогнутой заготовки между рабочей поверхностью прижимной плиты и пространственной развертывающейся прижимной поверхностью матрицы и далее осуществляют втягивание центральной части заготовки в рабочую полость матрицы.
Если не принимать мер для создания управляемой гибки заготовки перед прижимом, то за время неуправляемой гибки в известном штампе незажатая заготовка смещается по отношению к матрице, что приводит к складкообразованию одних участков заготовки и разрушению других, а также к низкой точности вытянутой детали. Для компенсации этого смещения на производстве увеличивают размеры заготовки, что приводит к завышению нормы расхода материала на одну деталь. Поэтому зажим заготовки и ее последующая управляемая гибка позволит повысить точность вытягиваемой детали, уменьшить размеры заготовки и норму расхода материала на одну деталь, что даст экономию материала.
С другой стороны, увеличение размеров заготовки в традиционном способе вытяжки существенно увеличивает растягивающее напряжение в заготовке в процессе вытяжки, что снижает надежность процесса деформирования заготовки и может привести к разрушению заготовки. На производстве для устранения складкообразования и разрушения заготовки потребуется останов автоматической линии штамповки и доработка штампа для вытяжки, что приведет к большим производственным издержкам и повышению себестоимости изготовления данной детали.
Кроме того, применение в данном способе предварительной управляемой гибки позволит исключить операцию гибки этой заготовки в предыдущем штампе для гибки. Данный способ позволяет также применять автоматическую загрузку плоских заготовок в штамп для вытяжки при помощи листозагрузчика автоматической штамповочной линии. Сейчас, по известной на производстве технологии штамповки, после гибки заготовки в предыдущем штампе изогнутая пространственная заготовка может укладываться в штамп для вытяжки только вручную.
Под развертывающейся прижимной поверхностью матрицы в данном способе понимают поверхность, которая образована движением прямой или близкой к прямой линии и может быть развернута на плоскость. Во всех точках такой поверхности гауссова кривизна равна нулю. Простыми примерами развертывающейся поверхности являются цилиндрическая и коническая. Перед вытяжкой фланец заготовки прижимается прижимной плитой по пространственной, близкой к развертывающейся, прижимной поверхности матрицы без существенного, которое может перейти на поверхность готовой детали, складкообразования, и затем в процессе вытяжки фланец заготовки втягивается пуансоном в полость матрицы также без существенного складкообразования при благоприятных условиях деформирования.
