Изобретение относится к обработке металлов давлением, а именно к линиям, в частности к автоматическим линиям, для производства профиля заданной длины Т-образного поперечного сечения с горизонтальными полками, облицованными снаружи лентой заданного цвета, например металлической лентой с лакокрасочным покрытием или пластиковой лентой.
Известные линии и устройства для них описаны в следующих источниках информации:
Производство и применение гнутых профилей проката. Справочник / под редакцией И.С. Тришевского. М.: Металлургия, 1975, с. 203-216;
Производство гнутых профилей (оборудование и технология) / под редакцией И.С. Тришевского. М.: Металлургия, 1982, с. 249;
Тришевский И.С. и др. Оборудование для производства холодногнутых профилей проката за рубежом (ЦИНТИАМ). М.: Металлургия, 1964;
Авторское свидетельство СССР 1586827, В 21 D 43/33;
Авторское свидетельство СССР 1409385, В 21 D 43/00, В 30 В 15/30;
Авторское свидетельство СССР 1098622, В 21 D 43/00, В 30 В 15/30.
Известные автоматические линии для профилирования деталей из рулонного материала (полосы, ленты) содержат расположенные в технологической последовательности: разматыватели рулона, профилегибочные станы, отрезные устройства.
Известные линии не предназначены для изготовления потолочных профилей Т-образного сечения, используемых для изготовления подвесных потолков.
Наиболее близким аналогом предлагаемого изобретения является линия для изготовления профиля, которая содержит разматыватель полосовой заготовки, приемный блок, многоклетьевой профилегибочный стан и расположенный за ним силовой стан (Авторское свидетельство 1796311 А1, 23.02.1993, B 21 D 5/06), силовой стан в известной линии содержит штампы для пробивки отверстий в полученном профиле и отрезки. К недостаткам ближайшего аналога относится его сложность, трудоемкость изготовления профиля и непригодность для изготовления Т-образного потолочного профиля с облицовкой горизонтальной полки.
Характеристика изготавливаемого изделия.
В конструкциях подвесных потолков используются профили, имеющие Т-образное сечение, у которых имеются горизонтальная полка, предназначенная для опирания на нее потолочных панелей, и вертикальная стенка с прорезями, утолщением на конце и торцевыми соединительными элементами ("замками"), предназначенными для соединения со смежным потолочным профилем при сборке конструкции. Полка профиля с внешней стороны выполнена с облицовкой, соединительные элементы ("замки") расположены по концам профиля и образованы за одно целое со стенкой. Каждый соединительный элемент выполняют выступающим за границы профиля. Соединительный элемент может, к примеру, выполняться с рельефными продольными зигами, один из которых является продолжением другого, причем зиги могут быть разделены разрезом и обращены выпуклостями в разные стороны по отношению к стенке профиля.
Задачей, решаемой настоящим изобретением, является упрощение линии изготовления потолочного профиля Т-образного сечения определенной длины, повышение производительности путем одновременного изготовления "n" количества профилей без перенастройки оборудования, обеспечение возможности изготовления профилей с различной конструкцией торцевых соединительных элементов и с любым цветом облицовки горизонтальной полки. При этом технологическая последовательность, в которой расположены агрегаты линии, такова, что позволяет автоматизировать изготовление профиля, при этом обеспечить возможность переналадки оборудования для изготовления профилей разной длины и разного их количества (одновременно) с разной конструкцией торцевых соединительных элементов ("замков"). Кроме того, задачей, решаемой изобретением, является уменьшение производственных затрат при изготовлении профилей, повышение их качества, снижение трудоемкости изготовления.
Технический результат, обеспечиваемый предлагаемым изобретением, заключается в том, что за счет предлагаемого взаимного расположения агрегатов линии и их описанных ниже функциональных возможностей обеспечивается получение высококачественного профиля Т-образного поперечного сечения из полосовой заготовки. Полученный на предлагаемой линии профиль не требует дополнительных технологических операций по нанесению декоративного покрытия любого цвета, так как это покрытие наносится в процессе изготовления профиля, при этом обеспечивается возможность изготовления различной конструкции торцевых соединительных элементов.
Потолочный профиль является составным элементом конструкции подвесного потолка, защищенного свидетельством на полезную модель 16605 с приоритетом от 22.08.2000 в ЗАО "Аркада".
Качественный профиль получается последовательной по переходам подгибкой валками профилегибочного стана заготовки, прочность профиля обеспечивается сшивкой заготовки в сшивном устройстве линии с получением стенки двойной толщины. Декоративное покрытие из металлической ленты с лакокрасочным покрытием или пластика дополнительно упрочняет полку профиля, обеспечивая необходимую жесткость. При этом профиль Т-образного поперечного сечения разной длины можно получить на одной линии без ее перенастройки, так как количество профилей зависит от количествасиловых установок, формирующих и вырубающих торцевой соединительный элемент ("замок").
Расположение агрегатов линии в определенной технологической последовательности обеспечивает возможность автоматизации процесса изготовления профилей Т-образного сечения. Получаемый профиль имеет повышенную жесткость вертикальной стенки за счет удвоенной толщины стенки и ее "сшивки". Автоматизированный процесс изготовления профиля исключает появление случайных дефектов геометрии профиля. Снижение производственных затрат, уменьшенный износ оборудования, повышение производительности достигаются за счет того, что профиль с заданными прочностными характеристиками получают из полосовой заготовки "половинной" толщины, что существенно снижает энергозатраты на подгибку заготовки по проходам в профилегибочном стане. Производительность повышается также за счет того, что за один рабочий цикл изготавливается несколько профилей (в приведенном в описании примере - 6 штук), причем 3 - длиной по 1200 мм с отверстиями для крепления к подвесам потолка и между собой и 3 - длиной 600 мм без отверстий.
Линия для изготовления профиля Т-образного сечения содержит разматыватель полосовой заготовки, приемный блок, многоклетьевой профилегибочный стан и расположенный за ним силовой стан, кроме того, линия содержит сливное устройство для стенки профиля, размещенное в многоклетьевом профилегибочном стане, разматыватель рулона облицовочной заготовки, силовой стан содержит силовые установки со встроенными штампами для пробивки отверстий в стенке изготавливаемого профиля и силовые установки для формирования торцевых соединительных элементов, при этом разматыватель выполнен двухпозиционным.
Двухпозиционный поворотный разматыватель полосовой заготовки выполнен в виде двух разжимных барабанов и поворотной относительно вертикальной оси платформы, на которой установлены валы барабанов, каждый барабан выполнен в виде наружных сегментов для установки рулона полосовой заготовки и корпуса, состоящего из неподвижной и подвижной частей с фланцами, перемещение подвижной части корпуса разжимного барабана обеспечено винтовым механизмом. Валы разжимных барабанов снабжены тормозными муфтами, наружные сегменты каждого разжимного барабана снабжены съемными стойками. Устройство для фиксации платформы выполнено в виде подпружиненного фиксатора, входящего в выполненное в платформе гнездо, при этом фиксатор имеет возможность вертикального перемещения от ножной педали.
