Изобретение относится к элементу решетки Т-образного профиля для подвесных потолков, в частности к усовершенствованной конструкции Т-образного профиля, и способу его изготовления.
Уровень техники
Для подвесных потолков обычно используют прямоугольную металлическую решетку, состоящую из основных и поперечных направляющих. Решетка поддерживает потолочные панели или плитки, которые, как правило, укладывают на верхние поверхности полок направляющих или на элементы Т-образного профиля, или, что менее распространено, большие панели крепят винтами к нижним поверхностям полок. Обычно направляющие имеют сечение в виде перевернутой буквы Т, и, как правило, их изготавливают роликовым профилированием из полос листового металла. Участки нижней полки в сечении Т-образного профиля проходят в горизонтальном направлении с обеих сторон от центральной вертикальной стенки. Верхний край стенки обычно усилен пустотелой головкой.
В соответствии с конкретными требованиями, предъявляемыми к монтажу, поставляемые каркасные направляющие и Т-образные профили имеют различную прочность, например, среднюю и увеличенную. Заданная прочность или допустимая нагрузка может зависеть, например, от использования пространства под потолком, сейсмических условий и т.д. На сегодняшний день в промышленности приняты допустимые нагрузки для средней прочности и допустимые нагрузки для более высокой «увеличенной прочности».
Форма сечения обычно применяемых Т-образных направляющих решетки относительно стандартна и, как правило, высота равна 3,8 см ширина 2,4 см, а ширина усиливающей головки составляет 0,64 см. Решетка подвесного потолка является товаром массового спроса, и ее продажи могут в значительной степени определяться ценами. В связи с этим, для изготовителя крайне важно использовать для производства изделия не больше материала, т.е. стали, чем необходимо для удовлетворения потребности заказчика. Прочность Т-образного профиля решетки непосредственно связана с размером или толщиной металлического листа, используемого для изготовления этого профиля. При изготовлении изделия для эксплуатации с малыми нагрузками можно использовать более легкий или более тонкий металлический лист, а если требуется изделие для эксплуатации при повышенных нагрузках, то для изготовления Т-образного профиля следует использовать металлическую полосу большего размера. Общепринятая практика изготовления различных Т-образных профилей решетки на основании расчетных данных посредством изменения толщины используемого для их изготовления материала связана с определенными затратами, вызванными простоем в связи с необходимостью переналадки и регулировки головок с роликами, которые применяются для листов различных размеров. Кроме того, следуя существующей практике, изготовитель вынужден приобретать и инвентаризировать листовую сталь разнообразных размеров для изготовления Т-образных профилей с различными допустимыми нагрузками.
Раскрытие изобретения
Изобретение направлено на создание нового способа изготовления Т-образных направляющих решетки и новых направляющих, изготавливаемых таким способом, которые позволят изготавливать Т-образные профили для различных допустимых нагрузок с одинаковой внешней конфигурацией путем роликового профилирования из металлического листа одного и того же размера или толщины. Конкретнее, настоящее изобретение относится к направляющей решетки в виде перевернутой буквы Т, которая имеет однослойную стенку, и которую, как правило, профилируют из одиночной полосы листового металла. С помощью настоящего изобретения за счет создания усиливающей головки Т-образного профиля с по крайней мере частичным двойным слоем листового материала достигается дополнительная прочность, превышающая нагрузочную способность или допустимую нагрузку при обычной конфигурации и заданных размерах и качестве материала.
Настоящее изобретение приближается к идеальной конструкции, поскольку согласно ему материал, добавленный для повышения прочности, находится в области головки. Это эффективно, поскольку дополнительный материал находится на максимально или почти максимально возможном расстоянии от нейтральной оси, расположенной около середины высоты стенки, обеспечивая, таким образом, высокое сопротивление изгибу.
