Настоящее изобретение относится к способу управления и/или регулирования промышленного процесса согласно родовому понятию пункта 1 формулы изобретения.
При управлении различными процессами в промышленности, например при управлении или регулировании участка охлаждения, размещенного за полосовым станом горячей прокатки, возникает проблема, состоящая в том, что, как правило, измерение может проводиться только на входе участка и в конце участка, но невозможны никакие промежуточные измерительные позиции. Однако подобные участки могут быть очень длинными, как, например, участок охлаждения полосового стана горячей прокатки, при котором горячекатанная полоса на относительно большой длине орошается охлаждающей водой и за счет этого должна охлаждаться. Из-за этого возникает проблема, состоящая в том, что значения, измеренные в конце участка охлаждения, лишь с очень большим временем запаздывания могут быть преобразованы в параметры регулирования для регулирования участка, и для распределенных по участку исполнительных элементов в распоряжение предоставлены лишь параметры регулирования, вычисленные на основе значений, измеренных в начале и в конце участка, но непромежуточные значения.
Для этого в технике регулирования вообще является известным на основе известных физико-математических взаимосвязей установить модель участка и посредством модели вычислять расчетные значения для регулирования или, при необходимости, задающие воздействия для управления. Подобный способ описан, например, в патенте ЕР 1244816 В1. При этом размещенный за полосовым станом горячей прокатки участок охлаждения регулируется с помощью физико-математической модели, в которую заложен процесс охлаждения и которая в качестве входных параметров получает параметры материала прокатываемой полосы, а также измеренные температуры в начале и в конце участка охлаждения. С помощью модели и вычисленных при этом температур определяются установки вентилей для размещенных вдоль участка охлаждения вентилей орошения охлаждающей водой. Эти значения с помощью измеренных в конце участка охлаждения значений температур моталки корректируются согласно дополнительной, основанной на физических взаимосвязях логике, чтобы таким образом определить процесс охлаждения, который максимально приближен к фактическому процессу охлаждения, и иметь возможность осуществления соответствующего регулирования участка охлаждения.
При этом было установлено, что входные параметры физико-математической модели могут содержать не все параметры, являющиеся решающими для процесса охлаждения, по меньшей мере, не с достаточной точностью, чтобы с оптимальной точностью рассчитывать охлаждение, проявляющееся при фактических условиях изготовления. Поэтому было предложено оптимизировать вычисление расчетных фактических значений посредством физико-математических моделей при подобных способах управления или регулирования с помощью статистических методов.
Соответствующий способ регулирования промышленного процесса, а именно участка охлаждения полосового стана горячей прокатки, известен из патентной заявки DE 102 03787 А1. При этом используется тот факт, что физико-математическая модель участка охлаждения в интервале времени охлаждения охлаждаемой полосы металла непрерывно корректируется, причем в конце этого времени охлаждения для каждой полосы устанавливается оптимальный корректирующий коэффициент. Этот корректирующий коэффициент теперь вместе с входными параметрами модели, а именно параметрами материала прокатываемой полосы и температурами или ходом температуры в местах измерений, сохраняется в блоке данных продукта и предоставляется при охлаждении прокатываемого листового металла для коррекции охлаждаемого затем листового металла. Если сохранено достаточно подобных блоков данных продукта, то при новом процессе охлаждения для коррекции физико-математической модели можно обращаться к имеющимся блокам данных продукта. При этом можно затем выбирать блоки данных с параметрами, по возможности подобными вновь прокатываемому листовому металлу, и эмпирически определенные и сохраненные корректирующие коэффициенты привлекать для коррекции модели для процесса охлаждения нового прокатываемого листового металла.
Для выбора подходящего или подходящих блоков данных продуктов или взвешенного расчета статистически скорректированного корректирующего коэффициента имеются различные статистические методы, например описанная во вводной части DE 102 03787 А1 адаптация с помощью таблиц наследования или с помощью нейронных сетей, а также расчет корректирующего коэффициента на основе корректирующих коэффициентов охлажденных перед этим прокатанных полос, взвешенных согласно их сходству с новой охлаждаемой прокатываемой полосой.
Этот способ показывает при многих управляемых или регулируемых процессах, в частности в случае участка охлаждения полосового стана горячей прокатки, наилучшие до сих пор результаты.
Исходя из этого, задачей настоящего изобретения является усовершенствовать способ вышеуказанного типа таким образом, чтобы он проявлял более высокую точность и/или мог применяться в более широком диапазоне использования.
Эта задача решается признаками пункта 1 формулы изобретения.
Изобретателями найдено, что для управления или регулирования процесса или промышленной установки, как, например, участка охлаждения полосового стана горячей прокатки, должны учитываться многие факторы влияния, чтобы достичь оптимальных результатов. Однако часто в распоряжение предоставляется только измерение одной величины или малого количества величин, чтобы служить в качестве входного параметра для модели, в то время как для коррекции вычислений на модели решающими являются два или более факторов влияния. Поэтому в соответствии с изобретением предложен способ, с помощью которого с М возможными измеренными значениями определяются N корректирующих коэффициентов для вычисления на модели, причем N > M.