Многоклетьевой профилегибочный стан состоит из пятнадцати клетей, первая - десятая клети предназначены для подгибки заготовки профиля, одиннадцатая клеть - для смыкания элементов, образующих стенку профиля и горизонтальную полку и сшивки стенки профиля сшивным устройством, одиннадцатая - пятнадцатая клети предназначены для соединения горизонтальной полки профиля с облицовочной заготовкой подгибкой ее краев внутрь профиля. Сшивное устройство выполнено в виде установленных на вертикальных валах дисков с зубчиками для нанесения насечек на стенку Т-образного профиля.
Силовые установки силового стана содержат горизонтальные сменные штампы, а привод силовых установок осуществлен от единой гидросистемы, количество силовых установок для формирования торцевых соединительных элементов и отрезки "n" профилей равно "n+1", а количество силовых установок для пробивки отверстий кратно расстоянию между комплектами отверстий.
Изобретение поясняется чертежами, на которых изображено:
на фиг. 1 - общий вид линии;
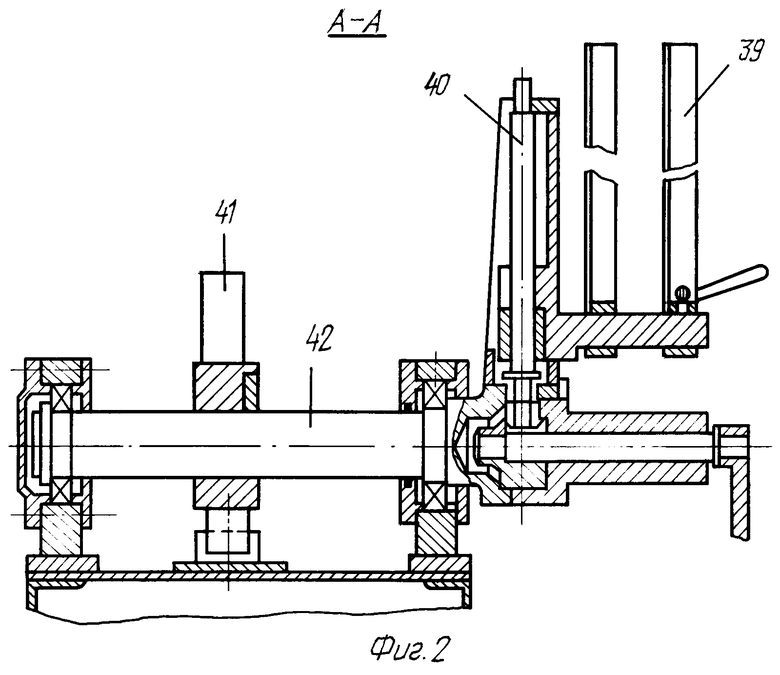
на фиг. 2 - разрез А-А фиг. 1;
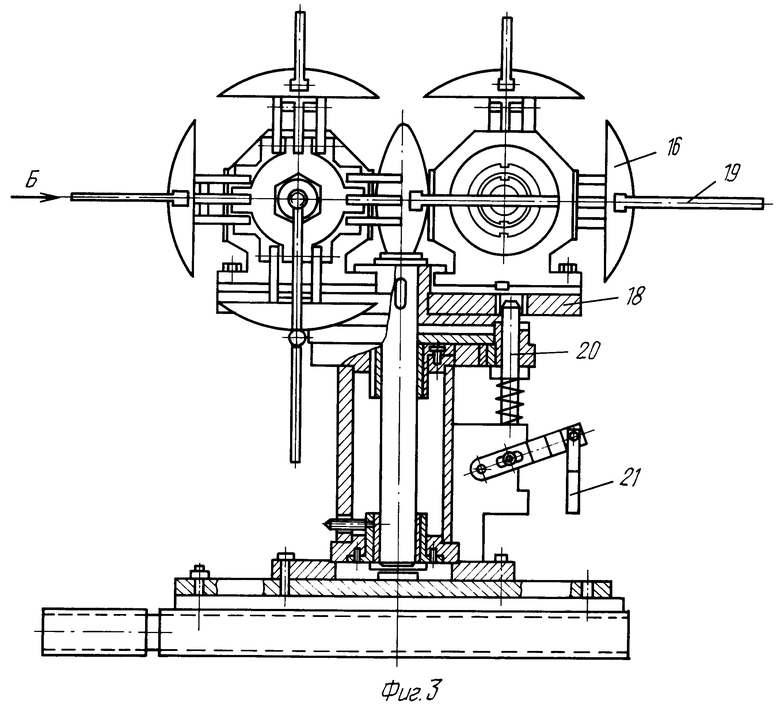
на фиг. 3 - двухпозиционный поворотный разматыватель ленты;
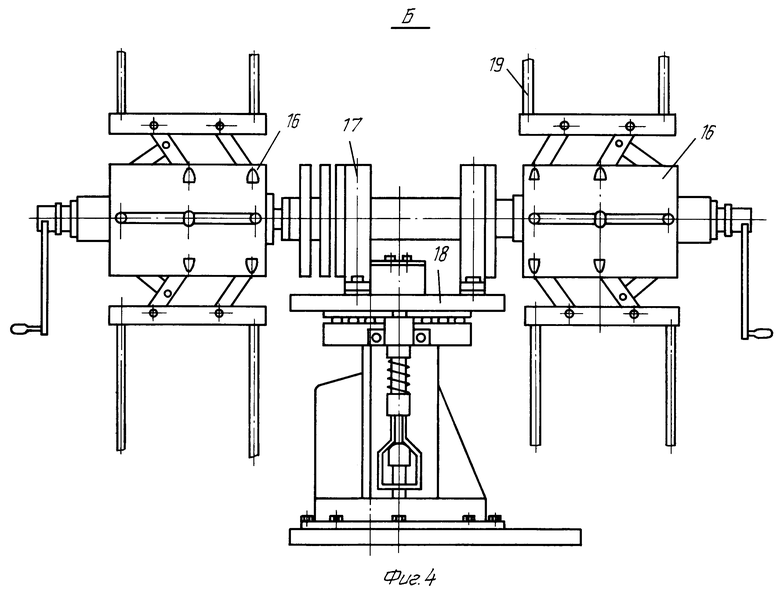
на фиг. 4 - вид Б на фиг. 3;
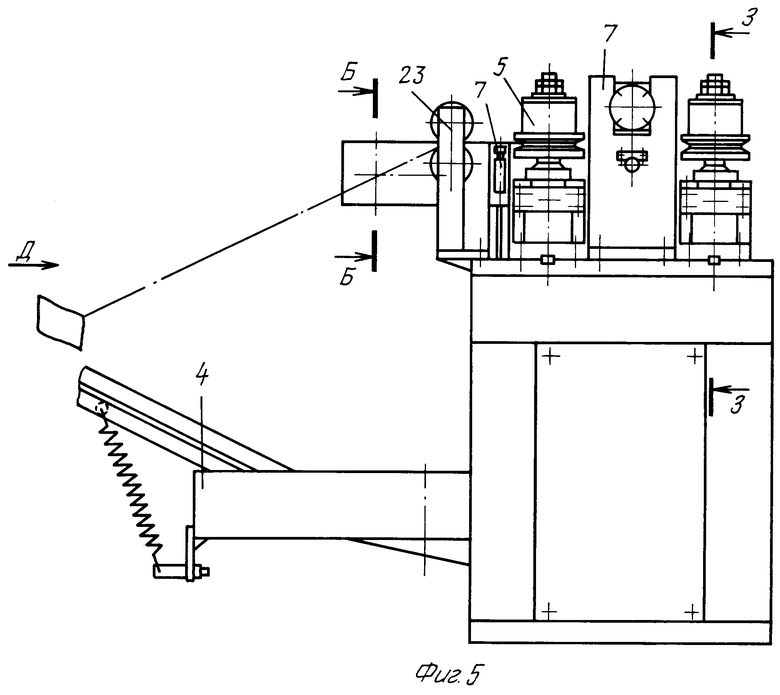
на фиг. 5 - блок приемный;
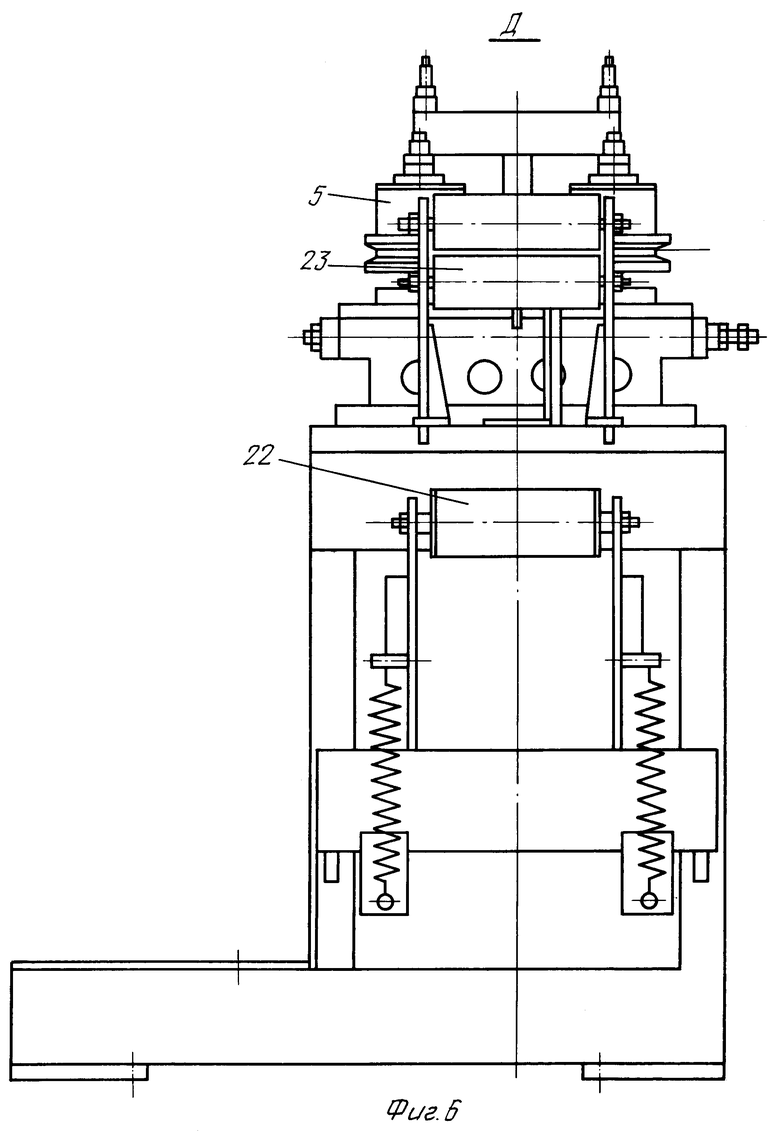
на фиг. 6 - вид Д на фиг. 5;
на фиг. 7 - разрез З-З на фиг. 5;
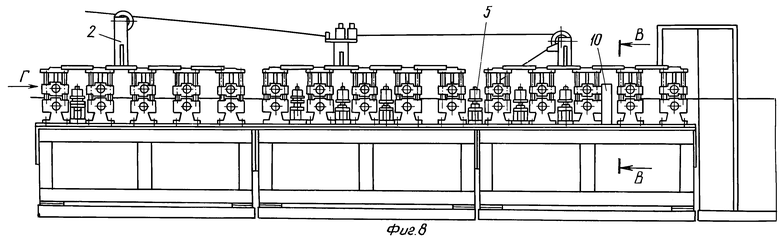
на фиг. 8 - профилегибочный стан;
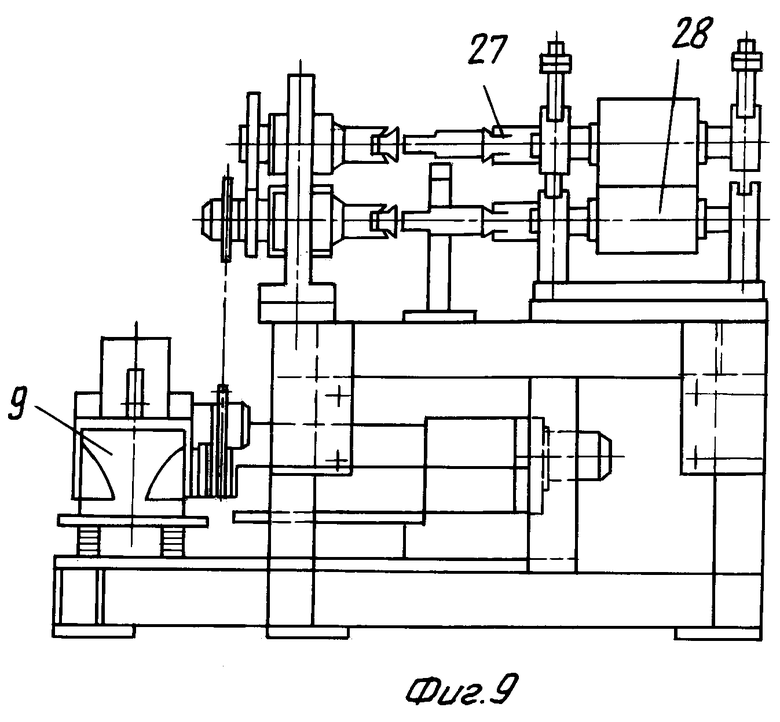
на фиг. 9 - вид Г на фиг. 8;
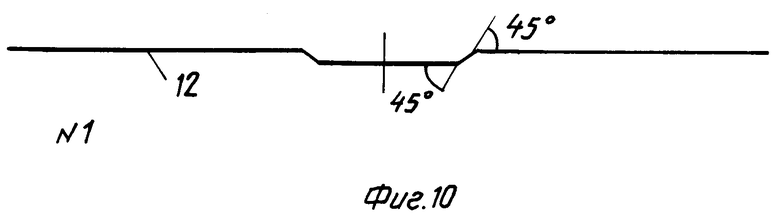
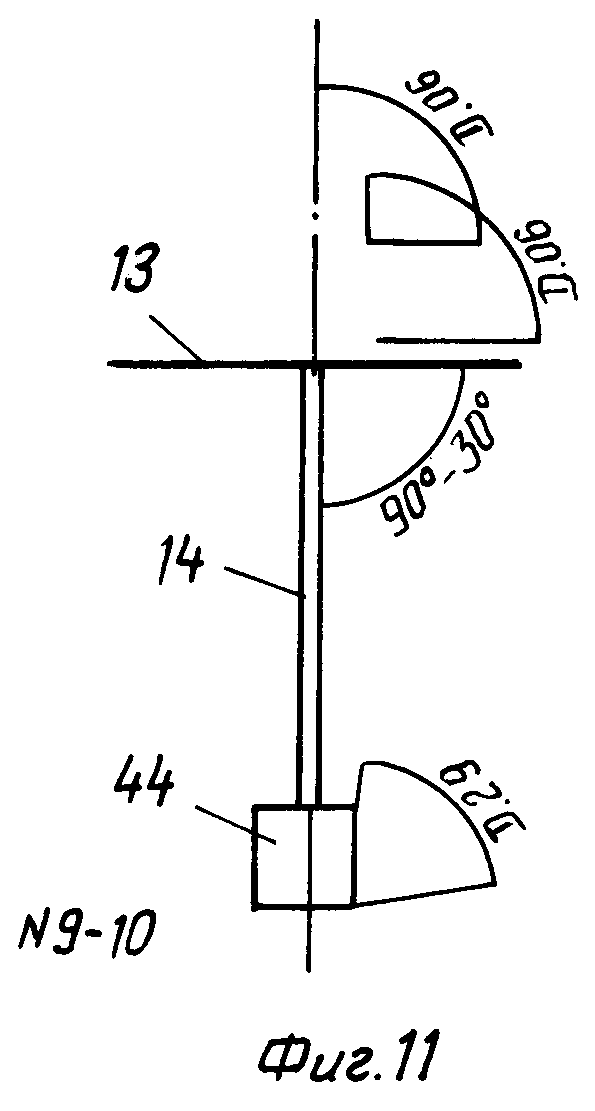
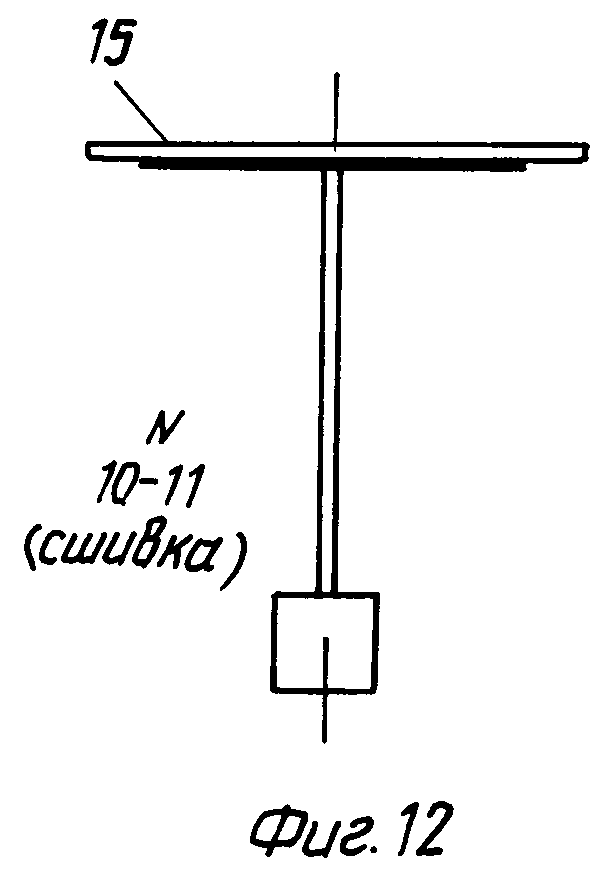
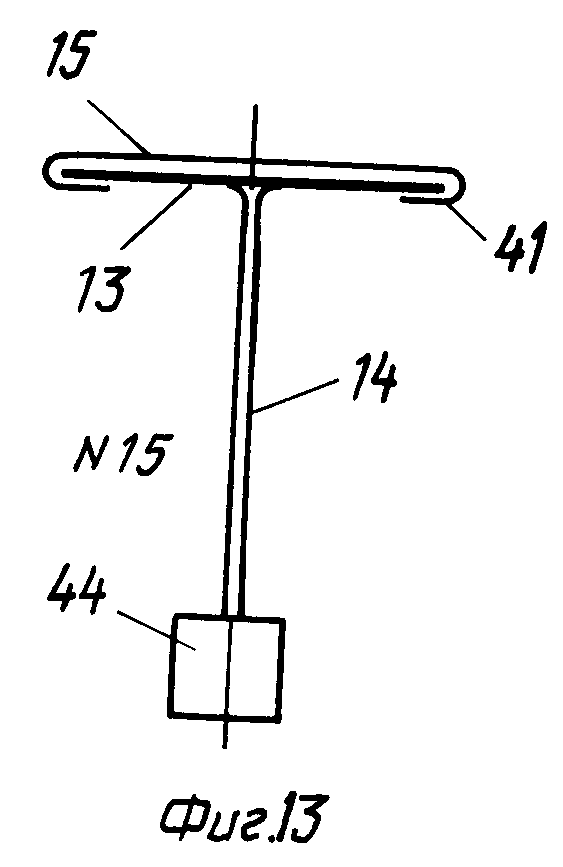
на фиг. 10, 11, 12, 13 - схема переходов ленты при формировании Т-образного профиля;
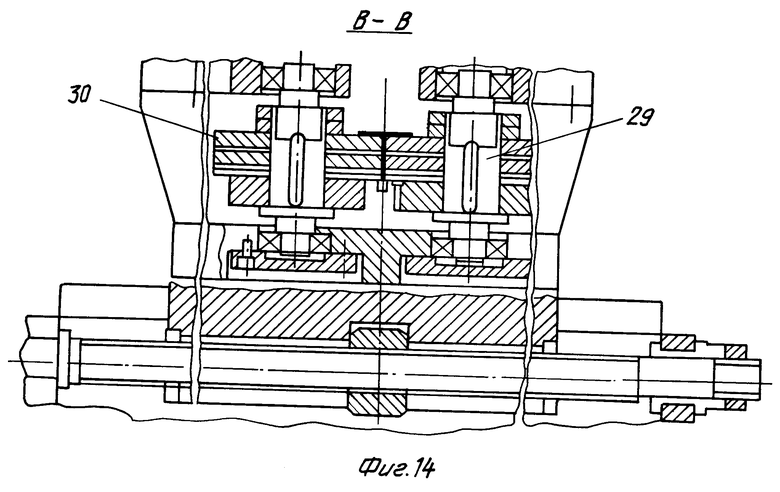
на фиг. 14 - многодисковое сшивное устройство;
