Настоящее изобретение относится к устройству вакуум-формованного упаковывания (ВФУ) изделия или товара в пленку путем его помещения между двумя пленками или слоями термопластичного материала, которые плотно облегают изделие или товар подобно "коже". Более точно, настоящее изобретение относится к устройству для ВФУ, снабженному приспособлением для резания, которое содержит лазерный источник. Кроме того, настоящее изобретение также относится к способу ВФУ, применимому в упомянутом устройстве для упаковывания.
Хорошо известны упаковки, содержимое которых, например пищевой продукт или подобный товар, помещают между двух пленок из термопластичного материала. Обычно такая упаковка, содержащая пищевой продукт, является непроницаемой и защищает его от неправильного обращения и загрязнения извне при хранении, транспортировке и выкладке.
В настоящее время множество разнообразных товаров, в частности пищевых продуктов, продается в привлекающих внимание упаковках, состоящих из двух наложенных друг на друга термопластичных пленок, а именно нижней пленки и верхней пленки. Обычно верхняя пленка является прозрачной, а нижняя пленка соответствующим образом окрашена и сформована и служит подложкой для упакованного товара. Для изготовления упаковки применяют различные способы и устройства, из которых наиболее распространенными являются способ вакуум- формованного упаковывания и соответствующее устройство для вакуум-формованного упаковывания.
Используемая в упомянутом устройстве нижняя, служащая подложкой пленка предпочтительно имеет форму поддона, служащего емкостью для упаковываемого изделия и имеющего отверстие и закраину, окружающую упомянутое отверстие. Поддон такой формы обычно изготавливают на стадии термоформования, которое осуществляют на или вне производственной линии. Обычно несколько товаров помещают в ряд, оставляя между ними определенный зазор. Иными словами, поперечно направлению работы устройства помещают два или более изделия, которые упаковывают одновременно.
Верхнюю пленку обычно засасывают в вогнутую полость пресс-формы в виде перемещающегося в вертикальном направлении нагретого верхнего купола, в котором ее нагревают, одновременно удерживая силой всасывания в контакте с нагретым сводом и стенками полости. Затем также вакуумируют нижнюю пленку, чтобы удержать ее на месте на следующей стадии. За счет вакуумирования пространства между верхней и нижней пленками в камере упаковывания в вакууме и ослабления силы всасывания, приложенной к стенкам полости плиты пресс-формы, верхняя пленка перемещается вниз и соприкасается с очертаниями изделия и с нижней пленкой. В результате верхняя пленка образует плотно прилегающую оболочку вокруг всего упаковываемого изделия и соединяется с нижней пленкой за счет разности давлений, при этом повсюду, где верхняя горячая пленка соприкасается с нижнее пленкой, образуется герметичное уплотнение.
За участком герметизации расположен участок резания, на котором с помощью перфоратора соответствующим образом разрезают упакованные изделия на отдельные упаковки.
Обычный перфоратор для упомянутого устройство вакуум-формованного упаковывания в пленку на подложке имеет первый нож для поперечного резания, который делает поперечный разрез. В результате получают полосу изделий в вакуумной упаковке из пленки на подложке. Нож для поперечного резания работает, находясь в положении под пленками, и взаимодействует с оправкой. Перфоратор также имеет один или несколько вращающихся ножей для продольного резания. В результате получают отдельные прямоугольные вакуумные упаковки из пленки на подложке с одним изделием в каждой упаковке.
Недостатком такого перфоратора является то, что он способен формировать только упаковки прямоугольной формы. Кроме того, необходимо, чтобы режущие инструменты (отсекающий нож и вращающийся нож) оставались острыми, иначе невозможно обеспечить соответствующее резание.
Также известен способ резания вакуумных упаковок из пленки на подложке с помощью консольного ножа, перемещающегося по заданной траектории посредством передаточных механизмов.
Хотя конструкция с консольным ножом позволяет осуществлять не только продольное или поперечное резание, она является дорогостоящей и сложной. Ее невозможно адаптировать к изделиям новых форм. Иными словами, невозможно изменить, например, упаковку треугольной формы на упаковку прямоугольной формы. Кроме того, она неприменима, когда упаковываемые изделия выступают более чем примерно на 25 мм над плоскостью закраины поддона.
Она требует тщательного ухода, и также необходимо, чтобы режущие инструменты оставались острыми, иначе невозможно обеспечить соответствующее резание.
Кроме того, конструкция с консольным ножом не рассчитана на резание тонкой пленки. Существует большой риск образования волнистости и сморщивания в области резании.
Также известен способ резании вакуумных упаковок из пленки на подложке с помощью так называемой системы нарезании полос, которая позволяет придавать упаковке форму в поперечном направлении (т.е. получать упаковки с изогнутыми боковыми поверхностями в поперечном направлении), но не в продольном направлении. Дополнительным недостатком такой системы является ее неприменимость, если общая толщина (наложенных друг на друга верхней и нижней пленок) превышает 400 µм.
Для полноты отметим, что также известен способ резания упаковок из вакуум-формованной пленки на подложке с помощью перфорационной системы (выпукло- вогнутой конструкции) и с помощью высекательной системы. Оба эти способа лишены гибкости и имеет упомянутые выше недостатки.
С учетом вышесказанного существует потребность в создании усовершенствованного устройства вакуум-формованного упаковывания в пленку на подложке, которое имеет более эффективное и гибкое (например, с точки зрения форм, которые могут быть вырезаны) приспособление для резания, чем известные конструкции с перфораторами и ножами.