Если двойной слой простирается менее чем на полный периметр усиливающей головки, его можно расположить, практически, с обеих сторон плоскости стенки относительно конструкции полки, которая наполовину образована двойным слоем и по существу наполовину одинарным слоем. Настоящее изобретение за счет использования материала одного и того же размера для различных допустимых нагрузок позволяет изготовителю снизить затраты на изготовление и дает возможность поддерживать расход материала на практически минимальном уровне и в то же самое время позволяет избежать определенных трудозатрат и простоя оборудования. Трудозатраты и простой оборудования сведены к минимуму, поскольку отсутствует необходимость переналадки головок с роликами для обработки полосы различных размеров.
Настоящее изобретение может повысить универсальность существующего инструмента, поскольку оно может обеспечить изготовление изделий для эксплуатации при повышенных нагрузках инструментом, рассчитанным на обработку материала более легкого калибра. С помощью настоящего изобретения фактически исключается простой или время на переналадку для обработки изделия в роликогибочной машине для эксплуатации при повышенной или более низкой нагрузке, поскольку по существу единственное требуемое изменение сводится к изменению ширины подаваемого в машину материала. С помощью настоящего изобретения можно также получить экономическую выгоду, поскольку необходимо изменять только ширину материала, используемого для различных расчетных нагрузок. Это позволяет изготовителю направляющих решетки приобретать и инвентаризировать мерные рулоны одного калибра и упростить резку такого катаного материала по требуемой ширине. Такую решетку легче монтировать и, таким образом, повышается ее конкурентоспособность, поскольку стенку легче резать вручную на объекте, например, с помощью ножниц для резки жести, чем резать Т-образный профиль, изготовленный из более массивного материала.
Краткое описание чертежей
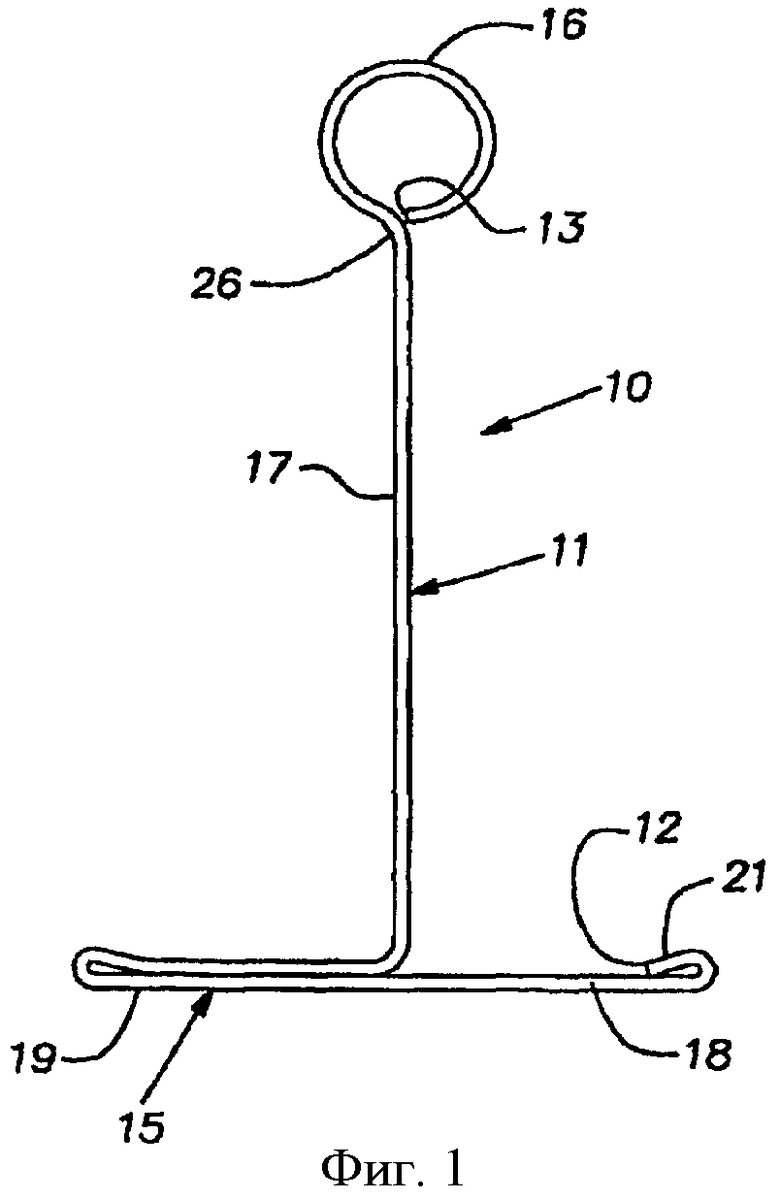
На фиг.1 показано сечение известного Т-образного профиля решетки;