Этот способ особенно пригоден для точного регулирования участка охлаждения полосового стана горячей прокатки. Здесь первый фактор влияния зависит от теплопередачи от соответствующей полосы к окружающей среде, а второй фактор влияния - от скорости фазового превращения соответствующей полосы, причем в качестве измеренного значения предоставлено в распоряжение только измерение температуры. Как обнаружено изобретателями, оба фактора влияния не могут согласно известному из DE 102 03787 А1 способу статистически корректироваться на основе сохраненных в блоках данных продуктов для прокатанных перед этим и охлажденных полос. Даже если оба фактора влияния или коррекции были бы сохранены в блоках данных продуктов, для определения двух неизвестных в локальной модели нового изготавливаемого продукта имеется только одно уравнение, так что получается множество математически возможных решений, но не устанавливается, какое из них является физически имеющим смысл. Также отыскание возможных решений при этом не ведет к достижению цели.
В соответствии с изобретением предложено описанный в ЕР 1244816 В1 способ усовершенствовать за счет того, что модель корректируется не только с некоторым числом первичных методов коррекции (в случае регулирования участка охлаждения полосового стана горячей прокатки с помощью корректирующего коэффициента, отражающего теплопередачу от охлаждаемого листового металла в окружающую среду), но и с некоторым числом вторичных корректирующих коэффициентов (в случае регулирования участка охлаждения с корректирующим коэффициентом, отражающим скорость фазового превращения в охлаждаемой полосе). Поскольку при этом в распоряжение предоставлено лишь некоторое количество измеренных значений для определения корректирующих коэффициентов, которое соответствует числу первичных корректирующих коэффициентов (в случае регулирования участка охлаждения одно измеренное значение, а именно температура или разность температур или ее ход), то, по меньшей мере, один или более вторичных корректирующих коэффициентов, предпочтительно также один или более первичных корректирующих коэффициентов, в соответствии с изобретением вычисляются численным способом посредством подходящих методов приближения или оптимизации или иных алгоритмов.
Способ обеспечивает при этом, в частности, в случае участка охлаждения полосового стана горячей прокатки, а также и в других сопоставимых процессах или установках хорошее решение, когда наряду с первичным фактором влияния, здесь, например, теплопередачей, принимаются во внимание другие факторы влияния при регулировании или управлении. Так до сих пор невозможно было, например в случае участка охлаждения при производстве высокоуглеродистых стальных полос, достичь никакого даже приблизительно удовлетворительного решения, так как влияние структурного превращения не учитывалось. Поэтому высокоуглеродистые стальные полосы производятся традиционно с худшим качеством температуры моталки. Только с помощью соответствующего изобретению способа удается посредством учета влияния фазовых превращений в охлажденной полосе или скорости структурных превращений в зависимости от условий процесса дополнительно к влиянию теплопередачи генерировать хорошее приближение для адаптации модели участка охлаждения.
Предпочтительным образом при этом корректирующие коэффициенты определяются из модели и одного или более измеренных значений с помощью, в частности, итерационного алгоритма оптимизации тем, что для каждого подлежащего определению посредством алгоритма корректирующего коэффициента задают множество тестовых значений и путем итеративного перебора пытаются отыскать наилучшее подходящее значение.
В качестве особенно предпочтительного при этом оказалось то, что если корректирующие коэффициенты определяются с помощью опыта, полученного в предыдущих обработках или изготовлениях. Для этого определенные при обработке или изготовлении каждого продукта опытные данные записываются в блок данных продукта вместе с входными параметрами для этого изготовления или обработки, например, связанными с продуктом параметрами или связанными с установкой параметрами.
В качестве опытных данных или опытных значений сохраняются теперь не выбранные при обработке или изготовлении продукта корректирующие коэффициенты, а информация, для какого множества корректирующих коэффициентов могут быть получены хорошие результаты. Для каждого нового или текущего обрабатываемого продукта корректирующие коэффициенты затем определяются не из корректирующих коэффициентов подобных полос, а из вышестоящей информации и/или других подходящих данных, которые определяются для каждого уже обработанного продукта или которые сохранены в соответствующих блоках данных продуктов.
Опытные значения при этом должны в каждом блоке данных продукта сохраняться таким образом, чтобы позже еще могли быть найдены все возможные решения для корректирующих коэффициентов. Только при изготовлении или обработке текущего продукта затем посредством совместного представления нескольких квалифицированных как подобные текущему продукту блоков данных продуктов определяются значения первичных и вторичных корректирующих коэффициентов, действительных для текущего продукта. Установление на конкретные значения для каждого корректирующего коэффициента осуществляется, таким образом, не непосредственно после изготовления соответствующего продукта и, тем самым, также не соответственно сохранению корректирующих коэффициентов, установленных на конкретное значение с блоком данных продукта для соответствующего продукта. Вместо этого корректирующие коэффициенты, которые соотнесены с блоком данных продукта, квалифицированным как подобный при изготовлении нового продукта, определяются только после определения подобных полос. Также было бы возможным определять некоторое число первичных и вторичных корректирующих факторов из блоков данных продуктов.