Приспособление для резания, используемое в устройстве для ВФУ согласно настоящему изобретению предпочтительно также способно выполнять другие операции, такие как дополнительная герметизация нижней и верхней пленок и/или маркировка или нанесение оттисков.
В заявке WO 03/062085 описан способ резании или перфорирования контейнеров из ПВС лазерным лучом. Контейнеры изготавливают методом вакуумного формования или термоформования подложки из ПВС-пленки и герметизируют, закрывая заполненную емкость верхней пленкой и соединяя ее термосваркой с пленкой подложки.
Согласно первой особенности настоящего изобретения предложено устройство для вакуум-формованного упаковывания товаров в пленку на подложке и изготовления пакетов за один цикл герметизации, которое имеет участок загрузки для размещения упаковываемых товаров на нижней термопластичной пленке через соответствующие интервалы, участок герметизации, на котором i) покрывают товары верхней термопластичной пленкой, ii) нагревают верхнюю термопластичную пленку, iii) вакуумируют пространство между верхней термопластичной пленкой и нижней термопластичной пленкой и iv) обтягивают товары сверху и со всех сторон верхней термопластичной пленкой и тем самым герметизируют их повсюду, где обе пленки соприкасаются друг с другом; и участок резания, на котором упакованные товары разделяют путем резания наложенных друг на друга и герметизированных пленок; при этом устройство для ВФУ отличается тем, что участок резания содержит приспособление для резания, имеющее лазерный источник, генерирующий лазерный луч с первой мощностью оптического излучения, и средство направления лазерного луча с первой мощностью оптического излучения на участок, на котором обе пленки соприкасаются друг с другом таким образом, чтобы отраженный лазерный луч с первой мощностью оптического излучения следовал по заданной траектории, в результате чего обе пленки разрезают и получают отдельно упакованные товары.
Средство направления лазерного луча обычно содержит, по меньшей мере, отражатель и по меньшей мере электродвигатель.
С целью обеспечить постоянное фокусирование лазерного луча вдоль траектории резания предпочтительно используют расширитель пучка.
Приспособление для резания может дополнительно содержать компьютер, приводящий в действие, по меньшей мере, один электродвигатель с целью соответствующего изменения скорости излучаемого лазерного луча.
Лазерный источник преимущественно рассчитан на излучение лазерного луча со второй мощностью оптического излучения.
Лазерный источник преимущественно питается от источника питания, подающего, по меньшей мере, первую электрическую мощность и вторую электрическую мощность, чтобы лазерный источник излучал, по меньшей мере, лазерный луч с первой мощностью оптического излучения и второй лазерный луч со второй мощностью оптического излучения.
В одном из вариантов осуществления предусмотрены средства для изменения частоты следования импульсов излучаемого лазерного луча.
Приспособление для резания может дополнительно содержать блок искусственного зрения для определения, по меньшей мере, одного из параметров, включающих размер, форму и расположение товаров, и для передачи такой информации компьютеру, формирующему соответствующую траекторию резания.
Приспособление для резания также может быть рассчитано на создание небольших прорезей для облегчения открывания пакета.
Приспособление для резания также может быть рассчитано на формирование защитного уплотнения, по меньшей мере, на участке края пакета.
Приспособление для резания также может быть рассчитано на нанесение логотипа или текста, по меньшей мере, на одну из пленок, покрывающих товар.
Приспособление для резания также может быть рассчитано на нанесение даты и/или штрих-кода по меньшей мере на одну из пленок, покрывающих товар.
Согласно второй особенности настоящего изобретения предложен способ вакуум-формованного упаковывания товаров в пленку на подложке и изготовления пакетов за один цикл герметизации, при осуществлении которого: размещают упаковываемые товары на нижней термопластичной пленке через соответствующие интервалы; покрывают товары верхней термопластичной пленкой, нагревают верхнюю термопластичную пленку, вакуумируют пространство между верхней термопластичной пленкой и нижней термопластичной пленкой, обтягивают товары сверху и со всех сторон верхней термопластичной пленкой и тем самым герметизируют их повсюду, где обе пленки соприкасаются друг с другом, и разделяют упакованные товары путем резания наложенных друг на друга и герметизированных пленок; при этом упомянутый способ отличается тем, что резание осуществляют путем направления лазерного луча с помощью по меньшей мере отражателя и по меньшей мере электродвигателя.
При осуществлении способа дополнительно приводят в действие по меньшей мере один электродвигатель с помощью компьютера с целью соответствующего изменения скорости излучаемого лазерного луча.
Лазерный источник предпочтительно питается от источника питания, подающего по меньшей мере первую электрическую мощность и вторую электрическую мощность, чтобы лазерный источник излучал по меньшей мере лазерный луч с первой мощностью оптического излучения и второй лазерный луч со второй мощностью оптического излучения.
При осуществлении способа предпочтительно изменяют частоту следования импульсов излучаемого лазерного луча.
При осуществлении способа дополнительно определяют по меньшей мере один из параметров, включающих размер, форму и расположение товаров с помощью блока искусственного зрения, и передают такую информацию компьютеру, формирующему соответствующую траекторию резания.
Резание предпочтительно включает создание небольших прорезей для облегчения открывания пакета.
При осуществлении способа с помощью лазера дополнительно формируют защитное уплотнение, по меньшей мере, на участке края пакета.
