Предлагаемое изобретение относится к области обработки металлов резанием, конкретно, к режущим инструментам типа резцов.
Известно устройство с резцом, содержащее корпус с упругой опорой и поворотную державку с цилиндрическим роликом. Благодаря этому вершина резца под действием силы резания смещается на требуемый диаметр обрабатываемой детали. Недостатками устройства являются сложность и громоздкость конструкции [1].
Известен резцедержатель, содержащий корпус и соединенный с ним посредством упругого элемента резец [2]. Корпус имеет подналадчик для изменения положения резца с целью корректирования размера обрабатываемой детали. Ему присущи те же недостатки, что и [1]. Резцедержатель не приспособлен для настройки резца на высоту центров.
Известно устройство для автоподналадки инструмента, содержащее установленный с возможностью радиального перемещения от клинового штока резцедержатель, снабженный упругодеформируемой частью с закрепленным в ней резцом [3]. Привод для движения клинового штока выполнен в виде гидроцилиндра. Ему присущи те же недостатки, что и [1]. Устройство для автоподналадки не приспособлено для настройки резца на высоту центров.
За прототип принят резец с упругой рабочей частью и жесткой державкой [4]. Винт с нижней стороны державки упирается в рабочую часть и настраивает вершину резца на высоту линии центров. Недостатками резца являются сложность конструкции и трудоемкость настройки его на линию центров станка.
Технический результат предлагаемого резца состоит в упрощении конструкции, повышении удобства и точности настройки на линию центров станка. Кроме того, резец позволяет осуществлять упругодемпфированное точение.
Это достигается тем, что упругая рабочая часть резца выполнена в виде консольной балки, образующей с державкой Г-образную форму и имеющей высоту вершины режущего лезвия от основания державки больше номинальной высоты от основания до линии центров станка. Периметр сечения консольной балки на переходе к державке больше расстояния от вершины лезвия до державки. У двухлезвийного резца для реверсивного резания вершина первого лезвия относительно линии центров станка больше половины расстояния между лезвиями.
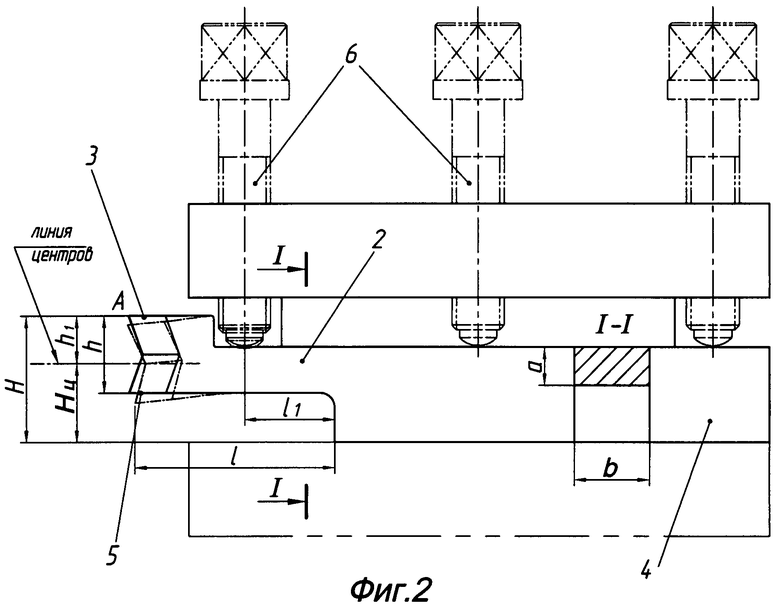
На фиг.1 изображен однолезвийный резец и разрез I-I его рабочей части, на фиг.2 - двухлезвийный резец и разрез I-I его рабочей части.
Резец содержит державку 1 и упругую рабочую часть 2 с лезвием 3 (фиг.1). Рабочая часть выполнена в виде консольной балки длиной l, образующей с державкой Г-образную форму. Высота Н вершины А лезвия от основания державки больше на величину h1 номинальной высоты Hц от того же основания до линии центров станка. Сечение рабочей части a×b на переходе к державке по условию прочности на изгиб под действием максимальной силы резания имеет периметр П больше расстояния l от вершины лезвия A до державки: П=2·(а+b)≥l (фиг.1, разрез I-I). Для повышения прочности упругая рабочая часть может иметь сечение, увеличивающееся от вершины лезвия к державке.
Двухлезвийный резец 4 реверсивного резания имеет первое верхнее лезвие 3 и второе нижнее лезвие 5, симметричное и обратное первому, а их задние грани образуют общую вогнутую поверхность (фиг.2). Высота h1 вершины А лезвия 3 относительно линии центров больше половины расстояния h между лезвиями  .
.
Настройка резца на высоту линии центров осуществляется следующим образом. Державку резца зажимают двумя винтами 6 резцедержателя (фиг.1). Резец подводят к конусу инструментального центра, установленного в шпинделе или в пиноли задней бабки станка. Передним винтом 6 нажимают на упругую рабочую часть 2 резца до тех пор, пока вершина лезвия A не опустится до оси конуса, соответствующей линии центров (см. штрихпунктир на фиг.1). Это положение вершины аттестуют визуально.
Настройка двухлезвийного резца 4 осуществляется аналогично. После касания нижним лезвием боковой поверхности инструментального центра нажимают передним винтом 6 резцедержателя на упругую рабочую часть резца. Одновременно резцедержатель подводят в поперечном направлении к центру до тех пор, пока оба лезвия не коснутся конусной боковой поверхности центра (на чертеже не показано). Это положение соответствует симметричному расположению верхнего 3 и нижнего 5 лезвия относительно линии центров станка (см. фиг.2, штрихпунктир).