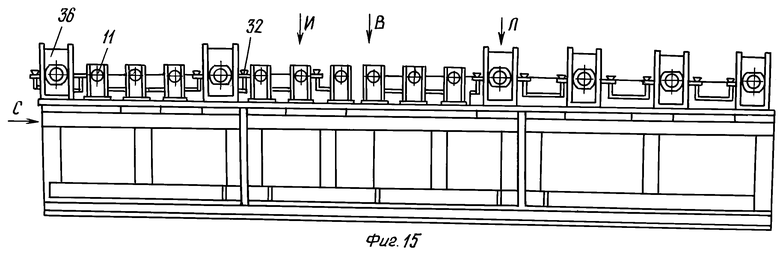
на фиг. 15 - стан силовой;
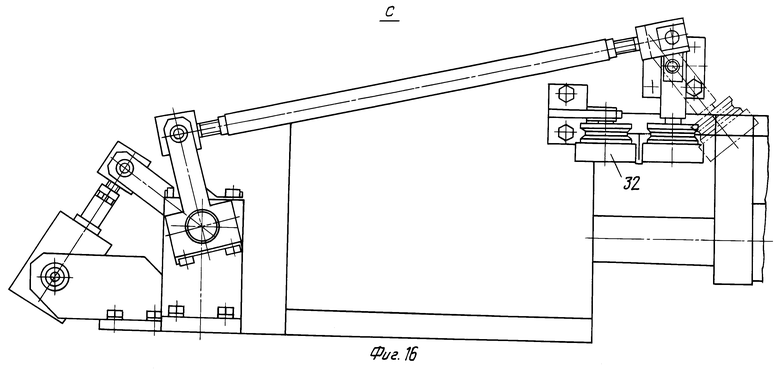
на фиг. 16 - вид С на фиг. 15;
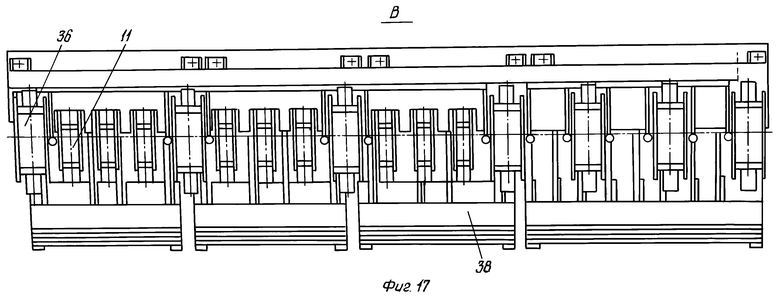
на фиг. 17 - вид В на фиг. 15;
на фиг. 18 - вид И на фиг. 15 (головка силовая для пробивки крепежных отверстий в профиле со сменным горизонтальным штампом);
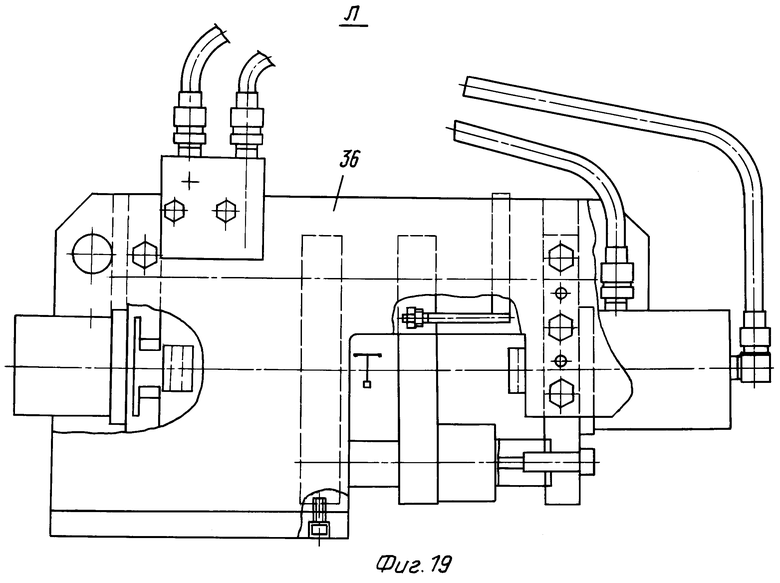
на фиг. 19 - вид Л на фиг. 15 (головка силовая для формирования торцевых соединительных элементов - "замков" - и отрезки профиля со сменными встроенными комбинированными горизонтальными штампами);
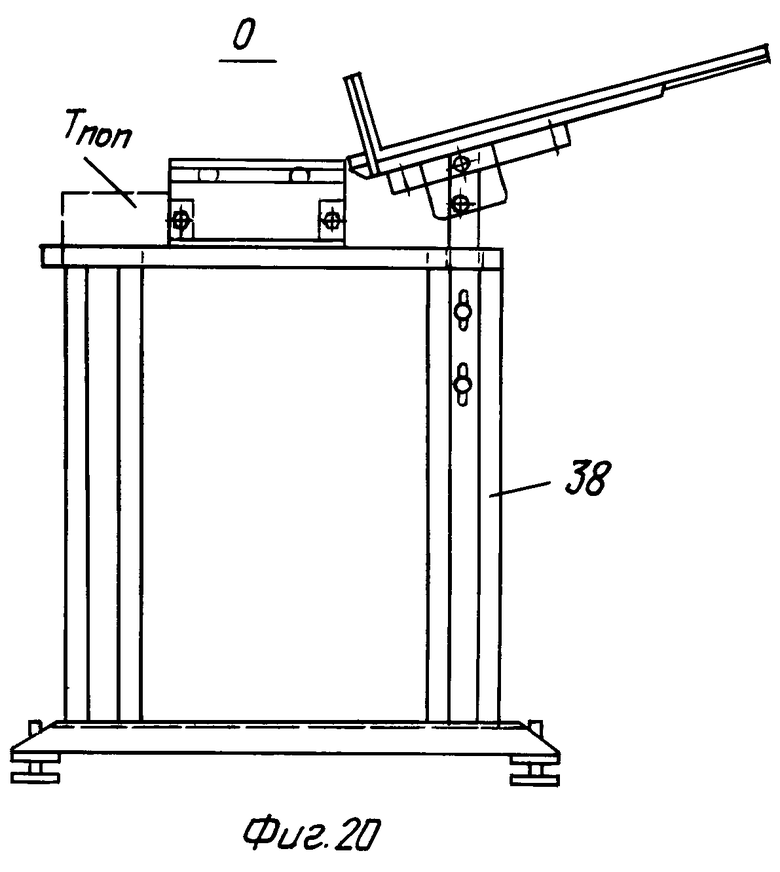
на фиг. 20 - стол приемный на металлической раме с направляющими планками и регулировкой по высоте;
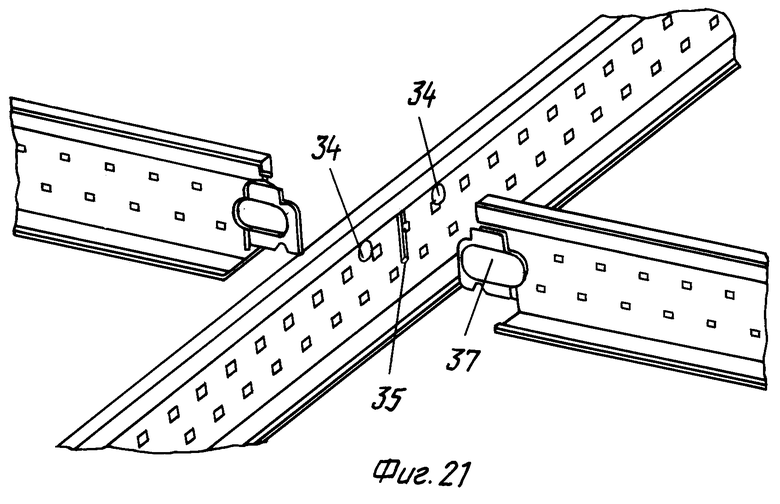
на фиг. 21 - соединение двух смежных профилей в аксонометрии;
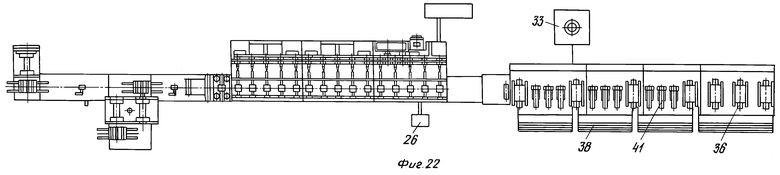
на фиг. 22 - общий вид линии (вид сверху);
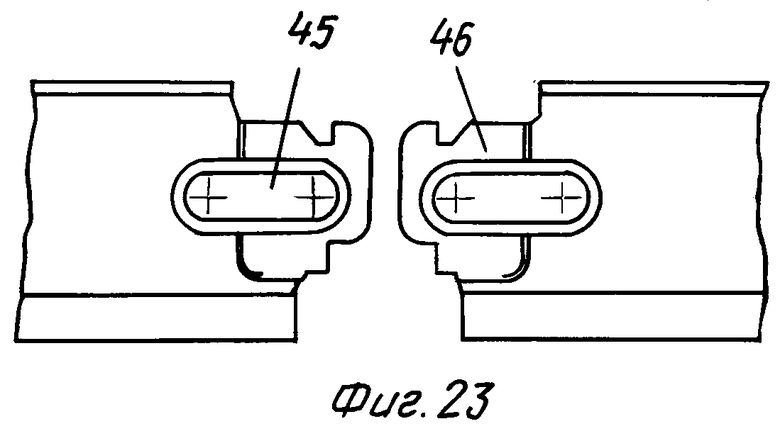
