Изобретение относится к способу отслеживания физического состояния горячего листового металла или горячей полосы в рамках управления прокатным станом для реверсивной обработки горячего листового металла или горячей полосы, включающим в себя, по меньшей мере, одну клеть прокатного стана для реверсивной прокатки горячего листового металла или горячей полосы.
В толстолистовых прокатных станах сляб определенной длины путем прокатки в несколько проходов прокатывается в листовой металл. Так как сляб раскаляется, обычно говорят о горячем листовом металле или горячей полосе. Для прокатки горячего листового металла или горячей полосы применяется, по меньшей мере, одна клеть прокатного стана, через которую горячий листовой металл или горячая полоса перемещаются в прямом и обратном направлениях, пока не будет достигнуто необходимое число проходов, что означает, что достигнута желательная толщина листового металла. Этот процесс называют также реверсированием.
Для горячих полос для этого, в частности, применяют станы Стеккеля, в которых одна или несколько клетей прокатного стана размещены между двумя моталками, на которые может наматываться полоса.
При этом также известно, что предусматриваются две клети прокатного стана, причем первая клеть прокатного стана служит для черновой прокатки, а вторая клеть - для чистовой прокатки. В обеих прокатных клетях горячий листовой металл или горячая полоса перемещаются реверсивно в прямом и обратном направлениях.
В этом заключается отличие от непрерывной технологической линии, в которой металлическая полоса поступательным образом проводится через размещенные друг за другом клети прокатного стана. В конце технологической линии чистовая обработанная полоса наматывается в так называемые рулоны.
Для того чтобы в прокатном стане достичь автоматизации таким образом, чтобы по возможности точно достигались желательные целевые параметры листового металла или полосы (например, толщина полосы, ширина и т.д.), определяется температурное распределение в горячем листовом металле или горячей полосе в определенном месте, например, с помощью модели или посредством измерения температуры, например, с помощью пирометра. При этом температура может определяться в нескольких точках горячего листового металла или горячей полосы, так что в конце концов получают температурное распределение. Затем применяется модель толстолистового прокатного стана и горячего листового металла или горячей полосы, чтобы рабочие параметры отдельных компонентов прокатного стана, например установки удаления окалины, устройств охлаждения или нагревания и, естественно, клети прокатного стана, определять таким образом, чтобы достигались желательные параметры листового металла при желательных свойствах материала. При этом, в частности, учитываются температурные влияния отдельных компонентов толстолистового прокатного стана. В рамках так называемого предварительного вычисления в соответствии с этим в определенных позициях, в особенности позициях воздействия компонентов толстолистового прокатного стана определяются температура горячего листового металла или горячей полосы в зависимости от принятых будущих температурных влияний, и отсюда определяются необходимые параметры, с которыми компоненты должны управляться.
Несмотря на это при реальном процессе прокатки возникают отклонения, так как не все влияния идеальным образом могут быть предварительно рассчитаны. Поэтому является обычным, что во время процесса прокатки рабочие параметры, которые отражают температурное влияние, например значения сенсоров, снимаются и сохраняются. К тому же известны системы слежения, с помощью которых можно реализовать отслеживание маршрута каждой отдельной точки горячего листового металла или горячей полосы. С помощью этой информации является обычным в названных позициях воздействия или непосредственно за или перед ними, или в других определенных позициях проводится последующее вычисление с фактическими рабочими параметрами, но на той же модели. Из этого последующего вычисления получают текущую температуру, которая служит в качестве основы для повторного предварительного вычисления. В редких случаях также является обычным перед новым предварительным вычислением провести сравнение текущей температуры с предварительно вычисленной температурой и только при определенном различии проводить новое предварительное вычисление. Однако на практике оказалось, что отклонения возникают в большинстве случаев, так что новое предварительное вычисление для актуализации рабочих параметров в принципе проводится без предварительных процессов сравнения. Такое новое предварительное вычисление часто называют повторным вычислением.
Как последующее вычисление на основе зарегистрированных рабочих параметров, которые отражают температурные влияния, так и повторное вычисление требуют не пренебрежимо малого времени, которое может достигнуть диапазона секунд. В течение этого времени эффективное время обработки для горячего листового металла или горячей полосы бесполезно теряется, к тому же полоса останавливается и непреднамеренно охлаждаются. Для последующего вычисления и нового предварительного вычисления дополнительно требуются значительные вычислительные мощности.
Хотя до сих пор речь шла о температуре горячего листового металла или горячей полосы, это является лишь одним из множества параметров состояния, которые, так сказать, описывают состояние горячего листового металла или горячей полосы. Также релевантными для свойств обработки являются, например, распределение фаз, остаточное затвердевание или величины зерен, которые также могут быть установлены посредством модели и соответствующими измерениями.
В основе изобретения лежит задача предложить способ, который обеспечивает возможность эффективного вычисления и тем самым ускоренного времени прохождения и пониженных вычислительных затрат.
Для решения этой задачи в способе вышеназванного типа в соответствии с изобретением предусмотрены следующие этапы:
- в начальный момент определение начального состояния горячего листового металла или горячей полосы в модели, причем из упомянутого состояния может выводиться, по меньшей мере, один физический параметр состояния,
- циклическая актуализация состояния во время обработки горячего листового металла или горячей полосы с применением модели горячего листового металла или горячей полосы и прокатного стана, причем принимаются во внимание рабочие параметры, оказывающие влияние на и/или воспроизводящие отслеживание маршрута горячего листового металла или горячей полосы и состояние.
Этот описываемый «монитор состояния» может предпочтительным образом использоваться для управления прокатным станом. В частности, при наступлении, по меньшей мере, одного предварительно определенного события повторно определяются предварительно рассчитанные состояния и вытекающие из них будущие параметры обработки полосы в рамках предварительного вычисления на основе ранее определенного, в частности, текущего состояния.
Под состоянием горячего листового металла или горячей полосы следует понимать релевантные для обработки горячего листового металла или горячей полосы, в основном термические свойства, описываемые на основе математической модели. Посредством этого математического описания, в соответствующем случае совместно с моделью могут выводиться параметры состояния, которые описывают свойства горячего листового металла или горячей полосы, а именно предпочтительным образом, с разрешением по местоположению. Такие параметры состояния могут быть, например, температурой и/или остаточным упрочнением, и/или составляющими фаз, и/или величинами зерен, и/или энтальпией. Даже если в последующем описании часто используется температура в качестве примера, то большинство выводов справедливы для всех возможных параметров состояния.
