ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления упаковки для пищевых продуктов, предпочтительно кондитерских изделий.
В частности описываемый способ включает в себя:
- обеспечение первого листа обертки, сделанного из пластикового материала, и формирование в нем по меньшей мере одной первой, полой части, которая ограничена, по меньшей мере частично, второй, периметрической частью упомянутого листа;
- помещение пищевого продукта внутрь упомянутой первой полой части;
- прикладывание второго листа обертки так, чтобы он контактировал с упомянутой второй периметрической частью так, чтобы закрыть упомянутую полую часть с упомянутым продуктом внутри; и
- сварку упомянутого второго листа на упомянутом первом листе вдоль упомянутой второй периметрической части.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Традиционно способы рассматриваемого типа используют термоформование для формирования упаковочных листов, изготовленных из пластика.
В большинстве случаев этот тип способа предусматривает нагрев листа и, после этого или одновременно, подвергание его операции формования в форме, которая имеет формующую поверхность, соответствующую форме, которая должна быть получена на листе. Операция формования может быть осуществлена в соответствии с двумя основными способами, а именно с помощью пневматических средств (работающих в вакууме или под давлением), которые предназначены для создания разности давлений между двумя противоположными поверхностями листа, установленного на форме, и которые способны толкать лист к поверхности формы, или же с помощью пуансона, независимо от того, нагревается он или нет, который вместо этого механически толкает лист к поверхности формы своей наружной поверхностью, имеющей комплементарную форму.
Упаковки, получаемые с помощью способа упомянутого типа, описаны, например, в патентах US 4642239, US 3010262, US5330777.
Кроме того, патенты US 5992619 и EP1002464 рассматривают, в частности, две упаковки для кондитерских изделий, которые также получаются с использованием способа термоформования.
