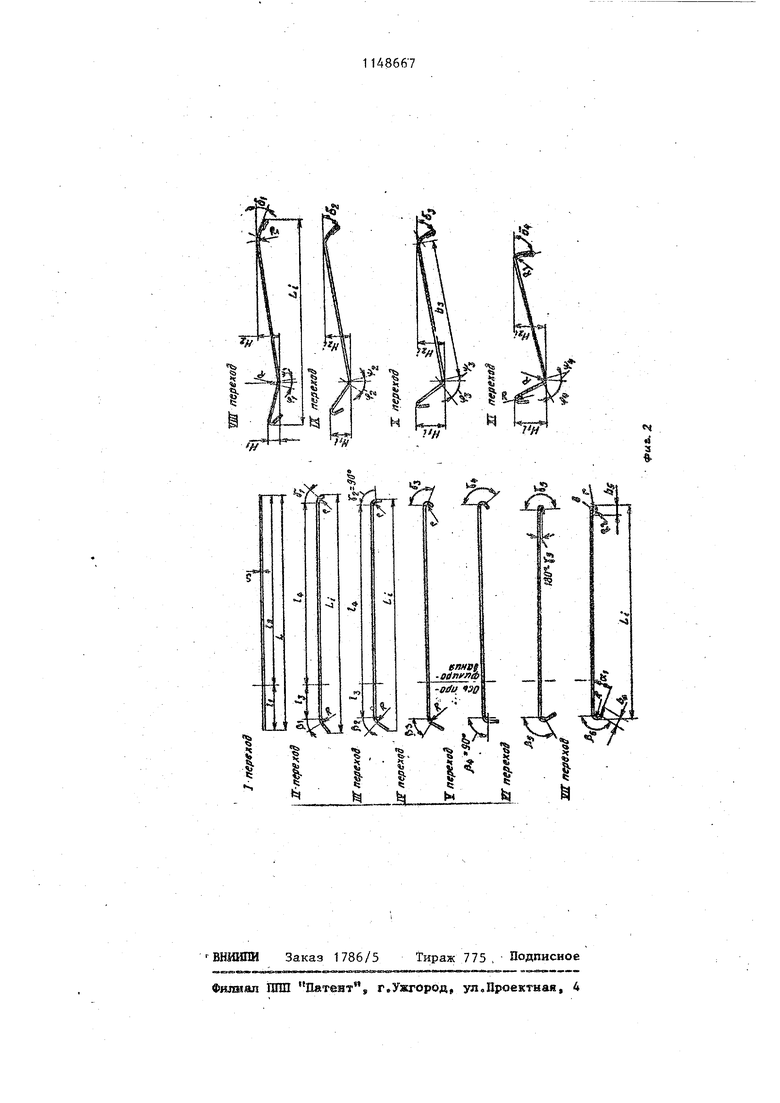
1 Изобретение относится к обработ ке металлов давлением в частности к способам изготовления гнутых листовых профилей в валках профиле гибочного стана. Известен способ изготовления и валках гцутых Z-образных профиле с отбортовками и элементами двойно толщины у кромок преимущественно типа настилов клеточных батарей дл содержания птицы, при котором вначале подгибают у одной кромки отбортовку, а у другой элеме1|т двойной толщины, затем производят формовку полки профиля, прилегающей к элементу двойной толщины, и окончательную формовку отбортовки с получением желобообразного сечен а на последних переходах осуществляют формовку полки, прилегающей отбортовке, и стенки, смежной с этой полкой, вьщерживая при этом вершины крайних углов профиля на одном уровне D1. Недостатком известного способа является значительное количество технологических переходов для форм образования Z-обраэного профиля. Цель изобретения - повышение производительности путем сокращения количества технологических переходов. Поставленная цель достигается тем, что согласно способу изготовления гнутых Z-образных профилей с отбортовками и элементами двойной толщины у кромок преимущественно типа настилов клеточных батарей для (Содержания птицы путем последовательной до переходам подгибки элементов профиля в валках, при котором на первых переходах по гибают у одной кромки отбортовки, у другой - элемент двойной толщины до их окончательной конфигурации на последних перекодах осуществляю формовку полки, прилегающей к отбортовке, и стенки, смежной с этой полкой, относительно оси профилиро вания, вьщерживая вершины крайних углов профиля на одном уровне, на последних переходах производят под гибку полки с элементом двойной то цины одновременно с формовкой полки, прилегающей к отбортовке, и стенки, смежной с этой полкой, а угол подгибки полки с элементом двойной толщины относительно гори7зонтали принимают равным- сумме углов подгибки стенки и другойполки, прилегающей к отбортовке, относительно оси профилирования. На фиг.1 изображен Z-образный профиль с отбортовкой и элементом двойной толщины на фиг.2 - технологические переходы изготовления профиля . Z-образный профиль с отбортовкой и элементом двойной толщины (фиг.1) состоит из прямолинейных участков - полки 1.длиной Ь, полки 2 длиной Ь, средней с.тенки 3 длиной БЗ, отбсртовки 4 длиной криволинейных участков сопряжения участка 5 сопряжения полки 1 с отбортовкой 4 на угол гибки. 180 -о по внутреннему радиусу R, участка 6 сопряжения полки 1 и стенки 3 на угол гибки по радиусу R, участка 7 сопряжения полки 2 и стенки 3 на угол гибки 90 по радиусу элемента 8 двойной толщины с шири- . ной прилегания Ь, который состоит из закругленного участка 9 с внутренним радиусом г, радиусного участка 10 с радиусом кривизны R, прямолинейного участда 11, прилегающего к полке 2. Изготовление профиля производят из полосовой заготовки шириной L. Ось профилирования разделяет заготовку по ширине на участке величиной Ц.