Изобретение относится к устройству для обработки продольных кромок движущегося плоского металлического изделия, например при зачистке кромок лент, снятии фасок, заусенцев, и может быть использовано на металлургических и машиностроительных предприятиях для последующего изготовления из этих полос трубчатых изделий или шлангов.
Известно устройство для строгания кромок листовых заготовок, содержащее основание с установленным на нем подпружиненным резцедержателем и закрепленным в последнем инструментом (патент РФ N 2027560, кл. В23D 1/26, 1989).
Хотя это устройство и позволяет обрабатывать кромки ленты, но оно не предназначено для снятия фасок с продольных кромок ленты.
Наиболее близким по технической сущности и достигаемому результату является устройство для обработки кромок движущейся полосы, содержащее основание, средства установки и закрепления режущего инструмента, расположенные по обеим сторонам полосы, подающий полосу механизм, направляющую, расположенную за подающим механизмом и резьбовую тягу (патент РФ 2056225 по кл. В23D 1/26 от 1992 г.)
Хотя это устройство и позволяет обрабатывать обе продольные кромки изделия, но оно не предназначено для снятия на нем фасок одновременно сверху и снизу.
Технический результат, на достижение которого направлено заявляемое техническое решение, заключается в расширении технологических возможностей и упрощении конструктивного исполнения самого устройства с одновременным обеспечением возможности обработки кромок как сверху, так и снизу изделия и исключением его разрывов за счет предотвращения образования волн пред обрабатываемой зоной.
Указанный технический результат достигается тем, что устройство для обработки продольных кромок движущегося плоского металлического изделия, содержащее основание, средства установки и закрепления режущего инструмента, расположенные по обеим сторонам плоского металлического изделия, механизм, подающий изделие и расположенный перед устройством, снабжено механизмом прижима изделия в средней его части, двумя механизмами поджима изделия в зоне обработки его кромок, а основание выполнено в виде верхней и нижней плит, между которыми расположено с возможностью продольного перемещения плоское металлическое изделие, и центрирующим механизмом, который выполнен в виде винта с правой и левой резьбой, вилкой и регулировочным средством, взаимодействующим с вилкой, средства же установки и закрепления режущего инструмента взаимодействуют с правой и левой частями винта с возможностью перемещения навстречу друг другу или в противоположные стороны.
Кроме этого, средства установки и закрепления режущих инструментов размещены в стаканах, соединенных с верхней и нижней плитами, одно из которых расположено над верхней плитой, а другое - под нижней плитой. Устройство также снабжено резьбовой тягой, которая соединена одним концом со средством закрепления режущего инструмента, а другим - с дном стакана, в дне которого выполнено сквозное отверстие и через него проходит хвостовик резьбовой тяги для подъема-опускания режущего инструмента, и средствами настройки режущего инструмента на требуемую толщину снимаемой стружки, выполненными в виде индикаторов с плоскими наконечниками и взаимодействующими с ними стержнями, при этом стержни жестко соединены со средствами закрепления режущих инструментов, которые выполнены в виде протяжек, а механизм прижима полосы в средней части установлен перед средством установки и закрепления режущих инструментов. Механизм прижима изделия в середине выполнен в виде пустотелого корпуса, роликодержателя с прижимным роликом, гайки с хвостовиком и пружины между ними, а механизмы поджима полосы в зоне обработки продольных кромок расположены между средством установки и закрепления режущих инструментов и механизмом прижима полосы в средней ее части. Механизмы поджима полосы в зоне обработки продольных кромок установлены над и под обрабатываемой полосой, причем каждый из механизмов поджима изделия в зоне обработки ее продольных кромок выполнен в виде цилиндра, внутри которого расположены прижимной элемент, гайка с хвостовиком и пружина между ними.