ТЕХНИЧЕСКАЯ ПРОБЛЕМА И ПРЕДМЕТ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Следует отметить, что все упаковки, произведенные с помощью способов упомянутого типа, получаются из относительно толстых листов, в частности, имеющих толщину обычно больше или равную 150 мкм, которые из-за их толщины являются жесткими или полужесткими, в том смысле, что они имеют такую структуру и плотность, чтобы быть «самонесущими».
Вместо этого заявитель отметил, что способ того же типа не может дать удовлетворительных результатов при производстве упаковок из тонких пластиковых листов. В настоящем документе «тонкими» считаются листы, имеющие полную толщину меньше чем 140 мкм, в частности равную или меньше чем 50 мкм.
Листы этого сорта характеризуются тем, что они являются гибкими и более чувствительными к теплу.
Следовательно, задачей настоящего изобретения является решить вышеупомянутую проблему. В связи с этим настоящее изобретение относится к способу по п.1, к формовочному устройству по п.9 и к упаковке по п.13.
Формула изобретения является неотъемлемой частью технического описания, представленного в настоящем документе в отношении настоящего изобретения.
Дополнительные характеристики и преимущества настоящего изобретения станут очевидными из последующего описания со ссылкой на прилагаемые чертежи, которые представлены исключительно в качестве неограничивающего примера, и в которых:
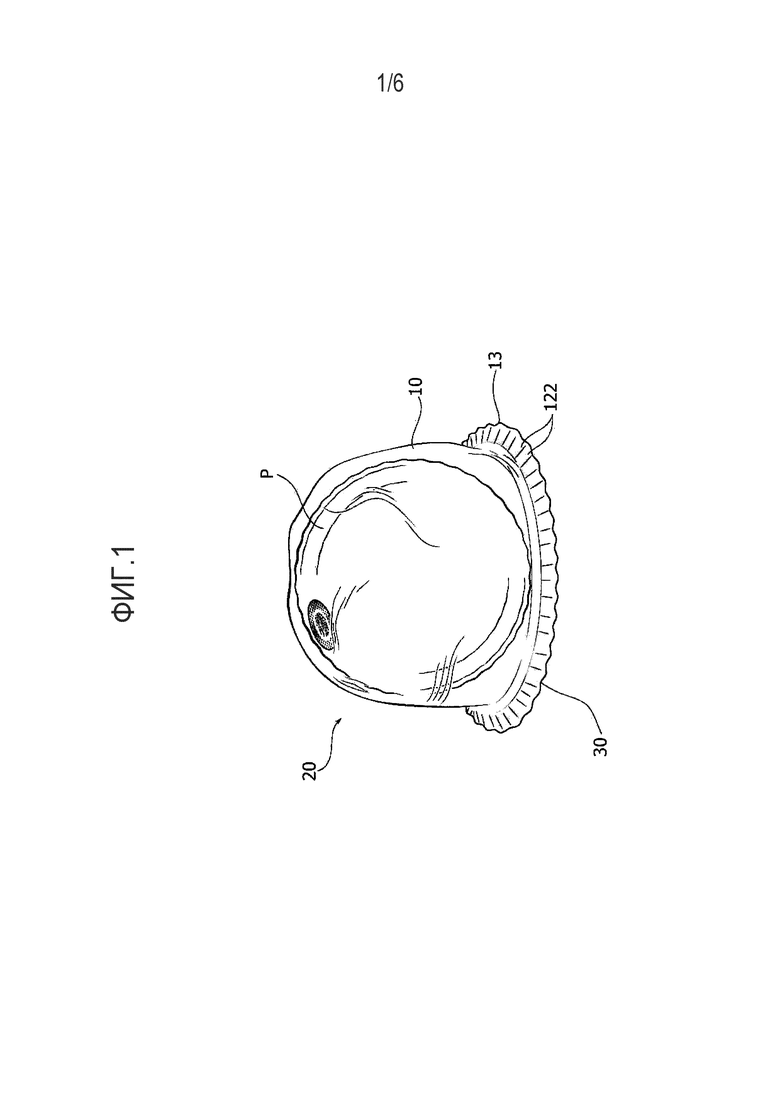
- Фиг. 1 иллюстрирует один пример упаковки для кондитерских изделий;
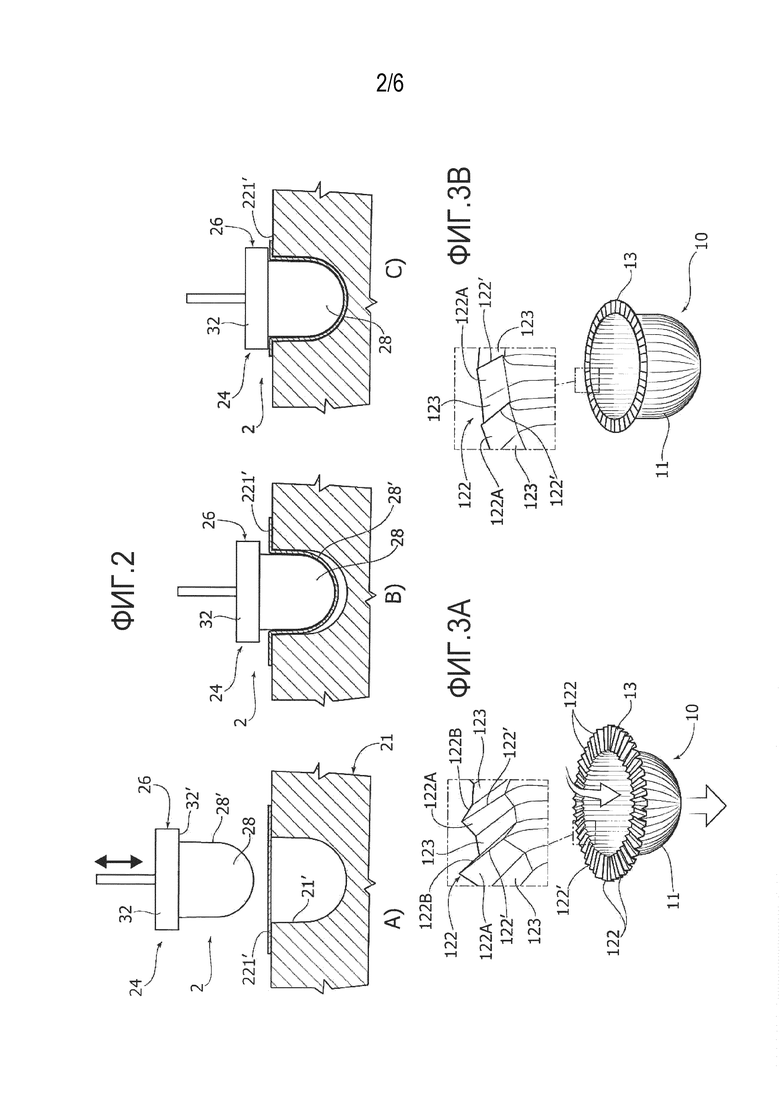
- Фиг. 2 представляет собой схематическую иллюстрацию формования изделий из листовых материалов в соответствии с одним вариантом осуществления описанного в настоящем документе способа;
- Фиг. 3A и 3B иллюстрируют лист обертки в два разных момента способа, показанного на Фиг. 2;
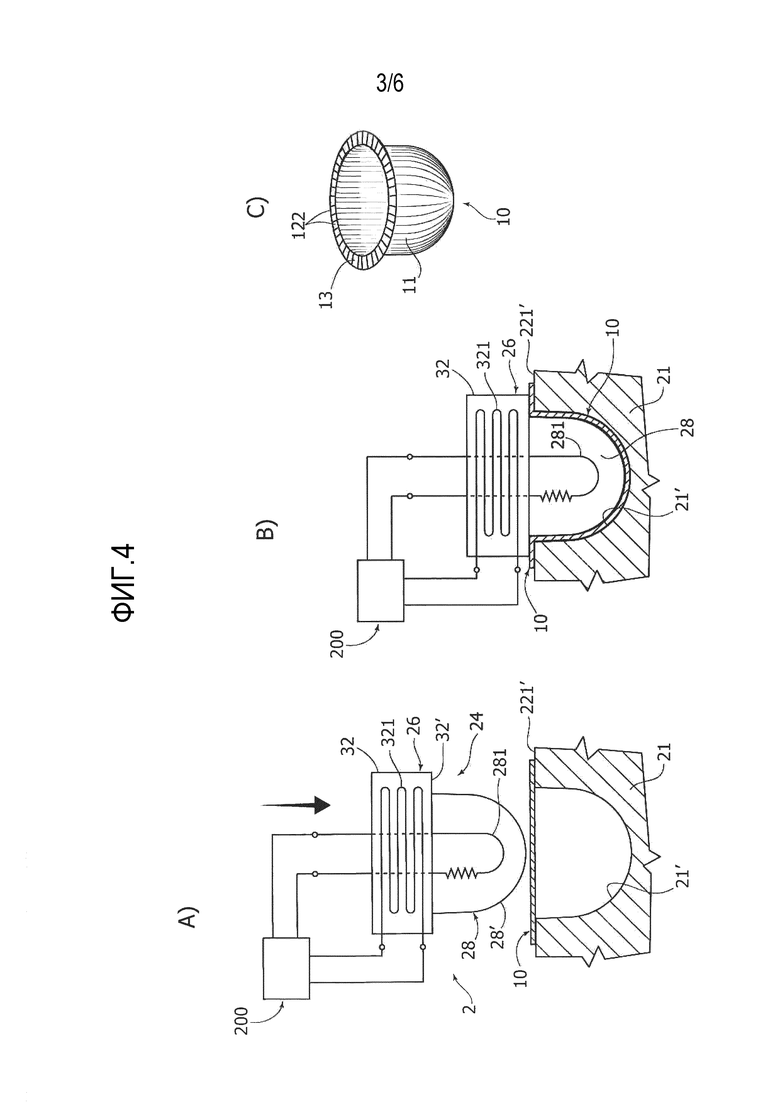
- Фиг. 4 представляет собой схематическую иллюстрацию формования изделий из листовых материалов в соответствии с дополнительным вариантом осуществления описанного в настоящем документе способа;
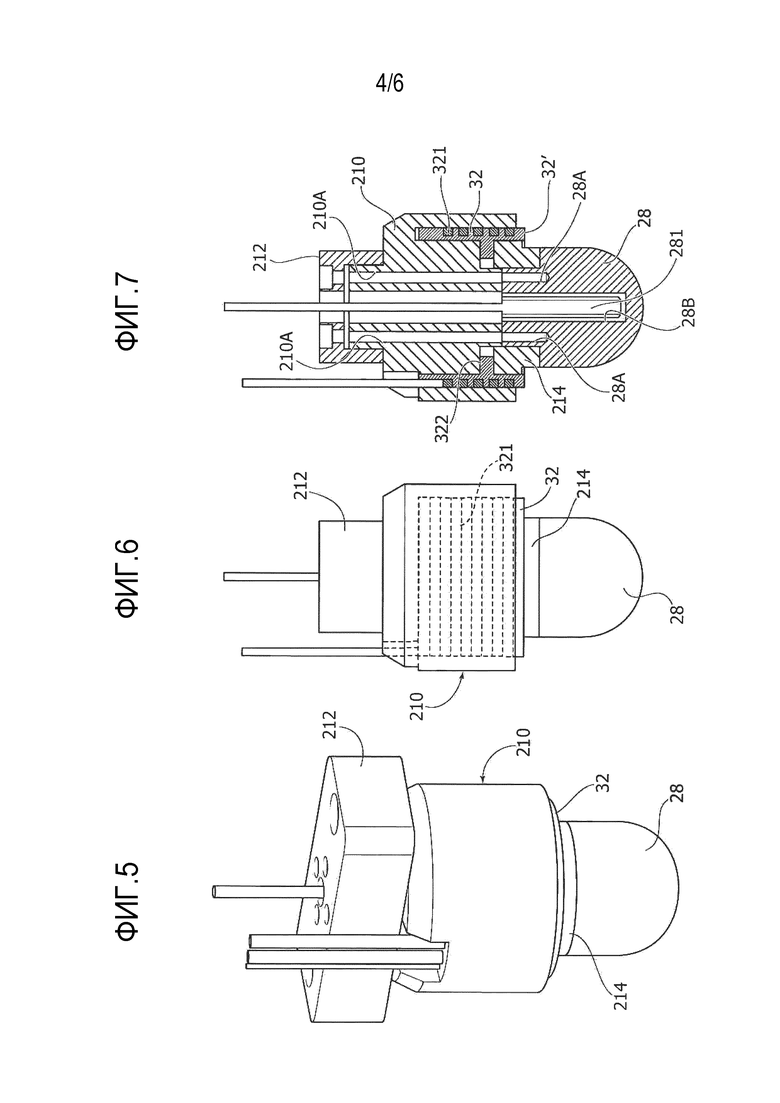
- Фиг. 5 иллюстрирует один вариант осуществления описанного в настоящем документе устройства термоформования в аксонометрической проекции;
- Фиг. 6 представляет собой вид спереди устройства, показанного на Фиг. 5;
