Изобретение относится к способу для поддержки, по меньшей мере, частично ручного управления прокатным станом металлообработки, в котором обрабатывается металл в форме полосы, или сляба, или чернового профиля, а также к прокатному стану металлообработки.
Такие прокатные станы металлообработки, например автоматические линии для прокатки металла, участки охлаждения для охлаждения металла или комбинация их обоих, общеизвестны. При этом часто в конечном продукте или для определенных этапов обработки необходимы по возможности более точно определенные фазовые состояния металла, это означает, что определенные фазовые составляющие различных фаз металла, в частности стали, заданы в качестве целевых значений. Установка этих целевых значений является существенным критерием для качества металла.
Чтобы в автоматически управляемой установке достичь по возможности точной установки желательного фазового состояния металла, было, например, в WO 2005/099923 А1 предложено применять модель фазового превращения, которая с учетом отслеживания маршрута, рабочих параметров прокатного стана металлообработки, первичных данных, которые описывают поступающий в прокатный стан металлообработки металл и его состояние, из измеренных значений определяет, по меньшей мере, одну фазовую составляющую в отслеживаемых на маршруте точках металла, и на основе результатов соответственно управлять участком охлаждения.
Автоматическое управление, однако, не может в каждом процессе в действительности достичь желательных целевых параметров (например, распределения фаз, температуры, толщины и т.п.) обрабатываемого метала, так что известны установки с, по меньшей мере, частично ручным управлением. В этих установках обслуживающий оператор может управлять различными компонентами, например исполнительными элементами для охлаждения, рольгангами или валками, вручную, чтобы достичь установки желательных целевых параметров. В конце прокатного стана обработки тогда измеряется, например, температура, которая индицируется оператору, например, в конце участка охлаждения. Различные установки рабочих параметров могут при этом приводить к той же температуре, однако к различным фазовым состояниям металла, так что - незаметно для оператора - может возникнуть бракованная продукция. Также будет между тем возникать худшее качество обрабатываемого металла. Может произойти то, что на основе неправильного фазового распределения обработка подвергается ошибкам и возникают искривления, так называемые недокаты в виде гармошки в установке, металл в установке перекашивается или сцепляется, что может привести, по меньшей мере, к простою оборудования. При подобном недокате возникает также опасность для присутствующих лиц.
В основе изобретения лежит задача предложить способ для поддержки, по меньшей мере, частично ручного управления прокатным станом металлообработки, который обеспечивает оператору возможность лучшей настройки с учетом целевых параметров и поэтому повышает качество обрабатываемого металла, снижает бракованную продукцию и предотвращает возникновение недокатов.
Для решения этой задачи в способе вышеуказанного типа в соответствии с изобретением предусмотрено, что непрерывно, по отношению к, по меньшей мере, одному определенному месту прокатного стана металлообработки, определяется доля, по меньшей мере, одной металлургической фазы металла для точки металла с учетом рабочих параметров прокатного стана металлообработки, влияющих на фазовое состояние, и/или параметров состояния металла, и доля, по меньшей мере, одной фазы по отношению к, по меньшей мере, одному определенному месту прокатного стана металлообработки индицируется обслуживающему оператору.
В соответствии с изобретением, таким образом, сначала определяется доля, по меньшей мере, одной фазы в определенном, в частности, релевантном для процесса обработки месте прокатного стана металлообработки. Результат определения может также применяться для частично автоматического управления прокатным станом металлообработки, однако в соответствии с предложенным способом предпочтительным образом индицируется обслуживающему оператору в реальном времени, например, на управляющем устройстве. Оператор получает тем самым актуальную для качества обрабатываемого металла информацию, которая непосредственно воспроизводит влияние предпринятых им ручных регулировок, так что, при необходимости, путем дальнейших изменений ручные регулировки могут быть далее оптимизированы. Индикация служит, таким образом, обеспечению качества, однако также предотвращает возникновение недокатов и брака продукции и повышает безопасность на прокатном стане металлообработки. В частности, индикация может применяться и тогда, когда прокатный стан металлообработки работает в автоматическом режиме, так что своевременно можно распознать, что возникают проблемы с качеством, и перейти на ручное управление, чтобы предпринять соответствующую коррекцию. В общем, под понятием «ручное управление» здесь должно также пониматься минимальное вмешательство, то есть любой тип пользовательской информации, который имеет влияние, хотя бы и очень малое, на производственный процесс. Примером такого ручного вмешательства, которое также представляет ручное управление, является выбор подходящей плоскости охлаждения или подходящих параметров охлаждения.