и 6. Первая пара валков в первом переходе гладкая - тянущая (направляющая).. В последующих, с II по VII, переходах в четьгоех клетях, с второй по пятую, осуществляют полнзто формовку отбортовки 4 на угол гибки Bj до получения окончательных размеров b. , ci с внутренним радиусом гибки R и элемента двойной толщины 8 с размерами 1, R, г. Формовку элемента двойной толщины при изготовлении профиля ведут на углы гибки у в пределах 45° за один проход радиусом г до угла у,. 165-175°, после чего пятой парой валков осуществляют окончательную формовку элемента 8 двойной толщины приданием криволинейному участку 11 кривизны по радиусу R2. Формовку отбортовки 4 производят с углом гибки /5 в пределах 30° в валках и боковых роликах с окончательной формовкой пятой парой
3 .. валков в VII переходе. В процессе формовки отбортовки 4 и элемента двойной толщины длина прямых участков i и 4 от оси профиля постоянна
Выполнение элемента двойной толщины с криволинейным участком с кривизной обратного знака по радиусу Rj обеспечивает прилегание прямолинейного участка 11 к полке 2 и придает жесткость профилю.
Шестой парой валков в VIII переходе, бази4)уя профиль на закругленные кромки полок 1 и 2, осуществляют формовку относительно оси профилирования, расположенной между полкой 1 с отбортовкой 4 и широкой стенкой 3 на углы гибки Ч и ч, относительно оси- профиля с одновременной формовкой другой полки2 на угол гибки и обеспечением равновысотности противоположных закругленных крайних точек, т,е. в условиях равенства Н Н . При этом угол гибки полки с элементом двоййой толщины относительно горизонтали сА равен сумме углов гибки стенки и другой полки Ч И Ц отнс1ситёльно оси профилирования Вьщерживают услови-е равенства . сЛ, (Д « 4, Седьмой, восьмой и девятой парой валков в IX, X и ХГ переходах продолжают дальнейшее формообразрванйе Z-образного профиля с обеспечением равновысотности Н. Н2,-И суммарного равенства углов гибки ,- сА|средний угол гибки c/j за переход равен 20.
В шестой, седьмой, восьмой и девятой парах валков во избежание утяжки профиля формовку полки 2 ведут свободной гибкой за счет- углов поднутрения в пределах 1в нижних парах валков.
Девятой парой валков завершают формообразование Z-образного профиля с отбортовкой и элементом двойной толщины у кромо. Сформованный профиль калибруется после девятой пары валков в калибрующем приспособлений и удаляется из профилегибочного стана последней десятой парой.валков, которая окончательно калибрует форму отбортовки и остальных элементов Z-образного профиля.
Осуществление полной формовки ,отбортовки и элемента двойной толщины на первых переходах обеспечивает повьшенную жесткость краев за
8667 . 4
готовки перед более сложным процессом - профилированием зетового сечения. Это улучшает работу направляющих проводок и элементов ка, либров валков, предохраняя от повреждения заходящий и выходящий концы штучной полосы.
Жесткость кромок заготовки помогает стабилизации оси профилироваJQ ния, склонной к неустойчивости в процессе профилирования зетового сечения, а также предохраняет профиль от появления волны по кромкам и позволяет ужесточить режимы |с профилирования, т.е. увеличить
подъемы на переходах и сократить их число.