Для осуществления указанного способа применяют штамп для вытяжки сложной крупногабаритной детали из плоской листовой заготовки на прессе двойного или тройного действия, содержащий пуансон, закрепленный на внутреннем ползуне пресса, неподвижную нижнюю плиту, закрепленную на ней матрицу с рабочей полостью и прижимной поверхностью, и прижимную плиту, закрепленную на наружном ползуне пресса, отличающийся тем, что он снабжен установленными на прижимной поверхности матрицы двумя неподвижными упорами с крюками и расположенными напротив указанных неподвижных упоров, с возможностью перемещения по направлению к ним, двумя подвижными упорами, имеющими крюки, направляющие узлы и проволочные или управляемые гидро- или пневмопружины, при этом матрица выполнена с развертывающейся прижимной поверхностью, а оси направляющих узлов выполнены горизонтально.
Сущность заявляемого изобретения с использованием штампа по варианту 1 характеризуется фиг.1-7. На фиг.1 показан разрез А-А штампа для вытяжки детали на прессе двойного или тройного действия после укладки листовой заготовки, на фиг.2 -конструкция неподвижного упора, на фиг.3 - конструкция подвижного упора, на фиг.4 -показан тот же разрез А-А штампа в начальный момент подачи упоров и края заготовки;
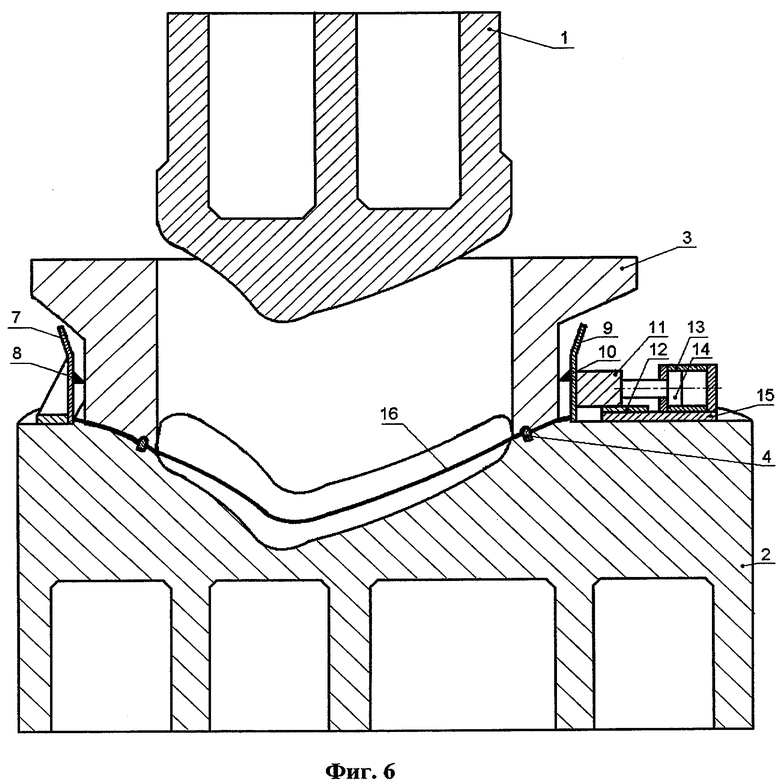
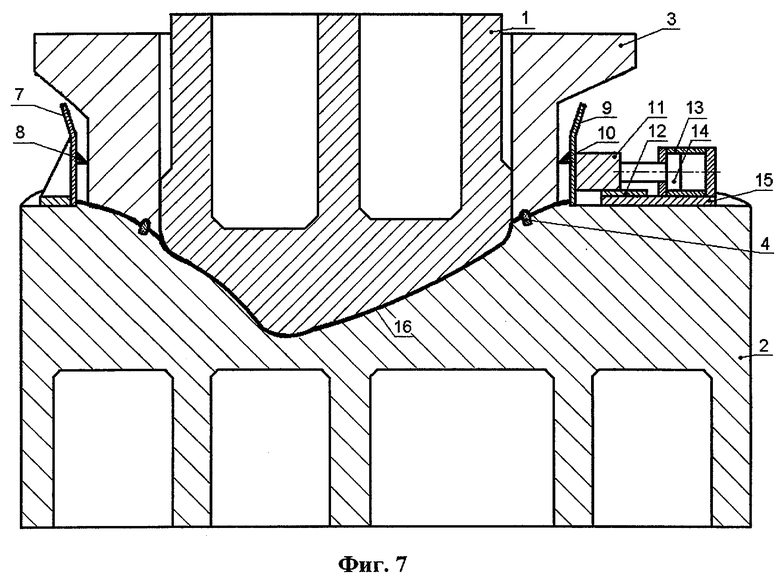
на фиг.5 - тот же разрез А-А штампа в момент окончания подачи упоров и края заготовки и предварительного изгиба заготовки на максимальную величину; на фиг.6 - тот же разрез А-А штампа после прижима краевой части заготовки между рабочими поверхностями прижимной плиты и матрицы; на фиг.7 - тот же разрез А-А штампа в конечный момент процесса вытяжки заготовки пуансоном в матрицу в крайнем нижнем положении наружного и внутреннего ползунов пресса.
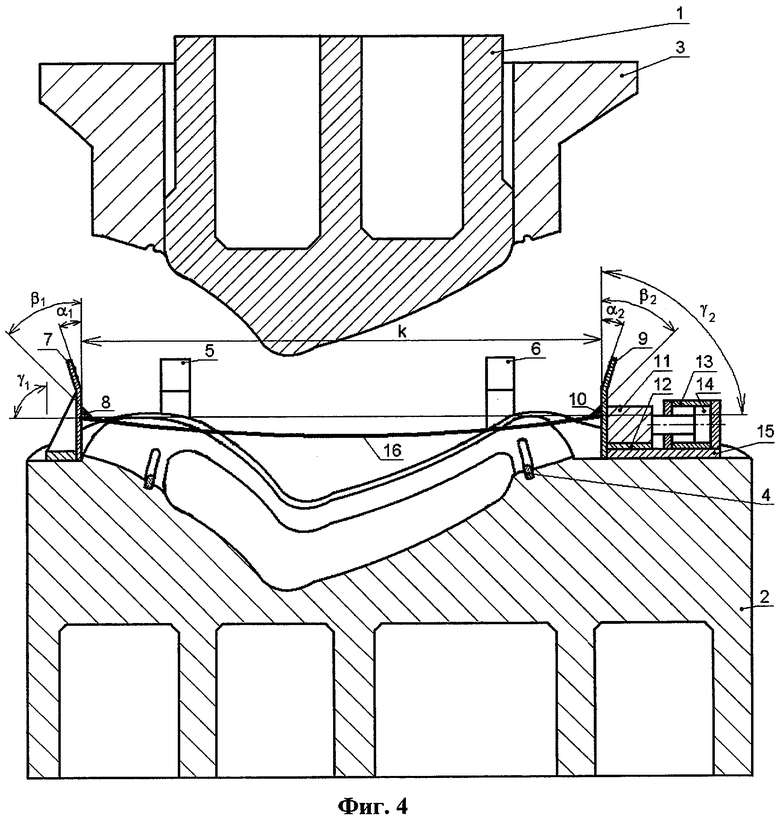
Штамп содержит пуансон 1, матрицу 2 и прижимную плиту 3. На поверхности матрицы 2 имеются перетяжные ребра 4, неподвижные упоры 5, 6 без крюков и неподвижные упоры 7 с крюками 8. Напротив упоров 7 расположены подвижные упоры 9 с крюками 10, закрепленные на ползушке 11, которая имеет возможность перемещаться в направляющих 12. Ползушка 11 соединена со штоком и с поршнем 14 проволочных или управляемых гидро- или пневмопружин 13. Направляющие 12 и проволочные или управляемые гидро- или пневмопружины 13 закреплены на плите 15. На плите 17 закреплен неподвижный упор 7. Чтобы в процессе работы упор не сломался, установлена опорная пластина 18.