Предпочтительным образом с этим статистическим блоком из некоторого количества измеренных значений, которое меньше, чем количество факторов влияния, проводится статистическая коррекция вычисления на модели по нескольким направлениям, чтобы учесть все факторы влияния, хотя число измерений меньше, чем число направлений, в которых модель должна корректироваться.
В качестве входных параметров, подлежащих сохранению в блоке данных продукта для соответствующего продукта, в случае подлежащего регулированию участка охлаждения полосового стана горячей прокатки, применяются, например, содержание углерода, содержание марганца, толщина и ширина полосы, а также скорость поступательного движения полосы и т.д. Для каждого нового обрабатываемого продукта можно тогда соответствующие параметры сравнивать с параметрами сохраненных блоков данных продуктов, чтобы определить некоторое количество подобных блоков данных продуктов. При этом блоки данных продуктов могут сохраняться, например, в кольцевом ЗУ по принципу FIFO, причем, таким образом, наиболее старые блоки данных продуктов стираются, если больше нет места для новых блоков данных продуктов, так что всегда возможно использовать по возможности актуальные блоки данных продуктов для сравнения с текущими значениями продукта.
В предпочтительном дальнейшем развитии можно при этом, наряду с входными параметрами, определить некоторое число измеренных значений, соответствующее числу первичных корректирующих коэффициентов, и сохранить в соответствующем блоке данных продукта, в случае участка охлаждения, например, ход температуры моталки в конце участка охлаждения во времени или ход разности температур между температурой моталки и температурой на входе участка охлаждения. Из измеренных значений затем определяется желательная информация, из которой затем должны рассчитываться корректирующие коэффициенты для подлежащего изготовлению в будущем подобного продукта.
Это происходит, например, за счет того, что в качестве числа опытных значений в блоке данных продукта сохраняется некоторое число расчетных значений, вычисленных с использованием числа измеренных значений. При этом вычисление производится с помощью модели и сохраненных измеренных значений, причем задается множество тестовых значений для каждого из рассматриваемых корректирующих коэффициентов и проводится вычисление на модели, причем расчетные значения определятся, соответственно, как функция корректирующих коэффициентов и сохраняются. При изготовлении продукта, подлежащего обработке до последующего или более позднего продукта, расчетные значения, сохраненные в подобных блоках данных продуктов, используются для того, чтобы для этого продукта определить подходящие корректирующие коэффициенты, которые при подобных продуктах в целом обеспечивают наилучший результат. При этом может или могут, соответственно, расчетное значение или расчетные значения вставляться в измеренное(ые) значение(я), или измеренные значения могут отдельно в качестве собственного опытного значения сохраняться в соответствующих блоках данных продуктов.
В качестве альтернативы этому, вместо того чтобы расчетные значения сохранять как функцию корректирующих значений, также, соответственно, вычисляется кривая из измеренных значений, на которой расчетное значение, вычисленное на модели, согласуется с измеренным значением, причем кривая сохраняется как опытное значение. Для определения подходящих корректирующих коэффициентов для текущего подлежащего обработке или изготовлению продукта могут затем из определенных подобных блоков данных продуктов определяться желательные значения за счет того, что определяются точки пересечения кривых, сохраненных в подобных блоках данных продуктов. Из точек пересечения могут затем определяться корректирующие коэффициенты для текущего подлежащего обработке продукта, например, за счет формирования среднего значения как арифметически, так и со взвешиванием или иным подходящим образом.
Другой альтернативный способ отличается тем, что только при или незадолго перед изготовлением текущего продукта из опытных значений, сохраненных в определенных подобных блоках данных продуктов, затем проводятся вычисления на модели. В блоках данных продуктов требуется тогда сохранять только измеренное(ые) значение(я) в качестве опытных значений. Для определения корректирующих коэффициентов вновь задается множество тестовых значений для искомых корректирующих значений, и вычисления на модели проводятся повторно на основе заданных тестовых значений, так что получаются оптимальные значения для корректирующих коэффициентов.
Предпочтительным образом тестовые значения могут задаваться согласно математическому методу оптимизации, например методу, при котором формируется целевая функция, которая максимизируется или минимизируется.
Наконец, вычисление может быть усовершенствовано за счет того, что определенные корректирующие коэффициенты на основе текущих измеренных значений подстраиваются, например, посредством метода градиентного спуска.
Отдельные признаки форм выполнения согласно пунктам формулы изобретения могут, если это является целесообразным, комбинироваться любым образом. При этом, разумеется, очевидно, что вышеназванные и далее еще подлежащие обсуждению признаки могут применяться не только в указанных комбинациях, но и в других комбинациях или по отдельности, без отклонения от объема изобретения.