- Фиг. 7 представляет собой поперечное сечение устройства, показанного на Фиг. 5, вдоль вертикальной плоскости;
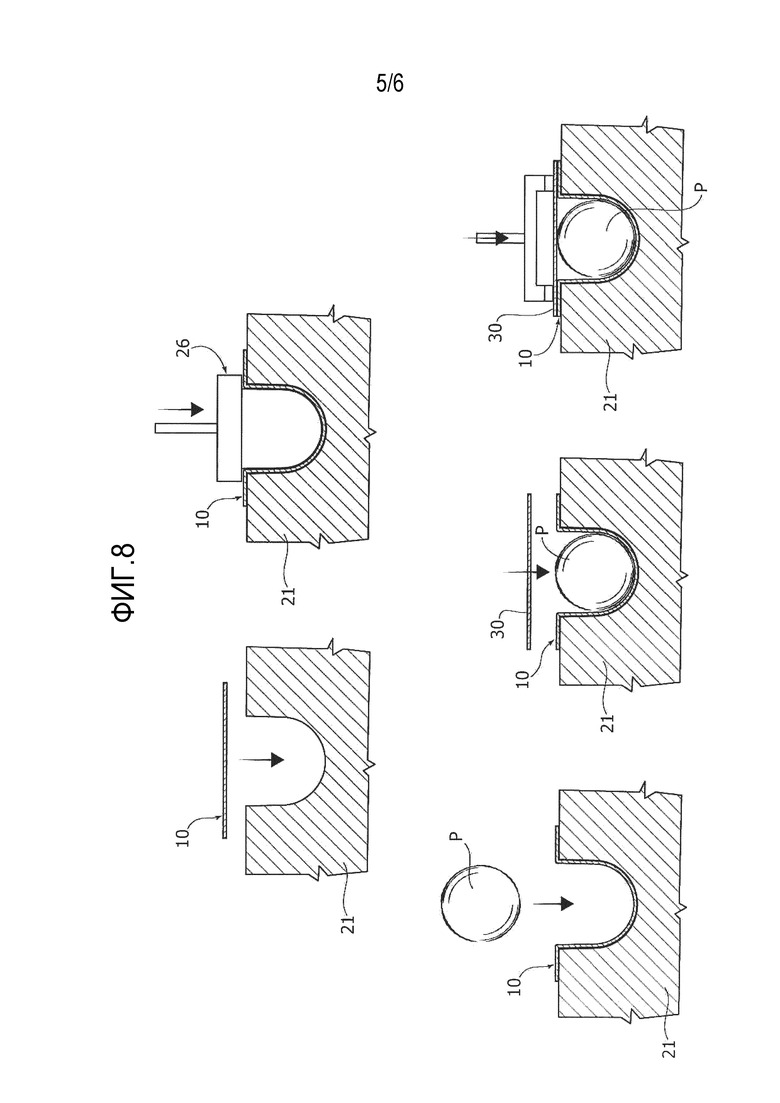
- Фиг. 8 представляет собой схематическую иллюстрацию одного варианта осуществления описанного в настоящем документе способа для производства упаковки, показанной на Фиг. 1; и
- Фиг. 9 представляет собой схематическую иллюстрацию способа горячего формования согласно предшествующему уровню техники.
В последующем описании проиллюстрированы различные конкретные детали, предназначенные для обеспечения глубокого понимания вариантов осуществления. Эти варианты осуществления могут быть получены без одной или нескольких конкретных деталей или с использованием других способов, компонентов или материалов и т.д. В других случаях известные структуры, материалы или операции не иллюстрируются или не описываются подробно, чтобы не затемнять различные аспекты конкретного варианта осуществления.
Ссылки, используемые в настоящем документе, приведены просто для удобства, и следовательно не определяют объем защиты или область охвата вариантов осуществления.
Как было упомянуто выше, настоящее изобретение относится к способу для изготовления упаковки для пищевых продуктов, предпочтительно кондитерских изделий.
Этот способ включает в себя формование тонкого листа обертки, сделанного из пластичного материала, в частности пластикового листа, имеющего толщину, равную или меньше чем 140 мкм, предпочтительно меньше или равную 50 мкм.
Областью главного интереса описанного в настоящем документе решения является сектор пищевых продуктов.
В этой связи следует отметить, что в этой области листы вышеупомянутого типа обычно используются для обеспечения упаковки типа пакетов, саше, мешков и т.д. В этих приложениях лист просто складывается на себя и/или соединяется с другим листом того же самого типа или другого типа, чтобы определить корпус для продукта или продуктов, подлежащих упаковке.
С другой стороны, способ формования таких тонких листов создает целый ряд проблем.
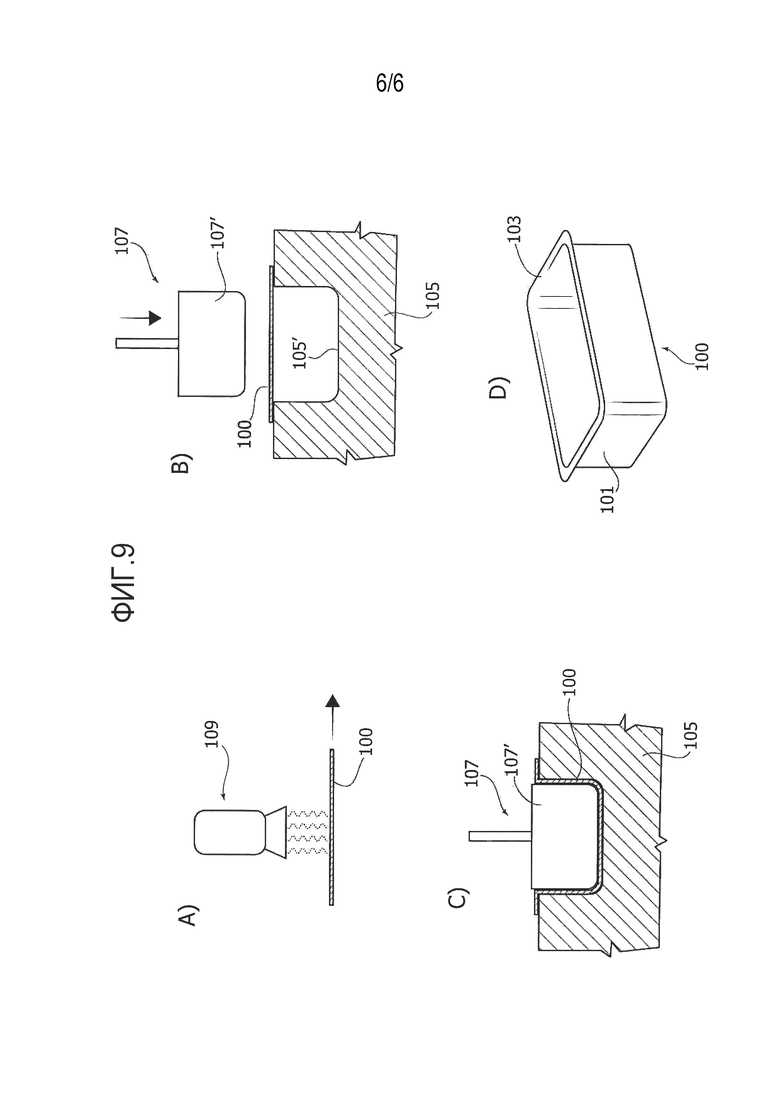
В этой связи см. теперь Фиг. 9, которая иллюстрирует на схематическом уровне способ горячего формования обычного типа для получения формованного листа 100.
