В промышленности керамических плиток много усилий приложено для разработки технологий и способов получения керамических плиток с требуемым рисунком. Промышленность переходит от получения требуемого рисунка только на верхнем слое или только на поверхностном слое к получению плиток с требуемым рисунком, проходящим через всю толщину плитки.
Один из известных способов получения этого заключается в загрузке измельченного грунта внутрь емкости и затем выдаче указанного содержимого через отверстие выдачных труб указанной емкости в вертикальную камеру с формованием слоев различных типов и цветов измельченного грунта внутри указанной камеры. Указанная камера затем поворачивается на 90 градусов для перемещения содержимого в горизонтальную форму. Содержимое затем прессуется вместе под высоким давлением с формованием его в керамическую плитку. Различные слои различных типов измельченного грунта и цветов преобразуются в рисунок плитки. Однако проблема, связанная с данным способом, заключается в том, что имеются трудности в регулировании количества измельченного грунта, выпускаемого в камеру, приводящие к неспособности регулировать и варьировать ширину цветовой полосы. Таким образом, рисунки, которые могут быть получены, являются ограниченными. Кроме того, поворот камеры вызывает смещение гранул грунта, приводя к искажению рисунка. Таким образом, полученные плитки должны быть подвергнуты дополнительной обработке поверхности после обжига для раскрытия рисунка.
В Европейском патенте № ЕР 1273408 и Международной публикации № WO 2004/071733 раскрыта технология с выполнением непрерывного текстурирования рисунков, проходящих через всю толщину плиток или плит. Однако остается возможность того, что материалы на поверхностном слое будут смешиваться вместе, вызывая искажение требуемого рисунка. Поэтому существует необходимость удаления указанных смешанных материалов на поверхностном слое отсасыванием перед прессованием, для того чтобы получать рисунки, видимые без шлифовки верхних поверхностей керамических плиток после обжига.
В Европейском патенте ЕР 1334811 описана технология получения рисунков через массу керамических плиток, которая характеризуется двойным прессованием, которое содержит сначала уплотнение при низком давлении. Уплотненные керамические плитки затем декорируются краскораспылительной системой с нанесением в соответствии с рисунком специальных керамических красок, которые могут проникать в массу плитки. При указанной технологии, однако внешний вид рисунков в массе плитки является до некоторой степени или частично размытым, и степень глубины проникновения рисунка является недостаточно глубокой для создания рисунка на самом нижнем слое массы плитки.
Все вышеуказанные известные способы и устройства включают прессование материала в порошкообразной форме.