Одновременная формовка отбортовки и элемента двойной толщины у кромок 2Q по сравнению с поочередной формовкой тех же элементов обеспечивает, кроме сокращения количества переходов, повьштение точности размеров и улучшение качества профиля, так как , переходы профилирования в этом случае по форме приближаются к симметричной гибке заготовки. Причем небольшие размеры отгибаемых кромок позволяют применить максимальные углы подгибки до 45° и получить окончательную формовку у кромок за минимальное число переходов - в четьфех клетях.
Равновысотность противоположных закругленных крайних точек по обе 5 стороны от оси профилирования на всех переходах обеспечивает наиболее благоприятный скоростной режим, т.е. наименьшее проскальзывание поверхности калибров валков относительо но заготовки в процессе профштирования, что становится существенным при изготовлении Z-образного профиля из металла с покрытием, например О1щнкованной стали, способствует 5 устойчивости положения оси профилирования и з еньшает стремление профиля к скручиванию, так как исключает появление неуравновешенных горизонтальных составляющих усилий профилирования.
Равенство угла гибки полки с элементом двойной толщины относи тельно горизонтали сумме углов гибки
стенки и другой полки относительно 5 ОСИ профилирования сокращает дополнительно количество технологических переходов в завершающей стадии профилирования. Благодаря этому приему суммарный угол отгибки полки с элементом двойной толщины увеличен, чт одновременно увеличивает противоскручивающий момент, который уравнивает скручивающие силы стенки. Эт способствует стабилизации процесса профилирования, уменьшению стремления профиля к скручиванию. Опытное профилирование произведе но на типовом десятиклетьевом профилегибочном стане среднего типа с уширенной станиной 0,5-2х50 600 с скоростью формовки V 30 м/мин из штучной полосовой заготовки шириной L мм, нарезанной из металла ,ОД1250Д2000 ГОСТ 19904-74 Н-МТ-1 ГОСТ 14918-80 Гнутьй щ)оф1иль с размерами, мм: 75 Ъ 2 35 J Ь Ъ 6i di 30°, oCj 80, о6з -90 1,5 поR 4; Н,, 3i г 0,5i R лучен в опытной наладке. В рабочем ручье первой пары валков в I переходе ось профиля разделяет заготовку на участки t12 мм, «2 Второй парой валков во II перехо де производят гибку отбортовки на угол /ь расстоянии з 8:0,3 мм и гибку элемента двойной толщины на угол v 45° на рассто нии ц 401,87 мм. В последующих третьей, четвертой и пятой клетях с III по VII переходы при помощи приводных валков и неприводных боковых роликов произво дят гибку отбортовок на углы /ij « 45, /is 60% Л4 90 , j 120, /ь 150 и формовку элемента двойной толщины на углы у 90 115% у 150 3-, 175 вплоть до полного их формообразования. Изготовление Z-образного профиля из тонколистовых полосовых заготовок в первых пяти клетях профилегибочного стана происходит на небольших участках периферийной части заготовки в переходе по сравнению с общей шириной заготовки, и некоторая неуравновешенность деформаций никаких дефектов не вызывает. Шестой парой валков в VIII переходе осуществляют формовку относительно оси профиля на углы 320 и гибку отбортовки на 18°20. Высота закругленньк крайних точек Н 21,5 мм, что обеспечивает равновысотность профиля в переходе. Седьмой пар1сэй валков в IX переходе осуществляют гибку на углы 4-2 33% V2 7% с 40% Высота закругленных крайних точек Н Н 2 45 мм. Восьмой парой валков X перехода 1/ S7 производят гибку на углы 3 62 . Высота крайних точек Н. 63,5 мм. Девятой парой валков в XI переходе осуществляют окончательное профилирование на углы гибки 68°15 11°45 . A 78 15, 76 MMj Высота крайних точек Н 76 мм. Десятой парой валков калибруют весь профиль, в том числе и форму отбортовки, на угол ct 30°. Полученные по предлагаемому способу Z-образные профили характеризуются хорошим внешним видом, отсутствием винтообразности и пропеллерности, стабильностью геометрических размеров. .Предлагаемый способ позволяет сократить количество клетей в процессе формования Z-образного профиля.