Лист 100 имеет центральную часть 101 в виде лотка, а также периферийную плоскую часть 103, которая проходит вдоль внешнего периметра центральной части 101.
Лист 100 может, например, представлять собой контейнер для пищевых продуктов, который сконструирован так, чтобы его можно было закрывать посредством герметизирующей фольги, закрепленной вдоль части 103, например, посредством сварки или склеивания.
Представленный известный способ предусматривает использование формы 105, которая снабжена полостью, определяющей поверхность 105' формы, и пуансона 107, который имеет на его конце формующее тело 107', имеющее форму, комплементарную к поверхности 105' формы.
Перед пресс-формой 105 и пуансоном 107 по ходу технологического процесса предусматривается средство 109 для нагрева и размягчения листа 100, подлежащего формованию.
Размягченный лист 100 - стадия A) - устанавливается на форме 105 в области, соответствующей поверхности 105' формы - стадия B) - и, пока он удерживается в этом положении с помощью вспомогательных средств (не показаны), его центральная часть вдавливается пуансоном 107 к поверхности 105' формы так, чтобы обеспечить полное прилегание - стадия C).
Это действие вытягивает и пластично деформирует лист, который в результате принимает постоянную конфигурацию, полученную внутри формы.
Полученным результатом является точно сформированный лист 100, проиллюстрированный на Фиг. 9 - заключительная стадия D). Часть 105 является результатом деформации, которая имела место внутри формы, тогда как периферийная часть 103 представляет собой ту часть листа, которая осталась вне полости пресс-формы.
Выполнение этого способа на тонких листах в большинстве случаев приводит к ряду недостатков.
Прежде всего, следует отметить, что листы этого типа имеют заметное упругое поведение, так что они имеют тенденцию возвращаться в свою первоначальную конфигурацию после деформации.
Следовательно, применение тепла является существенным для формования этих листов.
Однако эти листы могут быть легко повреждены, например согнуты теплом от вышеупомянутых нагревающих средств, из-за их слабой стабильности благодаря малой толщине.
Если вместо этого ограничивать рабочую температуру нагревающих средств, чтобы предотвратить эту проблему, невозможно будет гарантировать, что листы сохранят форму, полученную внутри пресс-формы, именно из-за их упругого поведения.
Заявитель обнаружил, что хороший компромисс между этими двумя противоречивыми потребностями, по-видимому, недостижим при известных способах, прежде всего в промышленных способах, которые в любом случае должны соответствовать заданным требованиям с точки зрения производительности и качества продукции.
Настоящее изобретение решает упомянутые проблемы посредством способа формования, который в большинстве случаев предусматривает следующие стадии:
- обеспечение листа обертки;
- обеспечение формы, имеющей полость пресс-формы;
- обеспечение формующего устройства, предназначенного для совместной работы с упомянутой полостью пресс-формы для формования упомянутого листа; и
- установка упомянутого листа на упомянутой форме и получение на упомянутом листе посредством упомянутого формующего устройства по меньшей мере одной первой полой части, ограниченной, по меньшей мере частично, второй, периферийной или периметрической частью упомянутого листа.
Способ формования, описанный в настоящем документе, дополнительно содержит следующие стадии:
- обеспечение упомянутой формы с поверхностью формы, которая окружает упомянутую полость пресс-формы;
- обеспечение формующего тела, выполненного с возможностью прижатия упомянутого листа обертки к упомянутой поверхности формы;
- во время упомянутой стадии формования упомянутой первой полой части формирование на упомянутой второй части ряда складок, идентифицированных соответствующими линиями сгиба упомянутого листа обертки, имеющих, как правило, неправильную форму, которые ориентированы в направлении упомянутой полой части; и
- посредством упомянутого формующего тела сваривание упомянутых складок так, чтобы предотвратить их открытие.
В различных предпочтительных вариантах осуществления описанный в настоящем документе способ формования предусматривает следующие стадии:
- во время формирования упомянутых складок или после формирования упомянутых складок прижатие упомянутых складок к упомянутой поверхности формы; и
- фиксация упомянутых складок, прижатых к упомянутой поверхности формы в упомянутом положении, посредством сварки.
Следовательно, способ формования, описанный в настоящем документе, предусматривает, что лист обертки не будет деформирован путем растягивания внутри полости пресс-формы, как в традиционных способах, но вместо этого будет прижат к стенкам полости, воспроизводя ее форму, по существу в отсутствие внутреннего напряжения. В этом состоянии при переходе от по существу плоской геометрии к геометрии полости на листе образуется вышеупомянутый ряд складок, в частности в его периферийной части, которая окружает полую часть, и возможно также на стенках самой полой части.
Описанный в настоящем документе способ формования предусматривает затем фиксацию складок, присутствующих на периферийной части листа, посредством сварки.
Сварка складок предотвращает упругое возвращение листа к прежней форме, и, следовательно, он постоянно сохраняется в форме структуры, наложенной на него внутри полости пресс-формы.
В большинстве случаев, операция сварки складок может быть выполнена широким спектром способов, включающих в себя термосварку, ультразвуковую сварку, индукционную сварку, использование импульсов тока, лаки холодной герметизации и т.д.
Следовательно, принимая во внимание вышеизложенное, способ, описанный в настоящем документе, не подвергает лист какой-либо механической и/или термической обработке, которая могла бы привести к его повреждению или подвергнуть опасности его структуру.
Вместо этого он обычно использует складки, полученные на листе, в качестве армирования его общей структуры, и только выше периферийной части листа, которая полностью отмечена этими складками, выполняется вышеупомянутая операция сварки.
Следует отметить, что упомянутое формующее устройство может предусматривать для формования полой части формуемого листа либо формующее тело, которое затем прижимает лист в полости пресс-формы, способом, аналогичным устройству известного уровня техники, проиллюстрированному на Фиг. 9, либо, например, пневматические средства, предназначенные для создания разности давлений между двумя противоположными поверхностями листа, установленного на форме, так что лист вдавливается в полость в результате этой разности давлений. В любом случае, как будет видно из последующего, использование формующего тела является предпочтительным методом. В этом случае вышеупомянутое формующее устройство будет содержать единственное формующее тело или несколько формующих тел, предварительно скомпонованных как для формирования полой части листа, так и для формирования его периферийной части.