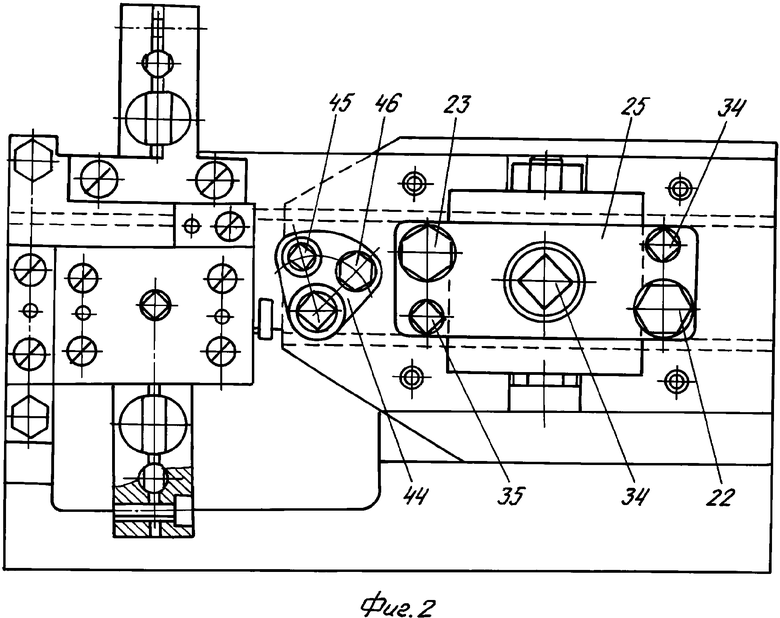
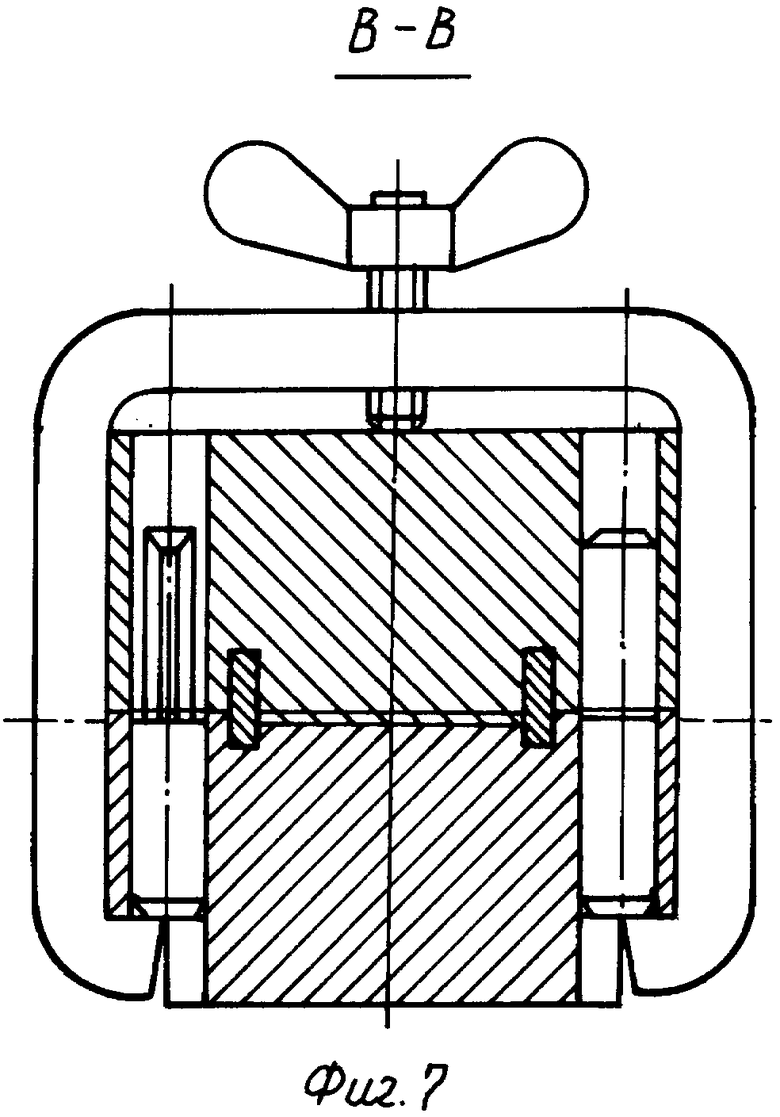
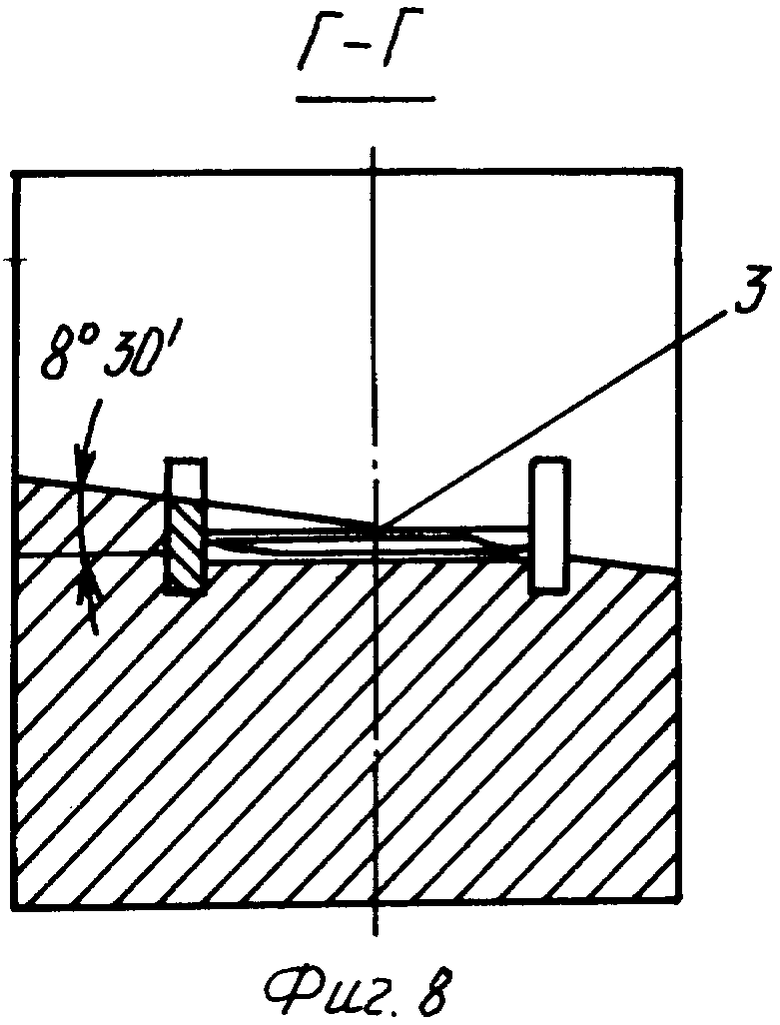
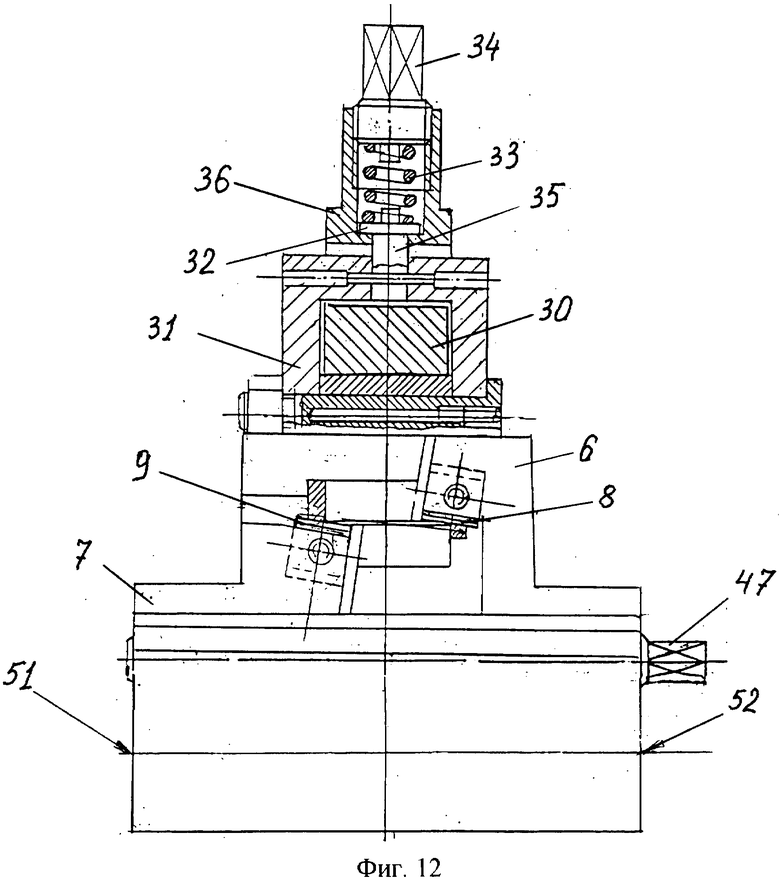
Предлагаемое устройство для обработки продольных кромок движущегося плоского металлического изделия поясняется чертежами, где на фиг.1 изображен вид спереди на устройство с вертикальной настройкой для обработки продольных кромок движущегося плоского металлического изделия режущими протяжками одновременно снизу и сверху; на фиг.2 - предлагаемое устройство, вид сверху; на фиг.3 - сечение А-А фиг.1; на фиг.4 - вид Б фиг.1; на фиг.5 - вид спереди на средство предварительной подготовки кромок изделия (ленты) для установки в предлагаемое устройство; на фиг.6 - вид сверху на средство подготовки кромок изделия; на фиг.7 - сечение В-В на фиг.5; на фиг.8 - сечение Г-Г на фиг.5; на фиг.9 - сечение Д-Д на фиг.5; на фиг.10 - вид спереди устройства с горизонтальной настройкой; на фиг.11 - вид сверху на устройство с горизонтальной настройкой; на фиг.12 - вид сбоку на устройство с горизонтальной настройкой; на фиг.13 - разрез Е-Е фиг.10.