Состояние в конечном итоге, по меньшей мере, определяется посредством параметров, которые описывают с достаточной точностью распределение значений параметров состояния внутри горячего листового металла или горячей полосы. При этом допустимы прежде всего две возможности. С одной стороны, состояние может описываться посредством параметризированной функции состояния. Здесь можно представить себе, например, полином определенного порядка в трех измерениях, коэффициенты которого служат в качестве параметров и который, например, воспроизводит температурное распределение или распределение остаточного упрочнения. Альтернативно или дополнительно состояние может также описываться посредством, по меньшей мере, одного параметра состояния или параметров состояний в различных точках листового металла горячего листового металла или горячей полосы. В этом случае, например, посредством измерительного устройства возможна относительно простая инициализация, когда в точках измерений снимаются измеренные значения и соотносятся с точками листового металла, в необходимом случае как профиль по толщине. В предпочтительной форме выполнения может, например, быть предусмотрено, что состояние описывается посредством локальных профилей температуры в различных точках листового металла. Первоначальные профили температуры в различных точках листового металла должны воспроизводить не только информацию о температуре по точкам, но и содержат информацию о глубине, которая воспроизводит характеристику по толщине горячего листового металла или горячей полосы.
При этом здесь рассматривается не единственная точка листового металла, хотя это теоретически было бы возможным, а множество точек, распределенных по горячему листовому металлу или горячей полосе, так что может выводиться распределение параметров состояния по горячему листовому металлу или горячей полосе. В целесообразном выполнении точки листового металла могут включать в себя множество точек листового металла вдоль длины и/или вдоль ширины листового металла или полосы. Тем самым в итоге получается поле параметров состояния, причем может моделироваться распределение параметров состояния, в частности распределение температур между отдельными точками. Точки листового металла обычно характеризуются посредством их относительной позиции на горячем листовом металле или горячей полосе.
Начиная с начальной точки, это начальное состояние циклически актуализируется, как описано на следующих этапах способа. В качестве исходного пункта для актуализации в начальный момент, то есть в начале циклической актуализации должна быть предоставлена в распоряжение по возможности близкая к реальности информация о состоянии, в частности, распределение параметров состояния в горячем листовом металле или горячей полосе. Эта информация выражается в начальном состоянии.
Первоначальное состояние, особенно начальные профили температуры можно, в основном, определить двумя способами, которые могут комбинироваться между собой. Так определение может осуществляться посредством измерительного устройства или на основе модели, а также на основе измеренных данных измерительного устройства в модели. В рамках определения посредством модели предшествующие начальному моменту этапы способа и их влияние на параметры состояния учитываются таким образом, что может определяться актуальное начальное состояние. При этом учитываемые параметры могут представлять собой, например, температуру печи, параметры устройства охлаждения, времена прохода, участки прохода или скорости прохода на рольгангах и т.п. Дополнительно к этому или в качестве альтернативы может предприниматься измерение параметров состояния, в частности измерение температуры, которое в случае альтернативного решения определяет начальное состояние, в случае расчета с использованием модели обеспечивает дополнительные параметры.
В качестве начальной точки возможны различные местоположения вдоль прокатного стана. Так уже перед осуществляемым в конечном счете нагревом сляба в печи может предприниматься начальное измерение температуры, причем эффекты печи при этом должны быть хорошо известны. Обычно начальной точкой является измерение температуры или определение после выхода из подобной печи. Однако также возможно определять начальное состояние, например начальные профили температуры, перед первым проходом в клети прокатного стана.
Затем в рамках начального предварительного вычисления определяются состояния, например профили температуры, в определенных позициях горячего листового металла или горячей полосы в процессе прокатки для определения параметров обработки листового металла. Начальное предварительное вычисление должно при этом основываться не на начальном состоянии, а может осуществляться только спустя несколько циклов актуализации на основе уже актуализированного состояния. Этот момент времени определяет начальное событие, например закрывание печной заслонки, причем возможны и другие варианты. Речь идет об известном в принципе предварительном вычислении, которое осуществляется с применением той же самой модели горячего листового металла или горячей полосы и толстолистового прокатного стана. При этом моделируются теоретически осуществляющиеся влияния на состояние, причем позиции могут включать в себя, в особенности точки воздействия клети прокатного стана, и/или устройства охлаждения, и/или устройства для удаления окалины на горячий листовой металл или горячую полосу.
Начиная с начального пункта, во время протекания процесса обработки осуществляется циклическая актуализация состояния с применением модели горячего листового металла или горячей полосы и толстолистового прокатного стана, причем учитывается рабочие параметры, влияющие или воссоздающие отслеживание маршрута горячего листового металла или горячей полосы, в частности, точек листа, и состояние, в частности температура. На этом существенном, циклически повторяющемся этапе способа, в соответствии с этим постоянно актуализируется состояние, например, описываемое посредством профилей температуры, во время хода процесса прокатки, это означает, что он отслеживается практически в реальном времени. В каждый момент времени в каждом случае на основе модели, исходя из последнего известного состояния, вычисляется новее состояние, которое, например, описывается посредством текущих профилей температуры. Если имеет место воздействие компонента толстолистового прокатного стана на горячий листовой металл или горячую полосу, то текущие, фактические рабочие параметры принимаются во внимание, и вычисляется, имели ли они влияние и какое влияние они имели на текущее состояние, например на текущее распределение температур. Текущее состояние в соответствии с этим отображает состояние горячего листового металла или горячей полосы, в частности, также выводимые из этого параметры состояния, в момент времени актуализации. В примере температуры также, например, проверяется, имело ли место на основе текущего, фактического рабочего параметра влияние температуры, и, например, профили температуры соответственно настраивается так, чтобы они воспроизводили распределение температур в горячем листовом металле или горячей полосе в момент времени актуализации. Такое непрерывное, с приближением по времени последующее вычисление температуры может осуществляться так называемым монитором температуры. Актуализация может при этом проходить как независимый процесс, что означает, что актуализация состоится и в том случае, когда, например, одновременно происходит начальное или новое предварительное вычисление. Это может, например, быть реализовано посредством распределения вычислительной нагрузки на несколько процессоров.