Для определения упомянутой доли можно, в частности, применять модель для определения фазового состояния металла в различных точках металла (определенных местах на металле), причем принимаются во внимание отслеживание траектории точек металла и/или первичные данные, которые описывают металл, поступающий в прокатный стан металлообработки, и его состояние. Такие модели вырабатывают надежные выводы о фазовом состоянии металла в различных точках. Модель инициализируется для каждой точки металла, поступающей в прокатный стан металлообработки, при необходимости, на основе измерения. Все находящиеся в прокатном стане точки металла отслеживаются. Так как на основе отслеживания траекторий и рабочих параметров влияния во всех точках металла известны, то можно непрерывно актуализировать фазовое состояние в каждой из рассматриваемых точек металла. Для индикации нужно тогда только запрашивать соответствующую информацию в определенных местах прокатного стана металлообработки. Эта информация может, например, извлекаться из точки металла, которая лежит ближе всего к определенному месту. Эта модель может также быть интегрирована в вышестоящую по подчиненности модель, например в модель температуры. Разумеется, могут также применяться другие модели, чтобы определять фазовый состав, например процессы измерений.
Как уже упомянуто, при определении фазового состояния металла также используются параметры измерений. Для этого может быть предусмотрено, что применяется, по меньшей мере, одно измерительное устройство для приема параметров состояния, в частности пирометр. Посредством пирометра можно измерить температуру в определенной точке металла, так что, в частности, в связи с первичными данными, в такой точке может, например, выполняться инициализация модели. Разумеется, параметры состояния могут также служить для адаптации модели за счет того, что предлагается измеренное значение, например коррекция определенного на модели фазового состояния.
Прокатный стан металлообработки может представлять собой любой тип прокатного стана металлообработки, в котором фазовое состояние металла играет значительную роль. Так, прокатным станом металлообработки может быть, например, технологическая линия, в которой предусматривается ферритная прокатка. Ферритный металл можно прокатывать с более низким усилием прокатки, чем, например, аустенитный металл. При этом важно, что точка превращения феррита в аустенит по возможности точно известна и находится между двумя определенными прокатными клетями. Тогда в соответствующем изобретению способе может быть, например, предусмотрено, что индикация фазового состава осуществляется на каждой прокатной клети. Таким способом можно реализовать ферритную прокатку, так как обслуживающий оператор в любой момент может иметь обзор фазовых состояний металла и, при необходимости, может путем ручного управления вмешаться в процесс прокатки.
Особенно предпочтительным образом способ может применяться тогда, когда металл обрабатывается на выполненном в виде участка охлаждения для охлаждения металла прокатном стане металлообработки. Участки охлаждения часто примыкают к технологическим линиям и служат для подготовки металла к выпуску. Например, тогда в конце участка охлаждения может быть предусмотрено мотальное устройство, на которое наматывается обработанный металл. Разумеется, также возможно, что на конце участка охлаждения осуществляется дополнительная обработка или предусмотрено другое устройство съема или хранения. Примером этого является толстолистовой прокатный стан, так как там не может производиться намотка, листы вместо этого на устройстве правки растяжением распрямляются и складируются как пластины. На таком участке охлаждения предусмотрены исполнительные элементы, которые служат для температурного влияния на металл и поэтому имеют влияние на фазовый состав. Участок охлаждения может, например, иметь расположенные выше и ниже рольганга клапаны, через которые охладитель, в частности вода, подается на металл. Вручную или автоматически могут регулироваться, например, количество воды и давление воды. Часто в начале и в конце участка охлаждения измеряется температура металла. Поэтому может быть предусмотрено, что в качестве параметров состояния применяются измеренные значения первого пирометра, включенного перед участком охлаждения, и второго пирометра, включенного после участка охлаждения. Разумеется, могут предприниматься и другие измерения температуры. Измеренные значения первого пирометра могут совместно с первичными данными и общей информацией о поступающем металле, например о том, что он на 100 % состоит из аустенита, служить для инициализации фазового состояния в некоторой точке металла. Второй пирометр служит, в конечном счете, для контроля и для адаптации модели.
