ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к устройствам, системе и способу прессования порошка, в частности для формования напольных и настенных керамических плиток из композитов, содержащих зольную пыль.
УРОВЕНЬ ТЕХНИКИ
[0002] Из керамических порошков обычно формируют плитки и другие прессованные изделия путем нанесения порошка, полученного на основе высушенной распылением глины, в полости, в которой выполняют его прессование для придания ему прессованной формы. Этот способ известен как сухое формование. Нанесение порошка в полости осуществляют с использованием различных устройств, включая транспортер, одиночный загрузочный бункер и многоемкостной загрузочный бункер.
[0003] Традиционно используемый загрузочный бункер представляет собой вибрационный воронкообразный подающий резервуар, посредством которого наносят высушенные распылением гранулы в полость либо непосредственно, либо на подающий лоток в объеме, равном объему одиночного загрузочного бункера. При каждом акте нанесения высушенные распылением гранулы в бункере перемещаются вибрированием в нижнюю часть бункера рядом с его выходным отверстием. При осуществлении нанесения бункер открывают и доставляют заданное количество материала в подающий лоток, который доставляет порошок в полость.
[0004] Поддерживание непрерывного однородного нанесения порошка является затрудненным из-за образования перемычек из порошка в суживающемся воронкообразном подающем резервуаре, что вызывает краткие и нерегулярные прерывания в равномерном потоке порошка. Такая ситуация допустима в системе, в которой производится нанесение порошка в ограниченном объеме, таком как полость для прессования или резервуар для порционной подачи, поскольку может быть выполнено равномерное распределение порошка.
[0005] После нанесения в полости для прессования порошок прессуют для формования профилированного изделия. Прессованное изделие извлекают из полости посредством нижней плиты и выталкивают по направлению к разгрузочному столу для перенесения в сушилку и декорирующий блок. После декорирования изделие может быть перемещено непосредственно в печь для обжига и сушки для осуществления его обжига или может быть еще раз подвергнуто прессованию для впечатывания рисунка в поверхность изделия и затем перемещено в печь для обжига.
[0006] Проблема, которая часто возникает во время прессования керамических плиток, состоит в расслоении. Расслоение обычно возникает во время прессования из-за захваченного воздуха, находящегося между слоями порошка. Указанное расслоение может приводить к возникновению проблем в процессе обжига. Обычно захваченный воздух нарушает непрерывность керамической матрицы, в результате чего ухудшается конечная прочность и может измениться форма готового изделия. Один из способов устранения расслаивания состоит в медленном прессовании изделия с множественными повторениями и наращиванием усилия. Каждый раз, когда изделие прессуют и высвобождают, все большее количество воздуха выходит из изделия, и достигается все большая степень сжатия. Данный медленный процесс исключает расслаивание в конечном изделии, но снижает производительность и уменьшает эффективность поточной линии.
[0007] Еще один недостаток изделий, полученных прессованием в полостях, состоит в том, что, когда их поднимают или выталкивают из полости прессования, происходит высвобождение остаточного бокового давления, сформировавшегося в этом изделии, когда оно отходит от стенки формы. Данное ослабление бокового давления может легко привести к возникновению трещин в краях изделий, в частности из композитов с ограниченной пластичностью, таких как композит, содержащий большое количество зольной пыли, например до 90%. В отличие от композита на основе зольной пыли композит на основе порошка из высушенной распылением глины имеет достаточную упругость и выдерживает указанную нагрузку.
[0008] Имеются значительные различия в характере в данном процессе между порошком на основе глины и порошком на основе зольной пыли. Согласно настоящему изобретению для формования прессованием напольных и стеновых керамических плиток, а также других изделий используется композит на основе зольной пыли. Композит, содержащий 90% зольной пыли, в основном состоит из частиц некристаллических непластичных минералов, имеющих круглую форму с некоторым количеством углов. Такая форма обеспечивает возможность свободного перемещения частиц зольной пыли мимо друг друга без захватывания или связывания, в результате чего снижается сырая прочность необожженного изделия. Сырая прочность материала определяется его способностью сохранять свою целостность при ручной обработке или управлении после формования прессованием с использованием высокого давления. По причине указанной морфологии гладких частиц изделия на основе зольной пыли, спрессованные при подготовке к обжигу, отличаются чрезвычайно низкой сырой прочностью. Стандартные композиты на основе высушенной распылением глины могут выдерживать нагрузку примерно 4-8 Кг/см2 (абсолютное значение предела прочности на разрыв) перед сушкой. Смесь, содержащая 90% зольной пыли, имеет типичную сырую прочность примерно 1,5-2 Кг/см2. Известны добавки, которые могут быть использованы для повышения сырой прочности изделий на основе зольной пыли. Они содержат воду, глины разных сортов и суперпластификаторы, такие как описанные в РСТ WO 05/033040 A1 "Изготовление изделий из зольной пыли".
[0009] В традиционной машине для прессования, такой как машина, показанная на фиг. 1 и фиг. 2, изделие 6 прессуют в полости 2 прессовальными плитами 1 и 3, а затем поднимают с помощью нижней плиты 4 на поверхность рабочей зоны, где толкатель 5 перемещает изделие на транспортер для транспортирования в сушилку и декорирующий блок или печь для обжига. Традиционные смеси на основе высушенной распылением глины имеют достаточную сырую прочность после прессования для выдерживания указанных манипуляций. Однако изделия, изготовленные из композитов, содержащих 90% зольной пыли, обычно являются слишком хрупкими даже после применения упрочающих добавок. Это приводит к неприемлемо большому объему поврежденных плиток в основном из-за развития внутренних микротрещин, которые становятся видимыми только после обжига.
[00010] Как показано на фиг. 2, традиционный процесс прессования плитки содержит следующие этапы: на этапе 110 загружают полость порошком, на этапе 120 прессуют порошок прессовальной плитой и изостатической нижней плитой 4, на этапе 130 поднимают верхний пуансон, на этапе 140 поднимают спрессованное изделие 6 и на этапе 150 толкают изделие 6 на транспортер 7 толкателем 5 для перемещения в зону декорирования или сушки.
[00011] В документе CN 2631726Y описано устройство для формования керамических плиток, содержащее: раму, штампующее устройство, в котором используется полостная пресс-форма для прессования порошкового изделия, выталкивающее устройство, направляющее устройство, управляющий плунжер, система гидропривода для управления выталкивающим устройством и устройство, подающее плитку на конвейер. Устройство, предложенное в указанной полезной модели, позволяет изготовлять керамические плитки различной толщины.
[00012] Для изготовления большого керамического тонкого листа в CN 2631726Y предложено использовать транспортное устройство пресс-форм для получения керамических плиток, причем предложенная полезная модель обеспечивает устройство для транспортирования керамической плитки, выполненное в самом формующем оборудовании, которое состоит из прессовальной машины, верхнего пуансона, транспортера или транспортерной ленты, приводного колеса и бункера. Подающая транспортерная лента проходит между верхним пуансоном и нижним пуансоном (полостью). Транспортерная лента и приводное колесо объединены в кольцевой конвейер или конвейерную систему возвратно-поступательного движения. В документе US 5521132 описан керамический материал (брусок), изготовленный из сырой угольной зольной пыли с содержанием 90% по весу, 92,5% по весу и 95% по весу, но не описан способ прессования порошка для изготовления полусухого бруска.