Предпочтительные формы выполнения изобретения далее поясняются с помощью приложенных чертежей, на которых показано следующее:
Фиг.1 - структура участка охлаждения, расположенного за полосовым станом горячей прокатки, и его регулирование;
Фиг.2 - диаграмма, из которой следует кривая охлаждения двух различных полос;
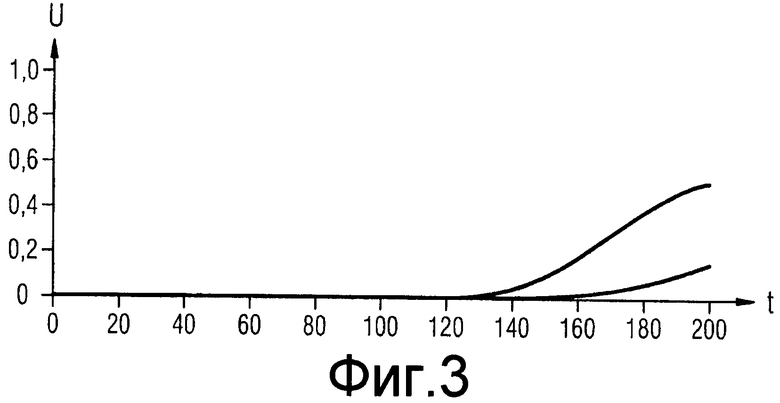
Фиг.3 - диаграмма, из которой следует временной ход степени структурного превращения двух полос;
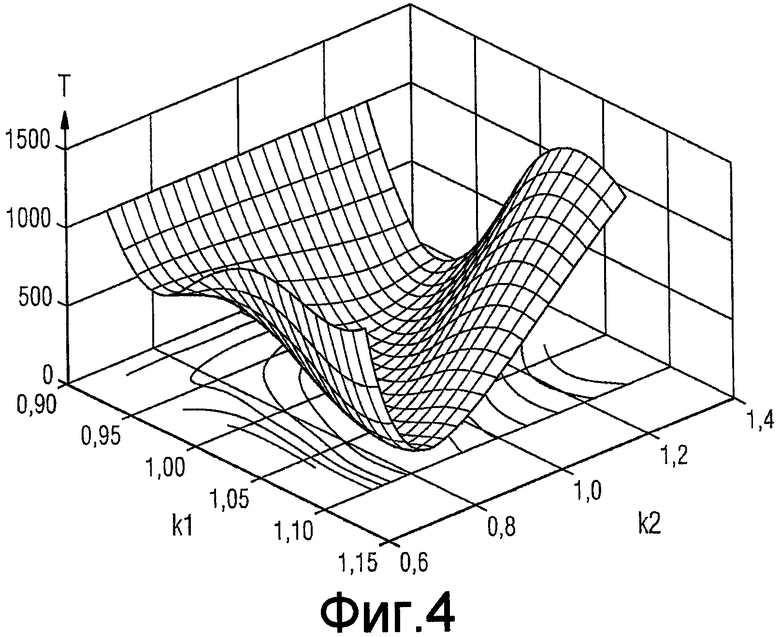
Фиг.4 - кривая, которая воспроизводит вычисленную на модели температуру для каждой пары подходящих корректирующих коэффициентов;
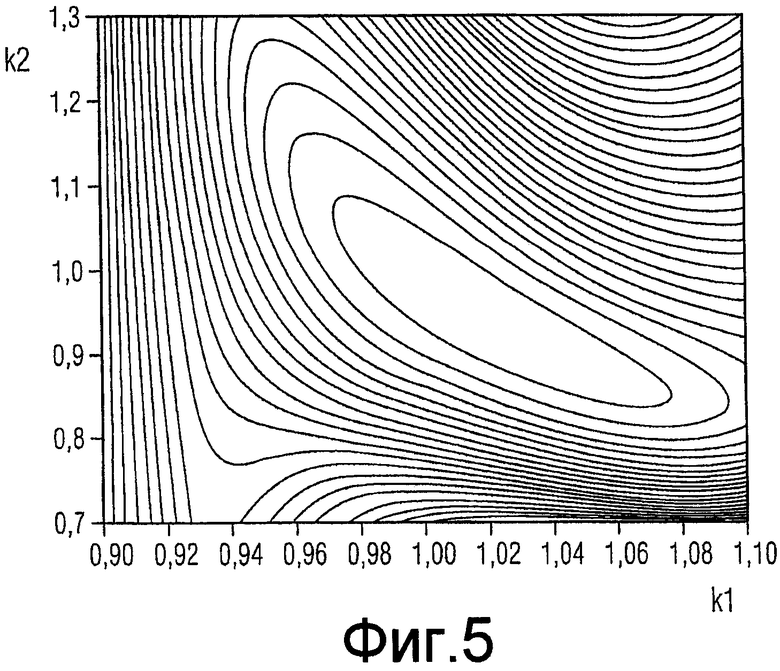
Фиг.5 - диаграмма, на которой представлены изотермы в плоскости, определяемой парой корректирующих коэффициентов;
Фиг.6 - блок-схема процесса для вычисления коррекции модели регулирования, применяемого для показанного на фиг.1 участка охлаждения.