Цель изобретения заключается в создании устройства и способа для формирования рисунка в керамических плитках с заданной толщиной, где рисунок проходит через всю толщину плиток или плит. Способ формирования рисунка имитирует природную горную породу, так что получаемый рисунок близко совпадает с рисунком природных горных пород. Устройство снабжено средствами контроля положения, количества и порядка различных типов и различных цветов суспензии, с тем чтобы формировать заданные или требуемые рисунки. Другая цель настоящего изобретения заключается в том, чтобы при использовании устройства в соответствии с принципами, описанными здесь, получалась плитка или плита согласованной толщины и размера.
Цель достигается устройством и способом, имеющими характеристики, приведенные в независимых пунктах формулы изобретения.
Предпочтительный вариант настоящего изобретения описан с помощью включенных чертежей, на которых:
Фиг.1 представляет собой вид сбоку и вид сверху варианта устройства согласно настоящему изобретению;
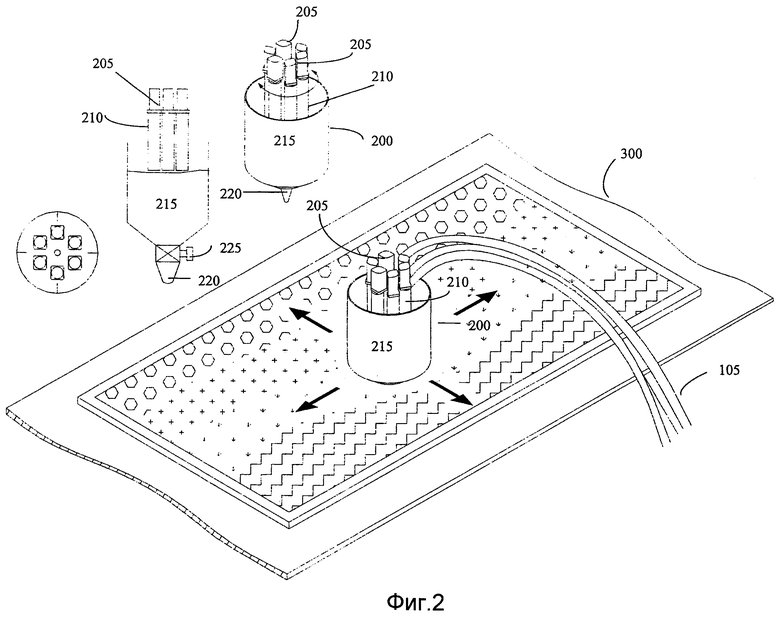
Фиг.2 представляет собой вариант системы формирования рисунка устройства, показанного на фиг.1, распределяющей суспензию в лоток формирования рисунка;
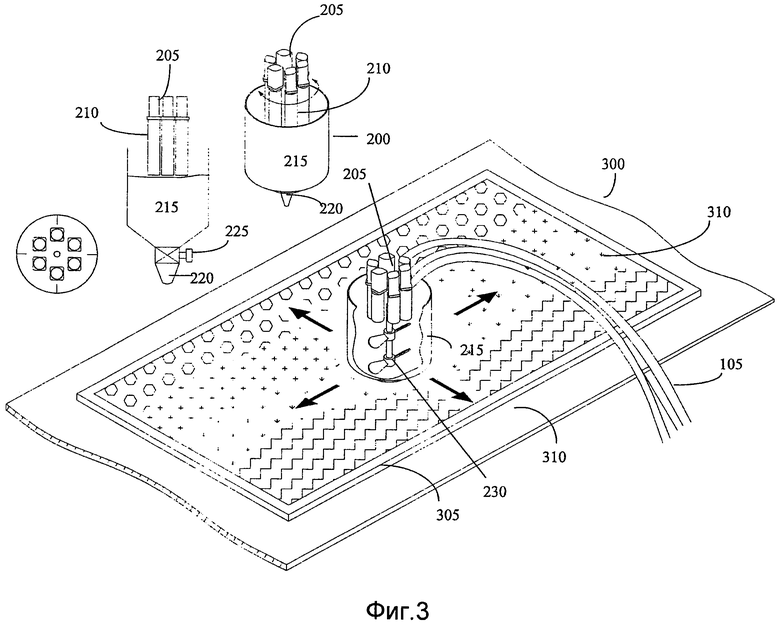
Фиг.3 представляет собой другой вариант системы формирования рисунка, показанной фиг.2, причем система формирования рисунка снабжена перемешивающим средством;
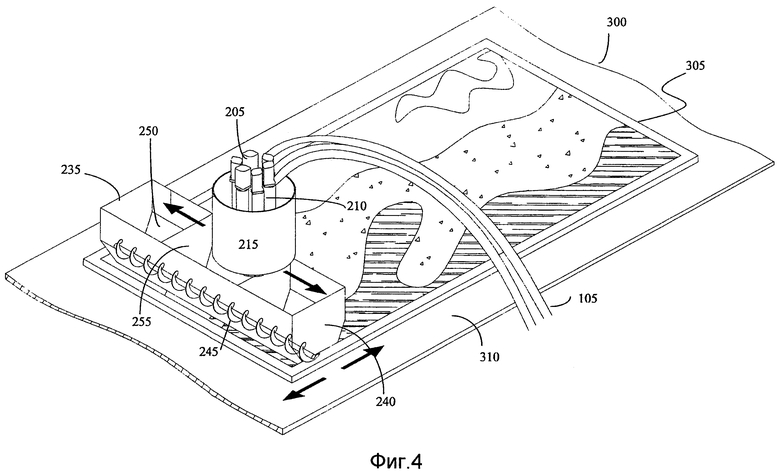
Фиг.4 представляет собой другой вариант системы формирования рисунка, показанной на фиг.2 или фиг.3, причем система формирования рисунка снабжена принимающим лотком;
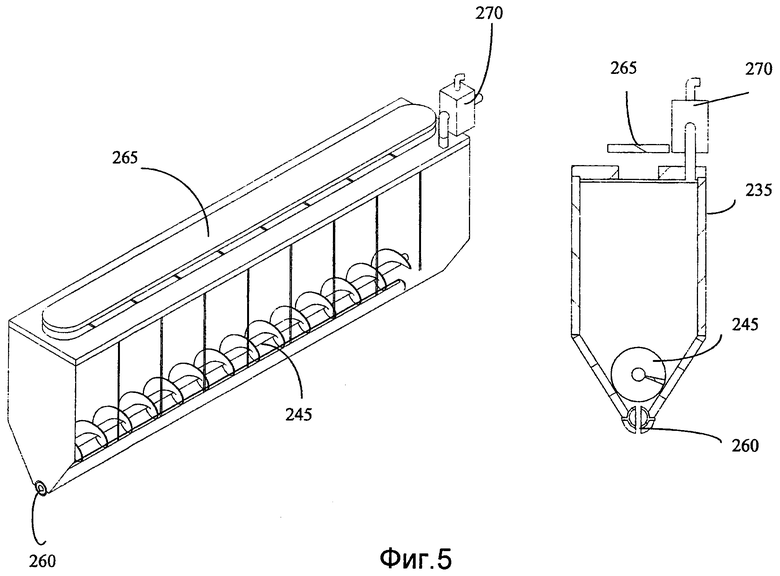
Фиг.5 представляет собой другой вариант принимающего лотка;
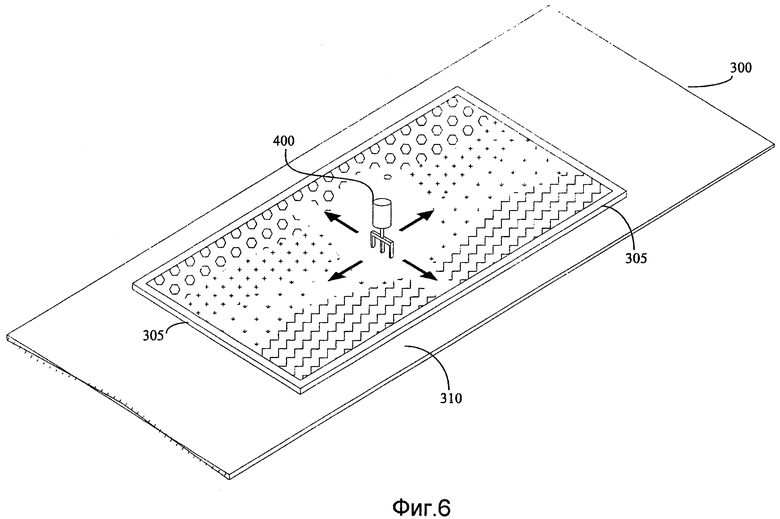
Фиг.6 представляет собой вариант вспомогательного устройства формирования рисунка;
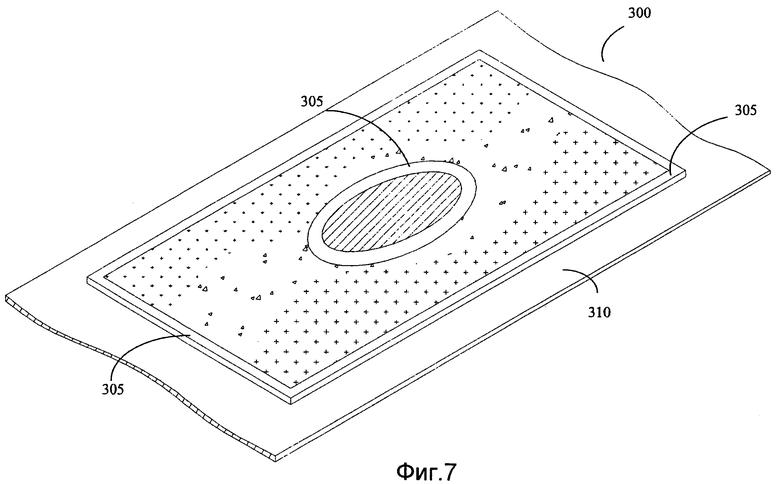
Фиг.7 представляет собой вариант лотка формирования рисунка;
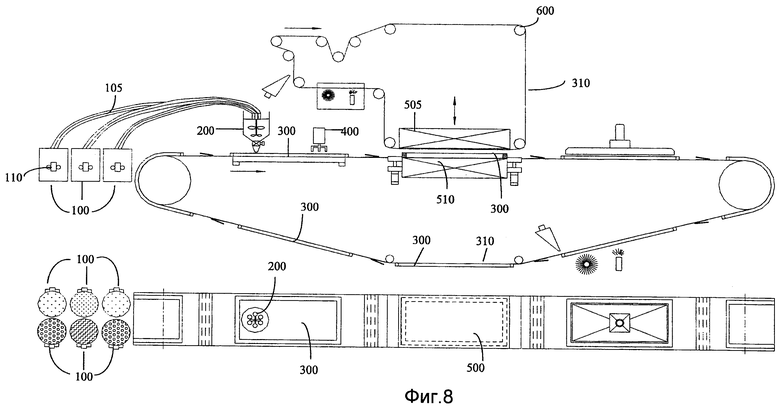
Фиг.8 представляет собой вид сбоку и вид сверху варианта устройства, показанного на фиг.1, использующего систему формирования рисунка, показанную на фиг.3;
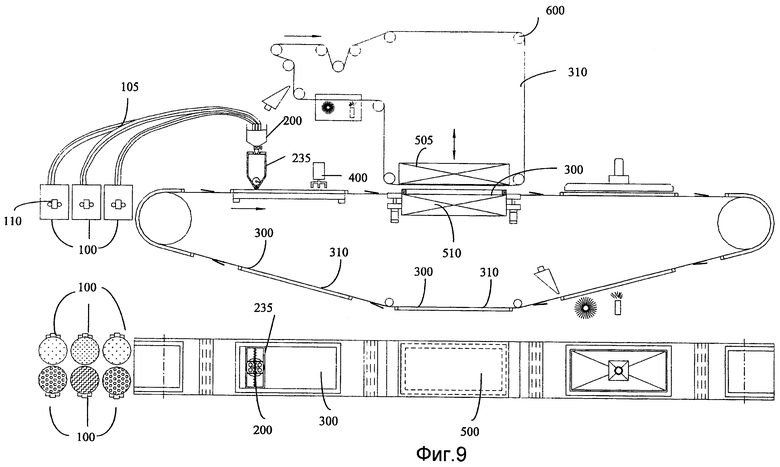
Фиг.9 представляет собой вид сбоку и вид сверху варианта устройства, показанного на фиг.1, использующего вариант принимающего лотка, показанного на фиг.5;
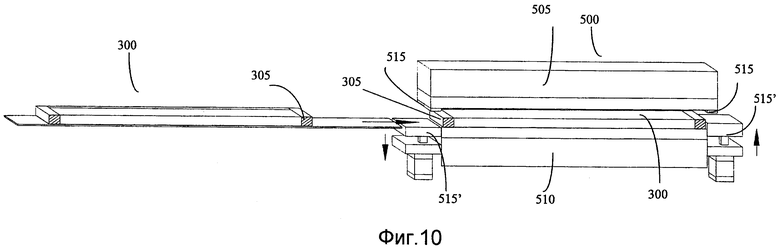
Фиг.10 представляет собой лоток формирования рисунка, движущийся к фильтр-прессу;
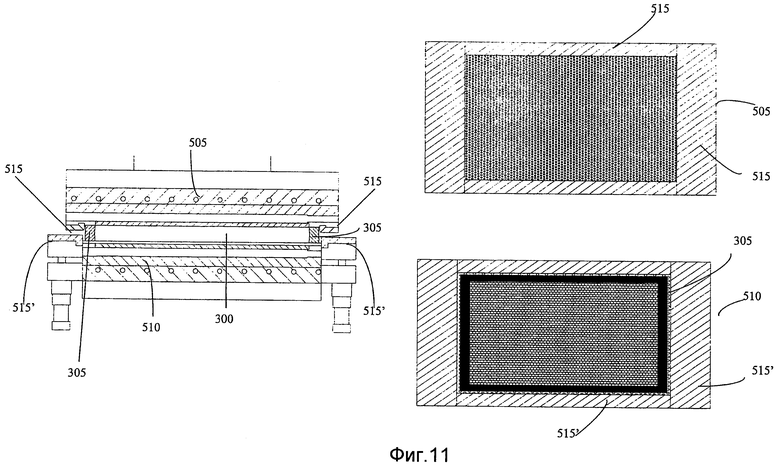
Фиг.11 представляет собой фильтр-пресс и его верхний пуансон и нижний пуансон;
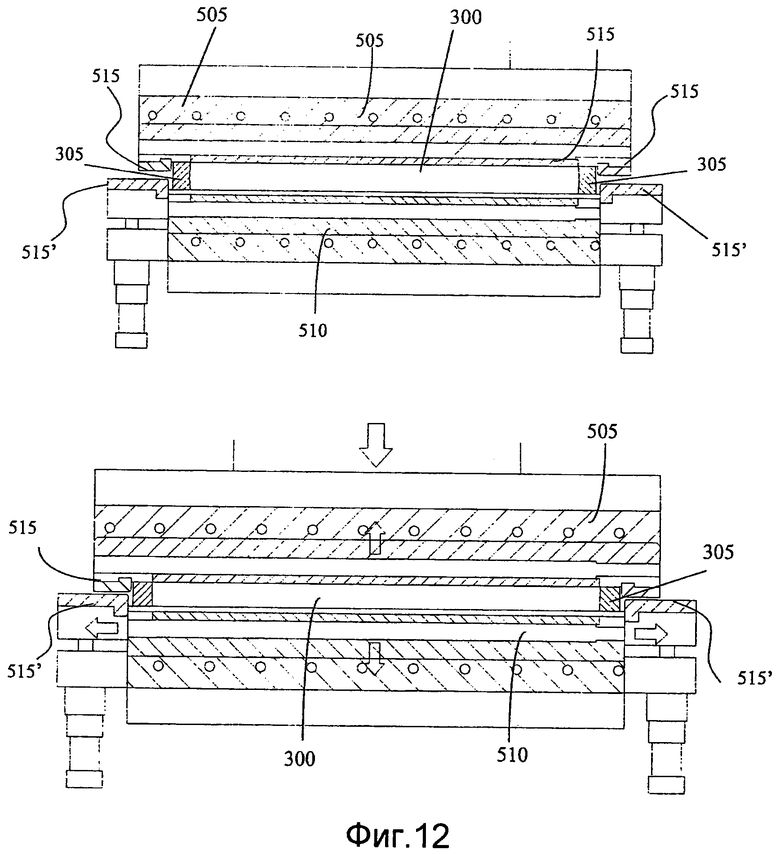
Фиг.12 представляет собой фильтр-пресс в различных рабочих положениях.
Способ согласно настоящему изобретению предусматривает использование материала в форме суспензии вместо материала в порошкообразной форме.
Настоящее изобретение относится к устройству и способу формирования требуемого рисунка на керамических плитках с заданной толщиной с использованием исходного материала в форме суспензии.