[00013] В документе US 5935885 описан процесс формования плиток на основе стеклокерамики с содержанием зольной пыли 60-100% по весу. Зольная пыль является окисленной. Окисленные стеклянные формующие материалы остекловывают для формирования стекломассы. Затем из полученной стекломассы формуют плитки.
Все перечисленные выше документы включены в настоящую заявку посредством ссылки.
[00014] В итоге, одна из ключевых проблем, связанных с использованием зольной пыли в стандартных процессах изготовления керамической плитки, состоит в том, что смесь на основе прессованной зольной пыли имеет недостаточную сырую прочность для выдерживания физической нагрузки, прикладываемой к плитке при ее перемещении на транспортерные ленты для транспортирования в зоны последующей обработки.
[00015] Таким образом, задачей настоящего изобретения является создание специально сконструированного прессовального и формовочного узла для преодоления недостатков, свойственных традиционному прессованию керамической плитки и формовочным узлам, которые не подходят для изготовления керамических плиток на основе смеси с содержанием зольной пыли 25-90% или с большим содержанием зольной пыли.
[00016] Были проведены испытания известных прессовальных и формовочных узлов, и было сделано заключение, что при использовании известных способов не могут быть преодолены следующие проблемы:
A) Подача порошка;
B) Расслоение;
C) Растрескивание краев при извлечении из полости;
D) Микротрещины, сформированные в изделии из-за уменьшенной по сравнению с нормальной сырой прочности;
E) Большой процент повреждений из-за уменьшенной по сравнению с нормальной сырой прочности;
F) Ограниченный размер прессованного изделия;
G) Уменьшенное количество циклов прессования в минуту.
[00017] Соответственно, спроектирована, сконструирована и построена действующая в промышленных масштабах специализированная установка, которой преодолеваются вышеуказанные недостатки уровня техники.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[00018] Задача настоящего изобретения состоит в создании устройства, системы и способа для формования и прессования альтернативной керамической смеси с высоким процентом содержания зольной пыли, например до 90%, с получением керамической плитки, отличающейся высоким и стабильным качеством, предназначенной, в частности, для стен и полов.
[00019] Другая задача настоящего изобретения состоит в обеспечении непрерывного процесса изготовления плитки для увеличения производительности, а также изготовления плитки различного размера и толщины.
[00020] Устройства, система и способы согласно настоящему изобретению преодолевают вышеуказанные недостатки. Новые способы, устройство и система также могут быть использованы для обработки традиционных глинистых материалов, что обеспечивает экономию энергии и увеличение производительности.
[00021] Настоящее изобретение содержит ряд новшеств, которые собраны вместе для создания единой системы.
Ниже перечислены основные новшества, помимо прочего:
A) гребневый вибрационный питатель возвратно-поступательного действия;
B) воздухопроницаемая транспортерная лента, которая перемещается по длине устройства и переносит сыпучий порошок от выхода вибрационного питателя, через компакторы, декораторы, индивидуализированную бесполостную форму для прессования к отборочному столу;
C) уплотняющая лента, расположенная над транспортирующей лентой;
D) ряд независимых декорирующих устройств, наносящих сухой декорирующий материал на поверхность предварительно уплотненной смеси;
E) верхний рамный узел с формовочной полостью;
F) нижняя плита, размер которой больше, чем размер прессованного изделия;
G) гибкая решетка, закрепленная на поверхности нижней плиты;
H) пространство под формой для обеспечения возможности замыкания ленты в непрерывную петлю.
[00022] Согласно первому аспекту настоящего изобретения предложена система для формования прессованных изделий путем прессования порошка или гранул, содержащая следующие устройства:
подающий узел для подачи порошка;
узел бесполостного пресса, содержащий:
нижнюю плиту, размер которой по существу соответствует размеру прессованных изделий или превышает его;
ограничительные средства для изолирования части порошка; и
верхний пуансон
транспортер для транспортирования порошка и/или прессованных изделий и
гибкую решетку, расположенную под транспортером и зафиксированную на верхней поверхности нижней плиты.
[00023] В настоящем описании термин "бесполостной прессовый узел" обозначает прессовый узел, в котором прессование выполняется в той же плоскости, в которой находится остальная поточная линия. Иными словами, прессование выполняют в пространстве без углубленной полости с ограничительными стенками.
[00024] Благодаря нижней плите, которая имеет размер, соответствующий размеру прессованного изделия или превышающего этот размер, может быть изготовлено равномерно спрессованное изделие без несогласованных неизостатических границ.
[00025] Согласно одному варианту реализации система дополнительно содержит уплотняющий узел, подходящий для частичного уплотнения и удаления воздуха из порошка, и предпочтительно содержит декорирующий блок, подходящий для добавления декорирующего материала поверх порошка перед прессованием.
Это обеспечивает возможность применения сыпучего глазуровочного и декорирующего материала с более тонкими деталями, чем это может быть выполнено на неуплотненном материале, и обеспечивает возможность устранить известный этап прессования, используемый в уровне техники с этой целью.
[00026].
Гибкая решетка обеспечивает возможность выпуска увеличенного количества воздуха во время прессования плитки.
[00027] Согласно одному варианту реализации подопочной плитой является изостатическая плита. Это обеспечивает возможность равномерного прессования без несогласованных неизостатических границ прессованных изделий.
[00028] Согласно одному варианту реализации транспортер является воздухопроницаемой транспортерной лентой.
Преимущество, обеспеченное этой особенностью, состоит в том, что воздух может быть освобожден из прессованной плитки, таким образом исключается нежелательное расслаивание внутри прессованной плитки и в то же время обеспечивается более быстрый цикл прессования без необходимых 2-3 этапов прессования и удаления воздуха согласно известному способу.
[00029] Согласно одному варианту реализации уплотняющий узел содержит ролики различного диаметра и уплотняющую вторичную ленту.
Во время прессования необходимо обеспечить возможность выхода воздуха через обе стороны (нижнюю и верхнюю) воздухопроницаемой уплотняющей ленты. Имеющие различный размер ролики облегчают регулирование скорости уплотняющей ленты и угла ее контакта с порошком. Желательно согласование этих двух лент по скорости и их постепенное сближение путем задания указанного угла для создания гладкой уплотненной поверхности без задиров или нарушения положения порошка.
[00030] Согласно одному варианту реализации порошок или гранулы содержат зольную пыль, глинистый порошок, гранулированную зольную пыль, гранулированную глину и комбинацию или смесь перечисленного выше.
Это является предпочтительным, поскольку указанные вещества в целом являются промышленными отходами и, таким образом является предпочтительным удаление их из окружающей среды пригодным для использования способом, например с использованием предложенных устройства и системы.
[00031] Согласно одному варианту реализации порошок или гранулы дополнительно содержат другие ингредиенты для изменения свойств порошка, гранул и/или прессованного изделия.
Это является предпочтительным для обеспечения возможности использования в системе расширенного диапазона смесевых материалов. Различные ингредиенты придают прессованным плиткам различные свойства, такие как увеличенная сырая прочность и уменьшенное водопоглощение после обжига.
[00032] Согласно одному варианту реализации подающий узел (12) для подачи порошка содержит
вибрационные подающие средства и
гребни возвратно-поступательного движения, которые являются подходящими для разбивания комков порошка и равномерной укладки порошка на перемещающийся транспортер.