При осуществлении способа с помощью лазера наносят логотип, дату или штрих-код по меньшей мере на одну из пленок, покрывающих товар.
Предпочтительно до размещения на термопластичной нижней пленке упаковываемых товаров из нее термоформованием на линии изготавливают поддон со вспомогательной закраиной.
Стадии лазерного резания предпочтительно осуществляют таким образом, чтобы вокруг вспомогательной закраины оставалась кромка, меньшая или равная 2 мм (≤2). За счет этого обеспечивается более "чистая" упаковка, т.е. упаковка с использованием меньшего количества пластика. Путем изменения траектории резания можно в любом случае скорректировать количество материала вокруг вспомогательной закраины в зависимости от конкретных целей.
Для обеспечения лучшего понимания настоящего изобретения далее оно подробно описано со ссылкой на чертежи, на которых:
на фиг.1 схематически показано известное из техники устройство для вакуум-формованного упаковывания товаров в пленку на подложке, снабженное обычным приспособлением для резания,
на фиг.2 схематически показано приспособление для резания устройства для ВФУ согласно одному из вариантов осуществления настоящего изобретения,
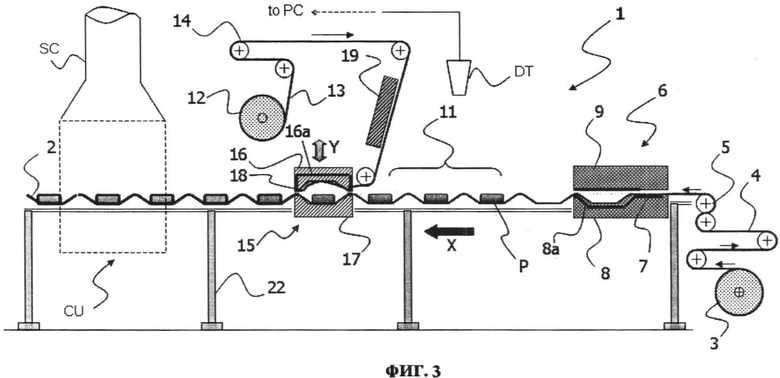
на фиг.3 схематически показано устройство для вакуум-формованного упаковывания товаров в пленку на подложке согласно одному из вариантов осуществления изобретения,
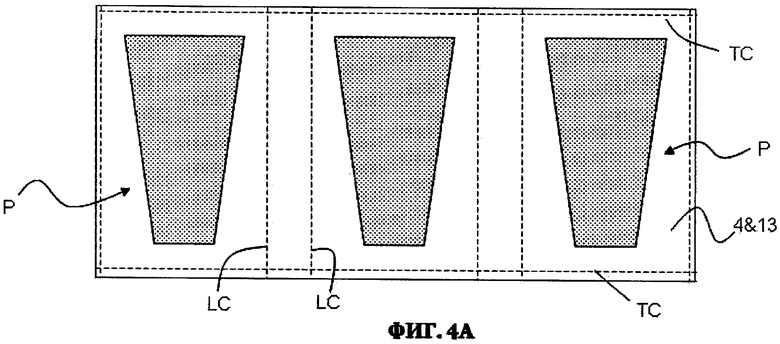
на фиг.4А показано размещение товаров, упакованных в вакуумную упаковку из пленки на подложке с помощью устройства для ВФУ с обычным приспособлением для резания,
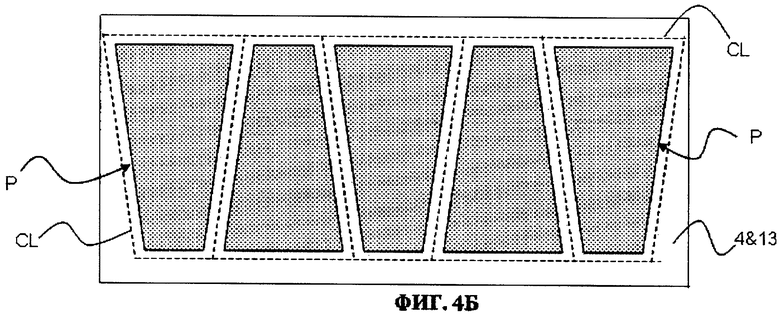
на фиг.4Б показано размещение товаров, упакованных в вакуумную упаковку из пленки с использованием приспособлением для резания согласно настоящему изобретению, и
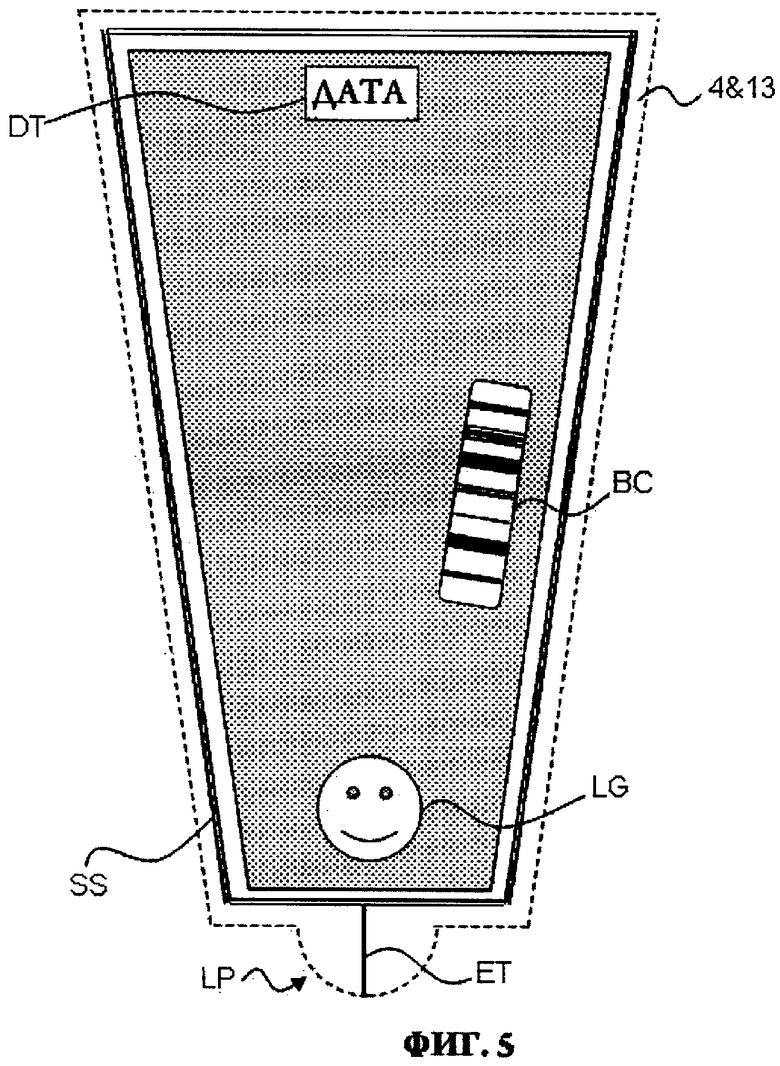
на фиг.5 показан вид сверху товара, упакованного в вакуумную упаковку из пленки на подложке с помощью устройства для ВФУ согласно настоящему изобретению и снабженного маркировкой и дополнительным уплотнением.
Далее в описании для обозначения одинаковых или функционально эквивалентных элементов используются одинаковые позиции.