Лист обертки, который может использоваться в этом способе, может быть сделан из любого свариваемого полимерного материала, и может также иметь многослойную ламинированную структуру, получаемую с помощью соэкструзии, прокатки, связывания и т.д. Предпочтительными полимерными материалами являются, например, полипропилен, полиэтилен, полиэстер, полиамид и т.д. Лист обертки может быть покрыт клеями или лаками для термической или холодной сварки, а в некоторых случаях он также может быть металлизирован или изготовлен из металлического материала, такого как алюминий.
Как будет видно далее, для того, чтобы сделать полную упаковку, описанный в настоящем документе способ также предусматривает следующие дополнительные стадии:
- помещение продукта в упомянутую полую часть, полученную в листе обертки;
- прикладывание второго листа обертки так, чтобы он контактировал с упомянутой периферийной частью так, чтобы закрыть упомянутую полую часть с упомянутым продуктом внутри; и
- сварка упомянутого второго листа на упомянутом первом листе вдоль упомянутой периферийной части.
Продукт может в свою очередь быть уже завернут в первичную обертку или может быть незавернутым продуктом. На Фиг. 2 схематически изображен один пример реализации описанного в настоящем документе способа формования.
Проиллюстрированный способ служит для получения формованного листа 10, содержащего формованную полую часть 11 и окружающую ее периферийную часть 13. Ясно, что части 11 и 13 могут иметь любую форму (например, форму полуяйца, форму лотка, полусферическую, цилиндрическую, коническую, пирамидальную или многоугольную, или любую полую форму, которая может принимать шоколад и т.д.), так что конфигурации, представленные на чертежах, следует рассматривать просто как примеры.
Станция 2 формования, предназначенная для осуществления способа, содержит пресс-форму 21, которая снабжена полостью, определяющей внутреннюю поверхность 21' пресс-формы, и внешней поверхностью 221', которая окружает полость пресс-формы. Следует отметить, что нет необходимости, чтобы поверхность 21' воспроизводила всю форму, которая должна быть получена на листе; например, в случае проиллюстрированного варианта осуществления поверхность 21' может даже быть не имеющей дна цилиндрической поверхностью, которая полностью проходит через пресс-форму, так что только цилиндрическая часть формуемого листа образуется в контакте с этой поверхностью, тогда как ее куполообразная часть находится в контакте только с пуансоном.
Станция 2 дополнительно содержит формующее устройство 24, которое снабжено пуансоном 26 и рабочим средством (не показано), предназначенным для перемещения пуансона в вертикальном направлении.
Пуансон 26 имеет в конечном положении формующее тело 28, наружная поверхность 28' которого имеет форму, комплементарную к поверхности 21' пресс-формы.
В частности, эти две поверхности 21' и 28' формируются так, чтобы между ними оставался зазор, внутри которого пластиковый лист помещается во время операции формования. Следовательно, часть 11 формованного листа будет иметь форму, соответствующую вышеупомянутому зазору.
Кроме того, пуансон 26 снабжен дополнительным телом 32, которое имеет функцию контактирования своим нижним краем 32' с тем, что будет составлять часть 13 формованного листа, и его прижимания к плоской поверхности 221' пресс-формы.
Теперь, операция формования, реализованная с использованием описанной системы, предусматривает начальную стадию установки листа 10 на поверхности 221' формы над ее полостью (стадия А на Фиг. 2).
Как только лист установлен, формующее устройство приводит в действие пуансон 26, который зацепляет лист и прижимает его к пресс-форме 21. В частности, тело 28 будет нажимать на центральную часть листа своей поверхностью 28' и прижимать ее к поверхности 21' пресс-формы.
Как было упомянуто выше, во время работы пуансона 26 (стадия B на Фиг. 2) на листе формируется ряд складок 122, которые определяются линиями 122' сгиба, направленными в поперечном направлении относительно контура на виде сверху полости пресс-формы. Как можно видеть на Фиг. 3A, каждая индивидуальная складка образуется двумя сторонами 122A, 122B, которые выступают за пределы общей плоскости, определяемой листом, и точно соединяются вместе соответствующей линией сгиба. Специалисту в данной области очевидно, что для получения рассматриваемых складок лист 10 должен быть перенесен из плоской конфигурации над пресс-формой 21 в чашеобразную конфигурацию, занимаемую внутри полости пресс-формы, не в результате - или в любом случае преимущественно не в результате - действия растяжения, которое определяет пластическую деформацию листа, а скорее в результате изменения его положения, а именно от горизонтального положения над пресс-формой к состоянию внутри ее полости. Следует заметить, что представление складок 122, показанное на Фиг. 3A и 3B, в любом случае является в целом схематическим и приведено исключительно в качестве примера. В частности, в реальном способе складки таким образом не будут выглядеть так упорядоченно и по существу однородно, как показано, а скорее примут более неправильную форму и более случайное расположение, прежде всего во время способа вытягивания листа.
Складки 122 могут находиться как на той части листа, которая остается за пределами полости пресс-формы и которая будет формировать часть 13, так и на формуемой части, образующей часть 11.
Как только тело 28 достигнет положения конца хода и прижмет лист к поверхности 21', тело 32 прижмет своим нижним краем 32' окружающую часть листа к поверхности 221', чтобы сварить складки и обеспечить часть 13 (стадия C на Фиг. 2).
Предпочтительно с помощью тела 32 складки прижимаются и сплющиваются к поверхности 221' пресс-формы так, чтобы они оставались в той же самой общей плоскости, которая будет затем определять часть 13, и свариваются и фиксируются в этом положении. Действие прижатия складок к поверхности 221' заставит их подвергаться деформации в широких пределах в целом случайных способов. В соответствии с тем, как расположатся индивидуальные складки, сварка будет объединять, полностью или частично: i) две стороны 122A, 122B, которые составляют индивидуальную складку; и/или ii) первую из этих двух сторон (например, сторону 122B, как показано на Фиг. 3B) и смежную часть 123 листа, которая находится между той же самой складкой и следующей; и/или iii) другую сторону (сторону 122A) и смежную часть 123; и/или iv) сторону 122B со стороной 122A смежной складки и/или сторону 122A со стороной 122B смежной складки.
Следует отметить, что в соответствии с экспериментами, проведенными заявителем, в большинстве случаев складки 122 образуются и проходят как на той части листа, которая образует часть 13, так и на той части листа, которая образует формованную часть 11. Когда пуансон 28 входит в полость пресс-формы, участки уже сформированных складок прижимаются и сжимаются сначала к внутренней поверхности 21' пресс-формы и, наконец, к ее внешней поверхности 221', как только пуансон достигнет своего положения конца хода. В частности, в этом положении своим краем 32' пуансон 26 прижимает и сдавливает складки 122 к поверхности 221' и приваривает их в области, соответствующей этой поверхности, чтобы сформировать часть 13.
Полученная таким образом часть 13 проходит в плоскости, которая идеально лежит на поверхности 221' пресс-формы и ориентирована параллельно ей, и имеет на себе различные складки 122, которые зафиксированы в этой плоскости и полностью в ней содержатся (см. Фиг. 3B).
Как будет видно в дальнейшем, эта структура части 13 позволяет затем соединить полученный формованный лист с дополнительным листом (листом 30 на Фиг. 8) в области, соответствующей этой части, например, для получения упаковки, показанной на Фиг. 1.