Устройство для обработки продольных кромок движущегося плоского металлического изделия состоит из основания (фиг.1, 3, 10), выполненного с верхней 1 и нижней 2 плитами, между которыми расположено с возможностью перемещения плоское металлическое изделие (полоса, лента) 3, средства установки и закрепления режущих инструментов, расположенных по обеим сторонам изделия, средства настройки режущих инструментов на требуемую толщину снимаемой стружки и подающего изделие механизма (на чертеже условно не показанного), механизма прижима изделия в средней его части и двух механизмов для поджима изделия в зоне резания (снятия фасок как сверху, так и снизу изделия).
Средства установки режущих инструментов выполнены в виде жестко соединенных с верхней и нижней плитами 1 и 2 стаканов 4 и 5 (фиг.4), обращенных своими краями к изделию. Внутри стаканов установлены средства 6 и 7 закрепления под острым углом к вертикали режущих инструментов 8 и 9, выполненных в виде инструментодержателей (резцедержателей), причем один из них 8 установлен над основанием (плитой 1) и металлическим изделием 3, а другой 9 под изделием. В днище каждого из стаканов выполнены сквозные отверстия 10 и 11 и в них установлены гайки с хвостовиками 12 и 13, взаимодействующими с резьбовыми тягами 14 и 15, жестко соединенными одними (внутренними) концами со средствами 6 и 7 установки и закрепления режущих инструментов 8 и 9, при этом другие их концы выступают над стаканами, пройдя через отверстия 10 и 11 в днищах стаканов 4 и 5, заканчиваются хвостовиками 12 и 13, вращением которых обеспечивают настройку режущего инструмента на требуемую толщину снимаемой стружки.
Настройка режущего инструмента на требуемую толщину снимаемой стружки осуществляется с помощью устройства, выполненного в виде индикаторов 16 и 17 с плоскими наконечниками 18 и 19, упираемыми в стержни 20 и 21, жестко соединенные со средствами 6 и 7, в которых закреплены режущие инструменты 8 и 9. Режущие инструменты могут быть выполнены и в виде протяжек, по меньшей мере, с двумя зубьями.
Эти средства настройки режущего инструмента на требуемую толщину снимаемой стружки с так называемой «вертикальной настройкой» предназначены для опытно-констукторских работ, отработки оптимальных режимов резания при образовании продольных кромок на движущемся плоском металлическом изделии, а также при обработке изделий в малых количествах, например, в мелкосерийном производстве.
Для запуска устройства для обработки продольных кромок движущегося плоского металлического изделия (ленты, полосы) в работу необходимо предварительно подготовить кромки для установки ленты (полосы) в зону обработки с помощью средства, расположенного между устройством и механизмом подачи.
Средство подготовки кромок для установки изделия в зону обработки кромок выполнено в виде двух частей 20 и 21 (фиг.5-9), взаимодействующих между собой по линии разъема и зафиксированных от взаимного перемещения штифтами 22 и 23.
Обе части средства подготовки кромок выполнены с проточками 24 и 25, обеспечивающими возможность предварительной обработки ленты, заключающейся в снятии, например, напильником или любым другим известным средством фаски в местах выполнения проточек (фасок) для обеспечения установки и настройки протяжек.
