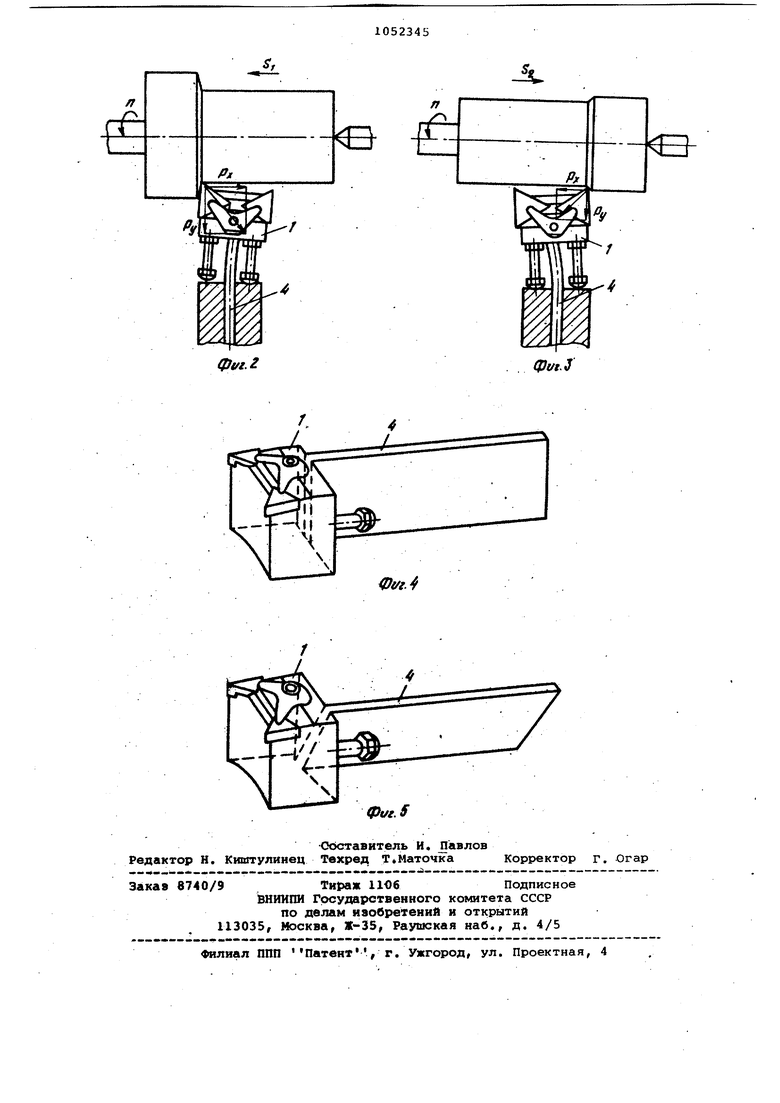
Изобретение относится к металлообработке, Известен режущий инструмент, содержащий державку, поворотн5по относительно нее рабочую головку с закрепленными на ней режущими элемент ми и упорами P.J . Недостатком известного режущего инструмента является отсутствие дем фируемости при врезании, что снижае стойкость режущего инструмента. Цель изобретения - обеспечение повышения стойкости за счет плавног врезания при реверсивном резании. Указанная цель достигается тем, что в режущем инструменте, содержащем державку, поворотную относительно нее рабочую головку с закреп ленными на ней режущими элементами и упорами, державка выполнена упруго деформируемой, а упоры расположе ны, по обе стороны державки. Рабочая головка повернута относи тельно державки. Рабочая головка асимметрична относительно державки. На фиг.1 изображен режущий инструмент, вид сверху; на фиг,2 - поло жение режущего инструмента при прямом рабочем ходе; на фиг,3 - то же, при обратном рабочем-ходе; на фиг,4 режущий инструмент с асимметрично расположенной рабочей головкой; на фиг.5 - режущий инструмент с рабоче головкой, повернутой относительно державки. Режущий инструмент состоит из ра бочей головки 1 с двумя режущими элементами 2 и 3, державки 4, выполг ненной в виде упругой пластины и упоров 5 и 6, расположенных в рабочей головке по обе стороны державки Упоры могут располагаться как .параллельно, так и перпендикулярно к оси державки. Режущие элементы в виде трехгранных пластин закреплены прихватов 7 и располагаются в головке с превышением одного режущего элемента относительно другого на величину С , Рабочая головка 1 может быть повернута или асимметрична относительно державки 4. Этим достигаются различные условия работы при прямом и Обратном проходах. УПОЕ« 6 выполнены регулируемхлш в виде вин ов7с расположенньми на них гайками 8. Державка 4 размещена на резцедержателе 9 станка между прокладками 10, Режущий .