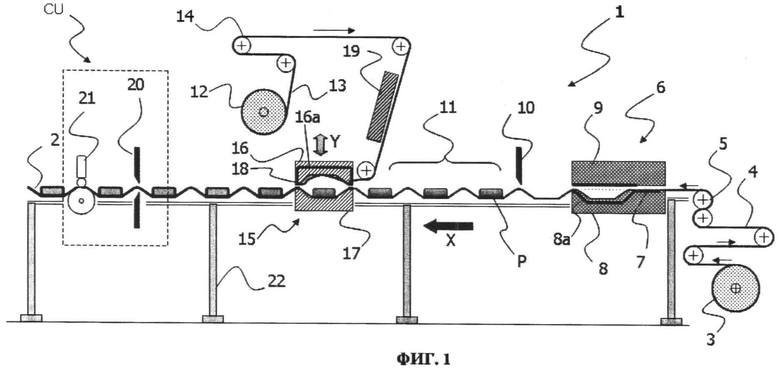
Рассмотрим фиг.1, на которой показано известное из уровня техники устройство 1 для вакуум-формованного упаковывания товаров Р в пакеты 2 из пленки на подложке. Стрелкой X на фиг.1 показано направление работы справа налево. Устройство 1 имеет первую катушку 3 для нижней пленки 4, первый шкив 5 для разматывания нижней пленки 4, участок 6 термоформования на линии, на котором из нижней пленки 4 формуют поддон, участок 10 для обрезки углов, участок 11 размещения товаров Р, на котором их помещают на сформованный из пленки поддон, вторую катушку 12 для верхней пленки 13, второй шкив 14 для разматывания верхней пленки 13, участок 15 герметизации (вакуумного уплотнения), приспособление 20 для поперечного резания и приспособление 21 для продольного резания 21. Приспособление для резания, обозначенное позицией CU, показано на фиг.1 в виде прямоугольника с пунктирными линиями. В результате получают готовую упаковку 2. Перечисленные элементы опираются на главную раму 22.
Обычно участок 6 термоформования имеет обогревающую плиту 7, нижний формовочный купол 8 с формовочной плитой 8а и верхний купол 9. В одном из альтернативных вариантов осуществления, не показанном на фиг.1, параллельно обогревающей плите 7 может быть расположена вторая обогревающая плита, между которыми помещают лист пленки.
Обычно участок 10 для обрезки углов, который, тем не менее, является необязательным признаком, содержит, по меньшей мере, один режущий инструмент для осуществления прецизионной обрезки углов сформованного из нижнего слоя поддона, чтобы облегчить открывание концевых пакетов конечным потребителям.
Обычно участок герметизации 15 содержит верхний купол 16, имеющий вогнутую нагретую плиту 16а, и матрицу 17, в которую могут быть вставлены подмодельные плиты, профилированные, как на участке 6 термоформования. На краю верхнего купола и/или матрицы расположена прокладка 18. Верхний купол и матрица снабжены прорезями (не показаны) для вакуумирования и вентиляции, когда верхний купол и матрица закрыты.