Это обеспечивает возможность рассеивания доставленного порошка для формирования ровного и постоянного слоя материала для
последующего уплотнения, декорирования и прессования. Вибрационные подающие средства разбивают комки, которые в противном случае могут попасть на основную ленту.
[00033] Согласно одному варианту реализации гребни возвратно-поступательного движения расположены в параллельных слоях с зубцами гребней, расположенных в последующих слоях, ориентированными противоположных направлениях, причем скорость и амплитуда перемещения гребней регулируются, включая высоту между гребнями и скорость перемещения транспортера.
Это является предпочтительным для настройки вибрационных подающих средств в соответствии с характеристиками доставленного материала. Для некоторых материалов требуется более интенсивное разрушение для достижения ровной укладки на ленту, в то время как для других материалов требуется разрушение в уменьшенной степени. Важным является обеспечение возможности настройки указанных гребней.
[00034] Согласно одному варианту реализации два ролика из указанных роликов являются сдвоенными, и вторичная лента может быть расположена так, что расстояние между транспортерной лентой и уплотняющей лентой постепенно уменьшается до достижения необходимого значения, которое задано высотой направляющего ролика из роликов в конце зоны уплотнения.
Это является важным, поскольку расстояние между лентой компактора и основной лентой задает количество материала, уплотненного перед декорированием.
[00035] Согласно одному варианту реализации уплотняющий узел увеличивает плотность порошка на 3-30% для формирования уплотненной области.
Было выяснено, что указанный диапазон значений является оптимальным для последующего декорирования и прессования. Также может быть использована другая степень уплотнения, но значения в указанном диапазоне являются наиболее оптимальными.
[00036] Согласно одному варианту реализации указанная плотность увеличена на 10-15%.
Было выяснено, что указанный диапазон значений является оптимальным, в частности для материалов на основе каменноугольной золы.
[00037] Согласно одному варианту реализации глазуровочный декорирующий материал наносится на непрерывно перемещающуюся полосу частично уплотненного порошка на транспортере для формирования декорированной области.
Это является предпочтительным, поскольку отсутствует необходимость перемещения плитки в отдельную зону декорирования, как это происходит в известных процессах. Согласно настоящему изобретению декорирование выполняют непосредственно перед прессованием.
[00038] Согласно одному варианту реализации нижняя опорная плита, расположенная в зоне прессования, является подвижной и опускается на место во время прессования, но поднимается во время перемещения транспортерной ленты для обеспечения возможности перемещения транспортерной ленты под изостатической нижней плитой при движении в обратном направлении к передней стороне устройства.
[00039] Это обеспечивает возможность возвращения основной ленты назад под зоной прессования и ее замыкания в непрерывную петлю.
[00040] Согласно одному варианту реализации ограничительные средства представляют собой раму с ограниченной режущим краем полостью, имеющую любую форму, включая круглую, квадратную, треугольную или тому подобную, или нерегулярную форму, причем указанная рама изолирует часть непрерывного слоя порошка, который должен быть спрессован, и создает боковую поддержку прессованному изделию, при этом указанные ограничительные средства опираются на опоры, выровненные с транспортером, для предотвращения повреждения транспортера.
Это обеспечивает возможность изготовления плиток различной формы.
[00041] Согласно одному варианту реализации верхняя плита (24) пресса прессует порошок, собранный ограничительными средствами в высокоуплотненное изделие, с использованием давления приблизительно от 150 Кг/см2 до 500 Кг/см2.
Это диапазон является оптимальным для придания достаточной сырой прочности конечному продукту.
[00042] Согласно одному варианту реализации верхний пуансон содержит рисунки или шаблоны.
Это обеспечивает возможность нанесения декоративных или утилитарных рисунков на поверхность изделия.
[00043] Согласно одному варианту реализации ограничительные средства представляют собой имеющую любую форму ограничивающую полость раму, снабженную острыми краями, для разрезания прессованного порошка после уплотнения. Эти ограничительные средства имеют преимущество, состоящее в том, что нет необходимости использовать углубленную полость с неподвижными стенками, и таким образом обеспечена возможность ускоренного изготовления.
[00044] Согласно одному варианту реализации рама с полостью с острыми краями удалена от прессованного изделия до удаления верхнего пуансона.
Верхний пуансон удерживает изделие на месте, в то время как режущий край поднимают для надежного чистого отделения изделия от режущего края. Это также обеспечивает возможность освобождения изделия в боковом направлении для уменьшения давления внутри изделия во время прессования и устранения внутреннего напряжения в прессованном изделии.
[00045] Согласно одному варианту реализации порошок является сухим порошком, содержащим 12% воды.
Это значение является оптимальным для повышения сырой прочности прессованной плитки.
[00046] Согласно одному варианту реализации декорирующим материалом является цветной глазуровочный материал.
[00047] Согласно одному варианту реализации порошок содержит зольную пыль в количестве до 90%.
Это значение является предпочтительным, поскольку оно обеспечивает высокий процент повторного использования материала.
[00048] Согласно дополнительному аспекту настоящего изобретения предложена система для непрерывного формования прессованного изделия путем прессования порошка, содержащая следующие устройства:
транспортер для транспортирования порошка и/или прессованного изделия;
подающие средства для подачи порошка на транспортер;
предварительно уплотняющие средства для частичного уплотнения порошка;
ограничительные средства для ограничения части уплотненного порошка и
прессующие средства для прессования ограниченной части порошка, и гибкую решетку.
[00049] Согласно дополнительному аспекту настоящего изобретения предложен способ формования плитки, согласно которому
размещают порошок на перемещающемся транспортере,
частично уплотняют порошок с использованием уплотняющих средств,
ограничивают часть порошка ограничительными средствами и
прессуют ограниченный порошок с использованием прессующих средств, в котором
прессование осуществляют с использованием гибкой решетки.
[00050] Согласно предпочтительному варианту реализации при осуществлении прессования ограниченного порошка прикладывают силу в диапазоне от примерно 150 Кг/см2 до примерно 500 Кг/см2 с использованием прессующих средств.
[00051] Согласно одному варианту реализации согласно способу дополнительно декорируют уплотненный порошок с помощью декорирующего блока.
[00052] Согласно одному варианту реализации порошок размещают непрерывно или прерывисто.
Таким образом, материал может размещаться на ленте непрерывно для увеличения объема производства или он может размещаться прерывисто, если того требуют изменения в формовочной плите или декорирующем материале.
[00053] Согласно одному варианту реализации транспортер содержит воздухопроницаемую ленту.
Это обеспечивает возможность уплотнения материала без захватывания воздуха в уплотненном материале.
[00054] Согласно одному варианту реализации уплотняющие средства содержат воздухопроницаемую ленту.
Это обеспечивает возможность быстрого прессования изделия с одновременным выпуском воздуха из прессованного изделия для устранения расслаивания.
[00055] Согласно одному варианту реализации уплотняющие средства содержат три ролика различного диаметра.
Это обеспечивает возможность регулирования скорости и угла уплотнения для предупреждения нарушения поверхности материала и для выполнения гладкого уплотнения.
[00056] Согласно одному варианту реализации прессующие средства содержат верхний пуансон и подопочную плиту, а ограничительные средства представляют собой рамус полостью с режущим краем.