Перед средством установки и закрепления режущих инструментов установлены механизмы прижима изделия в средней его части и два - для поджима изделия в зоне резания (снятия фаски).
Механизм прижима изделия (металлической полосы) 3 в средней его части установлен на верхней плите 1 (фиг.1, 3, 10, 12) и с помощью винтов 26 и 27 закреплен на ней. Механизм выполнен в виде прямоугольного пустотелого корпуса 28 с крышкой 29 и прижимного ролика 30, который установлен в роликодержателе 31. Сверху на крышке 29 установлен цилиндр 32, внутри которого расположены пружина 33, гайка с хвостовиком 34 и элемент 35, например, квадратной формы, соединяющий опору 36 пружины 33 с роликодержателем 31. В роликодержателе 31 установлен ролик 30 с обеспечением возможности свободного его вращения, а сам роликодержатель 31 установлен в пустотелом корпусе 28 с обеспечением свободного перемещения вдоль стенок корпуса при вращении гайки с хвостовиком 34 и с ограничением поворота роликодержателя 31 относительно стенок за счет ограничителя 37, закрепленного на внутренней стенке корпуса 28.
В стенках корпуса дополнительно винтам 26 и 27 установлены регулировочные винты 38 и 39.
Механизмы поджима изделия 3 в зоне снятия фасок как сверху изделия (ленты), так и снизу выполнены в виде цилиндра 40 (фиг.1), частично утопленного в теле плиты 1. Другой механизм поджима ленты в зоне снятия фасок, расположенный снизу, повторяет механизм поджима ленты, устанавливаемый над основанием (плитой 1) и лентой. Внутри цилиндра 40, в верхней его части, расположены гайки с хвостовиками 41, а в нижней его части - элемент поджима 42, например, квадратного сечения. Между гайкой 41 и элементом поджима 42 установлена пружина 43. Цилиндр 40 выполнен с фланцем 44 (фиг.2) в виде сегмента. Фланец 44 дополнительно зафиксирован на плите соединением 45 и регулировочным резьбовым соединением 46, обеспечивающим прижатие и ослабление воздействия элемента поджима 42 на изделие (ленту) 3.
Средства настройки режущего инструмента на требуемую толщину снимаемой стружки с так называемой «горизонтальной тангенциальной настройкой» предназначены для использования в крупносерийном и массовом производстве и выполнены в виде винта 47 (фиг.10, 12 и 13) с правой и левой резьбой, вилки 48 и регулировочного средства 49 и 50, взаимодействующего с вилкой 48, а средства установки и закрепления 6 и 7 режущего инструмента 8 и 9 взаимодействуют соответственно с правой и левой частями винта с возможностью перемещения как навстречу друг другу, так и в противоположные стороны. После выведения средств установки и закрепления 6 и 7 режущего инструмента производят фиксацию регулировочных средств 49 и 50 винтами 51 и 52. При этом механизмы прижима плоского металлического изделия 3 в средней его части и поджима в зоне снятия фасок как сверху изделия, так и снизу выполнены аналогично механизмам прижима и поджима в устройстве с вертикальной настройкой.
Устройство работает следующим образом.
Плоское металлическое изделие (полосу) 3 с подающего механизма (условно не показанного на чертеже), выполненного, например, в виде барабана, разматывают и заправляют в средство подготовки кромок для установки изделия в зону обработки кромок, предварительно разведя в разные стороны две его половины. Затем две половины средства подготовки кромок фиксируют от взаимного перемещения штифтами.
После этого полосу 3 в местах расположения проточек (фиг.5-9) обрабатывают, например, под углом 8,5° как сверху полосы, так и снизу полосы, например напильником или любым другим известным средством, с образованием фасок для облегчения процесса установки и настройки протяжек на требуемую глубину снятия стружки.
Настройку средства режущего инструмента на требуемую толщину снимаемой стружки при «вертикальной настройке» осуществляют вращением резьбовых тяг 14 и 15 (фиг.4) и подъемом (опусканием) инструментодержателей 6 и 7 и последующим нежным (мягким) опусканием (подъемом) их до контакта инструментов с кромками верхней 1 и нижней 2 плит и выставлением стрелок индикаторов 16 и 17 на «ноль». Затем резцедержатели с инструментами поднимают (опускают) на толщину снимаемой стружки с кромок полосы. Величину отведения инструментов от кромок плит осуществляют и контролируют по показаниям индикаторов 16 и 17.