В некоторых вариантах осуществления складки 122 могут быть даже просто приварены внутри на соответствующих противоположных сторонах 122А и 122В, чтобы они не могли вновь открыться.
В варианте осуществления, проиллюстрированном на Фиг. 2, тела 28 и 32 подвижны таким образом, что они зафиксированы друг относительно друга, так что в свете только что описанной операции они должны быть четко расположены таким образом, чтобы одновременно тело 28 достигало своего положения конца хода внутри полости пресс-формы, и тело 32 начинало опираться на часть листа, поддерживаемую поверхностью 221' пресс-формы. Альтернативно можно предусмотреть варианты осуществления, в которых эти два рассматриваемые тела управляются двумя различными системами перемещения.
Помимо прочего, также можно предусмотреть альтернативные варианты осуществления, в которых пуансон 26 содержит одно формующее тело, которое имеет часть, соответствующую телу 28 и часть, соответствующую телу 32. Как будет ясно из нижеследующего, тип пуансона зависит также от способа, предусмотренного для выполнения сварки складок 122.
В связи с этим, как упоминалось ранее, вышеуказанная операция сварки может быть получена различными способами.
В различных предпочтительных вариантах осуществления это достигается путем термосваривания, и в связи с этим Фиг. 4 иллюстрирует один вариант осуществления формующего устройства 24, предусмотренного для выполнения этой операции.
В этом случае к телу 32 могут быть присоединены средства теплообмена, электрические нагревательные средства, обозначенные ссылочной цифрой 321, предназначенные для поддержания предварительно установленной соответствующей рабочей температуры края 32'. Эти средства могут состоять из резистивных элементов или же из полупроводниковых элементов (например, нагревателей PTC).
Тепло, передаваемое телом 32, когда оно входит в контакт с листом, размягчает его внешние слои и позволяет получить упомянутые выше внутренние и внешние соединения отдельных складок.
В качестве альтернативы средство электрического нагрева может быть связано с поверхностью 221' пресс-формы, или, опять же, соответствующие средства электрического нагрева могут быть связаны как с телом 32, так и с поверхностью 221' пресс-формы.
Как было упомянуто выше, другие возможные методы, с помощью которых можно выполнить рассматриваемую сварочную операцию, представлены ультразвуковой сваркой, индукционной сваркой и, в общем, любым другим известным специалисту в данной области техники способом сварки, который не работает с помощью нагревательных средств.
Также в этих случаях средствами, необходимыми для того, чтобы выполнить соответствующий сварочный способ, будут формующее устройство 24 и/или пресс-форма. Предпочтительные варианты осуществления могут предусматривать интеграцию индуктора, в случае индукционной сварки, или сонотрода, в случае ультразвуковой сварки, непосредственно в тело 32, как проиллюстрировано на Фиг. 4 для средства электрического нагрева.
Дополнительный способ сварки складок 122 предусматривает вместо этого использование листа, покрытого лаком для холодной сварки, так что в этом случае соединения складок просто определяются взаимным контактом различных поверхностей листа, покрытого этим лаком. Следовательно, в этом варианте осуществления формующее устройство может содержать только тело 32, без каких-либо конкретных сварочных средств.
В различных предпочтительных вариантах осуществления описанный в настоящем документе способ также предусматривает нагрев той части листа, которая зацепляется телом 28, чтобы облегчить ее распределение по поверхности 21' пресс-формы. В этой связи, возвращаясь к варианту осуществления, показанному на Фиг. 4 и описанному выше со ссылкой на тело 32, это может осуществляться средством 281 электрического нагрева, имеющим функцию поддержания поверхности 28' при заданной рабочей температуре.
Следует отметить, что в этом случае тело 28 в любом случае эксплуатируется при температуре, намного более низкой, чем температура тела 32, чтобы не подвергать риску повреждения или не ставить под угрозу структуру листа ввиду его чрезвычайно малой толщины.
Конкретные значения температуры для этих двух тел могут различаться для индивидуальных приложений. В качестве примера следует отметить, что для листов полипропилена, имеющих толщину приблизительно 20 мкм, температуры 55°C для тела 28 и 105°C для тела 32 оказались оптимальными. Очевидно, что для других типов материалов и/или других диапазонов толщины оптимальные температуры могут отклоняться от этих значений. В любом случае, заявитель обнаружил, что в большинстве случаев предпочтительный режим работы обеспечивается при соотношении между рассматриваемыми температурами (в градусах Цельсия) меньше или равном 1:1,8.
Еще раз со ссылкой на вариант осуществления, показанный на Фиг. 4, формующее устройство 24 имеет блок 200 источника питания, предназначенный для подачи электричества к этим телам.
В различных предпочтительных вариантах осуществления блок 200 также действует как блок управления подачей электричества таким образом, чтобы поддерживались вышеупомянутые заданные температуры.
В различных предпочтительных вариантах осуществления этот блок управления конфигурируется для регулирования подачи электричества на основе сигналов, поступающих от датчиков температуры (не показаны), например термопар, связанных с телами 28 и 32.
В большинстве случаев способы, с помощью которых блок управления может регулировать эти две рассматриваемые температуры, являются множественными; например, этот блок может регулировать напряжение или ток питания, или регулировать среднее напряжение или среднее значение тока, предусматривая циклы размыкания и замыкания цепи питания в зависимости от требуемой температуры.
Альтернативно рассматриваемые электрические средства могут предусматривать встроенные в них тепловые выключатели или другие средства управления эквивалентного типа, которые выполняют ту же самую упомянутую выше функцию, что и блок 200.
В большинстве случаев обеспечиваемое управление также может быть установлено для поддержания рабочей температуры в предварительно определенном диапазоне, а не вокруг заданной предварительно установленной температуры.
Кроме того, очевидно, что в любом случае возможно предусмотреть более простые варианты осуществления, которые не предусматривают какого-либо регулирования температуры, но предусматривают вместо этого предварительно установленные рабочие параметры на стадии проектирования и на стадии разработки системы, которые остаются неизменными.
Фиг. 5-7 представляют предпочтительный вариант осуществления формующего устройства 24, показанного на Фиг. 4.
В различных вариантах осуществления, как и в проиллюстрированном, устройство 24 содержит основное тело 210, выполненное из теплоизолирующего материала, которое имеет два нагреваемых тела 28 и 32 на нижней стороне и крепится сверху к несущей балке 212. Предпочтительно это тело делается из полиэфирэфиркетона (PEEK).
В различных предпочтительных вариантах осуществления, как в проиллюстрированном, тело 32 имеет полую цилиндрическую форму; его нижний круговой край образует упомянутый выше нагреваемый край 32'.
Основное тело 210 имеет кольцевую опорную поверхность, имеющую соответствующую форму, которая вмещает в себя тело 32, которое может иметь внутренний фланец 322, предназначенный для того, чтобы опираться на соответствующую опорную поверхность, чтобы определить правильное положение установки тела.
Тело 28 вместо этого закреплено на основном теле 210 в его центральной области, которая окружена краем 32' тела 32.
Между этими двумя телами располагается кольцевой элемент 214, сделанный из изолирующего материала, который зажат между внутренним фланцем 322 тела 32 и верхним краем тела 28.