Участок герметизации работает следующим образом. Перед тем, как закрыть верхний купол и матрицу, в них помещают один или несколько поддонов из нижней пленки с товарами на них. В верхний купол также всасывают верхнюю пленку определенной длины, которая может быть предварительно нагрета подогревающей плитой 19. Когда верхний купол и матрица закрыты, действующий сверху вакуум всасывает верхнюю пленку в купол, а действующий снизу вакуум удерживает поддон(-ы) на матрице. Верхнюю пленку нагревают в куполе до определенной температуры (например, около 200°C), и удаляют воздух из упаковки через прорези в нижней пленке. Когда вакуум в пространстве между верхней и нижней пленками становится полным, под действием легкой вентиляции сверху верхняя пленка отсоединяется от купола. В результате полной вентиляции сверху верхняя пленка обволакивает товар и герметично соединяется с поддоном(-ами) со всех сторон товара, при этом поддон(-ы) в матрице охлаждают с целью стабилизации. Матрицу также вентилируют и открывают участок герметизации, чтобы переместить герметизированные упаковки на участки поперечного и продольного резания, оставляя тем самым участок герметизации готовым к новому циклу.
Предусмотрен участок 21 продольного резания, поскольку обычно из нижней пленки определенной длины формуют несколько поддонов. Иными словами, если смотреть сверху на сформованные из нижней пленки поддоны, можно увидеть несколько полос из поддонов.
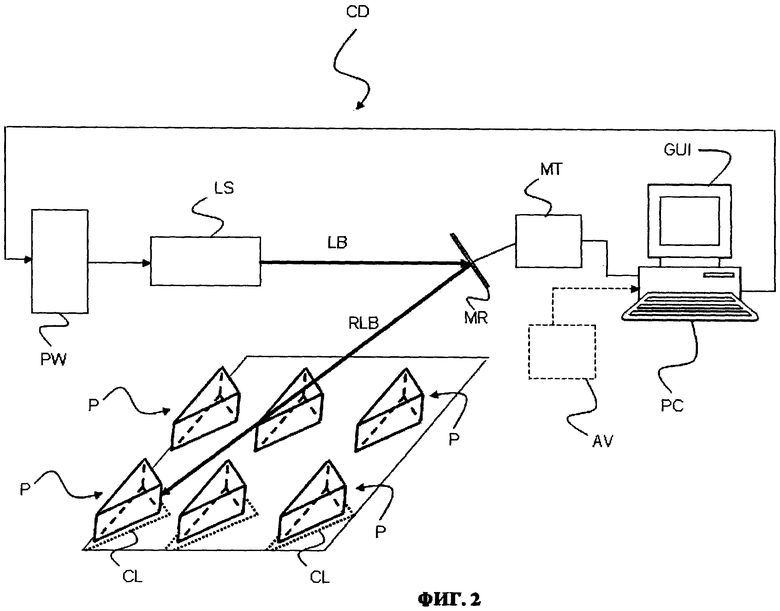
На фиг.2 схематически показано приспособление для резания CD, используемое в устройстве для ВФУ согласно одному из вариантов осуществления настоящего изобретения.
Приспособление для резания CD содержит лазерный источник LS, излучающий лазерный луч LB, отражатель MR (с не показанным приводом) и электродвигатель МТ для соответствующего перемещения и наклона отражателя MR. Излучаемый лазерный луч LB падает на отражатель, который направляет излучаемый лазерный луч LB на наложенные друг на друга верхнюю и нижнюю пленки (которые фактически образуют плотную оболочку повсюду, где пленки соприкасаются друг с другом) со всех сторон упакованных товаров. Электродвигатель МТ соответствующим образом перемещает отражатель MR, чтобы направлять отраженный лазерный луч RLB на наложенные друг на друга разрезаемые пленки. Линия резания обозначена на фиг.2 позицией CL. На самом деле, электродвигателем могут являться несколько электродвигателей. Основой предпочтительной конструкции являются трехосные сканирующие электродвигатели с гальванометрическим приводом.
Электродвигатель МТ предпочтительно приводится в действие компьютером PC.
Компьютер PC преимущественно связан с дисплеем, таким как монитор.
Оператор предложенного в изобретении устройства для вакуум-формованного упаковывания товаров в пленку на подложке может выбирать траекторию линию резания, применимую для соответствующего разделения сформированных упаковок. Как показано, например, на фиг.4Б, если товары Р имеют треугольную форму, их можно разместить соответствующим образом. В этом случае линия резания (обозначенная пунктиром) будет состоять из нескольких участков резания, параллельных боковым поверхностям товаров. Оператор загружает траекторию резания в компьютер PC, и он соответствующим образом приводит в действие электродвигатель, чтобы получить необходимую линию резания.
В качестве альтернативы траекторию резания и линию резания может автоматически создавать блок искусственного зрения AV. В этом случае соответствующий датчик DT обнаруживает присутствие товаров, размещенных в определенном порядке, и передает эту информацию компьютеру PC. Компьютер соответствующим образом выбирает траекторию резания, которая задает необходимую линию резания. Датчик DT может преимущественно иметь камеру, а именно видео- или фотокамеру. Датчик DT может находиться на участке загрузки товаров, на котором загружают (автоматически или механически) товары. Датчик также может находиться в другом положении в устройстве для вакуум-формованного упаковывания товаров в пленку на подложке согласно настоящему изобретению.
Предложенное в настоящем изобретении лазерное приспособление для резания обеспечивает ряд преимуществ. Резание может осуществляться с очень высокой точностью, благодаря чему можно оставлять лишь тонкую кромку. Иными словами, больше не требуется, чтобы упаковка из наложенных друг на друга пленок 4 и 13 была окружена широкой кромкой, как при использовании известных из уровня техники приспособлений для резания. Поясним, что при использовании известных из уровня техники механических приспособлений для резания из-за неизбежного наличия у ножей спинок, которые занимают определенное пространство между соседними поддонами, почти невозможно, чтобы ширина остающейся (после резания) кромки, окружающей товар, была меньше 7,5 мм. Тем не менее, в настоящем изобретении ширина кромки может быть доведена до 1 или 2 мм.