При использовании устройства и способа согласно настоящему изобретению требуемый рисунок достигается регулированием положения, количества и порядка различных типов и цветов суспензии, причем заданное количество и порядок суспензии располагаются в заданном положении в принимающем лотке. Суспензия затем прессуется на фильтр-прессе с формованием сырой керамической плитки или плиты, готовой для дальнейшего декорирования и обжига.
В целях пояснения некоторые варианты устройства и способа согласно настоящему изобретению приводятся путем неограничивающих примеров. Поэтому устройство и способ не ограничиваются отдельными вариантами, описанными здесь.
Ниже сначала описывается устройство, а затем способ.
Предпочтительный вариант устройства формирования требуемых рисунков на керамической плитке с заданной толщиной (1) содержит емкости (100) для хранения суспензии, блок (200) формирования рисунка, соединенный с емкостями (100) для хранения суспензии подающими трубами, лоток (300) формирования рисунка, вспомогательные устройства (400) декорирования рисунка и фильтр-пресс (500), которые способны работать в потоке, как показано на фиг.1, где блок формирования рисунка распределяет определенный тип, количество, цвета суспензии в определенном порядке в лоток формирования рисунка с формованием требуемого рисунка, указанная суспензия с требуемым рисунком прессуется фильтр-прессом с формованием керамических плиток или плит с требуемым рисунком, проходящим через всю их толщину. Каждый компонент устройства будет теперь описан подробно.
Емкость (100) для хранения суспензии
Емкость (100) для хранения суспензии выполнена с возможностью хранения суспензии грунта, используемой для получения плиток. Может быть предусмотрено более одной емкости (100) для хранения суспензии для вмещения суспензии различных типов и цветов. Емкость (100) для хранения суспензии имеет средство для снижения осаждения суспензии, с тем чтобы содействовать протеканию или пластичности суспензии к блоку формирования рисунка. Например, внутри емкость может быть снабжена, по меньшей мере, одной мешалкой (110) для содействия перемещению суспензии, или емкость (100) для хранения суспензии может стоять на подвижном основании (не показано), так что перемещение емкости (100) для хранения суспензии вызывает непрерывное перемещение содержимого внутри. Кроме того, для улучшения протекания суспензии емкость (100) для хранения суспензии, при необходимости, может быть снабжена нагревательным элементом (не показано) со средством регулирования температуры суспензии в заданном интервале, с тем чтобы снизить вязкость суспензии. Внутри емкости (100) для хранения суспензии поддерживается давление. Емкость (100) для хранения суспензии соединена с подающими трубами (105) для подачи суспензии к блоку (200) формирования рисунка.
Блок (200) формирования рисунка
Как показано на фиг.2, блок (200) формирования рисунка соединен с емкостью (100) для хранения суспензии подающими трубами (105). Блок (200) формирования рисунка может вмещать более одной подающей трубы (105), в которую подается суспензия при регулируемом давлении (или при регулируемом давлении и/или регулируемой температуре). Подающая труба (105) на блоке (200) формирования рисунка снабжена клапаном (205) для регулирования количества и цвета суспензии, распределяемой в блок (200) формирования рисунка. Конец подающей трубы (105) внутри блока (200) формирования рисунка снабжен съемным наконечником (210) с требуемыми конфигурациями и конфигурациями конца. Различные конфигурации наконечника (210) и конца трубы способствуют варьированию формируемого рисунка или получению заданных рисунков.
Блок (200) формирования рисунка имеет часть (215) для хранения суспензии, выполненную с возможностью вмещения суспензии, распределяемой из подающих труб (105). В указанной части (215) обеспечивают смешивание различных типов и цветов суспензии для создания различных линий и полосок. Концевая часть блока (200) формирования рисунка снабжена съемным выдачным элементом (220). Открытый конец выдачного элемента (220) может быть любой требуемой известной конфигурации для создания другого варианта линий и полосок сразу, как только суспензия попадет в лоток (300) формирования рисунка. В другом варианте выдачной элемент (220) может быть снабжен клапаном (225) для регулирования количества и скорости выдаваемой суспензии, как показано на фиг.2. В другом варианте (не описан) блок (200) формирования рисунка снабжен более чем одним выдачным элементом (220). Выдачной элемент (220) выполнен с возможностью поворота по кругу в соответствии с определенным положением и цветами суспензии, наносимой в лоток (300) формирования рисунка. Кроме того, весь блок (200) формирования рисунка также выполнен с возможностью перемещения во всех направлениях, например влево, вправо, назад и вперед, или по кругу относительно формы и размера лотка (300) формирования рисунка. Может быть предусмотрено более одного блока (200) формирования рисунка, выдающего суспензию в один и тот же лоток (300) формирования рисунка для нанесения суспензии требуемого типа и комбинаций цветов в нужном положении с созданием требуемого и заданного рисунка.
Перемещение блока (200) формирования рисунка, скорость перемещения в целом, перемещение выдачного элемента (220) и степень открытия клапана (205), установленного на подающих трубах, и/или клапана (225) на конце выдачного элемента (220) регулируются компьютерным программным обеспечением, разработанным для указанной цели, при этом требуемый рисунок предварительно запрограммирован в программе.
В другом варианте блока (200) формирования рисунка, как показано на фиг.3, блок (200) формирования рисунка снабжен средством для содействия или поддержания протекания суспензии. Указанное средство определяется как, по меньшей мере, одна мешалка (230), расположенная внутри части (215) для хранения суспензии. Мешалка (230) не только содействует и поддерживает протекание суспензии, но также способствует перемешиванию и смешиванию суспензии. Конфигурация и скорость перемещения мешалки (230) также способствует созданию рисунков с различными характеристиками, так как размер и скорость мешалки влияют на размер линий и полосок выдаваемой суспензии.
На фиг.4 показан другой вариант блока (200) формирования рисунка. В данном варианте блок (200) формирования рисунка дополнительно снабжен принимающим лотком (235). Данный частный вариант является подходящим для получения керамической плитки или плиты со смешанными цветами или керамической плитки или плиты с различными оттенками цвета. В данном варианте суспензия выдается из выдачного элемента (220) в принимающий лоток (235), а затем выдается в лоток (300) формирования рисунка вместо выдачи непосредственно в лоток (300) формирования рисунка. Когда суспензия выдается в лоток формирования рисунка, формируется требуемый рисунок.
Принимающий лоток (235) выполнен с возможностью перемещения через лоток (300) формирования рисунка и содержит корпус (240) для вмещения суспензии, средство для смешивания суспензии и подвода суспензии к отверстию, расположенному в нижней зоне принимающего лотка (235); указанное средство определяется как винтовой шнек (245), расположенный через указанное отверстие в нижней зоне. Нижняя часть принимающего лотка (235) снабжена открываемым/закрываемым элементом (260), через который суспензия выдается в лоток (300) формирования рисунка. Предпочтительно, размер принимающего лотка (235) должен соответствовать размеру лотка (300) формирования рисунка, более предпочтительно, длина корпуса (240) должна быть приблизительно такого же размера, как ширина лотка (300) формирования рисунка, если суспензия должна быть распределена в лотке (300) формирования рисунка в продольном направлении.
Корпус (240) принимающего лотка (235) может быть разделен на небольшие отсеки (250) с использованием зонирующей плиты (255), причем каждый отсек (250) может содержать суспензию с различными цветами или с различной комбинацией цветов, или комбинацию цветов с различными тонами, или рисунки на различной основе, сформированные в части (215) для хранения суспензии. Зонирующие плиты (255) прикреплены съемным образом к корпусу (240), так что размер отсека (250) может регулироваться путем добавления или удаления ряда зонирующих плит (255) или путем перемещения зонирующей плиты вдоль корпуса (240). Зонирование корпуса (240) принимающего лотка (235) улучшает четкость рисунка, т.к. снижается степень, в которой суспензии с различными цветами и/или рисунками смешиваются друг с другом.
Винтовой шнек (245), который расположен в нижней зоне принимающего лотка (235), устанавливают вдоль длины корпуса (240) принимающего лотка (235). Винтовой шнек (245) выполнен с возможностью вращения на своей оси. Количество, размер и интервалы витков могут варьироваться для создания рисунков с различными размерами цветных полосок или линий или различных вариаций рисунка. Перемещение винтового шнека (245) может регулироваться подходящими электронными устройствами или программироваться компьютерной программой. Перемещение винтового шнека (245) подводит суспензию к отверстию в днище принимающего лотка (235), из которого суспензия распределяется в лоток (300) формирования рисунка. Скорость перемещения винтового шнека (245) также способствует варьированию формируемого рисунка.
Когда блок (200) формирования рисунка с принимающим лотком (235) или без него выдает суспензию в лоток (300) формирования рисунка, блок (200) формирования рисунка перемещается вдоль и/или поперек лотка (300) формирования рисунка с равномерным распределением суспензии. Для варианта с принимающим лотком (235), когда суспензия выдается, винтовой шнек (245) будет вращаться непрерывно, подавая суспензию через отверстие открываемого-закрываемого элемента (260) (фиг.5), расположенного в днище принимающего лотка (235), который находится в своем открытом состоянии, когда суспензия выдается. Количество общей массы выдаваемой суспензии регулируется датчиком массы с весами (не показан) под лотком формирования рисунка. То есть лоток формирования рисунка расположен на взвешивающем устройстве, когда суспензия распределяется. Взвешивающее устройство связано с системой компьютерного программного обеспечения. Как только количество суспензии достигает заданной массы, задействуется взвешивающее устройство, и распределяющий блок (200) временно прекращает распределение, а открываемый-закрываемый элемент (260) перемещается в закрытое состояние, и блок (200) формирования рисунка восстанавливает свое исходное положение. Блок (200) формирования рисунка возобновляет выдачу, когда новый лоток (300) формирования рисунка перемещается в положение. Кроме того, количество суспензии, выдаваемой из распределительного элемента (220) в принимающий лоток (235), должно соответствовать количеству суспензии, выдаваемой из принимающего лотка (235) в лоток (300) формирования рисунка, с тем чтобы снизить проблему перетекания или нехватки суспензии.