Центральная область основного тела 210 пересекается сквозными отверстиями 210A, в которые с верхней стороны тела 210 вставляются винты (не показаны), которые непосредственно зацепляются с соответствующими резьбовыми отверстиями 28А, предусмотренными на верхней стороне тела 28.
Тела 28 и 32 сделаны из металлического материала, например латуни, и на них нанесены резистивные элементы, которые составляют упомянутые выше электрические нагревательные средства. Например, в различных предпочтительных вариантах осуществления, как в проиллюстрированном, в теле 28 эти резистивные элементы, которые, как в случае, показанном на Фиг. 7, обозначены ссылочной цифрой 281, размещаются внутри центрального отверстия 28B, сделанного в теле, которое проходит по оси от его верхней стороны и заканчивается вблизи от поверхности 28'. В теле 32 в различных предпочтительных вариантах осуществления, как в проиллюстрированном, резистивные элементы 321 имеют вместо этого конфигурацию катушки, которая размещена в соответствующей канавке, выполненной на внешней цилиндрической поверхности тела 32. Резистивные элементы 321 и 281 питаются через провода, которые выходят из пуансона 26 на его верхней стороне.
Вышеописанный пуансон обладает тем преимуществом, что имеет относительно простую конструкцию, которая легко устанавливается и является очень компактной.
Благодаря его основному телу 210, сделанному полностью из изолирующего материала, это устройство кроме того дает преимущество значительного ограничения рассеивания тепла. Фактически оно практически полностью охватывает тело 32, позволяя только краю 32' выступать наружу с его нижней стороны.
Этот аспект важен не только потому, что он позволяет формующей системе потреблять в целом меньше энергии, но также и потому, что он позволяет соединять несколько формующих головок в одном устройстве без риска перегрева окружающей среды, что может поставить под угрозу как структуру обрабатываемого листа, так и работу производственного оборудования.
Описанный в настоящем документе способ упаковки может использоваться в различных областях.
В частности, в области пищевых продуктов, и прежде всего в контексте кондитерских изделий, этот способ может представлять большой интерес, поскольку его можно использовать для изготовления упаковок, состоящих из очень тонких листов, полностью изготовленных из пластика, которые соответственно формируются так, чтобы более эффективно представить содержащийся в них продукт.
В этой связи Фиг. 1 посредством неограничивающего примера иллюстрирует одну конкретную упаковку 20, которая составляет вторичную обертку для пралине P, уже завернутого в первичную обертку, такую как алюминиевая фольга. Эта упаковка состоит из формованного листа 10, показанного на Фиг. 3B, полученного с использованием описанного в настоящем документе способа, с которым соединен дополнительный лист 30, изготовленный из того же материала или другого материала.
Понятно, что упаковка 20, образованная двумя листами 10 и 30, также может быть использована в качестве первичной обертки пралине Р.
В любом случае, в рамках этой упаковки лист 10 способен удовлетворить данные потребности, а именно:
- он является тонким и прозрачным, позволяя потребителю видеть пралине, завернутое в первичную обертку или непосредственно незавернутое пралине;
- он имеет такую форму, что он прилегает к продукту, как по эстетическим соображениям, так и по функциональным соображениям с точки зрения пространства, для обеспечения компактной упаковки, которую легко упаковывать; и
- он гарантирует герметичность упаковки.
Фиг. 8 схематично показывает весь цикл производства упаковки 20, изображенной на Фиг. 1. Он предусматривает первую стадию, соответствующую описанному в настоящем документе способу формования, на которой получается формованный лист 10; затем продукт помещается внутрь корпуса, обеспеченного на этом листе, и наконец на него накладывается второй лист 30 и запечатывается.
В дополнительных вариантах осуществления рассматриваемая упаковка может быть сформирована из двух формованных листов, полученных описанным способом формования, которые соединяются вместе путем сварки вдоль соответствующих периметрических частей, окружающих их формованные полые части.
Конечно же, без ущерба для принципа настоящего изобретения детали конструкции и варианты осуществления могут варьироваться, даже значительно, по сравнению с тем, что было проиллюстрировано здесь исключительно в качестве неограничивающего примера, не отступая при этом от объема патентных притязаний настоящего изобретения, определенной приложенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРУППОВЫХ УПАКОВОК И СООТВЕТСТВУЮЩАЯ УПАКОВКА | 2012 |
|
RU2577217C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ЛИСТА ОБЕРТКИ | 2020 |
|
RU2805853C2 |
| ПЛИССИРОВАННАЯ УПАКОВКА | 1992 |
|
RU2096292C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ДЛЯ ПИЩЕВОГО ПРОДУКТА, В ЧАСТНОСТИ, КОНДИТЕРСКОГО ИЗДЕЛИЯ | 2014 |
|
RU2650517C2 |
| СПОСОБ УПАКОВКИ ПРОДУКТА И СООТВЕТСТВУЮЩАЯ УПАКОВКА | 2007 |
|
RU2437809C1 |
| СПОСОБ УПАКОВКИ ПРОДУКТА В ЗАПЕЧАТАННУЮ ОБЕРТКУ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2012 |
|
RU2582364C2 |
| САМОРАЗОГРЕВАЮЩАЯСЯ УПАКОВКА | 2002 |
|
RU2281897C2 |
| УПАКОВКА С КУРИТЕЛЬНЫМИ ИЗДЕЛИЯМИ | 1997 |
|
RU2189928C2 |
| ПИЩЕВОЙ ПРОДУКТ В УПАКОВКЕ | 2016 |
|
RU2722043C2 |
| УПАКОВКА ПИЩЕВОЙ ПРОДУКЦИИ БЕЗ КОНДИЦИОНИРОВАНИЯ | 2019 |
|
RU2750700C1 |
Группа изобретений относится к упаковке для пищевых продуктов, предпочтительно кондитерских изделий. Способ изготовления герметично запечатанной упаковки включает в себя формование листа обертки, сделанного из пластикового материала, в частности, имеющего толщину меньше или равную 140 мкм; формирование на упомянутом листе (10) полой части (11) и периметрической части (13), которая ограничивает, по меньшей мере частично, упомянутую полую часть; помещение продукта в упомянутую полую часть (11). Прикладывание второго листа (30) обертки для контакта с периметрической частью (13) так, чтобы закрыть полую часть (11) с продуктом внутри; сварку упомянутого второго листа на первом листе вдоль периметрической части (13); также способ включает обеспечение на периметрической части ряда складок (122) листа, которые затем запечатываются. Техническим результатом изобретения является получение упаковок из тонких листов. 3 н. и 14 з.п. ф-лы, 10 ил.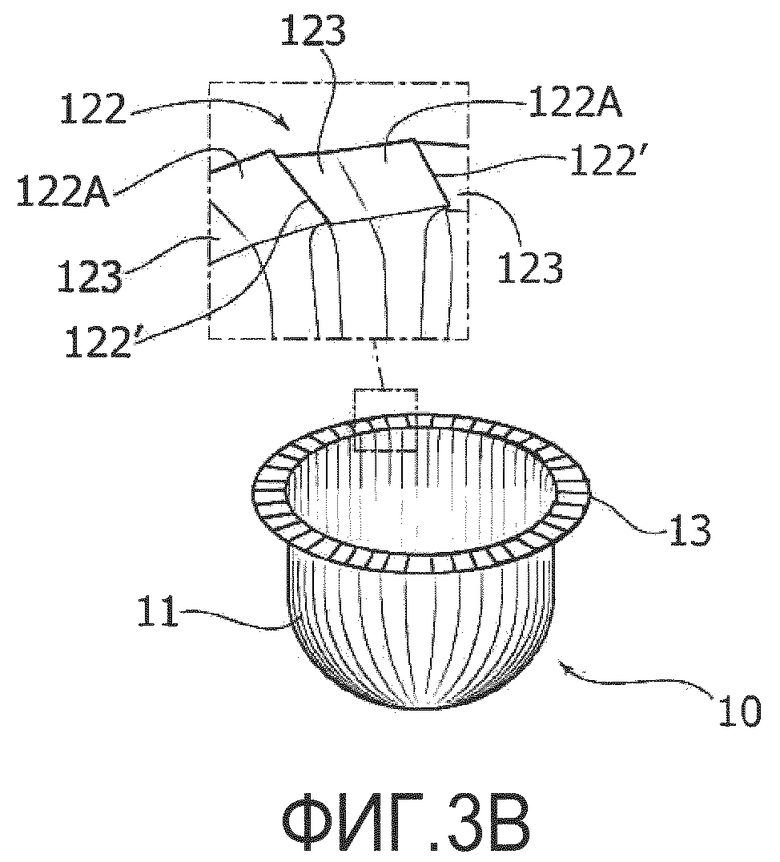