Сначала ссылка будет дана на фиг.1. Фиг.1 взята из DE 1244816 В1 и модифицирована в соответствии с заявленным изобретением. Соответственно даются ссылки на этот патент.
Прокатываемая полоса 100 проходит, после того как она прошла через последнюю клеть прокатного стана, участок охлаждения, причем на обозначенном ссылочной позицией 2 месте измерения технологической линии измеряется входная температура TF, а на обозначенном ссылочной позицией 3 месте измерения температуры моталки измеряется выходная температура ТН. Между обоими местами измерений находятся группы вентилей 11, 11', 12, 12', 13, 13', 14, 14',…, которые совместно образуют участок 10 охлаждения. Измеренные температуры вводятся как разность температур TF-TH в физико-математическую модель 15 участка охлаждения. Наряду с этим на модель 15 в качестве входных параметров еще подаются параметры материала охлаждаемой в текущий момент полосы, например, содержание углерода С полосы 100, содержание марганца Mn полосы 100, а также толщина полосы d и факультативно скорость полосы и т.д.
С помощью модели 15 вычисляются теперь отдельные промежуточные значения для температуры по участку охлаждения, чтобы из этого иметь возможность установить положения вентилей для отдельных вентилей. Однако точность модели имеет границы, например, потому что не все параметры влияния точно известны. Например, теплопередача на поверхности стали и скорость превращения стали в зависимости от охлаждаемого материала известны лишь неточно. Поэтому определяются корректирующие коэффициенты для модели 15, которые обозначены через k1, k2, причем k1 обозначает корректирующий коэффициент, который модифицирует принятую в модели теплопередачу в полосе, а k2 - корректирующий коэффициент, который модифицирует принятую в модели скорость фазового превращения в полосе. Из модели 15, скорректированной посредством корректирующих коэффициентов k1, k2, вычисляется, таким образом, желательная кривая охлаждения полосы 100, обозначенная ссылочной позицией 30, а также кривая структурного состояния, которая обозначена ссылочной позицией 32. Затем с помощью кривой 30 охлаждения и/или кривой 32 структурного состояния регулируется участок охлаждения.
При этом следует указать на то, что на кривую охлаждения оказывает влияние скорость фазового превращения, и поэтому также влияние скорости фазового превращения структуры может включаться в кривую охлаждения, чтобы с ее помощью регулировать участок 10 охлаждения.
На фиг.2 показана подобная кривая охлаждения эталонной полосы, которая охлаждалась с несколько отличающимися установками вентилей. В зависимости от времени t на графике представлена температура Т. Можно видеть, что ход охлаждения эталонной полосы при различных установках вентилей отличается и, таким образом, зависит от установок вентилей.
На фиг.3 показано влияние установок вентилей на скорость превращения эталонной полосы при охлаждении. На диаграмме в зависимости от времени t представлена скорость структурного превращения U, причем кривая структурного состояния эталонной полосы изображена при несколько отличающихся установках вентилей. Можно видеть, что также имеют место отклонения в структуре обеих полос, что является нежелательным. Точность управления при этом зависит от того, насколько точно можно описать отклонения с помощью модели. При этом скорректированная модель предпочтительна.
Таким образом, для определения N=2 корректирующих коэффициентов k1, k2 в распоряжении имеется М=1 измерений (измеренные значения TF-TH) на полосу. Согласно данной форме выполнения изобретения для определения обоих корректирующих коэффициентов k1, k2 для изготавливаемого в текущий момент продукта, а именно катушки Pn или моталки с намотанной на нее охлажденной полосой 100, применяются сохраненные блоки данных продуктов для изготовленных до сих пор продуктов от P0 до Pn-1. Это поясняется со ссылками на фиг.4-6.
В блоках данных продуктов от P0 до Pn-1 каждого продукта может для этого сохраняться кривая, которая для различных пар значений корректирующих коэффициентов k1, k2 воспроизводит вычисленную на модели температуру. Пример подобной кривой показан на фиг.4. При этом от P0 до Pn-1 являются сохраненными блоками данных продуктов для ранее изготовленных продуктов, и Pn - еще подлежащий установлению блок данных продукта для текущего изготавливаемого продукта, который может затем применяться при изготовлении следующего продукта Pn+1.
На фиг.5 представлены изотермы кривых из фиг.4 в плоскости, определяемой корректирующими коэффициентами k1, k2. Можно видеть, что для каждой желательной температуры имеется некоторое множество подходящих пар значений k1, k2, которые лежат на изотермах. Также было бы возможным сохранение в форме, показанной на фиг.5.
Из сохраненных значений блоков данных продуктов от P0 до Pn-1 для предыдущих продуктов теперь определяются корректирующие коэффициенты k1, k2 для текущего, подлежащего изготовлению продукта Pn посредством просмотра согласно блок-схеме процесса, показанного на фиг.6. Ссылочной позицией 40 здесь обозначен блок памяти, в котором сохранены блоки данных продуктов для изготовленных до сих пор продуктов от P0 до Pn-1. Из этой памяти выбираются с помощью устройства 50 поиска подходящие, в частности, подобные изготавливаемому в настоящий момент времени продукту Pn блоки данных продуктов. Для этого блок 50 поиска сравнивает параметры материала (и факультативно производственной установки) текущего, подлежащего изготовлению продукта Pn с сохраненными блоками данных продуктов для ранее изготовленных продуктов от Pn-1 до P0.