На фиг.1 вверху показан разрез А-А штампа для осуществления способа вытяжки детали на прессе двойного или тройного действия после укладки листовой заготовки. Из условия симметрии вытягиваемой детали и штампа на фиг.1 на виде сверху показана лишь одна половина штампа. Плоскостью симметрии крупногабаритных деталей типа наружных и внутренних панелей капота, крышки багажника, крыши и других может быть плоскость симметрии кузова легкового автомобиля, кабины грузового автомобиля и других машин и механизмов, которые собираются из таких деталей.
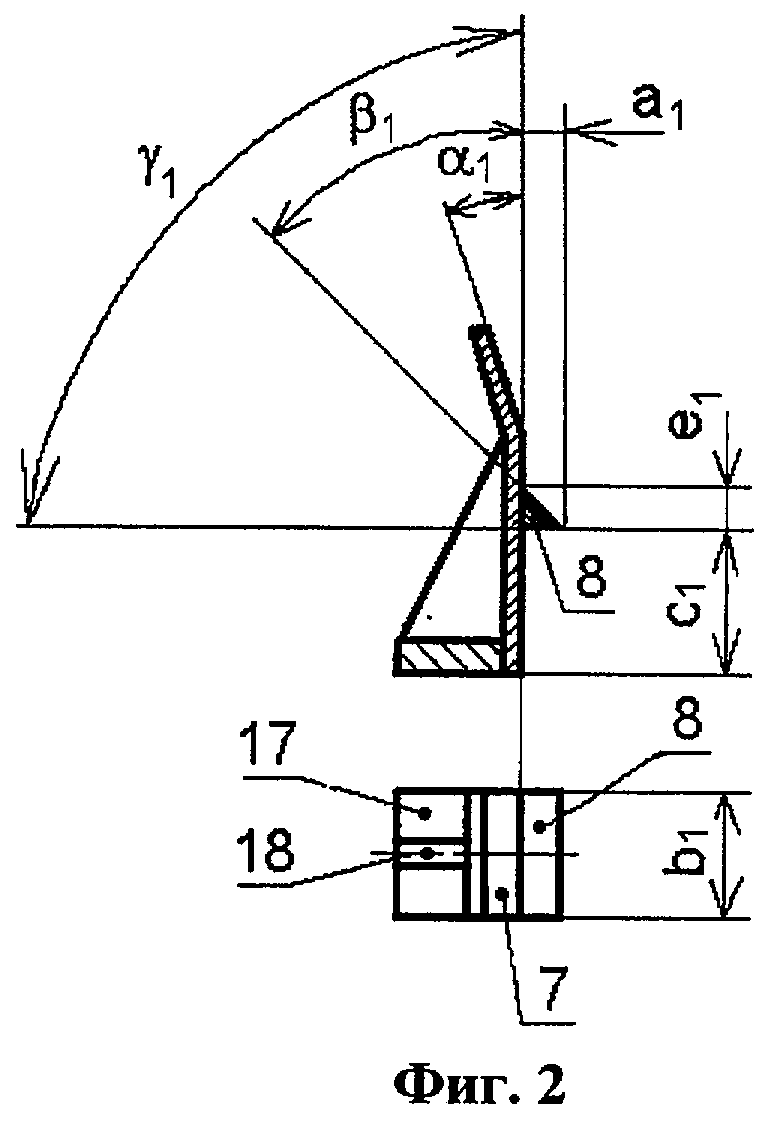
На фиг.2 показана конструкция неподвижного упора, когда на плите 17 закреплен упор 7, верхняя заходная часть которого отклонена от вертикали на угол α1, для лучшей укладки заготовки. На упоре 7 закреплен крюк 8, верхняя рабочая поверхность которого отклонена от вертикали на угол β1, для лучшего скольжения заготовки по этой поверхности. Нижняя рабочая поверхность крюка 8 отклонена от вертикали на угол y1 для лучшей фиксации края заготовки при ее изгибе. Чтобы в процессе работы упор не сломался, применяют опорную пластину 18.
Конструкция упоров 5, 6, которые не используются для удержания краев заготовки при ее предварительной гибке, аналогична показанной на фиг.2, но не содержит крюков.