Настройку средства режущего инструмента на требуемую толщину снимаемой стружки при «горизонтальной тангенциальной настройке» осуществляют вращением винта 47 (фиг.10, 12 и 13) с предварительным выставлением на продольную ось плоского металлического изделия (полосы, ленты) 3 с помощью регулировочного средства 49 и 50, взаимодействующего с вилкой 48, соединенной с винтом 47.
После соединения конца ленты, выходящий из устройства, с барабаном (условно не показанном на чертеже), на который наматывают металлическую ленту (полосу), и расположения над полосой 3 в местах расположения на ней предварительных фасок инстументодержателей 6 и 7 с инструментами (протяжками) включают привод подачи полосы (изделия) и производят снятие фасок с продольных кромок движущейся ленты (полосы), например, с левой стороны снизу, а справой стороны сверху.
Перед намоткой ленты 3 с обработанными (снятыми) фасками на барабан для готовой продукции последнюю пропускают под прижимными элементами 42 (фиг.1, 10) и под прижимным роликом 30 (фиг.1-3) путем откручивания хвостовиков 41 и 34 и регулировочных соединений 38, 39 и 46. За счет закрепления ленты на барабане готовой продукции и закручивания гаек с хвостовиками 34 и 41 обеспечивается надежный прижим и поджимы металлической полосы (ленты) к плите и предотвращается «вспучивание» (образование волнистости) ленты.
Реализация заявленного устройства для обработки продольных кромок движущегося плоского металлического изделия позволяет расширить технологические возможности устройства и упростить его конструктивное исполнение с одновременным обеспечением возможности обработки кромок как сверху, так и снизу ленты, с одновременным обеспечением чистоты обработки ленты и предотвращения ее разрывов за счет предотвращения образования волн перед обработкой металлической полосы (ленты). Кроме этого, предложенная конструкция обработки продольных кромок движущегося плоского металлического изделия может быть использована не только в мелкосерийном производстве, но и при массовом изготовлении трубчатых изделий, например шлангов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛОСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2481185C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛОСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2619651C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ СНЯТИЯ ФАСОК И ЗАУСЕНЦЕВ НА КРОМКАХ ОТВЕРСТИЙ | 1999 |
|
RU2163859C2 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ СВЕСОВ, НАПРИМЕР, ФАНЕРЫ С ОБЛИЦОВАННЫХ ЗАГОТОВОК | 1972 |
|
SU435606A1 |
| Абразивный инструмент | 1987 |
|
SU1426768A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| СПОСОБ РАЗРЕЗАНИЯ СНАБЖЕННЫХ УСИЛИВАЮЩИМИ ПРОКЛАДКАМИ ЛЕНТ И УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ ТАКИХ ЛЕНТ | 1996 |
|
RU2159177C2 |
| Шлифовальный шпиндель | 1977 |
|
SU859131A1 |
| Устройство для сверления и снятия фасок | 1981 |
|
SU994154A1 |
| ВВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2007 |
|
RU2355493C1 |








Устройство предназначено для подготовки изделия к сварке и содержит основание, средства установки и закрепления режущего инструмента, расположенные по обеим сторонам плоского металлического изделия, механизм, подающий изделие и расположенный перед устройством. Для расширения технологических возможностей оно снабжено механизмом прижима изделия в средней его части и двумя механизмами поджима изделия в зоне обработки его кромок. Основание выполнено в виде верхней и нижней плит, между которыми расположено с возможностью продольного перемещения плоское металлическое изделие. 12 з.п. ф-лы, 13 ил.
| RU 2056225 С1, 20.09.1991 | |||
| Станок для обработки стальных лент для пластинчатых щупов | 1931 |
|
SU34256A1 |
| Устройство для обработки кромки ленты | 1978 |
|
SU680821A1 |
| УСТРОЙСТВО ДЛЯ СТРОГАНИЯ КРОМОК ЛИСТОВЫХ ЗАГОТОВОК | 1989 |
|
RU2027560C1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ И ОТЛИВОК | 2001 |
|
RU2185926C1 |