инструмент работает следующим образом, Державка 4 закрепляется на резцедержателе 9 между прокладками 10, Упоры 5 и 6 регулируются по длине длясоздания зазоров 84 и Б между их головками и прокладками 10 и контрятся гайками 8, Величины зазоров в сочетании с величиной С определяют пределы упругого, деформирования державки, а также распределение припуска при прямом и обратном проходах. При точении в направлении подачи 5;| рабочая головка за счет упругого изгиба державки под действием равнодействующей силы резания от составляющих Р и P|j поворачивается вправо до выбора зазора S,( правого упора. После окончания чернового прохода державка автоматически под действием упругой силы распрямляется в исходное положение, соответствующее настройке на глубину чистового припуска, Затем инструмент получает подачу Sj в противоположном направлении. Рабочая головка вследствие изменения направления силы резания поворачивается влево до выбора зазора SQ левого упора. В результате не требуется переналадка режущего инструмента и исключается его холостой проход. При врезании упругая державка осуществляет демпфирование, что повышает стойкость инструмента, Пример, Токарный прямой проходной резец имеет головку с двумя трехгранными пластинками 01111110304 и державку в виде пластины толщиной 2 мм, высотой 25 мм при об щей длине 160 мм, В качестве упоров использованы винты Мб с гайками, установленные в головке по обе стороны державки на расстоянии 10 юл от ее оси. Величина смещения С вершин пластинок составляет 1 мм при вылете режущей вершины 50 мм. Испытания на токарном станке 1()К20 при точении валиков из конструкционной стали 30 и 45 показывают, что обеспечивается изгиб перемычки до касания упора при прямом проходе на величину 0,2 мм и автоматически переход на чистовой братный проход.