на фиг. 23 - рабочее положение двух "замков", пробиваемых одной силовой установкой;
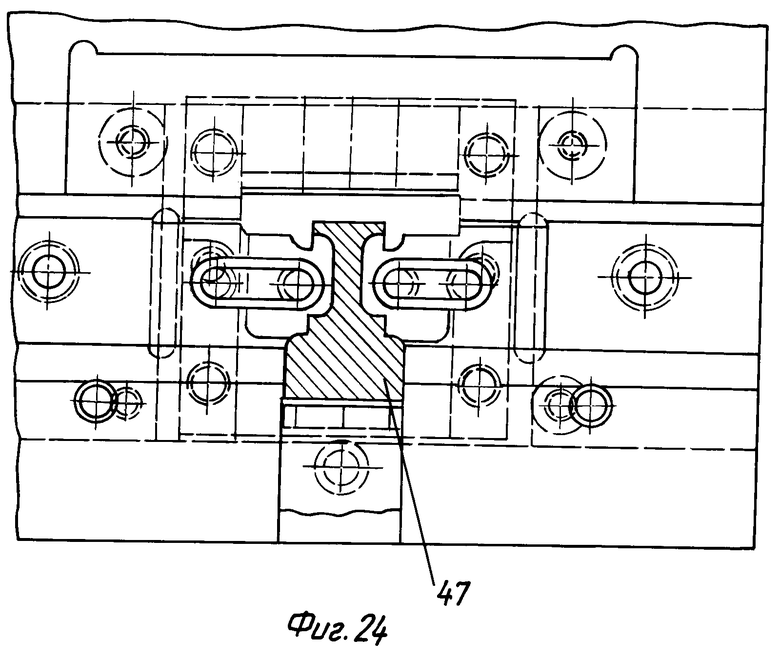
на фиг. 24 - поперечный разрез пуансона горизонтального штампа силовой установки 36, который вырубает "замки", изображенные на фиг. 23, и тем самым разрезает заготовку на отдельные профили заданной длины.
Линия для изготовления профиля Т-образного сечения содержит:
- разматыватель 1 рулона облицовочной ленты с блоком направляющих роликов 2;
- двухпозиционный разматыватель рулона 3;
- демпфирующее устройство 4 в виде подпружиненных роликов;
- вертикальные клети 5 приемного блока 6;
- многоклетьевой профилегибочный стан 8 с клетями, расположенными в нескольких секциях (например, в трех) с электроприводом 9 и многодисковым сшивным устройством 10 для сшивки смыкаемых вертикальных стенок потолочного профиля;
- силовой стан с силовыми установками 11 для пробивки комплектов отверстий в стенке профиля и 36 для вырубки торцевых "замков", то есть разрезки общей длинной заготовки, длина которой равна длине шести готовых профилей, на отдельные отрезки, соответствующие длине каждого профиля.
Технологическая последовательность, в которой расположены элементы линии, реализует следующие операции автоматического изготовления потолочного профиля Т-образного сечения. Полосовую заготовку 12 последовательно перемещают от двухпозиционного поворотного разматывателя 3, на котором размещены рулоны полосовой заготовки 12 (ленты), через смазочные устройства и направляющие ролики к многоклетьевому профилегибочному стану 8. В профилегибочном стане 8 сечение профиля образуется в процессе последовательного прохода заготовки через рабочие клети, причем профилирование осуществляется путем подгибки плоских элементов профиля и одновременным радиальным и тангенциальным сжатием мест изгиба на переходе, где заканчивается формирование поперечного сечения профиля.