Именно за счет возможности изготовления упаковок с очень узкой кромкой вокруг товара предложенная в изобретении система лазерного резания позволяет изготавливать термоформованные на линии поддоны, обладающие свойствами готовых поддонов, таких как, в частности, поддоны с закругленной или вспомогательной закраиной. Наличие закругленной или вспомогательной закраины очень желательно, поскольку повышает жесткость и улучшает общий внешний вид поддона.
В случае товаров особых форм (как показанные на фиг.4А товары треугольной формы) настоящее изобретение обеспечивает ценные преимущества над известным уровнем техники. На фиг.4A показаны три товара Р на выходе участка герметизации устройства для вакуум-формованного упаковывания товаров в пленку на подложке. При использовании известных приспособлений для резания можно делать только продольные разрезы LC и поперечные разрезы ТС, в результате чего получают прямоугольные упаковки. С учетом минимальной требуемой ширины кромки наложенных друг на друга пленок 4&13 в области, в которой сходятся товары треугольной формы, теряется большое количество материала пленки. На фиг.4Б показано, что при использовании приспособления для резания устройства для ВФУ согласно настоящему изобретению можно разместить пять товаров треугольной формы. За счет этого повышается производительность, сокращаются отходы материала пленки, улучшается внешний вид упаковки, а упакованные товары занимают меньше места (это является выгодной особенностью для транспортировки и/или хранения упакованных товаров).
За счет более эффективного использования упаковочных пленок также обеспечивается снижение затрат и уменьшается воздействие на окружающую среду.
Кроме того, если известные из уровня техники механические приспособления для резания значительно ограничивают высоту, на которую товары могут выступать над нижней пленкой, новое лазерное приспособление для резания согласно настоящему изобретению позволяет упаковывать товары, значительно выступающие над нижними пленками.
На фиг.2 и 4Б показана траектория резания с линиями резания, повторяющими форму упаковываемого товара. Вместе с тем, в некоторых случаях линия резания может точно не следовать форме товара. Это может объясняться эстетическими соображениями. Кроме того, упаковщик может захотеть, чтобы упаковка была снабжена выступами или ушками LP, как это показано на фиг.5.
Лазерное приспособление для резания устройства для ВФУ согласно настоящему изобретению также может применяться для формирования небольших разрезов ЕТ, таких как показаны на фиг.5, для создания захватных язычков или, хотя это и не показано на чертежах, для создания линии ослабления прочности в одном из углов упаковки, например, с помощью ряда перфораций, соответствующим образом разнесенных друг от друга, чтобы можно было избирательно разорвать только нижнюю, более жесткую пленку, согнув ее, что делает упаковку легко открываемой. При желании эти линии ослабления прочности или отдельные разрезы в одном из углов упаковки также могут быть созданы с помощью механического приспособления для резания предпочтительно на участке формования или так или иначе на любой стадии до камеры упаковывания в вакууме. Способ и устройство согласно настоящему изобретению могут сочетаться с другими системами с целью получения легко открываемых упаковок из вакуум-формованной пленки на подложке, например, с использованием тонких инструментов для предотвращения местной герметизации, таких как описаны в WO 2004/074106, которые препятствуют герметизации нижней и верхней пленок по краям упаковки из вакуум-формованной пленки на подложке или ее части.
Согласно одному из предпочтительных вариантов осуществления настоящего изобретения лазерное приспособление для резания CD имеет источник электропитания PW, подающий, по меньшей мере, первую электрическую мощность и, по меньшей мере, вторую электрическую мощность. Соответственно, когда в лазерный источник подают первую электрическую мощность, он излучает лазерный луч с первой мощностью оптического излучения, а когда в него подают вторую электрическую мощность, лазерный источник излучает лазерный луч со второй мощностью оптического излучения. Первая мощность оптического излучения рассчитана на осуществление первой операции, например, резания наложенных друг на друга пленок.
По меньшей мере, одна вторая мощность оптического излучения (которая может быть меньше или больше первой мощности) может использоваться для осуществления второй операции. Например, когда в лазерный источник LS подают вторую электрическую мощность, он способен излучать лазерный луч для формирования со всех сторон товара защитного уплотнения SS, которое предпочтительно повторяет линии резания. Защитное уплотнение показано на фиг.5 двойной линией. Такое защитное уплотнение полезно, например, когда упаковывают некоторые остроконечные товары (примером остроконечного товара могут служить морепродукты). Такие остроконечные товары имеют тенденцию прорывать пленку при глубоком вакуумировании на участке герметизации. С целью решения этой проблемы осуществляют неглубокое вакуумирование и формируют дополнительное защитное уплотнение после или до резания.
Для изменения подаваемой мощности используют компьютер PC, как это показано на фиг.2. Оператор может легко рассчитать траекторию линии резания и дополнительного защитного уплотнения с помощью графического пользовательского интерфейса GUI.