В качестве параметров материала текущего, подлежащего изготовлению продукта Pn в представленном случае содержание углерода Cn, содержание марганца Mnn, а также толщина dn изготавливаемого в текущий момент продукта Pn сравниваются с соответствующими параметрами материалов, содержащимися в сохраненных блоках данных продуктов от P0 до Pn-1 для ранее изготовленных продуктов. На этой основе затем принимается решение, какие блоки данных продуктов рассматриваются как подобные (в представленном примере PD1, PD5, …), а какие нет. Подобные блоки данных продуктов PD1, PD5,… затем используются для вычисления корректирующих коэффициентов k1, k2 для изготавливаемого в текущий момент продукта и для этого вводятся в вычислительный блок 60. Вычислительный блок 60 вычисляет при этом решения таким образом, что он определяет минимумы функции согласно следующему уравнению:
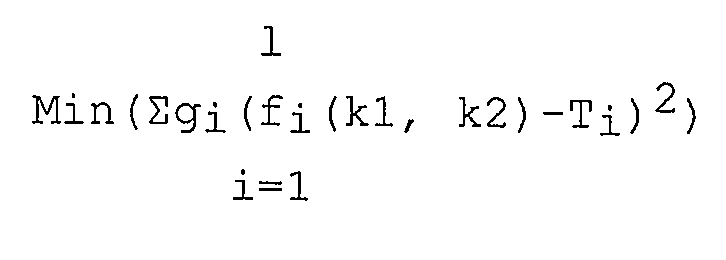
причем l - число подобных продуктов (в данном примере PD1, PD5, …),
gi - весовой коэффициент, который определяется возрастом соответствующего блока данных продукта,
fi(k1, k2) - соответствует сохраненному как функция корректирующих коэффициентов k1, k2 вычисленному значению по фиг.4,
Ti - соответствует фактически измеренной температуре соответствующего продукта.
На возраст блоков данных продуктов можно при этом дополнительно оказывать влияние, чтобы поддерживать влияние «дрейфа» неподдерживаемых параметров вследствие изменчивости установки, например из-за технического обслуживания или старения, по возможности малым. Однако в оптимальном случае этого не требуется. Поэтому возраст может учитываться, но необязательно.
В блок 80 наблюдения реального времени вводятся измеренные в текущий момент значения температуры TF-TH, так что в блоке 90 пост-вычисления на основе измеренного значения температуры TF-TH может осуществляться подстройка корректирующих коэффициентов k1, k2, например, с помощью метода градиентного спуска.
Подстроенные корректирующие коэффициенты k1post, k2post затем вводятся в блок 70 предварительного вычисления и могут использоваться для управления или регулирования участка.
После завершения изготовления изготавливаемого в текущий момент продукта Pn параметры материалов Tn, Mnn, dn, а также функция fn(k1, k2) температур, вычисленная для корректирующих коэффициентов, сохраняются в блоке данных продукта и подаются на блок 40 памяти. Позицией 95 при этом обозначена резервная память, чтобы служить в качестве защиты резервированием для памяти 40 данных продуктов.
Разумеется, в рамках изобретения возможны вариации и модификации представленного примера.


Изобретение относится к способу управления и/или регулирования промышленного процесса для изготовления или обработки продуктов. Техническим результатом является оптимизация адаптации модели участка охлаждения за счет учета влияния фазовых превращений в охлажденной полосе или скорости структурных превращений в зависимости от условий процесса. Способ содержит этапы, на которых: формируется физико-математическая модель промышленного процесса, посредством которой вычисляются управляющие параметры для управления или регулирования промышленным процессом, при изготовлении или обработке продукта определяется некоторое число (М) измеренных значений (TF-TH), модель корректируется некоторым числом (М) первичных корректирующих коэффициентов (k1), причем число (М) первичных корректирующих коэффициентов (k1) равно числу (М) измеренных значений (TF-TH), причем модель корректируется некоторым числом (N-M) вторичных корректирующих коэффициентов (k2). 3 н. и 12 з.п. ф-лы, 6 ил.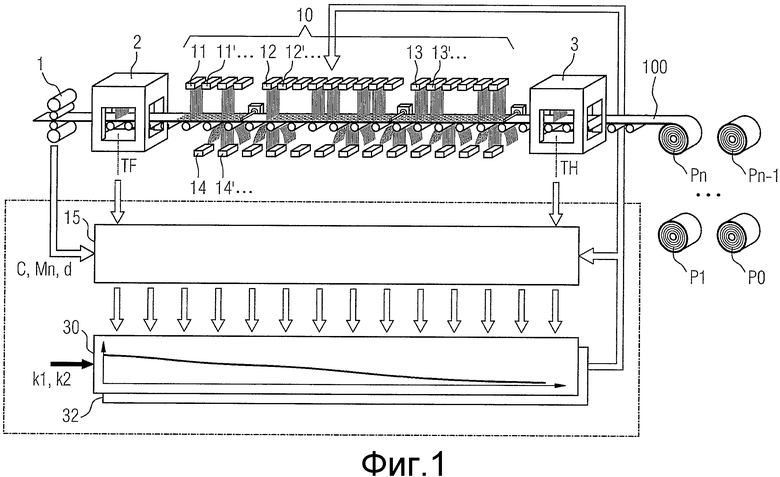