При этом вначале отформовывают центральную часть полосовой заготовки 12 (основание стенки профиля) в виде корытообразного контура, обращенного выпуклостью наружу профиля. Корытообразный профиль имеет четыре линии гиба - две линии в месте перехода утолщения стенки профиля в собственно стенку и две линии, образующие в готовом изделии "углы" квадрата (в случае, если утолщение стенки имеет в сечении форму квадрата). Затем отгибают наружу концевые участки заготовки 12, размеры которых соответствуют половине ширины горизонтальной полки 13 Т-образного профиля. Сближают периферийные участки заготовки последовательными подгибами в направлении оси симметрии заготовки до образования стенки 14 профиля (толщина стенки 14 равна удвоенной толщине основной заготовки), полки 13 (толщина полки 13 равна толщине основной заготовки) и полого утолщения в основании стенки.
На позиции сшивки стенки 14 профиля через верхние направляющие ролики от другого разматывателя 1, на котором установлен рулон облицовочной полосовой заготовки 15 (ленты с лакокрасочным покрытием), облицовочная заготовка 15 (лента) подается в профилегибочный стан 8. Сшивку стенки, образованную из двух сближенных элементов заготовки профиля, производят специальными дисками многодискового сшивного устройства 10 нанесением просечек (для более плотного смыкания поверхностей). На позиции сшивки стенки 14 профиля после сведения двух элементов заготовки так, что они образуют горизонтальную полку 13 профиля, поступает облицовочная лента 15, из которой при переходе из клети в клеть профилегибочного стана 8 путем последовательной подгибки краев полосы внутрь профиля на полке 13 профиля формируют наружную облицовку заданного цвета.
На выход из профилегибочного стана 8 после завершения процесса профилирования в нем заданного контура профиля поступает непрерывная заготовка Т-образного поперечного сечения.
Далее непрерывную заготовку профиля из профилегибочного стана подают через узел счетчика 31 для измерения общей заданной длины заготовки профиля, равной длине "n" готовых профилей, в силовой стан. Силовыми установками 11 силового стана осуществляется пробивка круглых отверстий для подвески профиля и отверстий прямоугольной формы. Одновременно силовые установки 36 формируют торцевые соединительные элементы 37 в виде "замков" с последующей вырубкой их по контуру. Вырубка "замков" является одновременно операцией разрезки общей длинной заготовки на отрезки профиля заданной длины, вырубку производят пуансоном 47 горизонтального штампа силовой установки 36.
Отверстия в профиле пробивают в виде комплекта, состоящего из одного прямоугольного 35 (для смежного взаимно перпендикулярного соединения профилей между собой в процессе монтажа подвесного потолка) и двух симметрично расположенных относительно прямоугольного круглых отверстий 34 (для крепления профиля к потолку здания при монтаже подвесного потолка). Количество комплектов отверстий зависит от заданной длины профиля и шага между креплениями профиля к потолочным подвесам (потолочный подвес - элемент, с помощью которого профиль подвешивается к потолку здания при монтаже подвесного потолка), при этом на силовом стане каждый комплект отверстий пробивает одна силовая установка 11, оснащенная горизонтальным штампом с гидроцилиндром. Если необходимо выполнение "n" комплектов отверстий, силовой стан содержит "n" силовых установок 11 для пробивки, которые работают одновременно и синхронно.
Одновременно с пробивкой отверстий силовой стан при помощи силовых установок, содержащих комбинированные горизонтальные штампы с двумя гидроцилиндрами, производят формирование из стенки 14 профиля. Каждая силовая установка формирует по два симметричных торцевых соединительных элементов ("замков") с вырубкой их по контуру на заданной длине, то есть одновременную с формированием "замков" отрезку профилей заданного количества и заданной длины каждый.
Таким образом, непрерывная заготовка разрезается, причем один из двух сформированных торцевых соединительных элементов ("замков") принадлежит концу одного потолочного профиля, а второй торцевой соединительный элемент - началу следующего профиля заданной длины. То есть за один рабочий цикл линия выдает, например, шесть профилей.
Двухпозиционный поворотный разматыватель 3 содержит два разжимных сегментных барабана 16 для рулонов ленты. Разжимные барабаны 16 закреплены на консолях валов 17, установленных в корпусах на поворотной платформе 18 разматывателя. Поворотная платформа имеет возможность поворачиваться относительно своей вертикальной оси.
На валах разжимных барабанов 16 установлены тормозные муфты.
Каждый разжимной барабан 16 выполнен в виде наружных сегментов, на которые надевается рулон полосовой заготовки 12 (ленты), и корпуса, состоящего из подвижной и неподвижной частей.
На каждом сегменте с помощью винтовой пары винт - гайка закреплены съемные стойки 19. Съемные стойки 19 связаны с гайками и при вращении винта снимаются с сегмента.
Поворотная платформа 18 установлена на оси с возможностью вращения вокруг нее. На поворотной платформе установлен корпус, в котором закреплен фиксатор 20, предназначенный для фиксации поворотной платформы в двух рабочих положениях. Фиксатор выполнен подпружиненным с помощью пружины, удерживающей его в соответствующем гнезде, выполненном в платформе 18. Для отжатия пружины и вывода фиксатора из гнезда устройство снабжено ножной педалью 21, закрепленной на осях. Предварительно раздвижной барабан 16 освобождается от съемных стоек 19 (вращением винта), а сегменты раздвигаются с помощью винтового механизма, винт которого вращается рукояткой, до достижения нужного диаметра. Затем на раздвижной барабан 16 надевается рулон полосовой заготовки 12, стойки 19 возвращаются на место. Конец ленты заготовки 12 заправляют в подающую клеть профилегибочного стана. По завершении размотки одного из рулонов ногой нажимают на ножную педаль 21. Фиксатор 20 выводится из гнезда поворотной платформы. Затем поворотную платформу вручную разворачивают на угол 180o до достижения вторым раздвижным барабаном рабочего положения. Педаль отпускают, фиксатор 20 под действием пружины входит во второе гнездо поворотной платформы, фиксируя ее новое положение. На освободившийся раздвижной барабан надевают следующий рулон.
Приемный блок 6 содержит демпфирующее устройство 4, представляющее собой подпружиненный ролик 22 и направляющие ролики 23. Вертикальные клети 5 приемного блока 6 включают в себя ролики 24, имеющие возможность перемещаться по винтам 25 в вертикальном направлении.
Профилегибочный стан управляется с помощью пульта управления 26. Программный пульт управления 26 обеспечивает заданную скорость перемещения профильной заготовки и длину общей заготовки для "n" профилей, поступающей на силовой стан.
В многоклетьевом профилегибочном стане 8 по переходам из клети 1 к клети 10 при помощи профилирующих роликов 28 осуществляется профилирование Т-образного сечения профиля с утолщением в основании стенки 14 профиля в виде замкнутого полого утолщения 44.
Каждая секция многоклетьевого профилегибочного стана 8 имеет индивидуальный электропривод 9, передающий вращение через клиновидную цепную и зубчатые передачи полумуфтам 27 карданного типа, которые передают вращение профилирующим роликам 28 рабочих клетей этой секции.