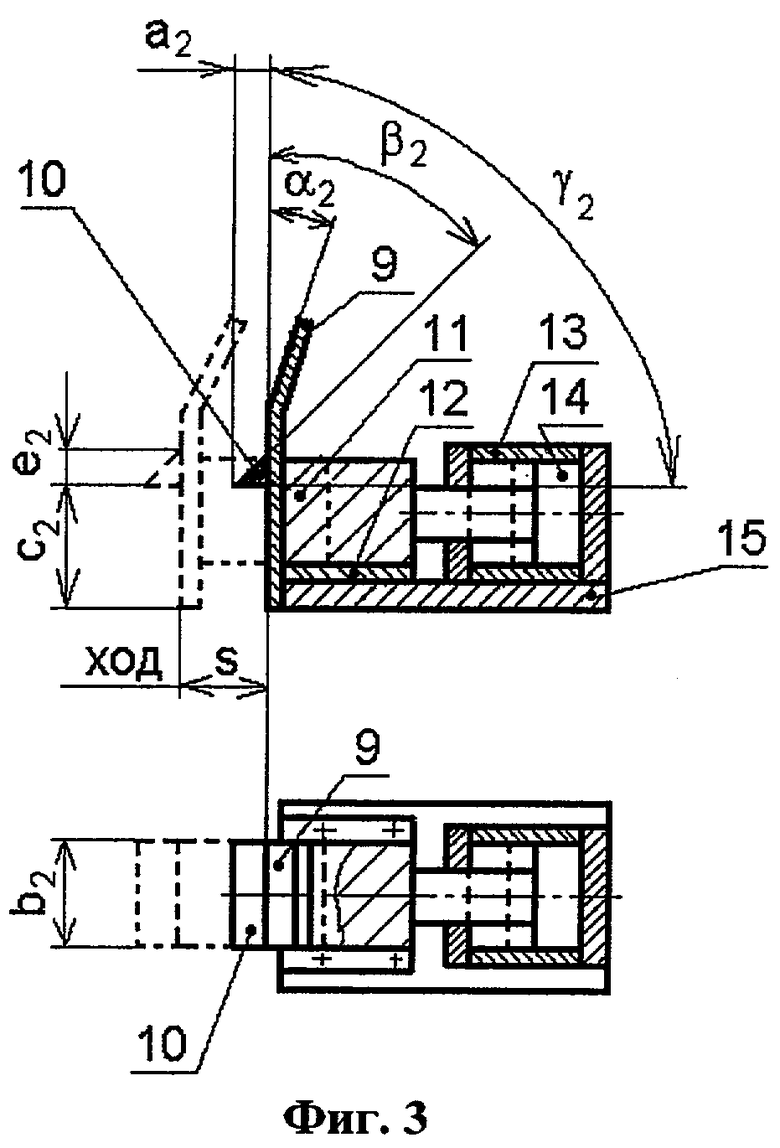
На фиг.3 показана конструкция подвижного упора, который выполняют в виде плоского направляющего узла (по ГОСТ 15830-84. Обработка металлов давлением. Штампы. Термины и определения). Упор 9 с крюком 10 закреплен на ползушке 11, которая перемещается в направляющих 12. Ползушка 11 соединена со штоком и поршнем 14 проволочного, гидро- или пневмоцилиндра 13.
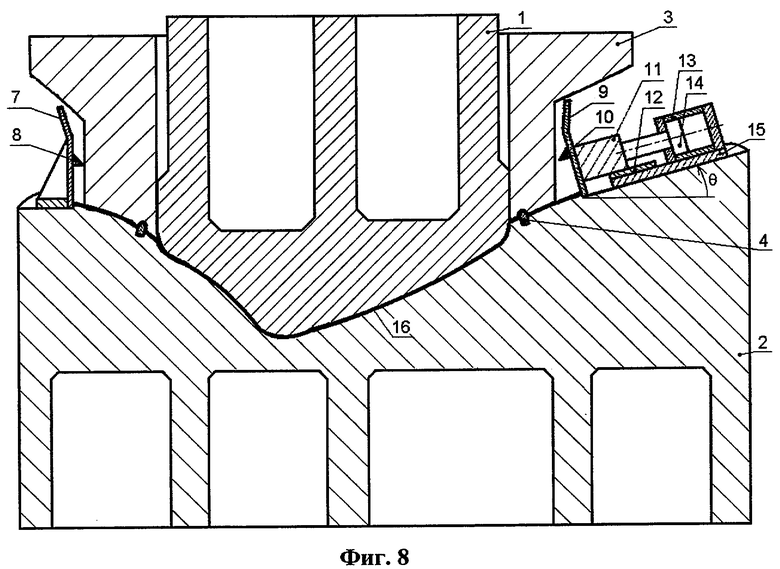
На фиг.8 показан тот же разрез А-А штампа в конечный момент процесса вытяжки заготовки пуансоном 1 в матрицу 2, но здесь ось направляющего узла 11, 12 повернута на угол θ по отношению к горизонтали.