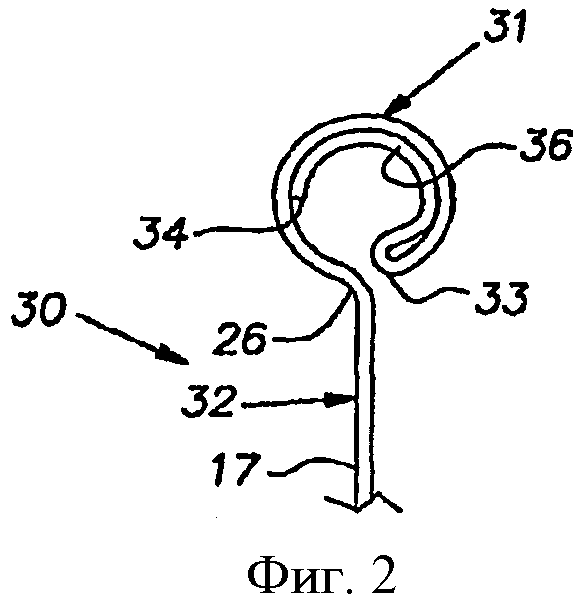
на фиг.2 показано частичное сечение верхней части Т-образного профиля решетки в соответствии с настоящим изобретением;
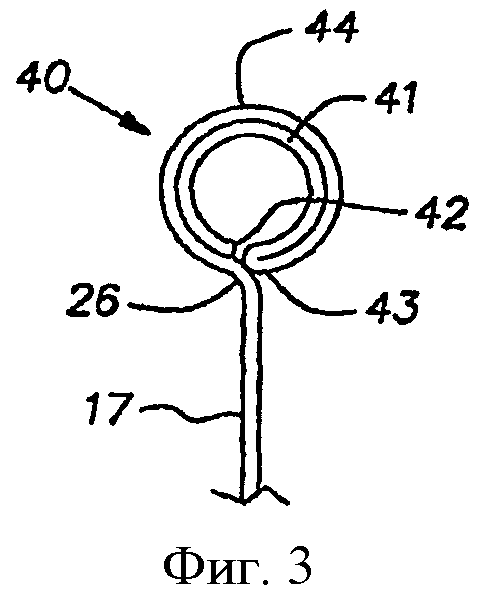
на фиг.3 показано частичное сечение верхней части Т-образного профиля решетки согласно другому варианту осуществления настоящего изобретения;
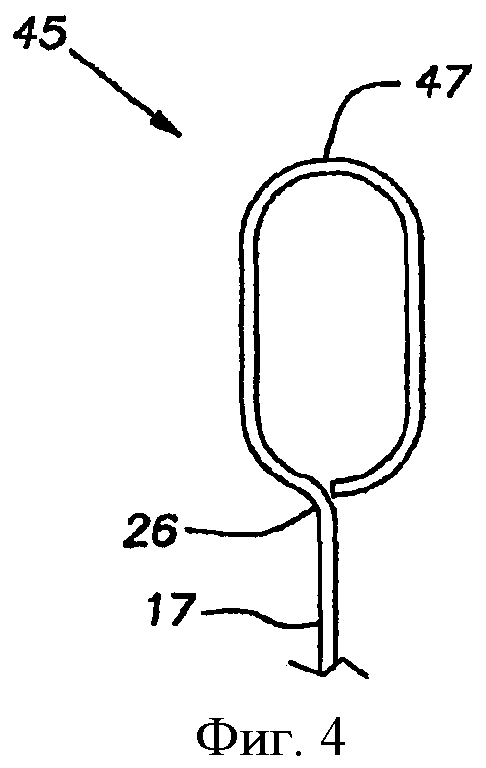
на фиг.4 показано частичное сечение Т-образного профиля решетки с однослойной головкой другой формы;
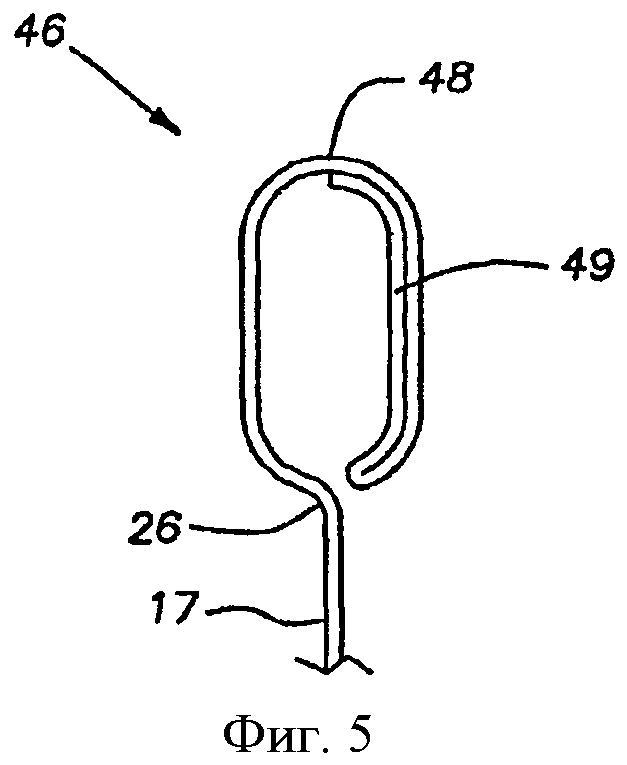
на фиг.5 показано частичное сечение верхней части Т-образного профиля решетки согласно еще одному варианту осуществления настоящего изобретения;
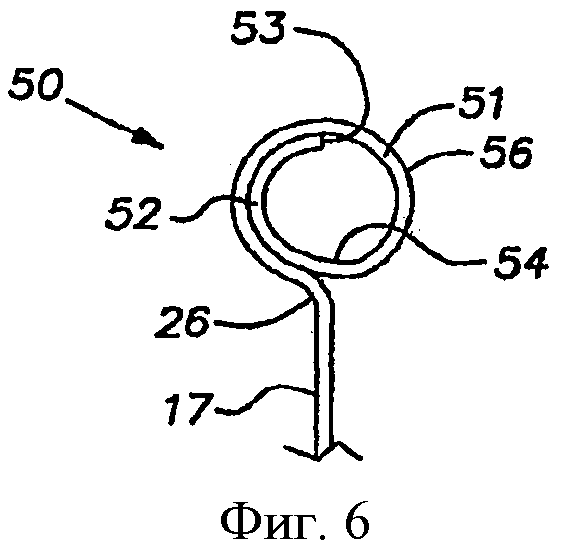
на фиг.6 показано частичное сечение верхней части Т-образного профиля решетки согласно последующему варианту осуществления настоящего изобретения;
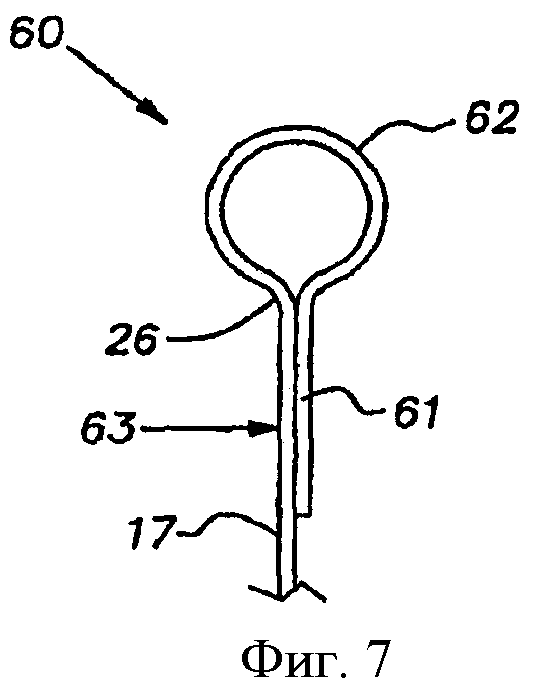
на фиг.7 показано частичное сечение верхней части Т-образного профиля решетки согласно еще одному последующему варианту осуществления настоящего изобретения.