Вторая операция может включать нанесение маркировки/оттисков на пленку, покрывающую товар. Например, на верхнюю пленку или на верхнюю и нижнюю пленки может быть нанесен логотип LG (и/или текст). В качестве дополнительного примера на верхнюю пленку или на верхнюю и нижнюю пленки может быть нанесен штрих-код ВС. На верхнюю пленку или на верхнюю и нижнюю пленки предпочтительно может быть нанесена дата DT (дата упаковки или срок годности).
Расположение логотипа, штрих-кода и даты может быть предпочтительно рассчитано на компьютере с помощью графического пользовательского интерфейса GUI. В компьютере может храниться программно реализованная программа для регулирования мощности лазерного источника.
В одном из предпочтительных вариантов осуществления в компьютере PC также используют программно реализованную программу для изменения скорости излучаемого лазерного луча. С этой целью соответствующим образом приводят в действие электродвигатель МТ для необходимого перемещения и наклона отражателя MR. Как и в рассмотренном выше случае изменения мощности, излучаемый лазерный луч с первой скоростью может использоваться для осуществления первой операции, а излучаемый лазерный луч со второй скоростью может использоваться для осуществления второй операции.
В одном из предпочтительных вариантов осуществления в компьютере PC также используют программно реализованную программу для соответствующего изменения частоты следования импульсов излучаемого лазерного луча. Как и в рассмотренном выше случае изменения мощности, излучаемый лазерный луч с первой частотой следования импульсов может использоваться для осуществления первой операции, а излучаемый лазерный луч со второй частотой следования импульсов может использоваться для осуществления второй операции.
По соображениям безопасности по меньшей мере часть приспособления для резания устройства для ВФУ согласно настоящему изобретению (по меньшей мере от отражателя до рабочей зоны и обычно от лазерного источника до отражателя и рабочей зоны) должна быть закрыта защищающим от лазерного излучения кожухом или аналогичным защитным приспособлением, обычно из прозрачного материала.
Для всасывания газообразных продуктов сгорания, образующихся в процессе резания, предпочтительно может быть предусмотрено всасывающее устройство SC.
Лазерный источник, применимый в настоящем изобретении, промышленно производится компанией Rofin GmbH, а любая компания инженерно-технического профиля, специализирующаяся в этой области, такая как, например, компания AM Engineering S.r.l. (Амаро, Италия), может изготовить по заказу соответствующую лазерную систему. Некоторые характеристики такого лазерного источника приведены далее в Таблице 1.
Ознакомившись с описанием изобретения и приложенными чертежами, на которых проиллюстрированы предпочтительные варианты его осуществления, специалист в данной области техники сможет предложить множество изменений, усовершенствований и вариантов, а также других использований и применений настоящего изобретения. Все такие изменения, усовершенствования и варианты, а также другие использования и применения, не выходящие за пределы объема настоящего изобретения, считаются охваченными изобретением.
Устройство содержит участок загрузки для размещения упаковываемых товаров на нижней термопластичной пленке через интервалы, участок герметизации, на котором товары покрывают верхней термопластичной пленкой, нагревают верхнюю термопластичную пленку, вакуумируют пространство между верхней и нижней пленками и обтягивают товары сверху и со всех сторон верхней пленкой, герметизируя пленки по месту их соприкосновения, и участок резания для разделения наложенных друг на друга и герметизированных пленок. Участок резания содержит приспособление для резания, имеющее лазерный источник, генерирующий лазерный луч с первой мощностью оптического излучения, и средство направления лазерного луча на участок, на котором обе пленки соприкасаются друг с другом. При этом отраженный лазерный луч следует по заданной траектории. Способ упаковывания товаров в пленку с изготовлением пакетов за один цикл герметизации содержит размещение упаковываемых товаров на нижней термопластичной пленке через соответствующие интервалы, покрытие товаров верхней термопластичной пленкой, нагревание верхней термопластичной пленки, вакуумирование пространства между верхней термопластичной пленкой и нижней термопластичной пленкой. При этом обтягивают товары сверху и со всех сторон верхней термопластичной пленкой и тем самым герметизируют их повсюду, где обе пленки соприкасаются друг с другом, и разделяют упакованные товары путем резания. Резание осуществляют путем направления лазерного луча по заданной траектории с помощью, по меньшей мере, отражателя и, по меньшей мере, электродвигателя. Изобретение обеспечивает расширение функциональных возможностей. 2 н. и 22 з.п. ф-лы, 6 ил., 1 табл.
1. Устройство вакуум-формованного упаковывания товаров в пленку с изготовлением пакетов за один цикл герметизации, содержащее:
- участок загрузки для размещения упаковываемых товаров на нижней термопластичной пленке через соответствующие интервалы,
- участок герметизации, на котором i) покрывают товары верхней термопластичной пленкой, ii) нагревают верхнюю термопластичную пленку, iii) вакуумируют пространство между верхней термопластичной пленкой и нижней термопластичной пленкой и iv) обтягивают товары сверху и со всех сторон верхней термопластичной пленкой и тем самым герметизируют их повсюду, где обе пленки соприкасаются друг с другом, и
- участок резания, на котором упакованные товары разделяют путем резания наложенных друг на друга и герметизированных пленок;
при этом участок резания содержит приспособление для резания, имеющее лазерный источник, генерирующий лазерный луч с первой мощностью оптического излучения, и средство направления лазерного луча с первой мощностью оптического излучения на участок, на котором обе пленки соприкасаются друг с другом таким образом, чтобы отраженный лазерный луч с первой мощностью оптического излучения следовал по заданной траектории, в результате чего обе пленки разрезают и получают отдельно упакованные товары.