На фиг.5 показан другой вариант принимающего лотка (235). Данный вариант принимающего лотка (235) является большего размера и способен вмещать большее количество суспензии для получения керамических плиток или плит. В данном варианте большее количество суспензии создает более высокое давление внутри лотка, делая затруднительным регулирование потока суспензии. Поэтому в данном варианте принимающий лоток (235) дополнительно снабжен открываемой/закрываемой крышкой (265) и пневматической системой (270) с высокими характеристиками. После того как требуемое количество суспензии загружается в принимающий лоток (235), открываемая/закрываемая крышка (265) закрывается, и воздух внутри лотка удаляется с созданием вакуумной атмосферы. Затем суспензия выдается регулированием пневматической системы в комбинации с регулированием открываемого/закрываемого элемента (260) в днище принимающего лотка (235) с открытием и закрытием при необходимости. Открытие открываемого/закрываемого элемента (260), скорость винтового шнека (245) и давление внутри принимающего лотка (235) тогда регулируются и поддерживаются компьютерным программным обеспечением с получением требуемого рисунка.
Лоток (300) формирования рисунка
Лоток (300) формирования рисунка выступает в качестве формы для плиток или плит, и его форма и размер должны соответствовать форме и размеру требуемой плитки или плиты. Лоток (300) формирования рисунка содержит раму (305) и фильтрующий лист (310), установленные один над другим, причем рама (305) образует кромку лотка (300) формирования рисунка. Как показано на фиг.6, прямоугольный лоток (300) формирования рисунка, имеющий кромку замкнутой наружной рамы, является необходимым для получения прямоугольной плитки или плиты. В данном варианте лоток (300) формирования рисунка содержит только кромку замкнутой наружной рамы. На фиг.7 показан другой вариант лотка (300) формирования рисунка с пустым пространством в середине лотка. В соответствии с данным вариантом лоток формирования рисунка содержит также, по меньшей мере, одну кромку внутренней замкнутой рамы в определенном положении, которое образует пустое пространство внутри лотка. Данный вариант лотка (300) формирования рисунка является подходящим для получения готовых к использованию предметов, таких как слив раковины или верх кухонной раковины, без доработки плиты для удовлетворения потребности. Конечно, дополнительное пустое пространство, предусмотренное в лотке (300) формирования рисунка, включает (но не ограничиваясь этим) квадратную, прямоугольную, круглую, овальную и другие желаемые свободные формы, чтобы удовлетворять требованиям использования плитки или плиты.
Как указано, лоток (300) формирования рисунка содержит раму (305) и фильтрующий лист (310), установленные один над другим.
Рама (305) может быть любых желаемых форм, собранная поверх фильтрующего листа. Рама (305) выполняется из эластичного материала, который может выдерживать высокое давление и восстанавливать свою первоначальную форму после снятия давления. Рама (305) может быть выполнена из материала или комбинации материалов, выбранных из натурального каучука, природного полимера, синтетического каучука, термопластичного эластомера, силиконового каучука, бутадиенового каучука, эбонита, каучука, вулканизованного при повышенной температуре, уретанового каучука, фторкаучука, неопренового каучука и т.п. или металла, специально выполненного с возможностью изгибания при высоком давлении. Высота рамы (305) определяет максимальное количество суспензии, которое может вмещаться. Таким образом, высота рамы (305) должна являться, по меньшей мере, высотой требуемой плитки или плиты.
Фильтрующий лист (310), образующий днище лотка (300) формирования рисунка, представляет собой пористый лист, выполненный с возможностью вмещения суспензии в нормальных условиях, но который позволяет воде и частицам, которые мельче размера пор фильтрующего листа (310), проходить через него при приложении давления или нагрузки. Важно, чтобы фильтрующий лист (310) имел поры подходящего размера для предотвращения прохождения через лист слишком многих частиц, что дает потери суспензии. Материалы для получения фильтрующего листа (310) могут быть выбраны из шерстяного волокна, нейлона, металлической проволочной сетки, полипропилена, сложного полиэфира, полибутилена и полиамида.
Предпочтительно, лотки (300) формирования рисунка должны соединяться друг с другом, образуя конвейер с обеспечением автоматического или полуавтоматического производства. Однако каждый лоток (300) формирования рисунка должен быть, предпочтительно, съемным и заменяемым, когда требуется замена или уход.
Вспомогательное устройство (400) декорирования рисунка
После того как заданное количество суспензии распределяется в лоток (300) формирования рисунка, интеграция, или объединение в целое, различных типов, цветов, линий или полосок суспензии будет формовать рисунок плитки или плиты. Однако для получения требуемого рисунка или создания другого варианта на уже образованном рисунке может быть использовано вспомогательное устройство (400) декорирования рисунка для получения необходимых рисуночных эффектов. Вспомогательное устройство (400) декорирования рисунка может работать синхронно с блоком (200) формирования рисунка или после того как блок (200) формирования рисунка закончит свой цикл формирования рисунка. Вспомогательное устройство (400) декорирования рисунка может быть различных видов, форм и конфигураций для выполнения смещения, погружения, взбалтывания, смешивания или смахивания по сформированному рисунку или в нем. На фиг.6 показан вариант вспомогательного устройства (400) декорирования рисунка. В данном варианте вспомогательное устройство (400) декорирования рисунка имеет множество зубчатых выступов из корпуса. Корпус соединен с электронным устройством (не показано), которое выполнено с возможностью регулирования перемещения вспомогательного устройства (400) декорирования рисунка. Зубцы могут быть соединены с корпусом простыми фиксирующими или соединительными элементами или защелкнуты на замок, так что зубцы могут быть заменены другой конструкцией при необходимости. Перемещение вспомогательного устройства (400) декорирования рисунка может регулироваться при кодировании компьютерным программным обеспечением, как в случае с блоком (200) формирования рисунка, с тем чтобы получить заданный рисунок.
Фильтр-пресс (500)
После того как формирование рисунка блоком (200) формирования рисунка и/или вспомогательным устройством (400) декорирования рисунка завершается, сформированный рисунок внутри лотка (300) формирования рисунка готов для прессования. Лоток (300) формирования рисунка перемещается по направлению к фильтр-прессу (500).
Фильтр-пресс (500), как показано на фиг.11, работает по тому же принципу, что и обычные установки гидравлического прессования, приложением давления к объекту. Фильтр-пресс согласно настоящему изобретению является установкой мокрого прессования. Целью является удаление как можно большего избытка воды из суспензии, оставляя сырую керамическую плитку или плиту с содержанием воды, обычным для промышленности керамических плиток или плит, подходящим для сушки.
Соответственно, фильтрация является составным элементом фильтр-пресса (500). Фильтр-пресс (500) содержит верхний пуансон (505), нижний пуансон (510), формоудерживающую раму (515), вакуумный насос (не показан) и может быть дополнительно снабжен устройством нагревания и регулирования температуры и воздушным генератором.
Верхний пуансон (505) выполнен из металла, высокопрочной керамики или композиционных материалов с плоской гранью. Поверхность плоской грани является пористой, т.е. выполненной с небольшими отверстиями, равномерно распределенными в грани. Грань снабжена формоудерживающей рамой (515). Форма формоудерживающей рамы (515) должна соответствовать форме лотка (300) формирования рисунка. Например, как показано на фиг.11, формоудерживающая рама (515) является прямоугольной в соответствии с прямоугольным лотком (300) формирования рисунка. Верхний пуансон (505) выполнен со стоком (не показан). Верхний пуансон (505) работает под действием гидравлики и выполнен с возможностью перемещения к неподвижному нижнему пуансону (510), с тем чтобы прессовать суспензию, находящуюся в лотке (300) формирования рисунка, расположенном между ними. Когда суспензия прессуется, избыток воды и частицы суспензии мельче размера пор фильтрующего листа (310) будут выходить через поры фильтрующего листа (310) и через отверстия, выполненные на грани верхнего пуансона (505), и будут накапливаться в стоке для удаления.
Аналогично нижний пуансон (510) выполнен из металла с плоской гранью. Поверхность плоской грани является пористой, т.е. выполненной с небольшими отверстиями, равномерно распределенными в грани. Грань снабжена формоудерживающей рамой (515'). Форма формоудерживающей рамы (515') должна соответствовать форме лотка (300) формирования рисунка. Нижний пуансон (510) фиксируется в определенном положении и также выполняется со стоком.
Формоудерживающая рама (515) на верхнем пуансоне должна быть в таком же положении, как формоудерживающая рама (515') на нижнем пуансоне, так что в процессе прессования грань формоудерживающей рамы (515) на верхнем пуансоне (505) сходится или почти сходится с гранью формоудерживающей рамы (515') на нижнем пуансоне (510), когда прикладывается максимальное давление, замыкая лоток (300) формирования рисунка.
Как указано, форма формоудерживающей рамы (515) должна соответствовать форме лотка (300) формирования рисунка. Однако размер формоудерживающих рам (515 и 515') должен быть слегка больше, чем у лотка (300) формирования рисунка, потому что в процессе прессования лоток (300) формирования рисунка располагается внутри формоудерживающих рам (515 и 515'). В процессе прессования рама лотка (300) формирования рисунка, которая выполнена из эластичных материалов, будет деформироваться под давлением, что может вызвать искривление формы или рисунка плитки или плиты. Поэтому формоудерживающие рамы (515 и 515') будут снижать данную проблему.