Осуществление изобретения
Настоящее изобретение относится к способу изготовления направляющих решетки в виде перевернутой буквы Т из листового металла. Т-образные профили используются в конструкции подвесных потолков, софитов и других конструкциях. На фиг.1 показано сечение обычного известного Т-образного профиля 10. Т-образный профиль или направляющую 10 получают путем роликового профилирования полосы 11 листового металла, например, оцинкованной стали калибра 0,053/0,06 см. Разумеется, на практике могут быть использованы другие калибры и другие металлы, например, алюминий. Т-образный профиль 10 получают из плоской полосы в обычной роликогибочной машине, в которой ролики, иногда называемые головками или инструментом, постепенно профилируют полосу для получения требуемой формы на следующих один за другим этапах или позициях в направлении прокатывания. Материалу, примыкающему к краям 12, 13 полосы 11 при такой форме Т-образного профиля, а также формах, описанных ниже, можно придавать форму одновременно с прохождением полосы 11 через роликогибочную машину. Т-образный профиль 10, а также другие описанные далее Т-образные профили, если он является основным Т-образным профилем, может иметь номинальную длину от 3 м до 3,65 м, а если он является поперечным Т-образным профилем или направляющей, то может иметь номинальную длину от 0,6 м до 1,2 м. Предпочтительно Т-образный профиль представляет собой цельную конструкцию, не считая отдельно формируемых концевых соединителей (не показано), которые, как известно из техники, крепятся к концам Т-образного профиля. Применяемый Т-образный профиль 10 имеет форму перевернутой буквы Т с нижней полкой 15, верхней усиливающей полой головкой 16 и однослойной стенкой 17, соединяющей полку 15 с головкой 16. Показанные на разных фигурах Т-образные профили, которые обычно подвешивают с помощью проволоки к вышележащим элементам конструкции здания и крепят на петли через отверстия в стенке, можно использовать с потолочными панелями или плитками, которые укладывают на верхние поверхности полок 15, или с гипсокартонными или подобными панелями, которые крепят винтами к нижним поверхностям полок.
Предпочтительно габаритные размеры различных описанных здесь Т-образных профилей соответствуют промышленному стандарту. Согласно стандарту номинальная ширина нижней поверхности полки 15 равна 2,4 см, высота головки от полки составляет 1,3-2,5 см, а ширина головки - 0,6 см. Некоторые используемые в промышленном масштабе Т-образные профили другой конструкции имеют большую высоту, например, 1,6-2,5 см. Т-образный профиль обычного типа, показанный на фиг.1, имеет однослойную плоскую вертикальную стенку 17. Полка 15 сцентрирована по ширине по плоскости стенки 17, но ассиметрична по отношению к стенке за счет того, что с одной стороны стенки один участок 18 со стороны края 12 является по существу однослойным, а с противоположной стороны стенки другой участок 19 является двухслойным. Отбортовка на краю 12, загнутая на основную часть участка 18, образует небольшую двухслойную область на этой части 18 полки.
Усиливающая головка 16 имеет по существу круглое сечение с центром в плоскости стенки 17, так что она расположена симметрично относительно стенки. Как показано на фиг.1, сечение усиливающей головки является по существу полностью замкнутой окружностью с краем 13, расположенным близко к зоне 26 или контактирующим с этой зоной. В зоне 26 на листе или полосе металла 11, образующей Т-образный профиль 10, происходит сопряжение верхней области стенки 17 с головкой 16. Эта зона 26 смещена от края 13, если измерять по материалу полосы 11 в направлении ширины полосы, примерно на такое же расстояние, что и окружность головки 16.