В актуализацию могут также входить воспроизводящие состояние рабочие параметры. И подобная актуализация происходит посредством снимаемых, например, во время измерения измеряемых величин в качестве рабочих параметров в нормальном цикле, однако часто различается по сравнению с чисто базирующейся на модели актуализации. Подобная базирующаяся на фактических измеренных данных коррекция и подгонка текущего состояния часто определяется как адаптация и представляет собой особенно предпочтительный признак соответствующего изобретению способа, так как такая проверка и коррекция за счет фактических измеренных данных обеспечивает более высокую надежность способа.
При, например, осуществляемом последующем вычислении или для сравнения с предварительным вычислением, или для выполнения нового предварительного вычисления, в соответствии с этим необходимо на основе непрерывного отслеживания состояния сохранять только текущее состояние, например текущее количество профилей температуры, для отдельных точек листового металла. Описывающие влияние на состояние или воспроизводящие состояние рабочие параметры должны лишь так долго сохраняться в запоминающем устройстве, пока они посредством актуализации состояния не будут введены в текущее состояние. В соответствии с этим не требуется сохранять большие объемы данных. Другое преимущество этой циклической актуализации, например за счет «монитора температуры», состоит в том, что для последующего вычисления в качестве начальной точки необходимо исходить только из последнего актуализированного состояния. Это означает, что для каждого последующего вычисления или актуализации состояния не нужно учитывать большой объем рабочих параметров из прошлого от начальной точки, что привело бы длительному и связанному с большими затратами вычислению. Вместо этого время вычислений в конечном счете по времени процесса прокатки разделяется на малые интервалы, так что больше не требуется выполнять никаких громоздких вычислений. Цикл актуализации можно целесообразно выбирать в пределах от 0,5 до 2 секунд, предпочтительно он может составлять 1 секунду. Таким образом, в соответствии с этим время вычислений снижается, пиковая нагрузка вычислительного устройства, которое выполняет вычисления, снижается за счет временного разделения процессов вычислений, и за счет в целом более быстрого выполнения вычислений весь временной цикл процесса прокатки ускоряется.
В качестве рабочих параметров, которые влияют на состояние горячего листового металла или горячей полосы или отображают его, можно применять, как уже указано, множество параметров. Прежде всего в, по меньшей мере, одном, отличающемся от начальной точки месте с особым преимуществом может проводиться, при определенных обстоятельствах, дополнительное измерение температуры, результат которого служит в качестве рабочего параметра для коррекции и тем самым актуализации состояния, особенно профилей температуры. При этом речь идет об одной из вышеупомянутых адаптаций. Подобное измерение температуры может, например, происходить перед и/или после, по меньшей мере, одной клети прокатного стана, так что между соответствующими проходами получают значение, которое дает указание относительно фактической температуры горячего листового металла или горячей полосы в соответствующей точке. В качестве непосредственного входного значения можно не использовать такие измерения температуры, которые обычно осуществляются в большинстве случаев оптически, например, с помощью пирометра, так как во время процесса прокатки часто может иметь место плоскостное перекрытие горячего листового металла или горячей полосы, например, за счет окалины или воды, разбрызгиваемой на горячий листовой металл или горячую полосу. Однако такие значения температуры содержат в качестве рабочих параметров достаточно хорошей информации, так что состояние может актуализироваться (адаптироваться) на основе таких измерений.
Если такое устройство измерения температуры размещено по соседству с клетью прокатного стана, то так как горячий листовой металл или горячая полоса уже по причинам эффективности не слишком удалено от рабочих валков, измерение температуры осуществляется только для части горячего листового металла или горячей полосы, причем из коррекций измеренной части делается вывод для коррекций неизмеренных частей. Если в соответствии с этим, например, в измеренных частях полосы установлены отклонения, то на этой основе делаются выводы об отклонениях в неизмеренной части. В частности, для коррекции состояния в неизмеренных частях горячего листового металла или горячей полосы может применяться среднее значение. В этом случае принимается, что установленные отклонения в среднем имеются и в неизмеренных частях полосы, после чего осуществляется соответствующая актуализация (адаптация).
Помимо измеренного значения температуры, которое относится к рабочим параметрам, отображающим состояние, могут также привлекаться рабочие параметры отдельных компонентов толстолистового прокатного стана. Так может быть предусмотрено, что зависимые от параметров состояния усилия прокатки или вращающие моменты клети прокатного стана измеряются и применяются в качестве рабочих параметров.
Также является целесообразным применять в качестве рабочих параметров, оказывающих влияние на состояние, параметры устройства охлаждения и/или устройства удаления окалины, и/или клети прокатного стана, и/или нагревательного устройства. Сюда относятся, в частности, такие рабочие параметры, как объемы и температуры воды, мощность двигателя, скорости прокатки и другие параметры. Идеальным образом в соответствующем изобретению способе все рабочие параметры, которые требуются для определения соответствующего влияния на состояние, в частности влияния температуры, горячего листового металла или горячей полосы, измеряются и используются при актуализации состояния.
Наконец, соответствующий изобретению способ может еще содержать этап, заключающийся в том, что при наступлении, по меньшей мере, одного предварительно определенного события определяются будущие параметры обработки листового металла в рамках нового предварительного вычисления на основе, в частности, текущего состояния. Начальное предварительное вычисление, то есть первое предварительное вычисление уже было описано выше. При наступлении определенных, в соответствующих обстоятельствах других событий после начального предварительного вычисления проводится новое предварительное вычисление. Новое предварительное вычисление состояний, например профилей температуры, является необходимым для того, чтобы, при необходимости, можно было осуществить согласование/актуализацию параметров обработки листового металла, если определенные до сих пор параметры обработки листового металла больше не пригодны для того, чтобы достичь целевых параметров, например целевой толщины и качества. В качестве исходного пункта для нового предварительного вычисления может применяться текущее состояние, так что и здесь достигается экономия времени вычислений и обеспечиваемое соответствующим изобретению способом сжатие данных. Это является особенно предпочтительным в критических по времени ситуациях, например, когда при реверсировании после одного прохода требуется согласование параметров обработки листового металла. В подобных случаях можно за счет соответствующего изобретению способа сэкономить ценные секунды, так что пропускная способность повышается и не возникает никакого дополнительного охлаждения горячего листового металла или горячей полосы за счет ненужного времени простоя в течение вычислений.