1. Способ изготовления упаковки (20) для пищевых продуктов, содержащий:
- обеспечение первого листа (10) обертки из пластикового материала и формирование в нем по меньшей мере одной полой части (11), которая ограничена, по меньшей мере частично, периметрической частью листа (13);
- помещение пищевого продукта внутрь полой части (11);
- прикладывание второго листа обертки с его контактированием с периметрической частью (13) для закрытия полой части (11) с продуктом внутри и
- сварку второго листа (30) на первом листе (10) вдоль периметрической части (11),
в котором формование первого листа (10) включает в себя:
- обеспечение формы (21), имеющей полость (21') пресс-формы;
- обеспечение формующего устройства (26), выполненного с возможностью взаимодействия с полостью (21') пресс-формы для формования указанного листа;
- расположение листа (10) на форме (21) и создание на листе посредством формующего устройства (26) полой части (11), ограниченной периметрической частью (13);
причем первый лист обертки (10) имеет толщину меньше или равную 140 мкм, причем формование листа включает в себя:
- обеспечение формы с поверхностью (221') формы, которая окружает полость (21') пресс-формы;
- обеспечение формующего тела (32), выполненного с возможностью прижатия первого листа обертки к поверхности (221') формы;
- во время стадии формования полой части (11) формирование на по меньшей мере части (13) ряда складок (122), определяемых соответствующими линиями (122') сгиба листа обертки, которые ориентированы в направлении указанной полой части; и
- посредством формующего тела (32) и поверхности (221') формы запечатывание складок (122) для предотвращения их открытия.
2. Способ по п. 1, в котором изготавливают упаковку для кондитерских изделий.
3. Способ по любому из пп. 1, 2, содержащий следующие стадии:
- прижатие складок (122) к поверхности (221') формы и
- фиксация складок, прижатых к поверхности формы в этом положении, посредством сварки.
4. Способ по п. 3, в котором стадия сварки выполняется посредством формующего тела (32) в соответствии со способом термосварки, ультразвуковой сварки и индукционной сварки.
5. Способ по п. 4, в котором формующее тело (32) нагревается до заданной температуры.
6. Способ по п. 4, в котором поверхность (221') формы нагревается до заданной температуры.
7. Способ по любому из пп. 1-6, в котором формующее устройство содержит формующее тело (28), выполненное с возможностью взаимодействия с полостью (21') пресс-формы, и формующее тело (32), которое соответствует указанному формующему телу, выполненному с возможностью прижимания листа к поверхности (221') формы, или в котором указанное формующее тело содержит первую часть, выполненную с возможностью взаимодействия с полостью (21') пресс-формы, и вторую часть, выполненную с возможностью прижимания листа к поверхности (221') формы.
8. Способ по п. 7, в котором формующее тело (32) нагревается до заданной температуры, тогда как формующее тело (28) либо не нагревается, либо нагревается до более низкой заданной температуры, причем соотношение между более низкой и более высокой температурой в градусах Цельсия предпочтительно составляет 1:1,8 или меньше.
9. Способ по п. 1, в котором складки (122) сжимаются в общей плоскости, определяемой в целом частью (13).
10. Устройство горячего формования для осуществления способа по любому из пп. 1-9, содержащее:
- формующее тело (28) для формирования полой части (11) и
- электрическое средство (281), связанное теплообменом с формующим телом для его нагрева во время работы до заданной температуры;
причем устройство дополнительно содержит:
- тело (32), выполненное с возможностью контактирования с частью (13) листа; и
- дополнительное электрическое средство (321), связанное теплообменом с телом (32) для его нагрева во время работы до заданной температуры.
11. Устройство по п. 10, содержащее поддерживающую структуру (210, 214) из термически изолирующего материала, на которой установлены указанные тела (28, 32).
12. Устройство по п. 11, в котором поддерживающая структура имеет элемент (214) из термически изолирующего материала, который расположен между указанными телами (28, 32).
13. Устройство по п. 11, в котором тело (32) имеет полую цилиндрическую форму, которая окружает тело (28), и выполнено с возможностью взаимодействия с частью (13) листа посредством его концевого края (32').
14. Герметичная упаковка (20) для пищевых продуктов, изготовленная согласно способу по любому из пп. 1-9,
причем упаковка содержит:
- первый лист (10) обертки из пластикового материала, который сформован с полой частью (11) и с периметрической частью (13), ограничивающей, по меньшей мере частично, полую часть, причем пищевой продукт помещен внутри полой части (11); и
- второй лист (30) обертки, который соединен и приварен к первому листу вдоль периметрической части (13) с закрытием полой части (11) с продуктом внутри,
причем первый лист имеет толщину меньше или равную 140 мкм, причем периметрическая часть первого листа (10) имеет ряд складок (122) листа, которые запечатаны.
15. Упаковка по п. 14, которая является упаковкой для кондитерских изделий.
16. Упаковка по любому из пп. 14, 15, в которой второй лист (30) приварен к запечатанным складкам (122) первого листа (10).
17. Упаковка по любому из пп. 14-16, в которой складки (122) сжаты в общей плоскости, определяемой в целом частью (13).
| DE 10302091 A1, 05.08.2004 | |||
| US 4897031 A, 30.01.1990 | |||
| US 2005023718 A1, 03.02.2005 | |||
| СПОСОБ ПРОГНОЗИРОВАНИЯ ОСЛОЖНЕНИЙ ВНУТРИМАТОЧНОЙ КОНТРАЦЕПЦИИ У ЖЕНЩИН РЕПРОДУКТИВНОГО ВОЗРАСТА | 1993 |
|
RU2082974C1 |
| СПОСОБ УПАКОВКИ ПРОДУКТА В ЗАПЕЧАТАННУЮ ОБЕРТКУ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2012 |
|
RU2582364C2 |