Как упомянуто выше, на фиг.1 показана конфигурация существующего Т-образного профиля 10. На остальных фиг.2-7 показаны полая усиливающая головка и верхняя область стенки, при этом, разумеется, нижняя часть соответствующего сечения Т-образного профиля схожа или идентична нижней части, показанной на фиг.1.
На фиг.2 показана верхняя часть направляющей решетки в виде Т-образного профиля 30 с измененной усиливающей головкой 31. Сравнение фиг.2 с фиг.1 показывает, что ширина металлической полосы, обозначенной позицией 32 и используемой для изготовления Т-образного профиля 30, немного больше ширины полосы 11, используемой для изготовления Т-образного профиля 10. Разумеется, номинальные размеры Т-образных профилей, включая ширину усиливающих головок, одинаковы. Дополнительную ширину материала 36 полосы, измеренную от линии 33 изгиба до края 34, отгибают в обратную сторону на оставшуюся часть полосы 32 с помощью головок с роликами и затем с помощью роликов профилируют полую головку 31 таким же образом и теми же головками с роликами, которые используют для профилирования выпуклого элемента 16 Т-образного профиля 10, показанного на фиг.1. Материал дополнительной ширины расположен в головке 31, повторяет ее контур и прилегает к смежному участку внутренней поверхности головки 31. В результате головка 31 частично имеет двойную стенку, образованную загнутым дополнительным материалом 36. Наружные размеры усиливающей головки 31 в идеале по существу идентичны размерам полой головки 16 Т-образного профиля 10.
На фиг.3 показана верхняя часть другого варианта выполнения Т-образного профиля 40. Полоса материала 41, используемого для изготовления Т-образного профиля 40, шире полосы материала 11 на фиг.1 и полосы 32 на фиг.2. Дополнительный материал простирается от края 42 до линии изгиба 43, примыкающей к зоне 26 сопряжения стенки 17 с полой головкой 44. Материал 41 дополнительной ширины, подобно материалу 36 Т-образного профиля 30 на фиг.2, прилегает к внутренней поверхности наружного слоя или стенки 44 головки и в этом варианте образует по существу полностью двухслойную головку, т.е., полный кольцевой участок содержит двойной слой металлического листа.
На фиг.4 и 5 показаны Т-образные профили 45 и 46 с полыми усиливающими головками 47, 48, которые имеют овальные или О-образные поперечные сечения. Сравнение фиг.5 с фиг.4 показывает, что описанный выше принцип изготовления усиливающей головки 46 с частично двойным слоем 49 применим и к конфигурациям головки, не показанным на фиг.1-3. Иногда на практике участок 49 с двойной стенкой может отходить от наружной стенки выпуклого элемента по направлению к центру головки 48, но это не оказывает заметного отрицательного влияния на характеристики Т-образного профиля 46. Возможно также выполнение головки овальной формы с полностью двойным слоем.
На фиг.6 показан верхний участок другого Т-образного профиля 50 другой формы. Т-образный профиль 50 включает в себя полую головку 51 круглой формы с частично двойным слоем 52, образованным участком полосы дополнительной ширины, находящимся между краем 53 и точкой 54, примыкающей к зоне 26 сопряжения. Хотя это и не показано, предполагается, что Т-образный профиль, подобный Т-образному профилю 50, можно выполнить с полностью двойным слоем, проходящим по всей внутренней поверхности головки. В любом случае, будь это Т-образный профиль, показанный на фиг.6, или Т-образный профиль со схожим двойным слоем или стенкой, дополнительный слой имеет вид спирали относительно наружного слоя 56 головки 51. Полая усиливающая головка 51 с частично или полностью двойным слоем изготавливается с помощью тех же головок с профилирующими роликами, которые использовались для профилирования Т-образного профиля, показанного на фиг.1. Так, участок 55 двойного слоя усиливающей головки прокатывают до профилирования наружного слоя 56 выпуклого элемента. Кроме того, Т-образный профиль с двухслойной головкой можно изготовить в производственном цикле на линии роликового профилирования листового металла, используя конкретную ширину полосы заданной толщины. Однослойный вариант Т-образного профиля можно получить на той же самой линии, используя более узкую полосу такой же толщины во время другого производственного цикла.