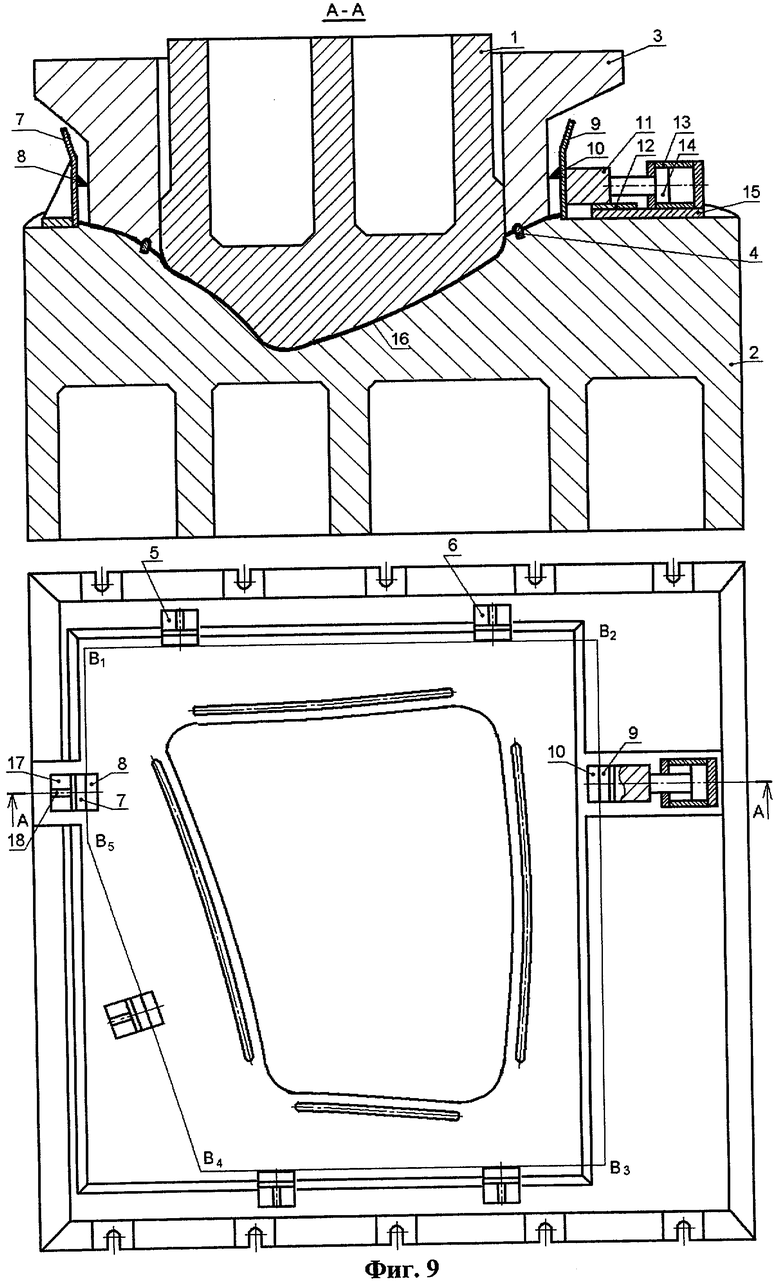
На фиг.9 показан тот же разрез А-А штампа в конечный момент процесса вытяжки заготовки пуансоном 1 в матрицу 2, но здесь применен только один подвижный упор 9 с крюком 10. На этой фигуре на виде сверху показана матрица 2 с расположенными на ней перетяжными ребрами 4, неподвижными и одним подвижным упорами, а заготовка В1В2В3В4В5 (позиция 16) и подвижный упор 9 показаны в исходном положении (сразу после укладки заготовки на штамп).
Способ для вытяжки с использованием штампа реализуется следующим образом. Вырубленную из листового материала плоскую или близкую к плоской пространственную листовую заготовку 16 длиной 1 с прямолинейными или криволинейными отрезками контура В1В2В3В4 (из условия симметрии нижняя часть заготовки В3В4 не показана) укладывают между четырьмя неподвижными упорами 5, 6 без крюков, между двумя неподвижными упорами 7 с крюками 8 и между расположенными напротив этих неподвижных упоров двумя подвижными упорами 9 с крюками 10, как показано на фиг.1, стадия I (из условия симметрии, на виде сверху вторые упоры с крюками не показаны). Верхние заходные (для заготовки) поверхности неподвижных упоров 7 и подвижных упоров 9 отклонены от вертикали соответственно на углы α1 и α2. Подвижные упоры 9 с крюками 10 имеют возможность перемещаться навстречу неподвижным упорам 7 с крюками 8 при помощи направляющего узла 11, 12 и проволочных или управляемых гидро- или пневмопружин 13, причем ось направляющего узла располагают горизонтально.
Под действием сил тяжести от собственной массы заготовка 16 опускается, и так как расстояние между упорами 7 и 9 уменьшается, то заготовка прогибается на величину δ1 (стадия II на фиг.1) в пределах упругих деформаций, причем края заготовки скользят по поверхности упоров 7, 9.
Перемещаясь вниз, заготовка 16 скользит по верхним поверхностям крюков 8, 10. При минимальном расстоянии между крюками 8, 10 заготовка под собственной массой изогнется на максимальную величину δ2 (стадия III на фиг.1). Верхние рабочие поверхности крюков 8, 10, например, в виде плоскости и угол их наклона к вертикали β1 и β2 в процессе наладки штампа для вытяжки подбирают таким образом, чтобы изогнутая под собственной массой заготовка опускалась ниже крюков 8, 10 и не застревала на этих крюках. Из этих же соображений задают расстояние h1 от основания неподвижных упоров 7 до крюков 8 и расстояние h2 от основания подвижных упоров 9 до крюков 10.