Преимущество режущего края состоит в том, что на готовом изделии формируется чистый край без необходимости использования нижней полости, и, таким образом, прессование осуществляется непосредственно на ленте.
[00057] Согласно одному варианту реализации при декорировании уплотненного порошка размещают глазуровочный порошок поверх уплотненного порошка на перемещающемся транспортере с использованием декорирующего блока.
[00058] Согласно другому аспекту настоящего изобретения предложена система для непрерывного формования прессованного изделия путем прессования порошка, содержащая следующие устройства:
транспортер для транспортирования порошка и/или прессованного изделия;
подающие средства для подачи порошка на транспортер;
предварительно уплотняющие средства для частичного уплотнения порошка;
ограничительные средства для ограничения части уплотненного порошка и
прессующие средства для прессования ограниченной части порошка.
[00059] Согласно другому аспекту настоящего изобретения предложен способ непрерывного прессования плиток, согласно которому:
транспортируют порошок, который должен быть спрессован, в зону прессования посредством перемещающегося транспортера,
опускают раму с полостью с режущим краем в указанный порошок для ограничивания части указанного порошка,
опускают верхний пуансон в пределах границ указанной рамы с полостью с режущим краем для уплотнения порошка с получением прессованного изделия,
поднимают указанную раму с полостью с режущим краем от указанного прессованного изделия,
поднимают указанный верхний пуансон от указанного прессованного изделия и
перемещают прессованное изделие вдоль указанного транспортера с одновременным непрерывным перемещением нового порошка в зону прессования,в котором
прессование осуществляют с использованием гибкой решетки.
[00060] Согласно одному варианту реализации рама с полостью может иметь любую форму контура, включая овал, параллелограмм, сердце, звезду или тому подобное.
Это является предпочтительным, поскольку с использованием данной системы могут быть изготовлены плитки, имеющие различные легко заменяемые формы.
[00061] Согласно одному варианту реализации указанный верхний пуансон имеет шаблоны, выгравированные в его поверхности, которые должны быть перенесены на прессованное изделие.
Это обеспечивает возможность перенесения декоративных или утилитарных рисунков на поверхность изделия.
[00062] Согласно настоящему изобретению прессованное порошковое изделие, изготовленное с использованием предложенных системы и способа и гибкой решетки согласно настоящему изобретению, имеет высокое содержание зольной пыли.
Предпочтительно прессованное порошковое изделие, изготовленное способом согласно настоящему изобретению, содержит до 90%, зольной пыли, но данные система и способ также могут работать с традиционными
гранулированными порошками на основе глины для достижения повышенной производительности.
[00063] Согласно одному варианту реализации порошок представляет собой сухой порошок, содержащий 12% воды.
[00064] Согласно другому аспекту настоящего изобретения система для непрерывного прессования порошка содержит:
подающие средства для подачи порошка;
транспортирующие средства для транспортирования порошка;
уплотняющие средства для частичного уплотнения транспортируемого порошка;
ограничительные средства для ограничения части уплотненного порошка на транспортирующем средстве
прессующие средства для прессования ограниченной части порошка и
гибкую решетку.
[00065] Согласно одному варианту реализации система также содержит средства удаления прессованного изделия из зоны прессования.
[00066] Согласно одному варианту реализации система дополнительно содержит декорирующие средства для декорирования уплотненного порошка перед прессованием.
[00067] Согласно одному варианту реализации подающие средства для подачи порошка содержат гребни возвратно-поступательного движения для равномерной подачи порошка.
[00068] Согласно одному варианту реализации система дополнительно содержит рециркуляционные средства для сбора порошковых отходов.
[00069] Согласно настоящему изобретению прессованный порошок или изделие могут быть транспортированы из зоны прессования без непосредственного подъема, сбрасывания, выталкивания или вытягивания изделия, причем изделие переносят на принимающую ленту или устройство путем перемещения транспортерной ленты с минимальным физическим манипулированием или физическим усилием, приложенным непосредственно к прессованному изделию.
[00070] Настоящее изобретение также является пригодным для использования в области изготовления керамических или фарфоровых плиток любого типа или любого другого объекта порошкового прессования.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[00071] Вышеописанные и другие задачи, преимущества и особенности и способы, которыми они достигнуты, станут очевидными для специалистов после ознакомления с приведенным ниже подробным описанием со ссылками на сопроводительные чертежи, на которых показаны примеры предпочтительных вариантов реализации:
На фиг. 1 показана известная система для прессования порошков;
На фиг. 2 показан известный способ формования плитки;
На фиг. 3 показан общий вид системы для прессования согласно одному варианту реализации настоящего изобретения;
На фиг. 4 схематично показан подающий узел для подачи порошка с чередующейся ориентацией гребней согласно одному варианту реализации настоящего изобретения;
На фиг. 5 показан уплотняющий ленточный узел согласно одному варианту реализации настоящего изобретения;
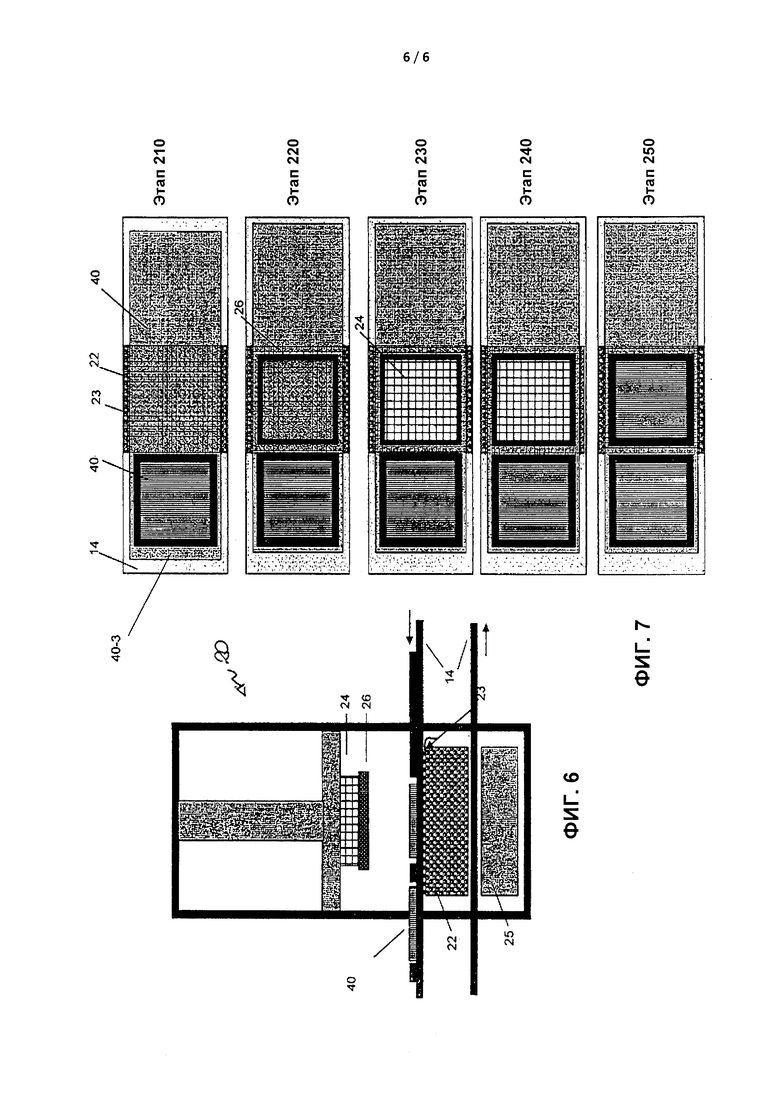
На фиг. 6 схематично показана зона прессования согласно одному варианту реализации настоящего изобретения;
На фиг. 7 показаны этапы способа прессования изделий и расположение ленты выше и ниже прессовальных плит, нижней плиты (например, изостатической плиты), подвесного пуансона и рамы с ограниченным режущим краем полостью согласно варианту реализации настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[00072] Согласно настоящему изобретению система 10 для формования прессованных изделий путем прессования порошка или гранул содержит:
подающий узел 12 для подачи порошка;
бесполостной прессовый узел 20, содержащий:
нижнюю плиту 22, размер которой соответствует размеру прессованного изделия или превышает его;
ограничительные средства для изолирования части порошка;
верхний пуансон 24 и
транспортер 14 для транспортирования порошка.