В качестве предварительно определенного события, в частности для нового предварительного вычисления, могут, например, служить достижение горячим листовым металлом или горячей полосой определенной позиции в процессе обработки, в частности, по соседству с точками воздействия на горячий листовой металл или горячую полосу клети прокатного стана и/или устройства охлаждения, и/или устройства удаления окалины, и/или указание пользователя. Текущая позиция горячего листового металла или горячей полосы во время обработки поставляется обычно от средства отслеживания маршрута. В соответствии с этим может проводиться простая проверка, достигнута ли определенная точка горячим листовым металлом или горячей полосой. При достижении этой позиции автоматически проводится новое предварительное вычисление на основе текущего состояния. Как уже упоминалось выше, является обычным при наступлении события непосредственно проводить предварительное вычисление и тем самым актуализацию параметров обработки листового металла. Альтернативой или дополнительной возможностью для инициирования повторного вычисления является указание пользователя. При этом на пульте управления пользователя, например, наблюдающего процесс, предусмотрен элемент управления, посредством которого, например, на основе наблюдений пользователя может быть инициировано повторное вычисление.
Однако если новое предварительное вычисление должно, например, из соображений времени вычисления, не всегда проводиться, то в качестве предварительно определенного события может служить промах опосредованного или непосредственного сравнения текущего состояния с предварительно вычисленным состоянием из предшествующего предварительного вычисления. При этом, в частности, сравнение может проводиться также при достижении горячим листовым металлом или горячей полосой определенных позиций, в частности, по соседству с местами воздействия на горячий листовой металл или горячую полосу клети прокатного стана, и/или устройства охлаждения, и/или устройства удаления окалины, причем эти позиции вновь могут быть определены средством отслеживания маршрута. В соответствии с этим в данной форме выполнения новое предварительное вычисление проводится не непосредственно при достижении таких позиций, а сначала проверяется, является ли вообще необходимым новое предварительное вычисление, причем оно осуществляется только при наличии предварительно определенного отклонения. При этом в примере с профилями температуры в позициях, из которых профили температуры известны уже из более раннего предварительного вычисления, проводится сравнение с подстроенными по времени и тем самым текущими профилями температуры. Это сравнение может осуществляться непосредственно или также опосредованным образом. Так, например, параметры усилие прокатки и вращающий момент зависят от профилей температуры. Поэтому для косвенного сравнения также возможно из текущих профилей температуры определять усилие прокатки и вращающий момент, которые затем сравниваются с измеренными усилием прокатки и вращающим моментом. При этом также необходимо учитывать, что текущее состояние, разумеется, всегда сравнивается с состоянием на позиции, определенным в непосредственно предшествующим предварительном вычислении, которое в соответствии с этим может быть новым предварительным вычислением.
Также параметры обработки листового металла могут быть, как уже указано выше, параметрами устройства охлаждения, и/или устройства удаления окалины, и/или клети прокатного стана, и/или устройства нагрева, и/или скорости листового металла. Под скоростью листового металла в данной заявке должна пониматься не только скорость протягивания в клеть прокатного стана, но и транспортная скорость между различными компонентами толстолистового прокатного стана. Здесь названные и предполагаемые параметры являются соответствующими рабочими параметрами, с помощью которых управляются соответствующие компоненты. Ранее названные рабочие параметры могут, разумеется, также включать в себя рабочие параметры, причем рабочие параметры дополнены еще, например, результатами измерений и т.п.
Актуализация параметров обработки листового металла и тем самым управление процессом прокатки может осуществляться различным образом. В принципе согласование включает в себя то, каким образом выполняется следующий проход. Это означает, что скорости прокатки, скорости протягивания и рабочие параметры установленных перед клетью прокатного стана устройств удаления окалины могут актуализироваться соответствующим образом. При этом, в частности, возможно, что актуализация параметров обработки листового металла включает в себя асимметричное управление верхними и нижними рабочими валками клети прокатного стана. Нечто подобное предпочтительным образом возможно в соответствующем изобретению способе, если рассматривается профиль параметров состояния по глубине горячего листового металла или горячей полосы. На основе этой информации может стать необходимым асимметричное управление верхними и нижними рабочими валками клети прокатного стана, чтобы достичь желательного конечного качества.
Дополнительно к актуализации параметров следующих проходов также может быть предусмотрено, что актуализация параметров обработки листового металла включает в себя установление времени остановки, и/или дополнительного процесса охлаждения или нагревания, и/или изменение скорости листового металла. За счет этого в конечном счете осуществляется температурное согласование. При этом, например, может предусматриваться, что горячий листовой металл или горячая полоса при спадании ниже допустимых температур процесса вновь нагревается или охлаждается до начальной температуры, релевантной для остаточной деформации.
В другом выполнении способа текущее состояние или выведенные из этого параметры, в частности параметры состояния отображаются для обслуживающего персонала, вслед за чем, в частности, может предприниматься настройка параметров обработки листового металла обслуживающим персоналом. Так обслуживающему персоналу, например, наряду с определенной температурой в некоторой точке горячего листового металла или горячей полосы, может выдаваться информация о температурной характеристике в зоне глубины, например температура на верхней стороне, в середине и на нижней стороне горячего листового металла или горячей полосы. На основе такой информации обслуживающий персонал может распознать в качестве необходимой и самостоятельно предпринять ручную настройку параметров обработки листового металла, например асимметричное управление верхними и нижними валками клети прокатного стана.
Целесообразным может быть сохранение временной характеристики состояний и/или выведенных из нее параметров, в частности, корректирующих параметров в запоминающем устройстве для последующей оценки в отношении обработки последующего горячего листового металла или горячих полос. Тем самым может также выявляться систематическая ошибка предварительного вычисления и производиться соответствующая подгонка модели.
Наряду с этим, изобретение относится также к прокатному стану, управляемому в соответствии с соответствующим изобретению способом. Для этого в особенности может предусматриваться центральное устройство управления, в котором данные собираются и соответственно обрабатываются.