Пример выполнения. Однолезвийный резец из быстрорежущей стали Р6М5 имеет державку сечением 25×24 мм, упругую рабочую часть длиной l=70 мм, толщиной a=12 мм и шириной b=24 мм. Высота вершины А лезвия H=25,1 мм. Высота центров токарного станка модели 16К20 - НЦ=25 мм.
Резец устанавливается в резцедержателе станка и зажимается винтами. Передний винт, расположенный на расстоянии от вершины резца l-l1=35 мм, деформирует упругую рабочую часть силой F1 порядка 250 ∂aH. Под действием этой силы прогиб, определяемый по формуле f=Fl3/3EJ, где J=ba3/12, - в конкретном примере J=3456 мм4, - на плече l1=35 мм составит f1=0,05. Тогда вершина лезвия А на длине рабочей части l=70 мм опустится на 0,1 мм и выйдет на высоту линии центров станка. Аналогично настраивается на симметричное положение обоих лезвий относительно линии центров двухлезвийный резец.
При чистовом точении смещение вершины резца под действием силы резания F будет незначительным. При черновом точении вершина А расположена выше линии центров из расчета, что под действием силы резания опустится на линию центров и ниже. Резец будет работать в режиме упругого демпфирования и гасить автоколебания.
Двухлезвийный резец при вращении детали по часовой стрелке работает аналогично однолезвийному, а при вращении в противоположном направлении сила резания воспринимается винтом 6 резцедержателя.
Источники информации
1. Авторское свидетельство СССР №1199462, В23В 25/06. Устройство для настройки системы СПИД. 1982.
2. Авторское свидетельство СССР №1389938, В23В 29/14. Подналаживаемый резцедержатель. 1986.
3. Авторское свидетельство СССР №806369, B23Q 21/00. Устройство для автоподналадки инструмента. 1979.
4. Патент США №3523349, В23В 27/16, 1970. Прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГУЛИРУЕМАЯ ДЕРЖАВКА | 2009 |
|
RU2412022C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 2008 |
|
RU2374039C1 |
| КОМБИНИРОВАННЫЙ ТОКАРНЫЙ РЕЗЕЦ | 2013 |
|
RU2526908C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2015 |
|
RU2604742C2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ ИНСТРУМЕНТ | 2017 |
|
RU2643008C1 |
| МНОГОЛЕЗВИЙНЫЙ РЕЗЕЦ | 2007 |
|
RU2347649C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| Режущий инструмент | 1981 |
|
SU1052345A1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
Резец содержит державку и упругую рабочую часть с режущим лезвием и предназначен для установки в резцедержателе станка. Для повышения удобства и точности настройки на линию центров станка рабочая часть выполнена в виде консольной балки, образующей с державкой Г-образную форму. При этом высота вершины режущего лезвия от основания державки больше номинальной высоты от основания до линии центров станка. При этом периметр сечения консольной балки на переходе к державке больше расстояния от вершины лезвия до державки. Рабочая часть резца может иметь второе режущие лезвие, симметричное и обратное первому, а высота вершины первого лезвия относительно линии центров станка больше половины расстояния между лезвиями. 1 з.п. ф-лы, 2 ил.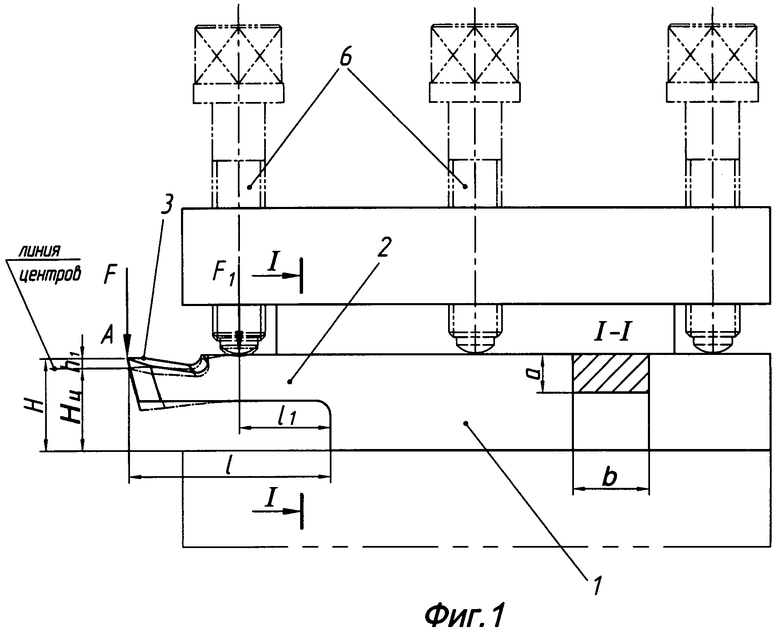
1. Резец, содержащий державку и упругую рабочую часть с режущим лезвием, предназначенный для установки в резцедержателе станка, отличающийся тем, что рабочая часть выполнена в виде консольной балки, образующей с державкой Г-образную форму, при этом высота вершины режущего лезвия от основания державки больше номинальной высоты от основания до линии центров станка, при этом периметр сечения консольной балки на переходе к державке больше расстояния от вершины лезвия до державки.
2. Резец по п.1, отличающийся тем, что рабочая часть имеет второе режущее лезвие, симметричное и обратное первому, а высота вершины первого лезвия относительно линии центров станка больше половины расстояния между лезвиями.
| US 3523349 A, 11.08.1970 | |||
| Устройство для автоподналадкииНСТРуМЕНТА | 1979 |
|
SU806369A1 |
| Режущий инструмент | 1981 |
|
SU1052345A1 |
| Устройство для настройки системы СПИД | 1982 |
|
SU1199462A1 |
| SU 13898938 A1, 23.04.1988. | |||