1. Спроектированный по заказу вибрационный питатель / механизированный подающий узел / вибрационные подающие средства
[00073] Согласно предпочтительному варианту реализации настоящей системы механизированный подающий узел 12 содержит вибрационный питатель, такой как бункер, который заполнен гранулированной зольной пылью или другими керамическими смесями.
Выход питателя оснащен гребнями 46 возвратно-поступательного движения, сквозь которые порошковый и гранулированный материал равномерно падает на ленту или транспортер 14 любого другого вида. Указанные гребни перемещаются параллельно друг другу, что позволяет исключить агломерацию гранулированной смеси зольной пыли.
[00074] Особенностью движущихся гребней является то, что существует возможность комплексного регулирования их параметров: скорости перемещения, горизонтального расстояние между гребнями и вертикального расстояния d между пластинами 46-1, 46-2 гребня, как показано на фиг. 4. Это обеспечивает возможность плавного и равномерного размещения на транспортере 14 гранул или порошка даже с совершенно различными свойствами комкования и текучести. Слой материала непрерывно наносится на движущуюся транспортерную ленту для формирования длинного непрерывного слоя сыпучего порошка толщиной 4 см. Фактически может быть получен любой размер плитки 28, поскольку ширина ограничивается только шириной механизированного подающего узла 12 и транспортера 14.
Использование указанного питателя позволяет решить проблему неравномерного распределения материалов.
2. Уплотняющий узел/ уплотняющие средства для предварительного уплотнения
[00075] Предпочтительно после нанесения на транспортер 14, такого как транспортерная лента, хорошо распределенный слой гранул немного уплотняют и частично удаляют воздух под узлом, который уменьшает высоту слоя гранул на 3-30%. Высота уплотняющего узла 16 может быть отрегулирована для изменения степени уплотнения порошка. Скорость уплотняющего узла 16 согласована со скоростью транспортера 14 для устранения задиров на поверхности порошка. Указанное слабое уплотнение используется для удаления временных порошковых перемычек и полостей, которые могут образовываться в процессе нанесения порошка гравитационным способом на транспортную ленту. Это также частично уплотняет порошок и удаляет из него воздух, что делает порошок пригодным для последующего сухого декорирования, придающего порошку начальную сцепляемость.
[00076] Согласно предпочтительному варианту реализации уплотняющий узел 16 содержит ролики 34 и вторичную ленту 36. В данном узле порошок немного или частично уплотняется между транспортером 14 и вторичной лентой 36, которой управляют ролики 34. Согласно одному варианту реализации настоящего изобретения два из роликов 34 являются сдвоенными роликами, имеющими одинаковый диаметр, в то время как третий ролик имеет увеличенный диаметр; согласно другому варианту реализации все три ролика 34 могут иметь различные диаметры. Вторичная лента 36 расположена таким образом, что расстояние между транспортером 14 и вторичными лентами 36 постепенно уменьшается. Поскольку порошок перемещается вместе с транспортером 14 под вторичной лентой 36, он немного уплотняется и освобождается от воздуха. Степень конечного уплотнения задана высотой конечного ролика (имеющего наибольший диаметр) на вторичной ленте 36. После этого конечного ролика 34 вторичная лента 36 возвращается к началу этапа уплотнения, совершая непрерывный цикл. Согласно одному варианту реализации настоящего изобретения вторичная лента 36 перемещается с той же скоростью, что и транспортер 14. Согласно одному варианту реализации вторичная лента 36 также может быть воздухопроницаемой, дополнительно способствовать выходу воздуха из порошка или гранул во время прессования изделия для предупреждения нежелательной слоистости в прессованном изделии.
[00077] Согласно одному варианту реализации настоящего изобретения уплотнение порошка может быть достигнуто с использованием любых средств для формирования уплотненной плоской поверхности, таких как традиционная верхняя прижимная плита, содержащая плоскую пластину, имеющую фиксированный размер, которая прессует порошок до достижения необходимой плотности. Преимущество этого способа состоит в том, что система согласно настоящему изобретению может быть использована с известным оборудованием для уплотнения.
3. Средства / блок декорирования
[00078] Описанный выше слегка уплотненный слой гранул перемещается транспортирующей лентой или транспортером 14 любого другого вида в положение под множественными декорирующими блоками 18 для наложения цветного глазуровочного материала 38 по индивидуальному и случайному шаблонам. Подробности реализации декорирующего блока 18 являются известными специалистам.
4. Бесполостной прессовый узел / Верхний полостной формовочный узел
[00079] Затем декорированный в случае необходимости слой гранул транспортируют на ленте к индивидуализированному прессовому узлу 20. Этот узел является специально сконструированным прессовым формовочным узлом, в котором не используется полость для удерживания гранул во время прессования.
Декорированный или недекорированный слой смеси прессуют на транспортной ленте для формирования прессованного изделия, так что результирующее напряжение в прессованном изделии является минимизированным.
[00080] Во время прессования участок порошкового слоя, прошедший зону декорирования, ориентируют в зоне прессования. Зона прессования содержит: нижнюю плиту 22 (например изостатическую плиту) и может содержать гибкую решетку 23 для обеспечения возможности выхода воздуха из нижней части транспортной ленты; подвесной формующий плитку верхний пуансон 24, посредством которого прикладывают высокое давление, в то время как гранулы удерживаются в пределах указанной зоны ограничительными средствами, такими как рама 26 с ограниченной режущим краем полостью, которая может быть образована любым способом или может иметь любую форму, такую как круг, квадрат или любую нерегулярную форму, которая зависит от формы плиток, которые необходимо получить в результате прессования. Причем указанная рама с полостью с режущим краем может быть выполнена в форме ленты из любого подходящего материала, такого как металл или сплав.
[00081] Подвесной верхний пуансон 24, независимый от плиты, окружен рамой 26 с ограниченной режущим краем полостью, которая опускается перед верхним пуансоном 24 и входит в порошковый слой для изолирования части или участка порошка, подобно формочке для печенья. Указанная рама 26 с ограниченной режущим краем полостью, которая может иметь любые форму или размер, ограничивает часть порошка на ленте в зоне прессования и таким образом изолирует его от остального окружающего порошка. Режущий край не врезается в транспортерную ленту и не повреждает ее, поскольку его перемещение ограничено регулируемыми наружными ограничителями, которые поддерживают его вес и любое дополнительное давление во время прессования. Верхний пуансон 24 имеет те же размер и форму, что и режущий край ограничивающей полость рамы 26, причем верхний пуансон перемещается в полости рамы для прессования порошка.