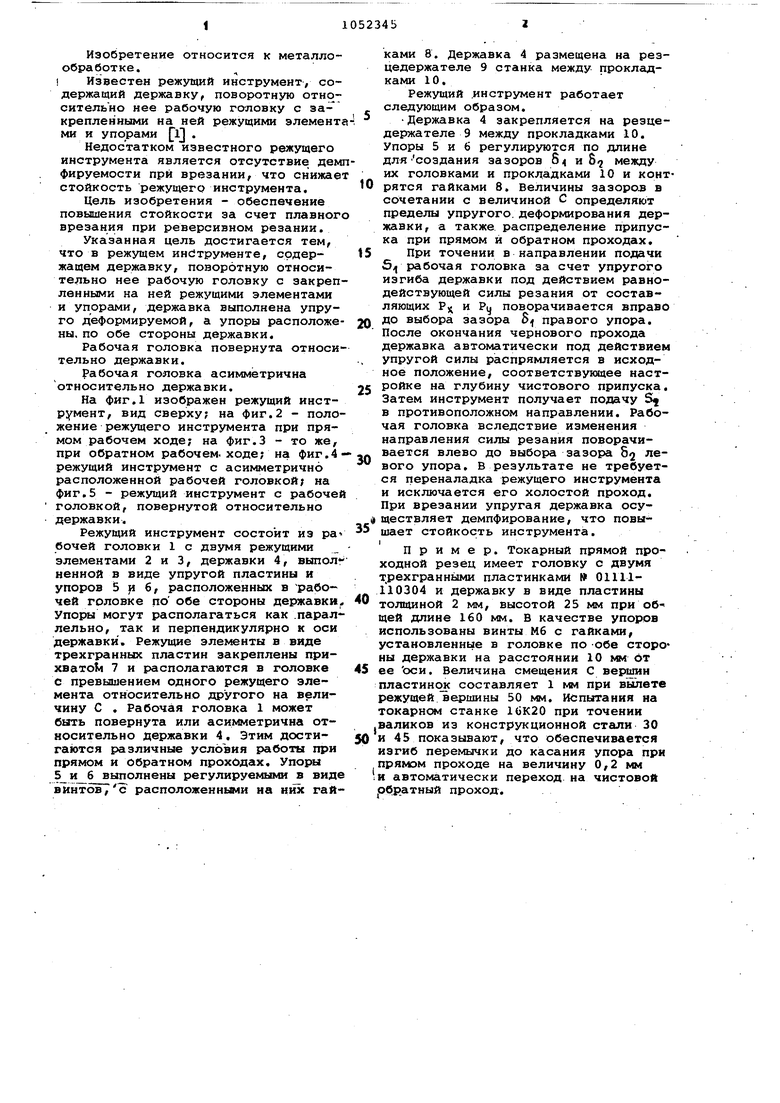
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2021 |
|
RU2765554C1 |
| Многорезцовое устройство для токарных станков | 2022 |
|
RU2813295C1 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РЕЗЬБОВОЙ РЕЗЕЦ | 2011 |
|
RU2468897C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| Резцовая державка (варианты) и способ (варианты) ее применения для точения канавок и карманов в глубоких отверстиях | 2020 |
|
RU2736030C1 |
| Устройство для токарной обработки наружной поверхности осесимметричной детали | 2022 |
|
RU2804363C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
I. РЕЖУЩИЙ ИНСТРУМЕНТ, СОдержаарий державку, поворотную относительно нее рабочую головку с зак(Л о :л ND 00 4 СП репленньлли на ней режущими элементами и упорами, о т л .и ч а ю щ и йс я тем, что, с целью повшиения схойкос.ти инструмента, державка выполнена упруго дефоЕчлируемой, а упоры расположены в рабочей головке по обе стороны державки. 2.Инструмент по п. 1, отличающийся тем, что рабочая головка повернута относительно державки. 3.Инструмент по п. 1, о т л ичающийся тем, что рабочая головка асимметрична относительно державки.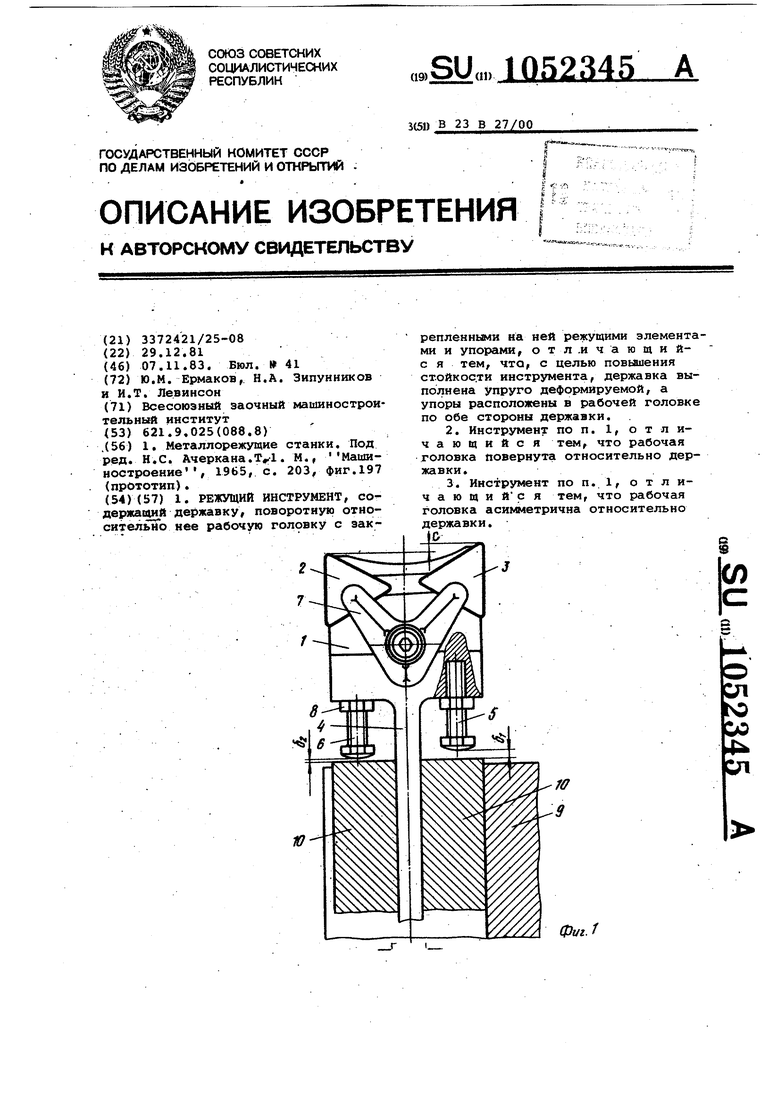
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Металлорежущие станки | |||
| Под ред | |||
| И.С | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., Машиностроение , 1965, с | |||
| Эксцентричный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию и т.п. работ | 1924 |
|
SU203A1 |