Кроме того, чтобы обеспечить перемещение лотка (300) формирования рисунка вперед и в положение прессования и перемещение вперед после того, как прессование завершается, формоудерживающие рамы (515 и 515') в направлении поступления и направлении удаления должны быть выполнены с возможностью перемещения вверх и вниз или вперед или назад, так чтобы он был на уровне с поверхностью нижнего пуансона (510). Например, когда лоток (300) формирования рисунка перемещается к фильтр-прессу (500), формоудерживающие рамы (515 и 515') в направлении поступления будут отходить назад, позволяя лотку (300) формирования рисунка перемещаться в положение. Как только лоток (300) формирования рисунка сходится с уходящей стороной (противоположной поступающей стороне) формоудерживающих рам (515 и 515'), лоток (300) формирования рисунка прекращает перемещение, и поступающая сторона формоудерживающих рам (515 и 515') будет восстанавливать свое положение, обеспечивая внутреннюю часть лотка (300) формирования рисунка. Как только прессование завершается, уходящая сторона формоудерживающих рам (515 и 515') отходит назад, позволяя лотку (300) формирования рисунка перемещаться вперед из фильтр-пресса (500). Затем поступающая сторона формоудерживающих рам (515 и 515') отходит назад снова с опережением поступления следующего лотка (300) формирования рисунка, и уходящая сторона будет восстанавливать свое положение.
Кроме того, для того чтобы регулировать или корректировать толщину плитки или плиты, формоудерживающие рамы (515 и 515') снабжаются средствами регулирования их высоты. Высота формоудерживающей рамы, высота рамы (305) лотка (300) формирования рисунка и его способность отходить назад при прессовании, количество суспензии, содержащейся внутри лотка (300) формирования рисунка, являются взаимозависимыми.
Обычно способность отходить назад или снижать высоту рамы (305) при прессовании при максимальном давлении является известным значением. Высота формоудерживающих рам (515 и 515') должна быть установлена равной или слегка ниже высоты рамы (305) после прессования, так что в процессе прессования грань верхнего пуансона (505) прижимает суспензию, содержащуюся в лотке (300) формирования рисунка, к раме (305). Давление постепенно увеличивается до максимального давления. При максимальном давлении рама снижает свою высоту до максимального уровня, который равен или слегка выше высоты формоудерживающей рамы (515') на нижнем пуансоне (510), и грань формоудерживающей рамы (315) на верхнем пуансоне (505) будет сходиться или почти сходиться с гранью формоудерживающей рамы на нижнем пуансоне (510), так что как можно больший избыток воды извлекается из суспензии.
При получении новой партии плиток или плит с различной толщиной высота формоудерживающих рам (515 и 515') может соответственно корректироваться, и высота рамы (305) может корректироваться при использовании рамы (305) с различной высотой или при переходе к раме, выполненной из различных материалов, которые обладают различными значениями сжатия.
Кроме того, для увеличения скорости извлечения воды из суспензии, формоудерживающие рамы (515 и 515'), а также рама (305) могут быть выполнены с отверстиями как с верхним пуансоном (505), так и с нижним пуансоном (510), так что вода может проходить быстрей и сокращать время, необходимое для извлечения воды из суспензии. Формоудерживающая рама (515) является съемной для проведения обслуживания и заменяемой при изнашивании.
Избыток воды собирается в стоке верхнего пуансона (505), а также в стоке нижнего пуансона (510). Вода затем удаляется вакуумным насосом, когда прессование завершается. Воздушный генератор облегчает отвод избытка воды к стоку.
В процессе прессования при необходимости фильтр-пресс (500) может быть снабжен нагревательным элементом с устройством регулирования температуры для снижения вязкости суспензии, облегчая извлечение избытка воды из суспензии.
Устройство дополнительно предпочтительно содержит станцию очистки, на которой, после того как прессование завершается и сырые плитки или плиты удаляются, фильтр и лоток формирования рисунка очищаются перед поступлением в систему получения.
При использовании описанного выше варианта устройства далее будет описан способ формирования требуемого рисунка на керамической плитке или плите с рисунком, проходящим через заданную толщину. Способ, описываемый далее, основан на использовании отдельного варианта устройства в соответствии с принципом изобретения. Однако это не ограничивает способ, описанный далее.
Способ формирования требуемого рисунка в керамических плитках или плитах согласно настоящему изобретению содержит следующие этапы.
Приготовление суспензии
Исходные материалы для получения керамических плиток или плит измельчаются в мокрой шаровой мельнице с получением суспензии. Керамический пигмент или чешуйки вводят для получения желаемых цветов. При необходимости, вводят добавки или примеси, с тем чтобы снизить вязкость или улучшить прочность плиток или плит. Полученную суспензию хранят в емкости для хранения суспензии, разделяя суспензию с различными цветами, готовую для подачи в блок формирования рисунка. При необходимости, суспензия может поддерживаться при регулируемой температуре.
Формирование требуемого рисунка
При регулируемом давлении суспензия подается в блок формирования рисунка, где заданные типы, количества, цвета, порядок цветов и положение суспензии распределяются в лотке формирования рисунка для формирования требуемого рисунка. Заданные типы, количества, цвета, порядок цветов и положение суспензии предварительно программируются в компьютерном программном обеспечении.
Фильтр-прессование
Суспензия, в которой теперь формируется требуемый рисунок, прессуется с помощью фильтр-пресса.
Каждый этап далее описывается подробно.
Приготовление суспензии
Исходные материалы для получения керамических плиток или плит измельчаются в мокрой шаровой мельнице с получением суспензии. Предпочтительно, суспензия содержит сухие материалы в интервале от 30 до 70 вес.% с получением суспензии с соответствующей вязкостью. Добавки или примеси, такие как дефлоккулятор, диспергатор, коагулянт, пеногаситель или поверхностно-активное вещество, могут быть введены или не введены в суспензию в зависимости от характеристик и свойств исходных материалов. Размер частиц исходных материалов после измельчения и соотношение различных типов исходных материалов являются некоторыми из факторов для определения, требуется ли добавка или примесь. Также при решении, требуется ли добавка, иногда может играть роль требуемое свойство керамической плитки или плиты. Например, если предпочтительной является ультрапрочная плитка или плита, в суспензию могут быть введены добавки, улучшающие прочность, такие как поливиниловый спирт (ПВС), поливинлацетат (ПВАц), карбоксиметилцеллюлоза (КМЦ), метилцеллюлоза, этиленвинилацетат (ЭВА), крахмал, модифицированный крахмал, целлюлозное волокно, органическое волокно, неорганическое волокно и т.д., предпочтительно до 5% на сухую массу. При необходимости, суспензия может нагреваться для снижения вязкости и содействия протеканию суспензии, так как тепло отводит частицы друг от друга.
Керамические пигменты или чешуйки могут быть введены в суспензию для получения требуемых цветов. Пигмент может быть введен в процессе измельчения или после того, как измельчение завершается. Последнее является предпочтительным, так как получаемая суспензия имеет консистентные цвета, создавая продукты высокого качества.
Суспензия хранится в емкости (100) для хранения суспензии с разделением различных цветов. Внутри емкости поддерживается давление. Суспензия хранится при комнатной температуре и/или, при необходимости, может нагреваться до 70°C. Суспензия затем непрерывно подается в блок (200) формирования рисунка по подающей трубе при поддержании давления. Скорость потока суспензии из емкости (100) для хранения суспензии в блок (200) формирования рисунка регулируется давлением внутри емкости (100) для хранения суспензии в сочетании с регулированием клапанов (205) на конце подающих труб (105) на блоке (200) формирования рисунка. Заданное количество суспензии в соответствии с заданными значениями затем выдается в блок (200) формирования рисунка. Излишнее количество суспензии возвращается обратно в емкость для хранения суспензии для поддержания количества суспензии и снижения осаждения и закупорки подающей трубы.
Формирование требуемых рисунков
На данном этапе различные типы и цвета суспензии подаются в блок (200) формирования рисунка. В любой момент более одного типа или цвета могут быть распределены в блок формирования рисунка одновременно. Обеспечивают смешивание различных типов и цветов суспензии внутри блока (200) формирования рисунка. Распределяемое количество суспензии с различными цветами, порядком цветов и положением влияет на выход рисунков. Соответственно, значения указанных параметров регулируются предварительным программированием компьютерным программным обеспечением в сочетании с регулированием давления внутри подающих труб (105) и клапанов (205), установленных на концах подающих труб (105) на блоке (200) формирования рисунка. Суспензия затем выдается через выдачной элемент (220), установленный в нижней части блока (200) формирования рисунка. Количество выдаваемой суспензии может дополнительно регулироваться регулированием клапана, установленного на выдачном элементе (220). При распределении суспензии блок (200) формирования рисунка будет перемещаться в ответ на предварительно запрограммированные значения регулируемого перемещения блока (200) формирования рисунка, для того чтобы нанести и распределить суспензию в заданном положении в лоток, с тем чтобы получить требуемый рисунок. Блок формирования рисунка может перемещаться влево, вправо, назад, вперед или по кругу (или по осям x, y, z).
Когда блок (200) формирования рисунка выдает суспензию в лоток (300) формирования рисунка, различные количества, типы, цвета, линии или полоски суспензии будут составлять целое с формированием требуемого рисунка. Соответственно, другой и дополнительный вариант рисунка может быть получен путем варьирования количества, типов, цветов, линий и полосок суспензии, наносимой в лоток (300) формирования рисунка. На фигурах 2, 3 и 4 показаны различные варианты блока (200) формирования рисунка для получения требуемых рисунков.