[00082] Подопочная плита 22, расположенная в зоне прессования под транспортером 14, выполнена из маслостойкой резины и предназначена для распределения и уравнивания сил; она устраняет неравномерность прессующей силы, которая действует на всю площадь прессованного изделия под давлением. Указанная конструкция является уникальной, поскольку стандартный изостатический пуансон, в настоящее время используемый в промышленности, расположен в основании полости и ограничен стальной плитой, что не позволяет прессовать изделие полностью поверх изостатической плиты. Площадь изостатической нижней плиты 22 равна площади зоны, находящейся под высоким давлением, или превышает ее, благодаря чему обеспечены повышенная точность и равномерное распределение формующего давления.
[00083] В верхней части нижней плиты 22 может быть расположена гибкая решетка 23, облегчающая выход воздуха через нижнюю поверхность ленты во время прессования.
[00084] При перемещении ленты нижняя опорная плита 22 немного поднимается для обеспечения возможности перемещения под ней транспортной ленты. Во время прессования указанная нижняя плита опускается на место и фиксирует расположенную под ней перемещающуюся в обратном направлении транспортерную ленту, образуя таким образом непрерывную нижнюю опору для верхнего пуансона 24.
[00085] Во время прессования подвесной верхний пуансон 24 опускается внутрь рамы с полостью с режущим краем для сжатия ограниченного участка порошка и формования прессованного изделия. Давление прессования составляет примерно 150-500 Кг/см2. Во время прессования транспортер 14 прижат к нижней плите 22 под формуемой плиткой. Сжатие ленточного транспортера 14 происходит в двух зонах: одна зона сжатия расположена над нижней плитой 22 под зольной пылью, а другая зона прессования находится под нижней плитой 22 между этой нижней плитой 22 и опорой 25 основания.
[00086] На верхнем пуансоне 24 может быть вытравлен рельефный шаблон, который переносится на прессованную плитку в форме позитивного изображения. С использованием комбинации рельефной прессующей плиты и нанесенного декоративного глазуровочного материала 38 на поверхности уплотненного порошка 40 может быть создан любой шаблон или рисунок. Таким образом, на плитки 28, изготовленные в данной системе, могут быть нанесены различные декоративные эффекты, что увеличивает их рыночную стоимость.
[00087] После приложения давления и формирования изделия сначала поднимают раму 26 с ограниченной режущим краем полостью для освобождения боковых сторон плитки и обеспечения возможности релаксации материала, все еще находящегося под давлением верхнего пуансона 24. Затем поднимают верхний пуансон 24, и освобожденное изделие остается на транспортере 14. Затем нижнюю плиту 22 поднимают для обеспечения возможности возобновления перемещения транспортера 14.
5. Транспортирующие средства / Транспортер
[00088] Транспортер 14, в частности транспортерная лента, является воздухопроницаемой лентой, изготовленной из усиленного синтетического материала, такого как нейлон или полиэфир. Лента несет сыпучий порошок сквозь уплотняющий узел 16, декорирующий блок 18 и прессовый узел 20. Эта лента может иметь любую ширину, подходящую для размещения любой плитки, которую может обработать прессующий механизм. Лента является непрерывной, перемещается вдоль всего этапа обработки сквозь все подготовительные зоны и переносит порошок 40 в зону прессования и из нее прессованную плитку к отборочному столу. Эта лента транспортирует прессованную плитку 28 к приемному устройству 47, которое может перенести ее в сушилку, или на стеллажи для хранения, или в обжиговую печь. После выхода из зоны прессования и отборочного стола, доставляющего прессованные изделия на вторую сушильную ленту или стеллаж, лента перемещается в обратную сторону под всем устройством для начала нового цикла в начале машины.
[00089] Важная особенность ленты транспортера 14 состоит в том, что она является достаточно пористой для обеспечения возможности выхода воздуха с ее нижней стороны во время прессования гранул. Указанная пористость обеспечивает возможность выхода воздуха, который в противном случае может быть захвачен внутри изделия и может вызвать нежелательное расслоение. С использованием воздухопроницаемой ленты достаточным является однократное приложение давления вместо множественных быстрых актов прессования, используемых в известных способах прессования. Такой подход способствует сокращению времени, необходимого для каждого акта прессования, и в результате каждого акт прессования изготавливается одно изделие, в результате чего увеличивается производительность. Материал ленты также должен иметь достаточную долговечность для выдерживания повторяющихся сжатий прессового оборудования. Для увеличения количества выходящего воздуха под лентой поверх изостатической пластины может быть установлена сетка.
[00090] Известны различные способы придания ленте воздухопроницаемости, такие как выполнение небольших отверстий в твердом материале ленты, связывание вместе перекрывающихся слоев развернутого сетчатого материала или плотно сплетенного синтетического материала.
[00091] Транспортер 14 перемещает изделие дальше к столу отбора (не показан), где оно передается в сушильное устройство (не показано). При перемещении готового изделия из зоны прессования новая порция порошка наносится на прессовые пластины, и может быть сформирована новая плитка. При достижении отформованной плиткой конца ленточного узла, она автоматически передается на другую ленту приемного устройства 47 для переноса в сушильную камеру или обжиговую печь. Транспортерная лента просто перемещается вниз вокруг ролика и затем перемещается в обратную сторону под зоной прессования для нового цикла в начале машины. В то время как лента перемещается вниз от рабочей зоны, отформованное изделие продолжает перемещаться горизонтально и отделяется от транспортерной ленты плавным отслаивающимся способом. В течение всего процесса прессования отсутствует необходимость поддерживания плитки руками на весу, т.е. устранены стандартные физические ручные операции или манипуляции, которые сопровождаются нагрузкой на прессованное изделие и которые используются в настоящее время в известных стандартных системах прессования при изготовлении керамических плиток.
[00092] Во время всего процесса нанесения порошка, уплотнения, декорирования и прессования транспортерная лента останавливается на короткий интервал времени для фактического прессования. Все остальное время материал непрерывно перемещается и новая порция или часть порошка подготавливается следом за прессуемым изделием. Таким образом, непрерывный поток порошка укладывается, уплотняется, декорируется и прессуется со скоростью десять или больше изделий в минуту.
[00093] Лента является воздухопроницаемой, в результате чего обеспечивается возможность выхода воздуха из порошка или гранул во время прессования изделия для предупреждения нежелательной слоистости в прессованном изделии, в результате чего достигается повышенное количество циклов в минуту.
[00094] Согласно одному варианту реализации настоящего изобретения предложенное устройство/система содержит рециркуляционный контейнер 30 для сбора порошковых отходов 40-3 после перемещения прессованного изделия 40 из-под верхнего пуансона 24.
[00095] Согласно одному варианту реализации предложен способ прессования плитки, согласно которому:
на этапе 210 перемещают новую порцию порошка в зону прессования посредством транспортера 14, такого как транспортная лента,
на этапе 220 ограничивают часть порошка в пределах рамы 26 с ограниченной полостью, имеющей любую форму, снабженную режущим краем,
на этапе 230 прессуют порошок с использованием ограничивающей полость рамой 26 путем прессования верхним пуансоном 24,
на этапе 240 поднимают ограничивающую полость раму 26 от изделия 40-2 с одновременным оставлением верхнего пуансона 24 на месте и
на этапе 250 поднимают верхний пуансон 24.