С 11-й по 15-ю рабочую клеть многоклетьевого профилегибочного стана 8 производится подкатка облицовочной полосы 15 (например, изготовленной из металла) на горизонтальную полку 13 и подгибку краев облицовочной полосы 15 с охватом краев горизонтальной полки 13.
Кроме того, на 11-м переходе (клеть 11) профилегибочного стана 8 установлено сшивное устройство 10, обеспечивающее "сшивку" стенки 14 из смыкаемых участков заготовки 12 профиля. В сшивном устройстве 10 на вертикальных валах 29 установлены специальные диски 30 с зубчиками для нанесения насечек на смыкаемых вертикальных стенках.
Силовой стан, размещенный за многоклетьевым профилегибочным станом 8, содержит устройства базирующие 32 в виде двух роликов на кронштейнах между силовыми установками 11 по оси движения профиля.
Рабочими узлами силового стана служат силовые установки 11, привод которых осуществляется от единой гидросистемы 33. Силовые установки 11 содержат горизонтальные сменные штампы для пробивки комплекта отверстий (34 - для подвеса профиля к потолку, 35 - для соединения со смежным профилем) и силовые головки 36 с комбинированными сменными горизонтальными штампами - для формирования торцевых соединительных элементов 37 ("замков") и отрезки профилей на заданную длину.
Готовые профили поступают на стол приемный 38 на металлической раме с направляющими планками регулируемой высоты.
Линия работает следующим образом.
Линия комплектуется нужным по расчету количеством силовых установок 11 для пробивки отверстий и нужным количеством силовых установок 36 для формирования торцевых соединительных элементов - "замков" и вырубки расчетного количества профилей.
Устанавливаются разматыватели 1 и 3 рулонов в исходное рабочее положение.
На разматывателе 1 устанавливается заготовка 15 - лента металлическая с лакокрасочным покрытием заданного цвета для облицовки горизонтальной полки 13 профиля.
Рулон плотно поджимается прижимами 39 к стойкам 40 и фиксируется в рабочем положении специальными фиксаторами. Плавное разматывание обеспечивается ленточным тормозом 41 на валу 42.
На сегменты раздвижного барабана 16 двухпозиционного поворотного разматывателя 3 устанавливаются рулоны полосовой заготовки 12 - оцинкованной металлической ленты и фиксируются в рабочем положении. Плавное разматывание обеспечивается тормозными муфтами.
До автоматического включения облицовочная заготовка 15 вручную заправляется в направляющие ролики 2, установленные на кронштейнах над линией. Основная полосовая заготовка 12 заводится в блок приемный 4 через ролик 22 демпфирующего устройства и направляющие ролики 23.
Двухпозиционный поворотный разматыватель 3 устанавливается в рабочее положение для использования одного из рулонов. Второй рулон используется, когда заканчивается лента первого рулона. Операция замены рулона производится вручную.
Автоматический режим работы линии включается на пульте управления 26.
Металлическая лента (полосовая заготовка 12) с двухпозиционного разматывателя 3 через приемный блок 4, через направляющий ролик 23 демпфирующего устройства, через ролики 24 вертикальной рабочей клети 5 поступает на профилегибочный стан 8.
Профилегибочный стан 8 состоит из нескольких секций с электроприводом, вращение от которого передается на полумуфты карданного типа 27, каждая из которых передает вращение рабочим профилирующим роликам 28. Поверхность профилирующих роликов обеспечивает холодную гибку ленты по технологической схеме на фиг. 10, 11, 12, 13, где с 1-й по 10-ю клеть (всего 15 клетей) производят формирование основного потолочного профиля. На 11-ом переходе осуществляется смыкание вертикальных стенок заготовки профиля и образование горизонтальной полки 13. На этом же переходе профилегибочного стана 8 сшивное устройство 10 специальным набором дисков, установленных на вертикальных валах 29, делает насечки на стенке 14 профиля для более плотного примыкания частей стенки между собой.
С 11 по 15 клеть ролики профилегибочного стана обжимают горизонтальную полку профиля облицовочной лентой 15 и подгибают края ленты внутрь профиля.
Из профилегибочного стана готовую непрерывную заготовку Т-образного профиля через узел 31 счетчика длины заготовки подают в стан силовой 43.
На силовом стане 43 в заданном автоматическом режиме за один цикл работы силовых установок 11 с приводом от единой гидросистемы 33 при помощи встроенных горизонтальных штампов пробивают крепежные отверстия 34 для крепления профилей к потолку и отверстия 35 для смежного крепления профилей между собой с шагом 300 мм одновременно в 3-х профилях длиной 1200 мм, и при этом 7 силовых головок 36 встроенными комбинированными горизонтальными штампами формируют торцевые соединительные элементы 37 профилей - "замки" и вырубают по их контуру готовые Т-образные профили (отрезают) 3 шт. без отверстий длиной по 600 мм.
Таким образом, линия выдает на приемный стол 6 профилей: три - длиной по 1200 мм с шагом между комплектами отверстий 300 мм, и три - длиной по 600 мм (без отверстий).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ УГЛОВОГО СЕТЧАТОГО | 2003 |
|
RU2240194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СЕТЧАТЫЙ ПРОФИЛЬ ДЛЯ КАРКАСА МЕЖКОМНАТНЫХ ПЕРЕГОРОДОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2393041C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Способ изготовления элемента осадительного электрода электрофильтра | 2019 |
|
RU2701305C1 |


Изобретение относится к обработке металлов давлением, в частности к автоматическим линиям для производства профиля Т-образного поперечного сечения с горизонтальными полками, облицованными снаружи лентой заданного цвета, например металлической лентой с лакокрасочным покрытием или пластиковой лентой. Линия содержит двухпозиционный разматыватель полосовой заготовки, приемный блок, разматыватель рулона облицовочной заготовки, многоклетьевой профилегибочный стан и силовой стан, расположенный за многоклетьевым профилегибочным станом, при этом последний снабжен сшивным устройством для стенки изготавливаемого профиля, а силовой стан выполнен из силовых установок со встроенными штампами для пробивки отверстий в стенке изготавливаемого профиля и силовыми установками для формирования торцевых соединительных элементов изготавливаемого профиля. Упрощается конструкция, расширяются технологические возможности, снижается трудоемкость. 8 з.п.ф-лы, 24 ил.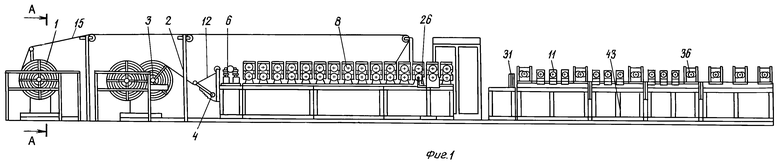
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| US 4094056, 13.06.1978 | |||
| Вибрационное устройство для транспортирования штучных изделий | 1985 |
|
SU1261864A1 |
| SU 12444825 A, 10.06.1999 | |||
| ТРИШЕВСКИЙ И.С | |||
| Перфорированные профили | |||
| - М.: Металлургия, 1972, с.97. | |||