Другие преимущества и детали предложенного изобретения вытекают из описанных ниже примеров выполнения и чертежей, на которых показано следующее:
Фиг.1 - соответствующий изобретению толстолистовой прокатный стан,
Фиг.2 - возможное положение точек листового металла на горячем листовом металле, и
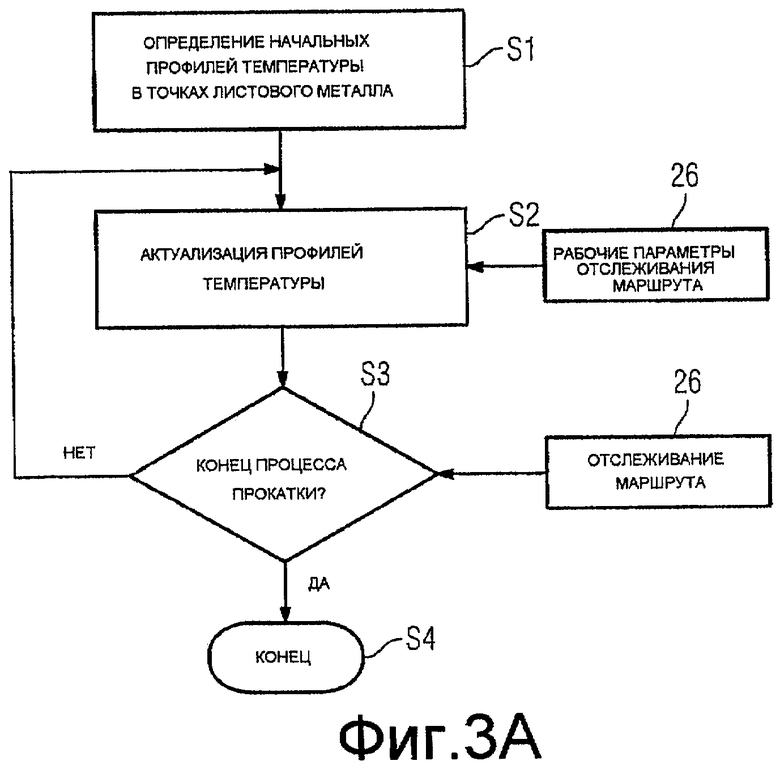
Фиг.3А и 3В - блок-схема процесса соответствующего изобретению способа.
На фиг.1 показан толстолистовой прокатный стан 1. На рольгангах 2 через толстолистовой прокатный стан 1 проводится горячий листовой металл 3, причем здесь для наглядности показано только два листа. Сначала горячий листовой металл 3 вновь нагревается в печи 4. После выхода из печи 4, посредством пирометра 5 осуществляется первое измерение температуры. В устройстве 6 удаления окалины горячий листовой металл 3 по возможности полностью освобождается от окалины. Затем предусмотрено устройство 7 охлаждения, которое служит для температурного согласования горячего листового металла 3. Второй пирометр 8 измеряет температуру горячего листового металла 3 перед клетью 9 прокатного стана, другой питрометр 10 измеряет температуру после клети 9 прокатного стана. Соответственно числу требуемых проходов горячий листовой металл 3, многократно реверсируясь, попеременно от соответствующей стороны, проводится через клеть 9 прокатного стана, как показано стрелкой 11. Дополнительно к верхним и нижним рабочим валкам 12 клеть 9 прокатного стана на своей передней стороне и своей задней стороне содержит вспомогательное устройство 13 удаления окалины, которое служит для дополнительного удаления окалины. Если горячий листовой металл 3 достигает желательной толщины после нескольких проходов в клети 9 прокатного стана, он подается к устройству 14 охлаждения, в котором он соответственно охлаждается. Все показанные компоненты явно осуществляют связь с центральным устройством 15 управления, которое выполнено с возможностью выполнения соответствующего изобретению способа управления. К устройству 15 управления подключено, кроме того, устройство 16 индикации и устройство 17 ввода. Посредством коммуникационных соединений 18 осуществляется управление отдельными компонентами на основе определенных в рамках предварительного вычисления или установленных на стороне пользователя параметров обработки листового металла, которые представляют рабочие параметры отдельных компонентов. Также по коммуникационным соединениям 18 передаются измеренные значения или ответы на команды управления.
Представленный здесь толстолистовой прокатный стан 1 следует рассматривать только в качестве примера. Так, прежде всего, является возможным, что предусматриваются дополнительные устройства 7 охлаждения или устройства 6 удаления окалины. Возможным было бы также дополнительное устройство охлаждения или дополнительные печи в непосредственной близости от клети 9 прокатного стана, так что и здесь могут предприниматься температурные воздействия.
В последующем примере выполнения соответствующего изобретению способа состояние описывается локальными профилями температуры в различных точках листа горячего листового металла 3, и в качестве параметра состояния рассматривается температура. Однако также возможно выбрать другое описание состояния, которое, например, может определяться параметризируемой функцией состояния. Кроме того, описываемый способ можно перенести на другие параметры состояния, например остаточную прочность или распределение фаз.
Как уже упоминалось, устройство 15 управления выполнено с возможностью осуществления соответствующего изобретению способа. Для этого в нем сначала сохраняется модель 19 горячего листового металла и толстолистового прокатного стана. Посредством этой модели возможны начальные предварительные вычисления в начальной точке, здесь при прохождении пирометра 5. С помощью модели 19, посредством предварительного вычисления, при необходимости посредством нового предварительного вычисления (повторного вычисления) определяются параметры обработки листового металла, а также предварительно вычисленные профили 20 температуры в определенных позициях, например точках воздействия отдельных компонентов. К тому же текущий профиль 21 температуры, определенный начиная с начальной точки посредством измерения температуры пирометром 5 в различных точках листа горячего листового металла 3, постоянно актуализируется на основе рабочих параметров, передаваемых по коммуникационным соединениям 18 циклически с интервалами в 1 секунду, причем в его основе также лежит отслеживание маршрута посредством устройства 22 отслеживания маршрута. Отслеживание маршрута горячего листового металла достаточно хорошо известно из уровня техники и поэтому здесь подробно не рассматривается. Текущие рабочие параметры, которые оказывают влияние на текущие профили 21 температуры горячего листового металла 3 или воспроизводят их, должны сохраняться только до следующей актуализации, то есть до следующего цикла. Влияние предшествующих рабочих параметров на текущие профили 21 температуры уже обязательным образом содержится в текущих профилях 21 температуры; это означает, что никакая необходимая информация не теряется.