Один способ формирования требуемого рисунка включает использование блока (200) формирования рисунка без мешалки, как показано на фиг.2. В данном способе различные типы и цвета суспензии подаются в блок (200) формирования рисунка. Суспензиям согласно предварительно запрограммированным значениям обеспечивают свободное смешивание внутри части (215) для хранения суспензии блока (200) формирования рисунка. Смешанная суспензия затем выдается в лоток (300) формирования рисунка с формированием требуемого рисунка. Варьирование предварительно запрограммированных значений дает различные рисунки. Другой вариант рисунков согласно данному способу может быть получен путем изменения форм и конфигураций наконечника (210), установленного на конце каждой подающей трубы (105), или путем изменения формы и конфигураций выдачного элемента (220) или обоих.
Другой способ формирования требуемого рисунка согласно принципам, описанным здесь, включает использование блока (200) формирования рисунка с помощью дополнительного смешивания суспензии внутри части (215) для хранения суспензии блока (200) формирования рисунка, т.е. блока (200) формирования рисунка с мешалкой (230), как показано на фиг 3. Данный способ работает по тем же принципам и технологии, что и описанный ранее способ. Отличие заключается в том, что в данном способе, после того как суспензиям согласно предварительно запрограммированным значениям обеспечивают свободное смешивание внутри части (215) для хранения суспензии, уже смешанная суспензия затем преднамеренно смешивается дополнительно мешалкой (230). Данная технология обеспечивает получение более тонкого и более резкого рисунка смеси суспензии с более тонкими линиями и полосками. Другой вариант рисунков согласно данному способу может быть получен изменением скорости мешалки (230) или изменением скорости мешалки (230) в сочетании с изменением предварительно запрограммированных значений или изменением форм и конфигураций наконечника (210) и выдачного элемента (220) или обоих.
Дополнительный способ формирования требуемого рисунка согласно принципам, описанным здесь, включает использование блока (200) формирования рисунка, который дополнительно содержит принимающий лоток (235), как показано на фиг.4. В данном способе вместо выдачи непосредственно в лоток (300) формирования рисунка суспензия выдается в принимающий лоток (235), а затем в лоток (300) формирования рисунка. В случае данного способа блок (200) формирования рисунка использует такие же принципы и технологию, как ранее описанный способ, где суспензия выдается блоком (200) формирования рисунка без мешалки (230). Различный характер данного способа определяется элементами, предусмотренными в принимающем лотке (235). В данном способе суспензии позволяют смешиваться вместе сначала внутри части (215) для хранения суспензии, а затем в принимающем лотке (235), так что могут быть созданы дополнительные варианты и более сложные рисунки. Кроме того, данный способ является особенно подходящим для формирования рисунков, в которых различные цвета формируются в требуемый рисунок или рисунки с более чем одним подмножеством рисунков, или рисунки с несколькими тонами или оттенками цвета. В данном способе суспензия выдается в отсек (отсеки) (250) принимающего лотка (235). Множество блоков (200) формирования рисунка может выдавать суспензию в принимающий лоток (235) одновременно. Каждый отсек (250) может быть заполнен только одним конкретным тоном или оттенком или комбинацией оттенков, или комбинацией подмножества (базовых) рисунков (различные смеси линий, полосок в результате смешения суспензии внутри части для содержания суспензии (215)). Зонирующие плиты (255), которые разделяют принимающий лоток (235) на небольшие отсеки (250), способствуют снижению нежелательного смешения суспензии, так что получается рисунок с более высокой четкостью (когда сходятся два цвета или тона, или подмножества рисунков). Положение, количество, сочетание и цвета/оттенки суспензии, выдаваемой в принимающий лоток, находятся в соответствии с предварительно запрограммированным значением в компьютерном программном обеспечении. Суспензия в каждом отсеке затем распределяется в лоток (300) формирования рисунка при вращении винтового шнека (245), подающего суспензию к отверстию в днище принимающего лотка (235) для формирования требуемых рисунков. В процессе распределения суспензии блок (200) формирования рисунка перемещается синхронно с принимающим лотком (235) относительно ширины и длины лотка (300) формирования рисунка. Дополнительное варьирование рисунка согласно данному способу включает изменение размера винта, размера отсека, скорости вращения винтового шнека (245) и скорости перемещения блока (200) формирования рисунка и принимающего лотка (235).
Еще один другой способ формирования требуемых рисунков в соответствии с принципами, описанными здесь, включает использование варианта лотков получения рисунка, как показано на фиг.5. Данный способ использует подобную технологию, как в случае с вариантом блока (200) формирования рисунка, показанным на фиг.4. Однако в данном способе принимающий лоток является больше по размеру и, таким образом, способен вмещать больше массы суспензии. Данный способ является подходящим для формирования рисунков с получением на более крупных плитках или плитах. В данном варианте принимающий лоток (235) может быть снабжен или нет зонирующими плитами (255). Благодаря тому, что большое количество суспензии выдается в принимающий лоток (235), это создает более высокое давление внутри лотка, делая трудным регулирование потока суспензии. Поэтому в данном способе распределение суспензии включает использование принимающего лотка (235), который дополнительно снабжен открываемой/закрываемой крышкой (265) и пневматической системой (270) с высокими характеристиками. После того как требуемое количество суспензии загружается в принимающий лоток (235), открываемая/закрываемая крышка затем закрывается, и воздух внутри лотка удаляется с созданием вакуумной атмосферы. Суспензия затем выдается регулированием пневматической системы (270) в сочетании с регулированием открываемого/закрываемого элемента (260) в днище принимающего лотка (235) с открытием и закрытием при необходимости для формирования требуемых рисунков.
Принцип формирования требуемого рисунка согласно настоящему изобретению заключается в обеспечении смешивания суспензии в соответствии с типами и цветами и/или комбинацией цветов или подмножеством рисунков при предварительно запрограммированных значениях при регулируемых параметрах с использованием устройства согласно изобретению. Очень важно, чтобы смешивание суспензий более одного типа, цветов или комбинации цветов в любой момент в процессе формирования рисунка не позволяло суспензии быть гомогенной перед выдачей полученной суспензии в лоток (300) формирования рисунка, но быть еще сохраняющей индивидуальные цвета, линии или полоски в такой степени, чтобы требуемый рисунок формировался в результате объединения в целое смешанных цветов и линий, полосок индивидуальных цветов. Это достигается с помощью комбинированного регулирования давления суспензии, вязкости суспензии, скорости мешалки (230) внутри блока (200) формирования рисунка и/или винтового шнека (245) в лотке (235) получения рисунка и времени передачи полученной смеси суспензии в лоток (300) формирования рисунка. Кроме того, суспензия выдается в лоток (300) формирования рисунка одновременно с работой мешалки (230) и/или винтового шнека (245), так что суспензия не становится гомогенной. Примером одного из способов формирования требуемого рисунка согласно настоящему изобретению является то, что мешалка работает при 30-100 об/мин, когда блок (200) формирования рисунка непрерывно выдает суспензию в лоток (300) формирования рисунка. Соответственно, суспензия остается в блоке (200) формирования рисунка в течение только около 5-10 с, так что суспензия не становится гомогенной. Конечно, скорость мешалки регулируется и варьируется в соответствии с предварительно запрограммированными значениями в соответствии с требуемым рисунком.
Как указано, суспензия выдается в лоток (300) формирования рисунка для формирования требуемого рисунка. Выданная суспензия содержится в раме (305) лотка формирования рисунка. Соответственно, форма и размер рамы (305) определяют форму и размер плитки или плиты. Кроме того, высота рамы (305) определяет максимальное количество суспензии, которое может содержаться, что, в свою очередь, определяет максимальную толщину плитки или плиты.
При работе лоток (300) формирования рисунка подается в систему изготовления и устанавливается на весы или взвешивающую платформу, перед тем как суспензия выдается в него. Затем в лоток (300) формирования рисунка выдается заданное количество суспензии. Как только достигается заданная масса, задействуется датчик взвешивания, заставляя блок (200) формирования рисунка или принимающий лоток (235) одновременно прекратить выдачу, так что каждая плитка или плита будет иметь соответствующую толщину и соответствующее качество.
Сформированные рисунки могут дополнительно декорироваться или модифицироваться с использованием предварительно описанного вспомогательного устройства (400) декорирования рисунка. Вспомогательное устройство (400) декорирования рисунка осуществляет смещение, погружение, взбалтывание, смешивание или смахивание по сформированному рисунку или в нем. Перемещение вспомогательного устройства (400) декорирования рисунка может регулироваться подходящим электронным устройством, или оно может осуществляться вручную. Кроме того, вспомогательное устройство (400) декорирования рисунка может работать синхронно с блоком (200) формирования рисунка с получением требуемого рисунка. После того как формирование рисунка завершается, лоток (300) формирования рисунка перемещается на следующий этап получения, которым является прессование.
Фильтр-прессование
Суспензия, выданная или распределенная в лоток (300) формирования рисунка, которая теперь включает различные типы, линии, полоски, тона и оттенки, прессуется с извлечением и удалением воды из суспензии с формированием сырой керамической плитки или плиты. Различные типы, линии, тона или оттенки будут преобразовываться в требуемый рисунок, проходящий через всю толщину плитки или плиты.
На данном этапе лоток (300) формирования рисунка устанавливается в заданное положение в фильтр-прессе (500), более конкретно, на нижнем пуансоне (510) фильтр-пресса (500). После этого фильтрующий лист (600), имеющий форму конвейера, будет перемещаться в такое положение, чтобы покрывать лоток (300) формирования рисунка до прессования и во время прессования, как показано на фиг.1, 7, 8. После этого суспензия, находящаяся внутри лотка формирования рисунка, прессуется верхним пуансоном (505). Суспензия прессуется однократно, избыток воды, включая частицы суспензии мельче размера пор фильтрующего листа (310), будет выходить через поры фильтрующего листа (310) и через отверстия, выполненные в грани верхнего пуансона (505), или в альтернативном варианте также через поры в формоудерживающей раме (515). Верхний пуансон продолжает прессование для извлечения как можно большего количества воды до тех пор, пока не достигнет заданных значений (высоты рамы (305), высоты формоудерживающей рамы (305) или значений давления на квадратный дюйм), так что в процессе прессования при максимальном давлении формоудерживающая рама (515) на верхнем пуансоне должна быть в одинаковом положении с формоудерживающей рамой (515') на нижнем пуансоне, так что грань формоудерживающей рамы на верхнем пуансоне (505) смыкается или почти смыкается с гранью формоудерживающей рамы (515') на нижнем пуансоне (510), замыкая лоток (300) формирования рисунка. В процессе прессования формоудерживающие рамы (515 и 515') удерживают форму эластичной рамы от искривления при приложении давления, что может исказить форму и рисунок плитки или плиты.