Перемещаясь ниже, заготовка опускается ниже крюков 8, 10, в этот момент заготовка пружинит, и ее края заходят под эти крюки. Теперь при последующей гибке пневмопружинами края заготовки будут опираться на крюки и не смогут выскользнуть вверх.
И, наконец, перемещаясь еще ниже, заготовка 16 опирается на два противоположных участка прижимной поверхности матрицы 2 с перетяжными ребрами 4 таким образом, что два противоположных края заготовки находятся ниже крюков 8, 10 закрепленных напротив друг друга неподвижных 7 и подвижных 9 упоров (стадия IV на фиг.1).
Одновременно с ходом наружного ползуна пресса двойного или тройного действия подают рабочую среду в гидро- или пневмопружины 13 под поршень 14 или приводят в действие проволочные пружины подвижных упоров 9, перемещают эти упоры 9 навстречу расположенным напротив неподвижным упорам 7 с крюками 8. Даже на начальном этапе подачи упоров 9 расстояние k1 между неподвижными 7 и подвижными упорами 9 меньше длины заготовки "1", поэтому заготовка прогибается, и ее края поднимаются вверх до крюков 8, 10 упоров 7, 9, как показано на фиг.4.
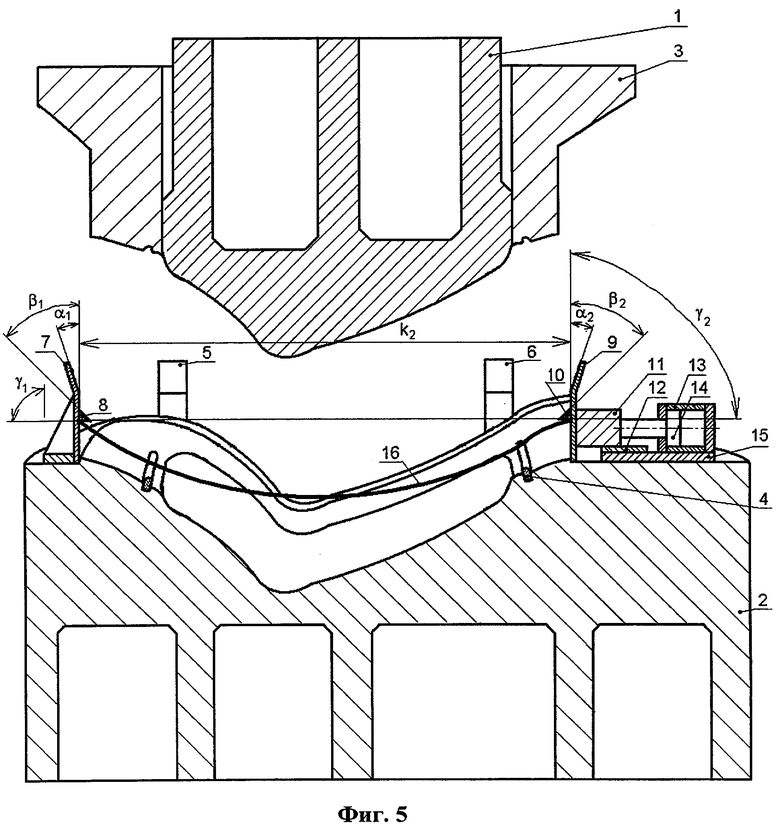
При дальнейшем перемещении упоров 9 при помощи крюков 10 подают один край заготовки 16 к оси штампа и предварительно изгибают заготовку в матрицу с образованием в заготовке значительных пластических деформаций, в то время как противоположный край заготовки удерживают крюками 8 неподвижных упоров 7, создавая набор материала заготовки перед ее прижимом. Нижние рабочие поверхности крюков 8, 10, например, в виде плоскости и угол их наклона к вертикали γ1 и γ2 в процессе наладки штампа для вытяжки подбирают таким образом, чтобы при гибке заготовки пневмопружинами края заготовки не выскальзывали из-под крюков. На фиг.5 показано, как подвижные упоры 9 изогнули заготовку на максимальную величину. На стадии предварительного изгиба заготовки силу проволочных или пневмо- или гидропружин 13 устанавливают таким образом, чтобы этой силы было достаточно для пластического изгиба заготовки внутрь матрицы без складкообразования и разрывов заготовки.
При дальнейшем ходе наружного ползуна с прижимной плитой 3 предварительно изогнутую и точно зафиксированную между упорами 5, 6, 7, 9 заготовку опускают прижимной плитой 3 внутрь матрицы 2 и одновременно окончательно изгибают заготовку по прижимной поверхности этой матрицы 2. Затем у окончательно изогнутой заготовки прижимают фланец между рабочей поверхностью прижимной плиты 3 и пространственной развертывающейся прижимной поверхностью матрицы 2 с перетяжными ребрами 4 (фиг.6).