Временной ход профилей 21 температуры или определенные отклонения и коррекции могут к тому же для последующей оценки в отношении процесса прокатки последующего горячего листового металла сохраняться в запоминающем устройстве 23 в устройстве 15 управления.
Фиг.2 показывает положение точек листа на горячем листовом металле 3. Точки 24 листа расположены на одной линии в продольном направлении и в направлении по ширине горячего листового металла 3, так что в конечном счете получается матрица. Для каждой из этих точек 24 листа рассматривается профиль 25 температуры, который воспроизводит температурную характеристику в направлении толщины горячего листового металла 3. Посредством интерполяции с помощью модели можно также определить полное распределение температуры в горячем листовом металле 3, таким образом и между точками 24 листа. Это дает термическое состояние горячего листового металла. Также пирометры 5, 8 и 10, которые могут измерять сверху и снизу горячего листового металла 3, дают в конечном счете только температуры поверхности, причем температурный ход профиля 25 температуры может быть определен на основе физических допущений модели. При этом следует иметь в виду, что точки 24 листа определяются относительным положением на горячем листовом металле 3; это означает, что если горячий листовой металл 3 подвергается прокатке по длине, то расстояние между точками 24 листа изменяется, но они сохраняют свою относительную позицию.
Наряду с автоматическим выполнением соответствующего изобретению способа в устройстве 15 управления, к тому же текущие профили 21 температуры и/или выведенные из них параметры с помощью устройства 16 индикации отображаются для обслуживающего персонала, который посредством устройства 17 ввода может также предпринять ручную настройку. Так, например, наряду со средней температурой в точке 24 листа также может выдаваться температура на верхней стороне, нижней стороне и в середине горячего листового металла 3 в данной точке 24 листа, после чего обслуживающим персоналом может предприниматься различное управление рабочими валками 12 клети 10 прокатного стана.
Фиг.3А и 3В показывают блок-схему процесса, соответствующего способу согласно изобретению. В основном соответствующий изобретению способ характеризуется двумя выполняемыми параллельно и без взаимных помех процессами. Процесс, показанный на фиг.3А, относится к циклической актуализации состояний, в данном примере таким образом к монитору температуры. Процесс, показанный на фиг.3В, инициирует при возникновении предварительно определенных событий начальное или новое предварительное вычисление. При этом на правой стороне в блоках 26 приведены соответственно релевантные входные параметры.
Прежде всего на этапе S1 в начальной точке в толстолистовом прокатном стане 1 посредством первого измерения температуры первым пирометром 5 для каждой точки 24 листа определяется начальный локальный профиль температуры. Таким образом определяется начальное состояние. Это происходит здесь на основе измеренных значений с учетом некоторых физических допущений модели для определения характеристики.
Определенные профили 21 температуры и тем самым состояние теперь циклически актуализируются. Актуализация профиля 25 температуры осуществляется на этапе S2. При этом вновь используется модель 19, причем учитываются рабочее параметры, оказывающие влияние или отображающие температуру. К тому же также вводится, разумеется, отслеживание маршрута точек 24 листа. В этой форме выполнения учитываются в принципе все рабочие параметры, которые каким-либо образом могут оказывать влияние на температуру или распределение температуры горячего листового металла 3. Поэтому возможно постоянное текущее отслеживание профиля 21 температуры. В качестве рабочих параметров могут вводиться фактические параметры обработки листового металла, но также дополнительно измеренные значения, как, например, выпущенное количество воды, усилия прокатки или вращающие моменты клети 9 прокатного стана и т.п. Посредством пирометров 8 и 10 получают также измеренные значения, описывающие температуру горячего листового металла 3. Они также вводятся как адаптация в актуализацию профилей 21 температуры.
При этом может иметь место то, что для того чтобы листовой металл в смысле временной оптимизации не слишком удалять от рабочих валков 12, не для всех точек 24 листа имеются измеренные значения температуры пирометров 8 и 10. Если имеет место отклонение, то остальные точки 24 листа, в предположении среднего отклонения, которое получается из измеренных значений, также корректируются и таким образом согласуются с профилем 21 температуры.
На этапе S3 затем на основе данных устройства 22 отслеживания маршрута проверяется, достиг ли процесс обработки своего конца. Часто также проверяется, завершено ли отслеживание маршрута; это означает, что способ завершается, только если маршрут горячего листового металла больше не отслеживается, так что и обработка листа после процесса прокатки еще принимается во внимание. Если достигнут конец процесса обработки, то также завершается и соответствующий изобретению способ, этап S4. Если конец процесса обработки еще не достигнут, то вновь проводится этап S2, актуализация профилей 21 температуры. Она осуществляется согласно этому в каждом случае циклически, в данном случае с интервалом 1 секунда.
В выполняемом параллельно этому процессе, который представлен на фиг.3В, пока выполняется процесс по фиг.3А, на этапе S5 проверяется, достигнута ли одна из нескольких предварительно определенных позиций, то есть наступило ли соответствующее событие. Если никакое событие не наступило, то этап S5 вновь повторяется; это означает, пока соответствующий изобретению способ и тем самым циклическая актуализация профилей 21 температуры выполняются, осуществляется проверка на наступление событий.
Наступающее первым событие представляет собой начальное событие. Оно определяет, когда на этапе S6 проводится первое, то есть начальное предварительное вычисление. Начальное событие может также уже быть начальной точкой, однако в общем случае оно будет иметься только спустя несколько актуализаций, например, при запирании печной заслонки.
При начальном предварительном вычислении на этапе S6 применяется модель 19 горячего листового металла 3 и толстолистового прокатного стана 1, причем определяются теоретические профили 20 температуры, таким образом параметры состояния в определенных позициях горячего листового металла 3 в процессе обработки для определения параметров обработки листового металла. При этом позиции могут выбираться как точки воздействия компонентов толстолистового прокатного стана 1 или поблизости от них. При этом определенная позиция ввиду реверсивных проходов в клети 9 прокатного стана также может достигаться многократно, ввиду чего позиции с предварительно вычисленными профилями 20 температуры в принципе включают в себя также временную характеристику соответствующего компонента. Параметры обработки листового металла являются при этом параметрами управления или рабочими параметрами отдельных компонентов толстолистового прокатного стана 1, таким образом описывают как, например, должен проводиться следующий проход, какие количества воды при какой величине давления должны разбрызгиваться на горячий листовой металл 3.