На фиг.7 показан Т-образный профиль 60, модифицированный из Т-образного каркасного профиля 10, показанного на фиг.1, за счет добавления концевого элемента 61, который составляет одно целое с полой усиливающей головкой 62. Аналогично ранее описанным Т-образным профилям, Т-образный профиль 60 можно изготавливать в производственных циклах на той же линии роликового профилирования листового металла, которую используют в производстве Т-образного каркасного профиля 10, за счет увеличения ширины полосы 63 металла относительно ширины полосы 11, применяемой для изготовления Т-образного профиля 10, используя при этом, по существу, калибр или толщину листового металла того же размера.
В конструкциях Т-образного профиля, показанного на фиг.2, 3 и 5-7, дополнительная ширина металлической полосы относится к полой усиливающей головке для повышения допустимой нагрузки соответствующего Т-образного профиля. Обычно, в особенности если дополнительный материал расположен в пределах усиливающей головки, повышение прочности может быть приблизительно пропорционально значению дополнительной ширины материала, используемого для изготовления определенного Т-образного каркасного профиля.
Настоящее изобретение предлагает использовать дополнительную ширину материала полосы листового металла, превышающей ширину, используемую для профилирования Т-образного каркасного профиля с однослойной стенкой, однослойной полой головкой, т.е. обычного Т-образного профиля, и для расположения этой дополнительной ширины материала в качестве продолжения усиливающей головки с одинарной стенкой таким образом, чтобы такой дополнительный материал был расположен в том месте, где он присутствует, по меньшей мере, на некотором участке, удаленном от нейтральной оси Т-образного профиля, которая обычно находится в центральной зоне по высоте стенки. Кроме того, настоящее изобретение включает в себя изготовление в некоторых производственных циклах Т-образных каркасных профилей сходной или идентичной наружной формы за счет использования материалов такого же калибра или толщины, но с различной нагрузочной способностью благодаря получению усиливающей головки с по меньшей мере частично двойным слоем и в других производственных циклах однослойного Т-образного профиля с головкой. Как описано выше, Т-образные профили с усиливающей головкой, имеющей частично или полностью двойную стенку, можно изготавливать с помощью такого же производственного инструмента для роликового профилирования, как и показанные, например, на фиг.1 и 4 Т-образные профили с однослойным усиливающим элементом и желательно с таким же калибром или толщиной материала. Возможны и другие формы усиливающих головок, например, в виде квадрата, прямоугольника или с перевернутой V-образной верхней частью. Аналогично, возможны другие формы Т-образных каркасных профилей с другими стенками и полками. Общим для всех описанных Т-образных профилей является то, что показанные изменения однослойной головки заключаются в наличии дополнительного усиливающего материала в виде дополнительной ширины полосы, которая непосредственно связана с частью наружного слоя усиливающей головки, расположена по периферии сечения головки и удалена от точки сопряжения головки и стенки.
Очевидно, что это описание приведено в качестве примера, и что могут быть внесены различные изменения за счет добавления, модификации или исключения деталей конструкции без выхода за объем настоящего изобретения. Таким образом, настоящее изобретение не ограничивается конкретными деталями, а ограничено лишь следующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРКАСНЫЙ Т-ОБРАЗНЫЙ ПРОФИЛЬ С ОДНИМ РЕБРОМ, ИЗГОТОВЛЕННЫЙ ИЗ СПЛОШНОЙ ПОЛОСЫ | 2007 |
|
RU2481442C2 |
| УЛУЧШЕННАЯ БАЛКА | 2004 |
|
RU2340744C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ ЗАГОТОВОК И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2269392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ С ПРОДОЛЬНОЙ ГИБКОЙ ЕГО В ПРОЦЕССЕ ПРОФИЛИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2564798C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| СЕКЦИЯ ЖЕЛОБА ТРАНСПОРТЕРА | 2003 |
|
RU2309105C2 |
| Способ изготовления гнутых @ -образных профилей | 1982 |
|
SU1118448A1 |
| УСОВЕРШЕНСТВОВАННОЕ СОЕДИНЕНИЕ ГЛАВНЫХ Т-ОБРАЗНЫХ НЕСУЩИХ ПРОГОНОВ | 2006 |
|
RU2434104C2 |
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
Изобретение относится к области строительства, в частности к элементам решетки подвесного потолка. Технический результат изобретения заключается в возможности изготовления Т-образного профиля решетки подвесного потолка для различных допустимых нагрузок при одном и том же калибре и качестве листового металла и одних и тех же наружных размерах сечения с одинаковой внешней его конфигурацией. Данный результат обеспечивается за счет изменения ширины полосы, используемой для изготовления Т-образных профилей роликовым профилированием, и размещения материала, добавляемого для повышения допустимой нагрузки в область полой усиливающей головки Т-образного профиля. 2 н. и 9 з.п. ф-лы. 7 ил.