И далее при ходе внутреннего ползуна пресса с пуансоном 1 вниз втягивают центральную часть заготовки 16 пуансоном 1 в рабочую полость матрицы 2, получая качественную вытянутую деталь (фиг.7).
После вытяжки при обратном ходе сначала внутреннего, а затем наружного ползунов пресса вверх вытянутая деталь остается в матрице и удаляется из нее средствами механизации. А все подвижные упоры возвращают в исходное положение.
Циклограмму, на которой показывают интервалы времени:
начала и окончания движения каждого из подвижных упоров с целью подачи краев заготовки и ее предварительного изгиба,
касания прижимной плитой 3 предварительного изогнутой заготовки 16,
дальнейшего изгиба заготовки прижимной плитой 3 по прижимной поверхности матрицы 2,
прижима краевой части заготовки по прижимной поверхности матрицы 2 с перетяжными ребрами 4,
вытяжки центральной части заготовки пуансоном 1 в рабочую полость матрицы 2,
ходов вверх сначала внутреннего, а затем наружного ползунов пресса двойного действия
и обратных ходов подвижных упоров,
уточняют при отладке штампа из условия получения качественной детали при минимальных размерах заготовки и минимальной норме расхода материала на одну деталь.
Данный способ вытяжки детали с использованием предлагаемого штампа по сравнению с известными способами за счет предварительной управляемой гибки устраняет разрушение и складкообразование заготовки, повышает точность детали, уменьшает норму расхода листового материала на одну деталь и трудоемкость изготовления этой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2009 |
|
RU2423199C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНЫХ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ В ШТАМПЕ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ (ВАРИАНТЫ) | 2008 |
|
RU2429098C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457058C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2009 |
|
RU2442672C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2013 |
|
RU2570685C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457059C2 |
| Способ предварительной гибки заготовки с последующей вытяжкой полуфабриката | 2015 |
|
RU2623521C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2006 |
|
RU2353457C2 |
| Способ вытяжки сложного крупногабаритного пространственного полуфабриката (Варианты) | 2016 |
|
RU2661982C2 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 2013 |
|
RU2550474C2 |
Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах для штамповки крупногабаритных деталей из листовых материалов. Способ включает укладку заготовки на штамп пресса двойного или тройного действия, прижим фланца заготовки и втягивание центральной части заготовки в рабочую полость матрицы пуансоном. На поверхности матрицы установлены два неподвижных упора с крюками и напротив них два подвижных упора с крюками. Укладывают заготовку в штамп с обеспечением ее прогиба. Опускают заготовку со скольжением ее краев по поверхности упоров с крюками. Два противоположных края заготовки расположены ниже крюков неподвижных и подвижных упоров, что фиксирует заготовку. Осуществляют предварительный изгиб центральной части заготовки по цилиндрической поверхности. Предварительно изогнутую заготовку опускают прижимной плитой внутрь матрицы и одновременно осуществляют окончательный изгиб. Затем осуществляют прижим фланца окончательно изогнутой заготовки и втягивание центральной части заготовки. Штамп содержит пуансон, ползун пресса, неподвижную нижнюю плиту, матрицу и прижимную плиту. Он снабжен неподвижными упорами с крюками и расположенными напротив двумя подвижными упорами с крюками. Матрица выполнена с развертывающейся прижимной поверхностью. Оси направляющих узлов расположены горизонтально. В результате обеспечивается повышение точности детали и производительности, уменьшение нормы расхода листового материала и трудоемкости. 2 н.з. ф-лы, 9 ил.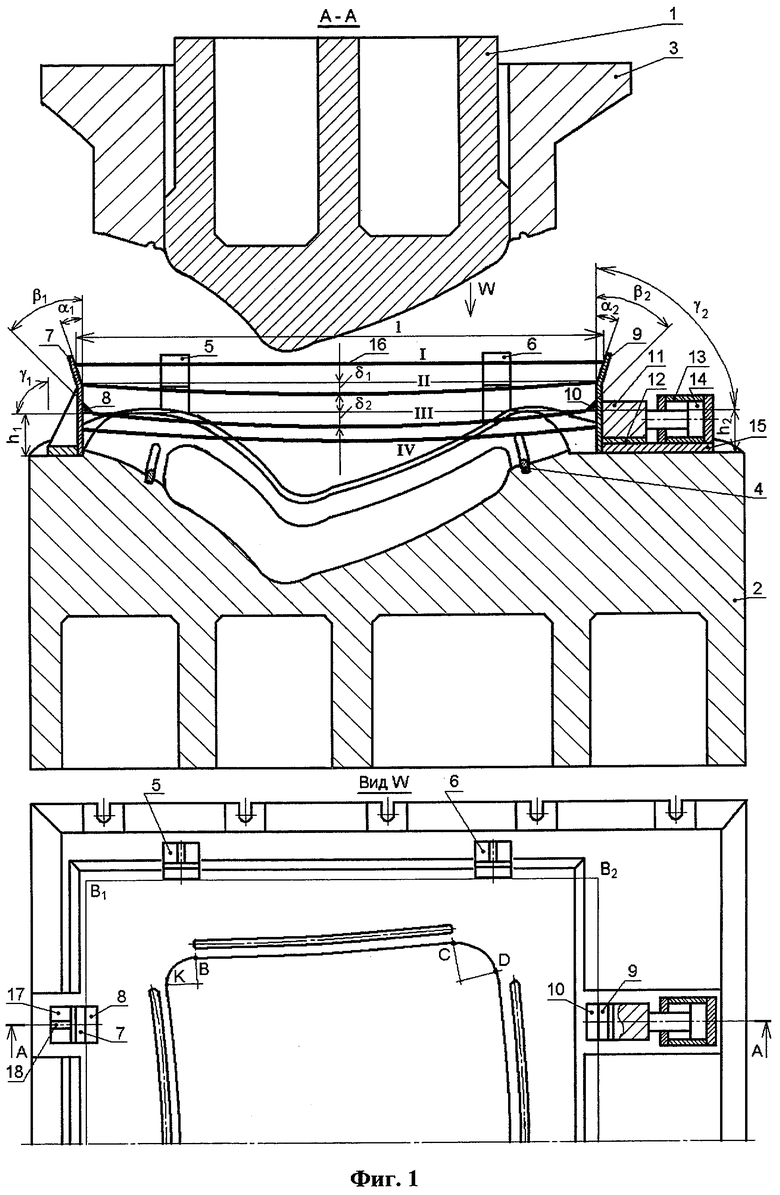