После начального предварительного вычисления снова проверяется, не наступили ли другие события, этап S5.
Таким образом, если наступает соответствующее событие, то на этапе S6 осуществляется новое повторное вычисление, причем определяются актуализированные параметры обработки листового металла. Посредством актуализации параметров обработки листового металла обеспечивается то, что с будущими параметрами обработки листового металла могут быть достигнуты желательные целевые параметры. Новое предварительное вычисление осуществляется снова на основе модели 19, причем в качестве начальной точки применяется текущий профиль 21 температуры в точках 24 листа. Результаты этого нового предварительного вычисления заменяют результаты первоначального или предшествующего нового предварительного вычисления.
Событие, которое приводит к новому предварительному вычислению, не должно обязательно быть достижением предварительно определенных позиций, в частности точек воздействия определенных компонентов толстолистового прокатного стана 1. Также возможно, что пользователь вводит пользовательское указание, например, посредством элемента управления, так что инициируется новое предварительное вычисление.
В определенных обстоятельствах также может быть целесообразным, что новое предварительное вычисление осуществляется только после сравнения ранее вычисленных профилей 20 температуры с текущими профилями 21 температуры. Если не возникает никакого отклонения, то можно продолжать с этапа S6, однако если установлено отклонение, которое превышает предварительно определенное значение, то осуществляется предварительное вычисление на этапе S6. При этом следует принимать во внимание, что сравнение всегда осуществляется с предварительно вычисленным профилем 21 температуры, определенным на основе самого последнего нового предварительного вычисления в определенных позициях.
Во время предварительного вычисления циклическая актуализация профиля температуры продолжается на этапе S2.
Во время описанного здесь осуществления способа обслуживающему персоналу на устройстве 16 индикации отображаются сами текущие профили 21 температуры или выведенная из них информация или параметры, так что обслуживающий персонал может сам вмешаться в процесс прокатки и, при необходимости, может изменить параметры обработки листового металла. Эти измененные обслуживающим персоналом параметры обработки листового металла, разумеется, также учитываются в рамках соответствующего изобретению способа, так как они имеют приоритет по отношению к вычисленным параметрам обработки листового металла.
Посредством выполненной на этапе S2 актуализации профилей 21 температуры все релевантные для дальнейшего хода процесса прокатки информации, выведенные из рабочих параметров, сводятся вместе, так что рабочие параметры, которые введены в актуализацию профиля 21 температуры, не требуется больше сохранять. Поэтому последующее вычисление на этапе S2 в соответствии с этим можно выполнять очень быстро, так как должны учитываться только влияния с момента последней актуализации. Также новое предварительное вычисление на этапе S6, которое применяется в качестве начального этапа текущих профилей температуры, требует меньшего времени вычислений. За счет этого экономится вычислительная мощность и повышается пропускная способность, так как исключается ненужное время ожидания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНОЙ СТАЛИ И ТОНКОЙ ПОЛОСЫ | 2011 |
|
RU2552802C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ | 2013 |
|
RU2670630C9 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА ЛИСТОВОМ СТАНЕ | 2012 |
|
RU2487768C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2414974C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И ТЕРМООБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ | 2008 |
|
RU2429922C1 |
| Способ мониторинга износа шпиндельного соединения клети толстолистового прокатного стана | 2024 |
|
RU2838333C1 |
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПО ШИРИНЕ | 2011 |
|
RU2488456C2 |
| СПОСОБ ОПТИМИЗИРОВАННОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СТАЛЬНЫХ И ЖЕЛЕЗНЫХ СПЛАВОВ В СТАНАХ ГОРЯЧЕЙ ПРОКАТКИ И ТОЛСТОЛИСТОВЫХ ПРОКАТНЫХ СТАНАХ ПРИ ПОМОЩИ ИМИТАТОРА, МОНИТОРА И/ИЛИ МОДЕЛИ СТРУКТУРЫ | 2015 |
|
RU2703009C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЛИ РЕГУЛИРОВАНИЯ ПРОЦЕССА НА УСТАНОВКЕ ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ, ОХЛАЖДЕНИЯ И/ИЛИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛА | 2003 |
|
RU2336339C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИНТЕГРИРОВАННОГО МОНИТОРИНГА И КОНТРОЛЯ ПЛОСКОСТНОСТИ ПОЛОСЫ И ПРОФИЛЯ ПОЛОСЫ | 2007 |
|
RU2434711C2 |


Изобретение относится к области прокатки металла. Технический результат - повышение производительности. Способ для отслеживания физического состояния горячего листового металла или горячей полосы в рамках управления прокатным станом для реверсивной обработки горячего листового металла или горячей полосы содержит следующие этапы. В начальный момент определяют начальное состояние горячего листового металла или горячей полосы в модели. При этом из упомянутого состояния может выводиться, по меньшей мере, один физический параметр состояния. Осуществляют циклическую актуализацию состояния во время обработки горячего листового металла или горячей полосы с применением модели горячего листового металла или горячей полосы и толстолистового прокатного стана, при этом принимаются во внимание рабочие параметры, оказывающие влияние и/или воспроизводящие отслеживание маршрута горячего листового металла или горячей полосы и состояние. 2 н. и 19 з.п. ф-лы, 4 ил.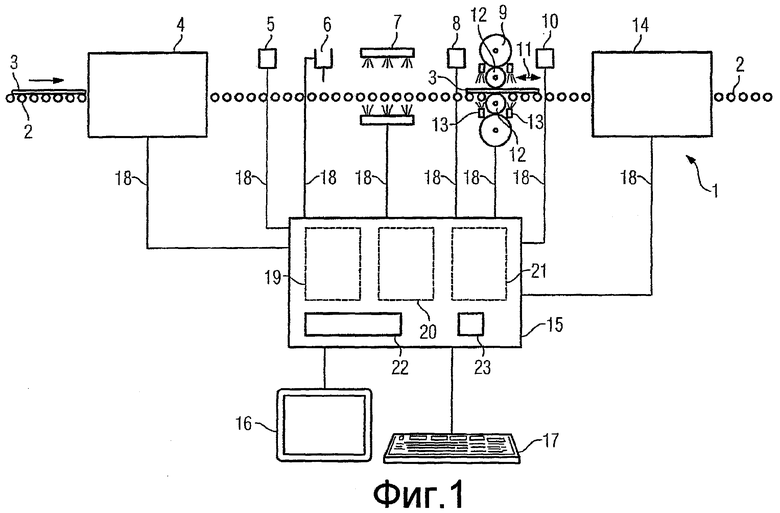
1. Способ отслеживания физического состояния горячего листового металла или горячей полосы в рамках управления прокатным станом для реверсивной обработки горячего листового металла или горячей полосы с по меньшей мере одной клетью прокатного стана для реверсивной прокатки горячего листового металла или горячей полосы, содержащий следующие этапы: в начальной точке определяют начальное состояние горячего листового металла или горячей полосы в модели горячего листового металла или горячей полосы и толстолистового прокатного стана, причем из упомянутого состояния может выводиться по меньшей мере один физический параметр состояния, осуществляют циклическую актуализацию состояния горячего листового металла или горячей полосы исходя из начального состояния во время обработки горячего листового металла или горячей полосы с применением модели горячего листового металла или горячей полосы и толстолистового прокатного стана, причем принимаются во внимание отслеживание маршрута горячего листового металла или горячей полосы и рабочие параметры, оказывающие влияние и/или воспроизводящие состояние горячего листового металла или горячей полосы.