- 2
fO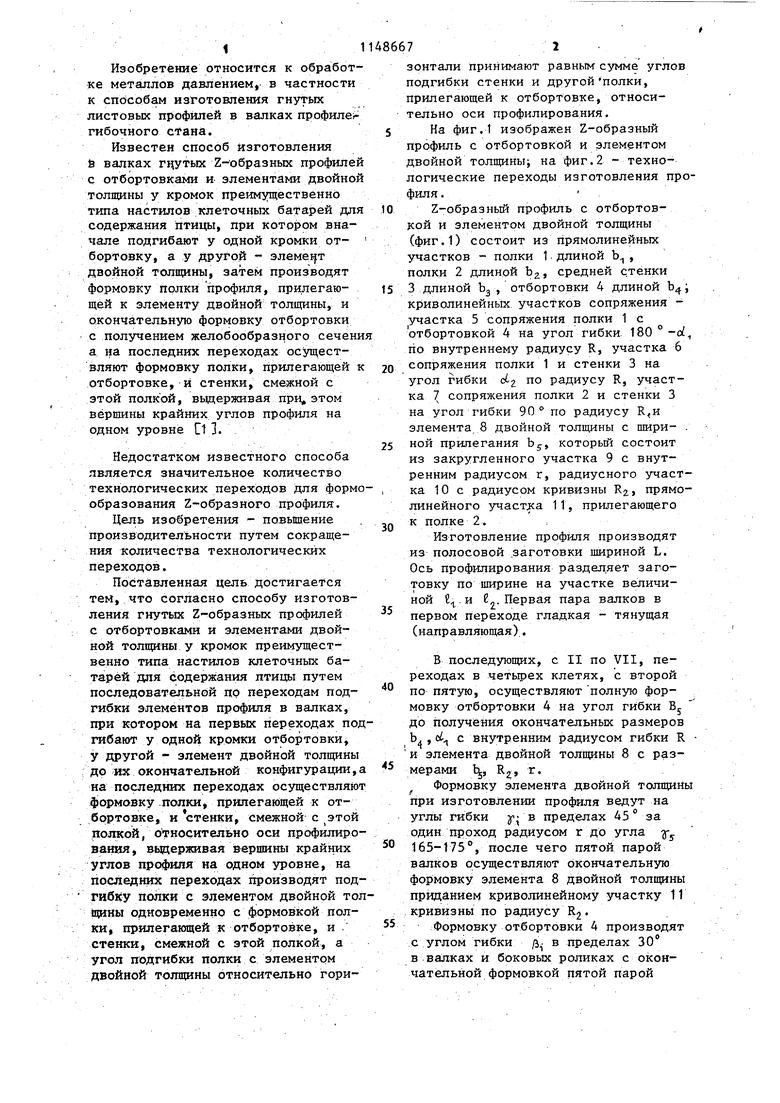
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых @ -образных профилей | 1982 |
|
SU1118448A1 |
| Способ изготовления гнутых профилей | 1986 |
|
SU1349828A1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| Способ изготовления гнутых профилей | 1985 |
|
SU1299645A1 |
| Способ изготовления гнутых профилей с элементами двойной толщины на кромках | 1987 |
|
SU1488060A1 |
| Способ изготовления полузамкнутых @ -образных профилей | 1987 |
|
SU1480919A1 |
| Способ изготовления гнутых @ -образных профилей | 1985 |
|
SU1233983A1 |
| Способ изготовления элементов двойной толщины у кромок гнутых профилей | 1984 |
|
SU1159682A1 |
| Способ изготовления труб с фальцевым швом | 1983 |
|
SU1303211A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ С ВНУТРЕННИМ ФАЛЬЦЕВЫМ ШВОМ | 2004 |
|
RU2271892C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ Z-ОБРАЗНЫХ ПРОФИЛЕЙ с отбортовками и элементами двойной толщины у кромок преимущественно типа настилов кйеточных батарей для содержания птицы путем последовательной по переходам подгибки элементов профиля СЕ€ОЮЗ ЛЯ в валках, при котором на первых переходах подгибают у одной кромки отбортовку, у,другой - элемент двойной толщины до их окончательной конфигу1 ации, а на последних переходах осуществляют формовку полки, прилегающей к отбортовке, и стенки, смежной с этой полкой, относительно оси профилирования вьщерживая вершины крайних углов профиля на одном-уровне, отличающийс я тем, что, с целью повышения производительности путем сокращения количества технологических переходов, на последних переходах производят подгибку полки с элементом двойной толщины одновременно (Л с формовкой полки, прилегающей к отбортовке, и стенки,смежной с этой полкой, а угол подгибки полки с элементом двойной толщины относи-. тельно горизонтали принимают равным cy fiчte углов подгибки стенки и другой полки, прилегающей к отбортовке, относительно оси профилирования. 00 C3i О) 
tft
«
Pub.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 3489724/25-27, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