1. Способ управления и/или регулирования промышленного процесса (10) для изготовления или обработки продуктов (100), причем формируется физико-математическая модель (15) промышленного процесса (10), посредством которой вычисляются управляющие параметры для управления или регулирования промышленного процесса, при изготовлении или обработке продукта (100) определяется некоторое число (М) измеренных значений (TF-TH), модель (15) корректируется некоторым числом (М) первичных корректирующих коэффициентов (k1) и некоторым числом (N-M) вторичных корректирующих коэффициентов (k2), причем число (М) первичных корректирующих коэффициентов (k1) равно числу (М) измеренных значений (TF-TH), и число (N) всех корректирующих коэффициентов (k1, k2) больше, чем число (М) измеренных значений (TF-TH), и причем, по меньшей мере, вторичные корректирующие коэффициенты (k2) вычисляются численным образом, отличающийся тем, что для каждого продукта (Р0 - Pn) в качестве блока (PD0-PDn) данных продукта сохраняются: характеристические входные параметры (С, Mn, d,…), а также не выбранные при обработке или изготовлении продукта корректирующие коэффициенты (k1, k2), а некоторое число (М) опытных значений (TF-TH; f(k1, k2); [k1(s),k2(s)]), воспроизводящих опыт, полученный при изготовлении или обработке продукта (Р0 - Pn), в случае, если имеется достаточно сохраненных блоков (Р0 - Pn) данных продуктов, то на основе сравнения характеристических входных параметров (С, Mn, d,…) текущего продукта (Pn) с характеристическими входными параметрами (С, Mn, d,…) в блоках (PD0 - PDn-1) данных продуктов, изготовленных или обработанных перед этим продуктов (Р0 - Pn-1), выбираются подобные блоки (PD1, PD5,…) данных продуктов, причем корректирующие коэффициенты (k1, k2) для текущего продукта (Pn) определяются на основе опытных значений (TF-TH; f(k1,k2); [k1(s), k2(s)]), сохраненных в подобных блоках (PD1, PD5,…) данных продуктов.
2. Способ по п.1, отличающийся тем, что промышленный процесс (10) является участком (10) охлаждения полосового стана горячей прокатки для изготовления стальных полос или полос (100) листового металла, и изготавливаемые продукты (100) представляют собой стальные полосы или полосы (100) листового металла, управляющими параметрами являются номинальные установки вентилей для расположенных вдоль участка (10) охлаждения вентилей (11, 11', 12, 12',…) охлаждающей воды, числом измеренных значений (М) является проявляющаяся во время изготовления полосы (100) разность температур (TF-TH) между входом (TF) участка (10) охлаждения и выходом (ТН) участка охлаждения, таким образом, равным 1 (М=1), числом (М) первичных корректирующих коэффициентов (k1) является отражающий теплопередачу от охлаждаемой полосы (100) в окружающую среду корректирующий коэффициент (k1), таким образом, равным 1, числом (N-M) вторичных корректирующих коэффициентов (k2) является отражающий фазовое превращение в охлаждаемой полосе (100) корректирующий коэффициент (k2), таким образом, равным 1, так что число (N) всех корректирующих коэффициентов (k1, k2) равно 2, то есть больше, чем число всех измеренных значений, причем характеристические входные параметры (С, Mn, d,…) представляют собой, например, толщину и ширину листового металла, содержание углерода и содержание марганца.
3. Способ по п.1 или 2, отличающийся тем, что корректирующие коэффициенты (k1, k2) определяются из модели (15) и числа измеренных значений (TF-ТН) с помощью итерационного алгоритма оптимизации, при котором для каждого из корректирующих коэффициентов (k1, k2) задается множество тестовых значений, причем алгоритм оптимизации представляет собой, например, метод градиентного спуска.
4. Способ по п.3, отличающийся тем, что тестовые значения задаются согласно математическому методу оптимизации, при котором формируется целевая функция, которая максимизируется или минимизируется.
5. Способ по п.1 или 2, отличающийся тем, что каждый первичный корректирующий коэффициент (k1) формируется из разности вычисленного по модели (15) значения с одним из измеренных значений (TF-TH), причем число (М) первичных корректирующих коэффициентов (k1) и число (М) измеренных значений (TF-TH) одинаковы.