2. Устройство вакуум-формованного упаковывания по п.1, в котором упомянутое средство направления лазерного луча содержит, по меньшей мере, отражатель и, по меньшей мере, электродвигатель.
3. Устройство вакуум-формованного упаковывания по п.2, дополнительно содержащее компьютер, приводящий в действие упомянутый, по меньшей мере, один электродвигатель с целью соответствующего изменения скорости излучаемого лазерного луча.
4. Устройство вакуум-формованного упаковывания по любому из предшествующих пунктов, в котором упомянутый лазерный источник также рассчитан на излучение лазерного луча со второй мощностью оптического излучения.
5. Устройство вакуум-формованного упаковывания по п.4, в котором лазерный источник питается от источника питания, подающего, по меньшей мере, первую электрическую мощность и вторую электрическую мощность, чтобы лазерный источник излучал, по меньшей мере, лазерный луч с первой мощностью оптического излучения и лазерный луч со второй мощностью оптического излучения.
6. Устройство вакуум-формованного упаковывания по п.1, в котором предусмотрены средства для изменения частоты следования импульсов излучаемого лазерного луча.
7. Устройство вакуум-формованного упаковывания по п.1, которое дополнительно содержит блок искусственного зрения для определения, по меньшей мере, одного из параметров, включающих размер, форму и расположение товаров, и для передачи такой информации компьютеру, формирующему соответствующую траекторию резания.
8. Устройство вакуум-формованного упаковывания по п.1, в котором упомянутый лазерный луч также рассчитан на создание небольших прорезей для облегчения открывания пакета.
9. Устройство вакуум-формованного упаковывания по п.1, в котором упомянутый лазерный луч также рассчитан на формирование защитного уплотнения, по меньшей мере, на участке края пакета.
10. Устройство вакуум-формованного упаковывания по п.1, в котором упомянутый лазерный луч также рассчитан на нанесение логотипа или текста, по меньшей мере, на одну из пленок, покрывающих товар.
11. Устройство вакуум-формованного упаковывания по п.1, в котором упомянутый лазерный луч также рассчитан на нанесение даты, по меньшей мере, на одну из пленок, покрывающих товар.
12. Устройство вакуум-формованного упаковывания по п.1, в котором упомянутый лазерный луч также рассчитан на нанесение штрих-кода, по меньшей мере, на одну из пленок, покрывающих товар.
13. Способ вакуум-формованного упаковывания товаров в пленку с изготовлением пакетов за один цикл герметизации, при осуществлении которого: размещают упаковываемые товары на нижней термопластичной пленке через соответствующие интервалы, покрывают товары верхней термопластичной пленкой, нагревают верхнюю термопластичную пленку, вакуумируют пространство между верхней термопластичной пленкой и нижней термопластичной пленкой, обтягивают товары сверху и со всех сторон верхней термопластичной пленкой и тем самым герметизируют их повсюду, где обе пленки соприкасаются друг с другом, и разделяют упакованные товары путем резания наложенных друг на друга и герметизированных пленок; при этом резание осуществляют путем направления лазерного луча по заданной траектории с помощью, по меньшей мере, отражателя и, по меньшей мере, электродвигателя.
14. Способ по п.13, при осуществлении которого с помощью компьютера дополнительно приводят в действие, по меньшей мере, один электродвигатель с целью соответствующего изменения скорости излучаемого лазерного луча.
15. Способ по любому из пп.13, 14, в котором лазерный источник упомянутого лазерного луча питается от источника питания, подающего, по меньшей мере, первую электрическую мощность и вторую электрическую мощность, чтобы лазерный источник излучал, по меньшей мере, лазерный луч с первой мощностью оптического излучения и второй лазерный луч со второй мощностью оптического излучения.
16. Способ по п.13, при осуществлении которого дополнительно изменяют частоту следования импульсов излучаемого лазерного луча.
17. Способ по п.13, при осуществлении которого с помощью блока искусственного зрения дополнительно определяют, по меньшей мере, один из параметров, включающих размер, форму и расположение товаров, и передают такую информацию компьютеру, формирующему соответствующую траекторию резания.
18. Способ по п.13, в котором резание предпочтительно включает создание небольших прорезей для облегчения открывания пакета.
19. Способ по п.13, при осуществлении которого с помощью лазера дополнительно формируют защитное уплотнение, по меньшей мере, на участке края пакета.
20. Способ по п.13, при осуществлении которого с помощью лазера дополнительно наносят логотип или текст, по меньшей мере, на одну из пленок, покрывающих товар.
21. Способ по п.13, при осуществлении которого с помощью лазера дополнительно наносят дату, по меньшей мере, на одну из пленок, покрывающих товар.
22. Способ по п.13, при осуществлении которого с помощью лазера дополнительно наносят штрих-код, по меньшей мере, на одну из пленок, покрывающих товар.
23. Способ по п.13, дополнительно отличающийся тем, что до размещения на термопластичной нижней пленке упаковываемых товаров из нее термоформованием на линии изготавливают поддон со вспомогательной закраиной.
24. Способ по п.23, в котором стадию лазерного резания осуществляют таким образом, чтобы вокруг вспомогательной закраины оставалась кромка меньшая или равная 2 мм.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| ТЕХНОЛОГИЧЕСКИЙ ОБЪЕКТИВ ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1992 |
|
RU2049632C1 |