1. Способ изготовления Т-образных профилей решетки с различными допустимыми нагрузками, включающий роликовое профилирование листового металла для изготовления Т-образных каркасных профилей с по меньшей мере двумя различными допустимыми нагрузками из полос листового металла по существу постоянной толщины, из которого формируют Т-образный профиль с одинарной стенкой и полой головкой; при этом головку формируют из материала, примыкающего к одному краю стенки, увеличивая ширину полосы, подаваемой в линию роликового профилирования листового металла в некоторых партиях изделий для увеличения допустимой нагрузки на Т-образный профиль, и уменьшая ширину полосы, подаваемой в линию роликового профилирования листового металла в других партиях изделий для уменьшения допустимой нагрузки на Т-образный профиль; причем профилирование дополнительного материала полосы с увеличенной шириной осуществляют таким образом, чтобы он примыкал к головке, в то же время обеспечивая условия, при которых наружные размеры верхних частей Т-образных профилей с повышенной и уменьшенной допустимыми нагрузками остаются по существу одинаковыми; что позволяет изготавливать Т-образные профили с различными допустимыми нагрузками с помощью одного и того же комплекта роликов без необходимости значительных регулировок или замены роликов.
2. Способ по п.1, в котором дополнительный материал полосы с увеличенной шириной профилируют таким образом, чтобы он находился в пределах головки.
3. Способ по п.2, в котором дополнительный материал полосы с увеличенной шириной профилируют таким образом, чтобы он повторял контур наружного слоя головки.
4. Способ по п.3, в котором дополнительный материал полосы с увеличенной шириной профилируют таким образом, чтобы он по существу повторял контур всего наружного слоя головки, образуя двухслойную головку.
5. Способ по п.3, в котором дополнительный материал полосы с увеличенной шириной профилируют в виде спирали относительно наружного слоя головки.
6. Т-образный профиль решетки для подвесного потолка, софита или подобной конструкции, имеющий вид перевернутой буквы Т и спрофилированный с помощью роликов из отдельной полосы листового металла выбранной ширины, содержащий нижнюю полку, верхнюю полую усиливающую головку и стенку, расположенную между полкой и головкой; при этом нижняя полка имеет участки с каждой стороны стенки по существу равной ширины, и по меньшей мере один из участков полки выполнен двухслойным; стенка содержит один слой, а головка имеет ширину и высоту; причем головка по существу сцентрирована по ширине относительно стенки, и по меньшей мере участок головки выполнен двухслойным для увеличения допустимой нагрузки на Т-образный профиль.
7. Профиль по п.6, в котором головка имеет криволинейное сечение.
8. Профиль по п.7, в котором головка имеет круглое сечение.
9. Профиль по п.7, в котором головка имеет овальное сечение.
10. Профиль по п.6, в котором двухслойный участок головки включает в себя изгиб в части сечения головки, удаленной от точки, в которой головка сопряжена со стенкой.
11. Профиль по п.6, в котором двухслойный участок головки в сечении имеет вид спирали относительно наружного слоя головки.
| US 4852325 А, 01.08.1989 | |||
| WO 9805836 A1, 12.02.1998 | |||
| Преобразователь частоты в код | 1980 |
|
SU991603A1 |
| Подвесной решетчатый потолок | 1999 |
|
RU2221118C2 |