При прессовании вода и частицы суспензии мельче размера пор фильтрующего листа (310) будут выходить через такие поры и через отверстия, выполненные в поверхности верхнего пуансона (505) и нижнего пуансона (510) и будут накапливаться в стоке для удаления. В процессе прессования уделяется внимание постепенному увеличению давления, для того чтобы равномерно распределить давление, так что вода удаляется равномерно, снижая искажение рисунка и поддерживая постоянство толщины сырой плитки или плиты. Кроме того, вода, собираемая в стоке, должна быть удалена вакуумным насосом только после того, как завершится прессование для снижения забивания частицами фильтрующего листа (310, 600), так как забивание может привести к трудностям при извлечении дополнительной воды из суспензии. Кроме того, если вода удаляется неравномерно, это может вызвать разделение суспензии и привести к непостоянству толщины плитки или плиты. При необходимости, в процессе прессования суспензия может нагреваться и поддерживаться при температуре на подходящем уровне, с тем чтобы облегчить удаление воды и сократить время прессования.
Форма и конфигурация лотка (300) формирования рисунка также определяют форму и конфигурацию конечных продуктов. Соответственно, лоток (300) формирования рисунка может при необходимости модифицироваться с получением желаемых формы, конфигурации и размера конечных продуктов. Лоток (300) формирования рисунка может быть модифицирован с обеспечением пустого пространства в заданном положении для подходящего использования. Например, форма пустого пространства может быть выбрана из квадратной, прямоугольной, овальной, круглой и произвольной формы. Такой же эффект может быть получен при помещении мягкой эластичной формы (выполненной из такого же материала или обладающего такими же свойствами, как и рама (305), и являющейся повторно используемой) в лоток (300) формирования рисунка перед выдачей суспензии в лоток (300) формирования рисунка. Мягкая эластичная форма будет занимать место внутри лотка (300) формирования рисунка, таким образом, оставляя пространство соответствующей формы после прессования и удаления мягкой эластичной формы. Плитка или плита, полученные в соответствии с данной технологией, могут использоваться в качестве слива раковины, верха кухонной раковины и т.д. без резки, сверления или отпиливания некоторых частей, как в традиционных плитках или плитах.
После завершения прессования лоток (300) формирования рисунка выдвигается из фильтр-пресса (500), и сырая плитка или плита удаляется для дальнейших обработок, как требуется, с получением желаемых эффектов, таких как поверхностное декорирование, резка по размеру, обжиг и/или шлифовка.
После того как сырая плитка или плита удаляется, лоток (300) формирования рисунка продолжает перемещение и поступает на станцию очистки для очистки и повторного поступления на линию получения. Фильтрующий лист (600) также перемещается на станцию очистки подобным образом.
Сушка и обжиг
После того как прессование завершается и получается сырая плитка или плита, они могут быть подвергнуты дополнительной обработке с получением желаемых эффектов. Например, они могут быть подвергнуты поверхностному декорированию с получением размера, причем печать, спрей, краска или керамические пигменты могут быть нанесены при необходимости. Способ может быть осуществлен, когда сырая плитка или плита еще имеет высокое содержание влаги для облегчения способа и снижения ущерба. Продукты затем сушат и обжигают в соответствии со стандартом, разработанным, чтобы отвечать качеству сырых плиток или плит, полученных согласно настоящему изобретению.
Рисунок на керамике согласно принципу настоящего изобретения формируется из различного количества, типов, цветов, линий и полосок суспензии, которые соединяются в единое целое с формированием требуемого рисунка. Когда плитка или плита формируются из суспензии согласованного качества и с помощью элементов устройства и способа формирования рисунка, необходимо принимать меры предосторожности. Такими мерами являются согласованность размера пор на листе фильтра, а также на плоской поверхности верхнего пуансона (505) и нижнего пуансона (510) и постепенное увеличение давления, прикладываемого фильтр-прессом (500), с тем чтобы вода и частицы выходили равномерно, так что получаемая сырая плитка будет иметь равномерную толщину и содержание влаги. Соответственно, получаемые плитки или плиты не только имеют рисунок, проходящий по всей толщине, плитки или плиты также имеют согласованную толщину, а также прочность.
Изобретение относится к области строительства, а именно к способам и устройствам формирования рисунка на керамической плитке или плите с заданной толщиной. Устройство формирования требуемых рисунков на керамической плитке с заданной толщиной из суспензии содержит средство для получения суспензии, по меньшей мере, одну емкость для хранения суспензии для вмещения, по меньшей мере, одного типа суспензии, по меньшей мере, один лоток формирования рисунка, по меньшей мере, одно средство для соединения, по меньшей мере, одной емкости для хранения суспензии, по меньшей мере, с одним лотком формирования рисунка и фильтр-пресс. Устройство снабжено блоком для формирования рисунка, проходящего через толщину изделия. 2 н. и 53 з.п. ф-лы, 12 ил.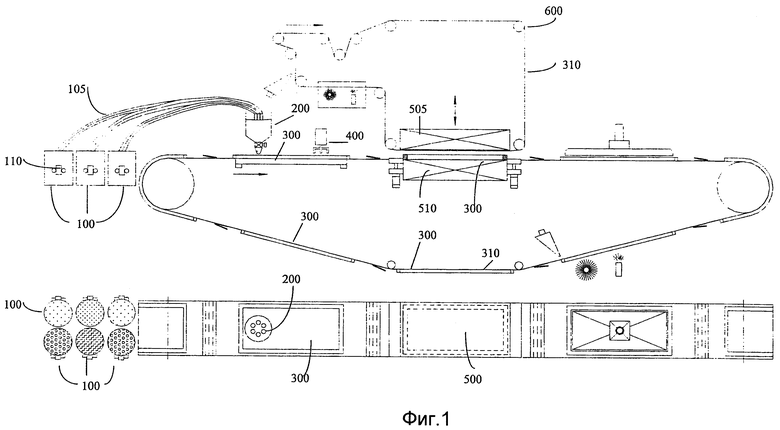
1. Устройство формирования требуемых рисунков на керамических плитках или плитах из суспензии, содержащее:
средство для получения суспензии;
по меньшей мере, одну емкость для хранения суспензии для вмещения, по меньшей мере, одного типа суспензии;
по меньшей мере, один лоток формирования рисунка;
по меньшей мере, одно средство соединения, по меньшей мере, одной емкости для хранения суспензии, по меньшей мере, с одним лотком формирования рисунка для подачи суспензии в, по меньшей мере, один лоток формирования рисунка;
фильтр-пресс для отжима суспензии до твердой формы, и
блок формирования рисунка расположенный между емкостью для хранения суспензии и лотком формирования рисунка.
2. Устройство по п.1, в котором каждая из емкостей для хранения суспензии имеет средство снижения осаждения суспензии и средство регулирования давления внутри емкости.
3. Устройство по п.2, в котором средство снижения осаждения суспензии представляет собой, по меньшей мере, одну мешалку.
4. Устройство по п.2, в котором средство снижения осаждения суспензии представляет собой подвижное основание для перемешивания содержимого емкости для хранения суспензии.
5. Устройство по п.1, в котором средство соединения представляет собой, по меньшей мере, одну подающую трубу, причем, по меньшей мере, одна подающая труба имеет первый конец и второй конец, при этом первый конец соединен с емкостью для хранения суспензии, а второй конец соединен с блоком формирования рисунка.
6. Устройство по п.1, в котором блок формирования рисунка выполнен с возможностью вмещения множества подающих труб, при этом блок формирования рисунка дополнительно содержит сменный наконечник для размещения каждой из подающих труб, причем подающие трубы имеют различные формы и конфигурации.
7. Устройство по п.1, в котором блок формирования рисунка дополнительно содержит, по меньшей мере, одно перемешивающее устройство.
8. Устройство по п.1, в котором емкость для хранения суспензии снабжена нагревательным элементом и средством регулирования температуры суспензии, содержащейся в ней.
9. Устройство по п.1, в котором блок формирования рисунка выполнен с возможностью перемещения по трем ортогональным осям х, y, z.
10. Устройство по п.9, в котором блок формирования рисунка снабжен клапаном для регулирования количества суспензии, выдаваемой через выдачной элемент.
11. Устройство по п.10, в котором выдачной элемент является съемным.
12. Устройство по п.1, в котором блок формирования рисунка дополнительно содержит средство смешивания суспензии, содержащейся в блоке формирования рисунка.
13. Устройство по п.1, в котором блок формирования рисунка дополнительно содержит принимающий лоток.
14. Устройство по п.13, в котором принимающий лоток содержит:
корпус для вмещения суспензии, выданной блоком формирования рисунка;
открываемый/закрываемый элемент, расположенный в днище принимающего лотка; и
винтовой шнек, расположенный в принимающем лотке, причем винтовой шнек выполнен с возможностью вращения вокруг своей оси для подачи суспензии к открываемому/закрываемому элементу для распределения суспензии в лоток формирования рисунка.
15. Устройство по п.14, в котором корпус принимающего лотка не разделен на отсеки.