[00096] Прессованное изделие может быть перемещено из зоны прессования путем перемещения ленты.
[00097] В результате, прессованное изделие, изготовленное с использованием настоящей системы и способа, фактически может иметь любой размер, который не ограничен производительностью устройства или системы.
[00098] Согласно настоящему изобретению также предложена система 10 для непрерывного прессования порошка, содержащая:
узел 12 подачи порошка;
транспортер 14 для транспортирования порошка;
уплотняющий узел 16 для частичного уплотнения транспортируемого порошка;
ограничительный узел для ограничивания части уплотненного порошка на перемещающемся транспортере 14 и
бесполостной прессовый узел 20 для прессования ограниченной части порошка.
[00099] Предпочтительно система 10 содержит декорирующий блок 18 для декорирования уплотненного порошка перед его прессованием и/или узел подачи порошка содержит гребни возвратно-поступательного движения для равномерной подачи порошка.
[000100] Несмотря на то, что настоящее изобретение разработано для использования составов с высоким процентным содержанием зольной пыли, для переработки большого количества вторичного материала порошок также может содержать традиционное сырье на основе отходов керамической плитки. В этом случае на традиционных технологических линиях достигаются более высокие объемы выпуска. Кроме того, процесс обеспечивает возможность изготовления традиционных плиток, имеющих увеличенный размер по сравнению с размером, который может быть получен с использованием полостных прессовых машин.
[000101] Несмотря на то, что в настоящей заявке выше были подробно описаны посредством примеров некоторые конкретные варианты реализации устройства и способа согласно настоящему изобретению, для специалистов из предшествующего описания очевидно, что в настоящем изобретении могут быть сделаны изменения, модификации и усовершенствования без отступления от идеи и объема защиты настоящего изобретения. Например, специалисты могут легко предположить, что настоящее устройство, способы и система также могут быть подходящими для прессования непрерывным или прерывистым способом любого другого композитного порошка с содержанием зольной пыли, таким как 25, 30, 35, 40, 45, 50, 55, 65, 75, 80, 85, 90, 92, 94, 96, 98 и 100% по весу или вообще без зольной пыли.
Таким образом, приведенное выше описание не должно рассматриваться как ограничение объема защиты настоящего изобретения, который определен пунктами приложенной формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования блоков из полуводного или безводного гипса | 2021 |
|
RU2778113C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2018 |
|
RU2693095C1 |
| ОБРАБОТКА ЗОЛЬНОГО УНОСА И ИЗГОТОВЛЕНИЕ ИЗДЕЛИЙ, СОДЕРЖАЩИХ СОСТАВЫ НА ОСНОВЕ ЗОЛЬНОГО УНОСА | 2010 |
|
RU2640684C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНОЙ ПРЕССОВАННОЙ ЗАГОТОВКИ, А ТАКЖЕ ТВЕРДОСПЛАВНАЯ ПРЕССОВАННАЯ ЗАГОТОВКА | 2017 |
|
RU2727467C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМОВАННОГО ИЗДЕЛИЯ | 2017 |
|
RU2741432C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ПРЕССОВАННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041816C1 |
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323803C1 |
| СПОСОБ МОКРОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2321474C1 |
| МАШИНА И СПОСОБ УПЛОТНЕНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2019 |
|
RU2764096C1 |
| СПОСОБ И УСТРОЙСТВО ФОРМИРОВАНИЯ РИСУНКА НА КЕРАМИЧЕСКОЙ ПЛИТКЕ ИЛИ ПЛИТЕ С ЗАДАННОЙ ТОЛЩИНОЙ | 2007 |
|
RU2443551C2 |





Группа изобретений относится к устройствам, системе и способам прессования порошка, в частности для формования напольных и настенных керамических плиток из композитов, содержащих зольную пыль. Система для формования прессованных изделий путем прессования порошка или гранул содержит подающий узел для подачи порошка или гранул и узел бесполостного пресса. При этом узел бесполостного пресса содержит нижнюю плиту, размер которой по существу равен размеру прессованных изделий или превышает его, ограничительные средства для изолирования части порошка или гранул и верхний пуансон. Кроме того, система содержит транспортер для перемещения порошка или гранул и/или прессованных изделий и гибкую решетку под транспортером, зафиксированную на верхней части нижней плиты. Техническим результатом является повышение эффективности прессования, повышение качества изделий и обеспечение непрерывного процесса изготовления изделий для увеличения производительности. 6 н. и 36 з.п. ф-лы, 7 ил.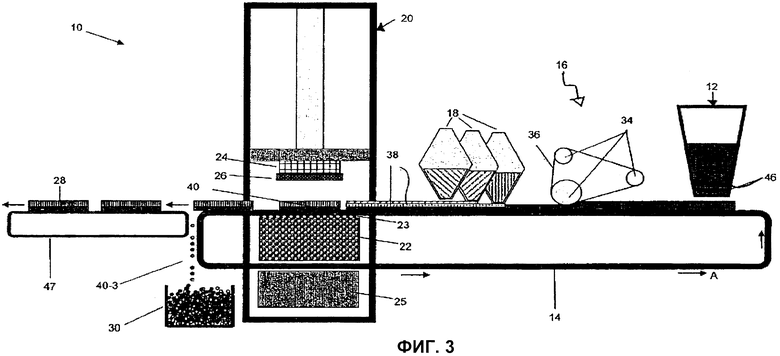
1. Система (10) для формования прессованных изделий путем прессования порошка или гранул, содержащая следующие устройства:
подающий узел (12) для подачи порошка или гранул;
узел (20) бесполостного пресса, содержащий:
нижнюю плиту (22), размер которой по существу равен размеру прессованных изделий или превышает его;
ограничительные средства для изолирования части порошка или гранул и
верхний пуансон (24);
транспортер (14) для перемещения порошка или гранул и/или прессованных изделий; и
гибкую решетку (23) под транспортером (14), зафиксированную на верхней части нижней плиты (22).
2. Система (10) по п. 1, дополнительно содержащая уплотняющий узел (16), подходящий для частичного уплотнения порошка или гранул и удаления из них воздуха.
3. Система (10) по п. 1 или 2, дополнительно содержащая декорирующий блок (18), подходящий для добавления декорирующего материала поверх порошка или гранул перед прессованием.
4. Система (10) по п. 1 или 2, в которой нижняя плита является изостатической плитой.
5. Система (10) по п. 1 или 2, в которой транспортер (14) является воздухопроницаемой транспортерной лентой.
6. Система (10) по п. 2, в которой уплотняющий узел (16) содержит ролики (34) различного диаметра и уплотняющую вторичную ленту (36).
7. Система (10) по п. 1 или 2, в которой порошок или гранулы содержат зольную пыль, глинистый порошок, гранулированную зольную пыль, гранулированную глину, а также их комбинацию или смесь.
8. Система (10) по п. 1 или 2, в которой порошок или гранулы дополнительно содержат добавки для повышения сырой прочности порошка, гранул и/или прессованного изделия, которыми являются вода, глина разных сортов и суперпластификаторы для изменения свойств порошка, гранул и/или прессованного изделия.