1. Способ вытяжки сложной крупногабаритной детали из плоской листовой заготовки, включающий укладку заготовки на штамп пресса двойного или тройного действия, содержащий матрицу с рабочей полостью и прижимной поверхностью, прижимную плиту и пуансон, прижим фланца заготовки между рабочей поверхностью прижимной плиты и прижимной поверхностью матрицы и втягивание центральной части заготовки в рабочую полость матрицы пуансоном при ходе внутреннего ползуна пресса, отличающийся тем, что используют матрицу с пространственной развертывающейся прижимной поверхностью и установленными на ней двумя неподвижными упорами с крюками и расположенными напротив них двумя подвижными упорами с крюками, имеющими возможность перемещения навстречу упомянутым неподвижным упорам посредством направляющих узлов, оси которых расположены горизонтально, и проволочных или управляемых гидро- или пневмопружин, укладку заготовки в штамп осуществляют путем расположения ее между упомянутыми неподвижными и подвижными упорами с обеспечением прогиба заготовки в пределах упругих деформаций под действием силы собственного веса, опускания заготовки со скольжением ее краев по поверхности упоров с крюками и расположения двух противоположных краев заготовки ниже крюков неподвижных и подвижных упоров с обеспечением фиксации заготовки между ними, при этом осуществляют предварительный изгиб центральной части заготовки по цилиндрической поверхности в рабочей полости матрицы путем перемещения подвижных упоров навстречу неподвижным под действием гидро- или пневмопружины и подачи одного края заготовки к оси штампа с одновременным приближением краевой части заготовки к прижимной поверхности матрицы с получением пластических деформаций в заготовке и удержанием противоположного края заготовки крюками неподвижных упоров, причем указанное перемещение подвижных упоров осуществляют одновременно с началом хода наружного ползуна пресса двойного или тройного действия с прижимной плитой, при дальнейшем ходе наружного ползуна предварительно изогнутую и точно зафиксированную между упорами заготовку опускают прижимной плитой внутрь матрицы и одновременно осуществляют окончательный изгиб заготовки по прижимной поверхности матрицы, затем осуществляют прижим фланца окончательно изогнутой заготовки между рабочей поверхностью прижимной плиты и пространственной развертывающейся прижимной поверхностью матрицы и далее осуществляют втягивание центральной части заготовки в рабочую полость матрицы.
2. Штамп для вытяжки сложной крупногабаритной детали из плоской листовой заготовки на прессе двойного или тройного действия, содержащий пуансон, закрепленный на внутреннем ползуне пресса, неподвижную нижнюю плиту, закрепленную на ней матрицу с рабочей полостью и прижимной поверхностью, и прижимную плиту, закрепленную на наружном ползуне пресса, отличающийся тем, что он снабжен установленными на прижимной поверхности матрицы двумя неподвижными упорами с крюками и расположенными напротив указанных неподвижных упоров с возможностью перемещения по направлению к ним двумя подвижными упорами, имеющими крюки, направляющие узлы и проволочные или управляемые гидро- или пневмопружины, при этом матрица выполнена с развертывающейся прижимной поверхностью, а оси направляющих узлов расположены горизонтально.
| НЕФЕДОВ А.П | |||
| Конструирование и изготовление штампов | |||
| - М.: Машиностроение, 1973, с.70, рис.51 | |||
| Штамп для вытяжки | 1982 |
|
SU1147477A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1994 |
|
RU2092260C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| DE 19504649 C1, 22.08.1996 | |||
| GB 1593224 A, 15.07.1981 | |||
| US 4615204 A, 07.10.1986. | |||