16. Устройство по п.14, в котором корпус принимающего лотка разделен на отсеки для вмещения различных типов, цветов, комбинации цветов или базовых рисунков с использованием зонирующих плит.
17. Устройство по п.14, в котором зонирующие плиты съемно присоединены к корпусу принимающего лотка, причем принимающий лоток выполнен так, что количество и/или размер отсеков могут быть увеличены или уменьшены путем изменения конфигурации зонирующих плит.
18. Устройство по п.14, в котором принимающий лоток дополнительно содержит открываемую/закрываемую крышку и пневматическую систему для изменения давления внутри принимающего лотка так, что суспензия, содержащаяся в принимающем лотке, регулируемо выдается в лоток формирования рисунка.
19. Устройство по п.1, в котором лоток формирования рисунка содержит раму, установленную на фильтрующем листе, причем каждый лоток формирования рисунка имеет форму, соответствующую форме требуемой плитки или плиты, и соединен с образованием конвейерообразной петли.
20. Устройство по п.19, в котором каждый лоток формирования рисунка выполнен с возможностью вмещения суспензии, выданной из блока формирования рисунка, и каждый из лотков формирования рисунка выполнен съемным с конвейерообразной петли.
21. Устройство по п.19, в котором лоток формирования рисунка содержит, по меньшей мере, одну кромку рамы.
22. Устройство по п.19, в котором лоток формирования рисунка дополнительно содержит, по меньшей мере, одну вторую кромку внутренней замкнутой рамы внутри наружной замкнутой рамы с образованием пустого пространства в заданном положении в лотке формирования рисунка, причем форма пустого пространства выбрана из квадратной, прямоугольной, овальной, круглой и произвольной формы.
23. Устройство по п.21, в котором, по меньшей мере, одна кромка рамы выполнена из пористых эластичных материалов, способных деформироваться при приложении давления, причем, по меньшей мере, одна кромка рамы, по существу, восстанавливает свою первоначальную форму после удаления давления.
24. Устройство по п.21, в котором, по меньшей мере, одна кромка рамы выполнена из непористых эластичных материалов, способных деформироваться при приложении давления, причем, по меньшей мере, одна кромка рамы, по существу, восстанавливает свою первоначальную форму после удаления давления.
25. Устройство по п.21, в котором, по меньшей мере, одна кромка рамы выполнена из материалов, выбранных из натурального каучука, природного полимера, синтетического каучука, термопластичного эластомера, силиконового каучука, бутадиенового каучука, эбонита, каучука, вулканизованного при повышенной температуре, уретанового каучука, фторкаучука, неопренового каучука или металла, специально предназначенного для обеспечения гибкости при приложении давления.
26. Устройство по п.19, в котором фильтрующий лист является пористым материалом.
27. Устройство по п.26, в котором фильтрующий лист выполнен из материалов, выбранных из шерстяного волокна, нейлона, металлической проволочной сетки, полипропилена, сложного полиэфира, полибутилена и полиамида.
28. Устройство по п.1, в котором фильтр-пресс содержит верхний пуансон и нижний пуансон, причем поверхность верхнего пуансона и нижнего пуансона является пористой.
29. Устройство по п.28, в котором фильтр-пресс дополнительно содержит сток для накопления избытка воды и частиц, выходящих от прессования суспензии.
30. Устройство по п.29, в котором, по меньшей мере, один из верхнего пуансона и нижнего пуансона содержит формоудерживающую раму вокруг его края.
31. Устройство по п.29, в котором предусмотрено средство регулирования высоты формоудерживающей рамы.
32. Устройство по п.30, в котором формоудерживающая рама на нижнем пуансоне в направлениях поступления и удаления лотка формирования рисунка выполнена с возможностью перемещения вверх или вниз с обеспечением поступления и удаления лотка формирования рисунка.
33. Устройство по п.29, в котором фильтр-пресс дополнительно содержит вакуумный насос для удаления избытка воды и частиц, накопленных в стоке в верхнем пуансоне и нижнем пуансоне.
34. Устройство по п.29, в котором фильтр-пресс дополнительно содержит воздушный генератор для сдувания избытка воды к стоку.
35. Устройство по п.26, в котором фильтр-пресс дополнительно содержит нагревательный элемент и средство регулирования температуры прессуемой суспензии для облегчения удаления избытка воды.
36. Устройство по п.1, дополнительно содержащее весы, регулируемые датчиком взвешивания для регулирования количества суспензии, выдаваемой в лоток формирования рисунка, в результате чего приведение в действие датчика вызывает прекращение выдачи суспензии блоком формирования рисунка.
37. Устройство по п.1, дополнительно содержащее станцию очистки, причем после того, как прессование завершается, и сырые плитки или плиты удаляются, фильтр и лоток формирования рисунка непрерывно поступают на станцию очистки для очистки и повторного поступления в систему получения.
38. Способ формирования рисунка в керамической плитке или плите заданной толщины с рисунком, проходящим через всю толщину, включающий этапы, на которых:
приготавливают, по меньшей мере, одну суспензию, причем исходные материалы для получения керамических плиток или плит измельчаются в мокрой шаровой мельнице с получением суспензии;
вводят керамический пигмент или чешуйки с получением желаемых цветов;
вводят добавки для снижения вязкости суспензии или улучшения прочности плиток или плит, при необходимости;
вмещают каждую полученную суспензию в отдельную емкость для хранения суспензии;
подают, по меньшей мере, одну суспензию в блок формирования рисунка;
перемещают блок формирования рисунка над лотком формирования рисунка для выдачи суспензии в лоток в соответствии с требуемым рисунком;
подвергают лоток формирования рисунка фильтр-прессованию с удалением избытка воды и с формированием сырой керамической плитки или плиты с рисунком, проходящим через всю толщину.
39. Способ по п.38, в котором суспензия содержит сухой материал в интервале от 30 до 70 вес.%.
40. Способ по п.38, в котором добавки выбирают из дефлоккулятора, диспергатора, коагулянта, пеногасителя, поверхностно-активного вещества.
41. Способ по п.38, в котором добавки содержат до 5 вес.% усилителя свойств и/или модификатора плиток или плит, причем усилитель свойств и/или модификатор выбирают из поливинилового спирта (ПВС), поливинлацетата (ПВАц), карбоксиметилцеллюлозы (КМЦ), метилцеллюлозы, этиленвинилацетата (ЭВА), крахмала, модифицированного крахмала, целлюлозного волокна, органического волокна, неорганического волокна.
42. Способ по п.38, в котором суспензию поддерживают при комнатной температуре и/или нагревают до 70°С.
43. Способ по п.38, в котором поток суспензии контролируют по одному или более из следующих параметров:
по меньшей мере, одному значению запрограммированному в компьютерном программном обеспечении;
геометрическим параметрам выдачного элемента;
изменению давления внутри емкости для хранения суспензии;
изменению скорости перемещения блока формирования рисунка.
44. Способ по п.38, в котором во время формирования требуемого рисунка блок формирования рисунка перемещают вперед, назад, влево, вправо и по кругу с распределением суспензии в соответствии, по меньшей мере, с одним значением, запрограммированным в компьютерном программном обеспечении.
45. Способ по п.38, в котором обеспечивают свободное смешивание суспензии внутри блока формирования рисунка перед выдачей в лоток формирования рисунка для формирования требуемого рисунка.
46. Способ по п.39, в котором суспензию дополнительно смешивают с использованием мешалки, работающей с заданной скоростью, перед выдачей в лоток формирования рисунка для формирования требуемого рисунка.
47. Способ по п.39, в котором суспензию выдают в принимающий лоток, а затем выдают в лоток формирования рисунка.
48. Способ по п.46, в котором суспензию, выдаваемую в принимающий лоток, выдают отдельно в отдельные отсеки принимающего лотка в соответствии с различными типами, цветами, комбинацией цветов и/или базового рисунка, причем в результате вращения винтового шнека суспензия выдается в лоток формирования рисунка через открываемый/закрываемый наконечник в днище принимающего лотка.
49. Способ по п.47, в котором суспензию, выдаваемую в вакуумной атмосфере, контролируют пневматической системой в сочетании с регулированием открываемого/закрываемого наконечника в днище принимающего лотка.
50. Способ по п.39, в котором в процессе прессования температуру суспензии поддерживают при комнатной температуре и/или нагревают до 70°С.
51. Способ по п.39, в котором в процессе фильтр-прессования средство для поддержания формы плитки или плиты при прессовании используют для поддержания формы и рисунка сырой керамической плитки или плиты, полученной из прессуемой суспензии.
52. Способ по п.39, в котором перед выдачей суспензии в лоток формирования рисунка устанавливают гибкую форму заданной формы внутри лотка формирования рисунка для получения сырой керамической плитки или плиты с пустым пространством, соответствующим форме гибкой формы.
53. Способ по п.52, в котором гибкую форму выбирают из форм, имеющих квадратную, прямоугольную, овальную, круглую, произвольную форму.
54. Способ по п.39, дополнительно включающий этап декорирования и/или варьирования рисунка, используя вспомогательные устройства декорирования рисунка, причем вспомогательные устройства декорирования рисунка способны создавать требуемые эффекты смещением, погружением, взбалтыванием, смешиванием и смахиванием.
55. Способ по п.39, в котором сырую плитку и/или плиту с требуемым рисунком подвергают сушке и обжигу согласно стандартной методике.
| УЧЕБНО-РАЗВЛЕКАТЕЛЬНЫЙ АТТРАКЦИОН | 2004 |
|
RU2280488C2 |
| US 6361725 B1, 26.03.2002 | |||
| US 5795513 A, 18.08.1998 | |||
| EP 0756922 A, 05.02.1997 | |||
| Устройство для формирования цветного рисунка при прессовании коврово-узорчатых плиток | 1983 |
|
SU1135661A1 |