9. Система (10) по п. 1 или 2, в которой подающий узел (12) для подачи порошка или гранул содержит:
вибрационные подающие средства и
множество гребней (46) возвратно-поступательного движения, которые подходят для разбивания порошка или гранул и его равномерного нанесения на перемещающийся транспортер (14).
10. Система (10) по п. 9, в которой гребни (46) возвратно-поступательного движения расположены в параллельных слоях, а зубцы гребней (46), расположенные на последующих слоях, ориентированы в противоположных направлениях, причем скорость и амплитуда колебательного движения гребней (46) являются регулируемыми, в том числе высота между гребнями и скорость перемещения транспортера (14).
11. Система (10) по п. 6, в которой два ролика из роликов (34) являются сдвоенными роликами, а вторичная лента (36) выполнена с возможностью расположения таким образом, что пространство между транспортерной лентой и уплотняющей лентой постепенно уменьшается до достижения необходимого расстояния, которое задано высотой направляющего ролика (34) из роликов в конце зоны уплотнения.
12. Система (10) по п. 11, в которой уплотняющий узел выполнен с возможностью увеличения плотности порошка или гранул на 3-30% для формирования уплотненной области.
13. Система (10) по п. 12, в которой увеличение плотности происходит на 10-15%.
14. Система (10) по п. 3, в которой глазуровочный декорирующий материал наносят на перемещающуюся непрерывную полосу частично уплотненного порошка или гранул на транспортере (14) для формирования декорированной области.
15. Система (10) по п. 5, в которой нижняя опорная плита (22) зоны прессования является подвижной и опускается на место во время прессования, но поднимается во время перемещения транспортерной ленты для обеспечения возможности перемещения транспортерной ленты под изостатической нижней плитой (22) при движении в обратном направлении к передней части устройства.
16. Система (10) по п. 1 или 2, в которой ограничительные средства представляют собой раму (26) с ограниченной режущим краем полостью, имеющую любую форму, включающую круглую, квадратную, треугольную или нерегулярную форму, причем указанная рама изолирует часть непрерывного слоя порошка или гранул, подвергаемых прессованию, и обеспечивает боковую поддержку прессованному изделию, при этом указанные ограничительные средства опираются на опоры, выровненные с транспортером (14), для предотвращения повреждения транспортера (14).
17. Система (10) по п. 15, в которой верхний пуансон (24) выполнен с возможностью спрессовывания порошка, уплотненного порошка или гранул, собранных ограничительными средствами, в высокоуплотненное изделие, с использованием давления приблизительно 150-500 Кг/см2.
18. Система (10) по п. 16, в которой верхний пуансон (24) содержит рисунки или шаблоны.
19. Система (10) по п. 1, в которой ограничительные средства представляют собой имеющую любую форму раму с полостью с острыми краями для разрезания прессованного порошка или гранул после уплотнения.
20. Система (10) по п. 16, в которой указанная рама (26) с ограниченной полостью удалена от прессованного изделия перед удалением верхнего пуансона (24).
21. Система (10) по п. 1 или 2, в которой порошок является сухим порошком, содержащим до 12% воды.
22. Система (10) по п. 3, в которой декорирующим материалом является цветной глазуровочный материал.
23. Система (10) по п. 2, в которой содержание зольной пыли в порошке составляет до 90%.
24. Система (10) для непрерывного формования прессованного изделия путем прессования порошка, содержащая следующие устройства:
транспортер (14) для транспортирования порошка и/или прессованного изделия;
подающие средства для подачи порошка на транспортер (14);
предварительно уплотняющие средства для частичного уплотнения порошка;
ограничительные средства для ограничения части уплотненного порошка,
прессующие средства для прессования ограниченной части порошка и гибкую решетку.
25. Способ формования плитки, согласно которому размещают порошок на перемещающемся транспортере (14), частично уплотняют порошок с помощью уплотняющих средств, ограничивают часть порошка ограничительными средствами и прессуют ограниченный порошок с помощью прессующих средств, причем прессование осуществляют с использованием гибкой решетки.
26. Способ по п. 25, согласно которому дополнительно декорируют уплотненный порошок с помощью декорирующего блока (18).
27. Способ по п. 25, согласно которому порошок размещают непрерывно или прерывисто.
28. Способ по п. 27, согласно которому транспортер (14) содержит воздухопроницаемую ленту.
29. Способ по п. 27, согласно которому уплотняющие средства содержат воздухопроницаемую ленту.
30. Способ по п. 26, согласно которому уплотняющие средства содержат три ролика (34) различного диаметра.
31. Способ по п. 25, в котором прессующие средства содержат верхний пуансон (24) и нижнюю плиту (23), а ограничительные средства представляют собой раму (26) с ограниченной режущим краем полостью.
32. Способ по п. 26, согласно которому декорирование уплотненного порошка включает размещение глазуровочного порошка поверх уплотненного порошка на перемещающемся транспортере (14) с использованием декорирующего блока (18).
33. Способ по п. 25, согласно которому прессование выполняют с давлением между примерно 150 Кг/см2 и 500 Кг/см2.
34. Способ непрерывного прессования плитки, согласно которому:
транспортируют порошок, подлежащий прессованию, в зону прессования посредством перемещающегося транспортера (14);
опускают раму с полостью с режущим краем в указанный порошок для ограничивания части указанного порошка;
опускают верхний пуансон (24) в пределах границ указанной рамы с полостью с режущим краем для прессования порошка в прессованное изделие;
поднимают указанную раму с полостью с режущим краем от указанного прессованного изделия;
поднимают верхний пуансон (24) от указанного прессованного изделия и
перемещают прессованное изделие вдоль транспортера (14) с одновременным непрерывным перемещением нового порошка в зону прессования;
причем прессование осуществляют с использованием гибкой решетки.
35. Способ по п. 34, согласно которому указанная рама с полостью может иметь контур любой формы, включающей овал, параллелограмм, сердце, звезду.
36. Способ по п. 34, согласно которому верхний пуансон (24) имеет вытравленные на его поверхности шаблоны, подлежащие переносу на прессованное изделие.
37. Прессованное порошковое изделие, изготовленное способом по любому из пп. 25-35 с использованием гибкой решетки, содержащее до 90% зольной пыли.
38. Прессованное порошковое изделие по п. 37, в котором порошок представляет собой сухой порошок, содержащий до 12% воды.
39. Система (10) для непрерывного прессования порошка, содержащая:
подающие средства для подачи порошка;
транспортирующие средства для транспортирования порошка;
уплотняющие средства для частичного уплотнения транспортируемого порошка;
ограничительные средства для ограничения части уплотненного порошка на транспортирующих средствах;
прессующие средства для прессования ограниченной части порошка и
гибкую решетку.
40. Система по п. 39, дополнительно содержащая декорирующие средства для декорирования уплотненного порошка перед прессованием.
41. Система по п. 39, в котором подающие средства содержат гребни (46) возвратно-поступательного движения для равномерной подачи порошка.
42. Система по п. 39, дополнительно содержащая рециркуляционные средства для сбора порошковых отходов.
| WO 9823424 A2, 04.06.1998;RU 1044429 A1, 30.09.1983;RU 2243853 С1, 10.01.2005 | |||
| US 5521132 A, 28.05.1996;WO 9615888 A1, 30.05.1996. |