2. Способ по п.1, отличающийся тем, что состояние горячего листового металла или горячей полосы описывают посредством параметризированной функции состояния.
3. Способ по п.1, отличающийся тем, что в качестве параметров состояния горячего листового металла или горячей полосы выводят с разрешением по местоположению температуру, и/или остаточное упрочнение, и/или составляющие фаз, и/или величины зерен, и/или энтальпию.
4. Способ по п.1, отличающийся тем, что состояние горячего листового металла или горячей полосы описывают посредством по меньшей мере одного параметра или параметров состояния в различных точках листа горячего листового металла или горячей полосы.
5. Способ по п.4, отличающийся тем, что точки листа включают в себя множество точек, расположенных вдоль длины, и/или множество точек, расположенных вдоль ширины листа или полосы.
6. Способ по п.4, отличающийся тем, что состояние горячего листового металла или горячей полосы описывают посредством локальных профилей температуры в различных точках листа.
7. Способ по п.1, отличающийся тем, что начальное состояние горячего листового металла или горячей полосы определяют посредством измерительного устройства и/или на основе модели.
8. Способ по п.1, отличающийся тем, что при наступлении по меньшей мере одного предварительно определенного события определяют периодически предварительно вычисляемые состояния горячего листового металла или горячей полосы и исходя из этого будущие параметры обработки листового металла в рамках предварительного вычисления на основе определенного перед этим, в частности, текущего состояния горячего листового металла или горячей полосы.
9. Способ по п.8, отличающийся тем, что в качестве предварительно определенного события служит достижение горячим листовым металлом определенной позиции, в частности, по соседству с точками воздействия клети прокатного стана, и/или устройства охлаждения, и/или устройства удаления окалины с горячего листового металла, и/или позиции, указанной пользователем.
10. Способ по п.8, отличающийся тем, что в качестве предварительно определенного события служит неуспех опосредованного или непосредственного сравнения текущего состояния с предварительно вычисленным состоянием.
11. Способ по п.10, отличающийся тем, что сравнение осуществляют при достижении горячим листовым металлом или горячей полосой определенных позиций, в частности, по соседству с точками воздействия клети прокатного стана, и/или устройства охлаждения, и/или устройства удаления окалины с горячего листового металла или горячей полосы.
12. Способ по п.8, отличающийся тем, что в качестве параметров обработки листового металла применяют параметры устройства охлаждения, и/или устройства удаления окалины, и/или клети прокатного стана, и/или устройства нагрева, и/или скорость листового металла.
13. Способ по п.8, отличающийся тем, что актуализация параметров обработки листового металла включает в себя установление времени остановки, и/или дополнительного процесса охлаждения или нагрева, и/или изменение скорости листового металла.
14. Способ по п.8, отличающийся тем, что актуализация параметров обработки листового металла включает в себя асимметричное управление верхними и нижними рабочими валками клети прокатного стана.
15. Способ по п.1, отличающийся тем, что проводят актуализацию и коррекцию состояния горячего листового металла или горячей полосы, при этом производят измерение в по меньшей мере одном месте, отличающемся от начальной точки, результат которого служит в качестве рабочих параметров, определяющих состояние горячего листового металла или горячей полосы.
16. Способ по п.15, отличающийся тем, что в случае размещенного по соседству с клетью прокатного стана измерительного устройства осуществляют измерение только для части горячего листового металла или горячей полосы, причем исходя из рабочих параметров для измеренной части принимают решение о рабочих параметрах для неизмеренной части.
17. Способ по п.1, отличающийся тем, что в качестве рабочих параметров используют усилия прокатки или вращающие моменты клети прокатного стана, воздействующие на листовой металл или горячую полосу.
18. Способ по п.1, отличающийся тем, что рабочие параметры включают в себя параметры устройства охлаждения, и/или устройства удаления окалины, и/или клети прокатного стана, и/или устройства нагревания, и/или скорость листового металла.
19. Способ по п.1, отличающийся тем, что текущие состояния горячего листового металла или горячей полосы и/или выведенные из этого величины, в частности по меньшей мере один параметр состояния, отображают для обслуживающего персонала, после чего обслуживающим персоналом может предприниматься, в частности, согласование параметров обработки листового металла.
20. Способ по п.1, отличающийся тем, что временную характеристику состояний и/или выведенных из них параметров, в частности корректирующих параметров, сохраняют в запоминающем устройстве для последующей оценки в отношении обработки последующего горячего листового металла или горячих полос.
21. Толстолистовой прокатный стан, выполненный с возможностью реализации способа по любому из пп.1-20.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 6526328 B1, 25.02.2003 | |||
| DE 4338608 A1, 03.08.1995 | |||
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ПРОКАТКИ | 2000 |
|
RU2177847C1 |