6. Способ по п.1 или 2, отличающийся тем, что во время изготовления или обработки каждого продукта (Р0 - Pn) определяется, по меньшей мере, число (М) измеренных значений (TF-TH), соответствующее числу (М) первичных корректирующих коэффициентов (k1), для каждого из корректирующих коэффициентов (k1, k2) задается множество тестовых значений, посредством модели (15), числа (М) измеренных значений (TF-TH) и множества тестовых значений определяется некоторое число (М) расчетных значений f(k1,k2) соответственно как функция корректирующих коэффициентов (k1, k2), и число (М) расчетных значений f(k1,k2) сохраняется как число (М) опытных значений f(k1,k2), причем для текущего продукта (Pn) после определения подобных блоков (PD1, PD5,…) данных продуктов из расчетных значений f(k1,k2) подобных блоков (PD1, PD5,…) данных продуктов определяются подходящие корректирующие коэффициенты (k1, k2), которые для подобных продуктов обеспечивают наилучший результат.
7. Способ по п.6, отличающийся тем, что число (М) измеренных значений (TF-TH) входит в число (М) расчетных значений f(k1,k2).
8. Способ по п.6, отличающийся тем, что число измеренных значений сохраняется соответственно как отдельное опытное значение.
9. Способ по п.1 или 2, отличающийся тем, что во время изготовления или обработки продукта (Pn) определяется, по меньшей мере, число (М) измеренных значений (TF-TH), соответствующее числу (М) первичных корректирующих коэффициентов (k1), для каждого из корректирующих коэффициентов (k1, k2) задается множество тестовых значений, посредством модели (15), числа (М) измеренных значений (TF-TH) и множества тестовых значений вычисляется N-M-мерная плоскость, например кривая ([k1(s),k2(s)]), на которой вычисленное на модели расчетное значение согласовывается с измеренным значением (TF-TH), причем N-M-мерная плоскость, например кривая ([k1(s),k2(s)]), сохраняется как опытное значение f(k1,k2), причем N является числом всех корректирующих коэффициентов (k1, k2), а М - числом предоставленных в распоряжение измеренных значений, и причем для текущего продукта после определения подобных блоков (PD1, PD5,…) данных продуктов из N-M-мерной плоскости, например кривых ([k1(s),k2(s)]) подобных блоков (PD1, PD5,…) данных продуктов определяются подходящие корректирующие коэффициенты (k1, k2), которые для подобных продуктов обеспечивают наилучший результат.
10. Способ по п.9, отличающийся тем, что для определения подходящих корректирующих коэффициентов (k1, k2) из сохраненных в подобных блоках (PD1, PD5,…) данных продуктов N-M-мерных плоскостей ([k1(s),k2(s)]) определяются точки пересечения сохраненных в подобных блоках (PD1, PD5,…) данных продуктов N-M-мерных плоскостей ([k1(s),k2(s)]).
11. Способ по п.10, отличающийся тем, что из точек пересечения посредством формирования среднего значения определяются подходящие корректирующие коэффициенты (k1, k2).
12. Способ по п.1 или 2, отличающийся тем, что сохраненные для каждого продукта блоки (PD0-PDn) данных продуктов допускают последующее вычисление на модели, и в качестве числа (М) опытных значений (TF-TH) сохраняется число (М) измеренных значений (TF-TH), соответствующее числу (М) первичных корректирующих коэффициентов (k1), причем для определения корректирующих коэффициентов (k1, k2) для текущего продукта (Pn) повторно для каждого из корректирующих коэффициентов (k1, k2) задаются подходящие тестовые значения, и с использованием соответственно заданных тестовых значений для каждого подобного блока (PD1, PD5,…) данных продукта сохраненные там измеренные значения (TF-TH) сравниваются с расчетными значениями, которые вычислялись посредством вычисления на модели, выполненного на основе значений, сохраненных в соответствующем подобном блоке данных продукта, и затем те тестовые значения используются в качестве корректирующих коэффициентов (k1, k2), которые для подобных блоков данных продуктов обеспечивали наилучший результат.
13. Способ по п.1 или 2, отличающийся тем, что определенные корректирующие коэффициенты (k1, k2) подстраиваются посредством измеренных значений (TF-TH) в реальном или близком к нему времени, в частности посредством метода градиентного спуска.
14. Вычислительный блок с исполняемым на нем вычислительным программным обеспечением, предназначенный для реализации способа по любому из пп.1-13.
15. Носитель данных, содержащий исполняемое вычислительным блоком вычислительное программное обеспечение для реализации способа по любому из пп.1-13.
| CN 1233331 A, 27.10.1999 | |||
| DE 4325187 A1, 03.02.1994 | |||
| RU 99120177 A, 27.08.2001 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИДЕНТИФИКАЦИИ ИЛИ, СООТВЕТСТВЕННО, ПРЕДВАРИТЕЛЬНОГО ВЫЧИСЛЕНИЯ ПАРАМЕТРОВ ПРОМЫШЛЕННОГО ПРОЦЕССА, ИЗМЕНЯЮЩЕГОСЯ ВО ВРЕМЕНИ | 1997 |
|
RU2200341C2 |