Разумеется, можно также рассматривать технологический процесс в целом, то есть, например, комбинацию из технологической линии и участка охлаждения.
Для того чтобы оценить качество обрабатываемого металла идеально на релевантном месте, доля (фракция) целесообразным способом индицируется по отношению к месту в конце прокатного стана обработки, так, например, в конце участка охлаждения перед наматыванием на возможно предусматриваемое мотальное устройство. Затем можно непосредственно оценивать, достигнуты ли с текущими рабочими параметрами желательные целевые параметры.
Если рассматривается, например, участок охлаждения, который имеет длину порядка 70 метров, то для быстро движущейся полосы, например при скорости 10 метров в секунду, потребуется 7 секунд для прохождения участка охлаждения. Однако часто обычными являются более медленные скорости, например 2 метра в секунду, так что металлу требуется полминуты, чтобы пройти участок охлаждения. Если теперь в начале участка охлаждения осуществляется переменное регулирование, то индикация в реальном времени в некотором месте в конце прокатного стана металлообработки обуславливает то, что обслуживающий оператор может наблюдать действия на индикаторе только спустя несколько секунд или даже спустя полминуты.
Поэтому в предпочтительном дальнейшем развитии способа предусмотрено, что дополнительно к определению текущей фракции при измененном управлении, по меньшей мере, одним компонентом прокатного стана обработки также определяется и индицируется прогноз для будущей фракции с учетом измененного управления на месте. Это означает, что при знании текущих рабочих параметров и текущих фазовых составляющих в позиции, где предпринимается измененное управление, можно, начиная с этой позиции, осуществлять прогнозное вычисление до места, относительно которого осуществляется индикация, так что действие изменения для обслуживающего оператора является непосредственно очевидным - особенно если ему там также индицируется сравнительное значение с предыдущими установками. Такой прогноз - который в общем случае, разумеется, еще может принимать во внимание последующие, не контролируемые оператором изменения процесса обработки, например незапланированное повышение скорости транспортировки, - дает оператору опережающее указание на то, каким образом проявляется изменение управления. Особенно предпочтительным образом может быть дополнительно предусмотрено, что может выбираться тестовый режим. В этом тестовом режиме на интерфейсе оператора могут устанавливаться изменения управления, которые, однако, не могут предприниматься непосредственно. Однако возможно, на основе определения фазовых составляющих и известных измененных и неизмененных рабочих параметров создать прогноз, который показывает, какие действия будет иметь предусматриваемое изменение. Если оператор удовлетворен, то он может ввести в управление изменения, например, приведением в действие некоторого органа управления.
Для металлов, в особенности углеродистых сталей, существуют комплексные фазовые диаграммы, в которых имеется множество различных фаз. Определение и индикация долей всех этих фаз нецелесообразны. Поэтому предпочтительным является индицировать, главным образом, релевантные фазы. В частности, может быть предусмотрено, что доля фаз аустенита, и/или феррита, и/или перлита, и/или цементита, и/или других фаз определяется и индицируется.
Индикация фракций может осуществляться в любой легко определяемой и наглядной форме. Так, может осуществляться целесообразным способом индикация фракций в форме кривой и/или круговой диаграммы, и/или в численной форме, и/или в виде столбиковой диаграммы, и/или в виде цветовой диаграммы. Особенно предпочтительным образом может быть предусмотрено, что при спадании ниже или превышении, по меньшей мере, одного заданного значения для, по меньшей мере, одной фракции на месте может выдаваться предупредительное сообщение. Так, например, могут задаваться значения допусков, которые представляют допуски по качеству, которые должны выдерживаться. Посредством предупредительного сообщения, которое может осуществляться оптическим и/или акустическим способом, привлекается внимание оператора к возникающей проблеме и к индикации фазовых составляющих, и могут быть приняты подходящие контрмеры.
Наряду с этим изобретение также относится к прокатному стану металлообработки для обработки металла в форме полосы или сляба или чернового профиля металла с управляющим устройством, включающим в себя вычислительный блок, выполненный с возможностью непрерывного определения доли, по меньшей мере, одной металлургической фазы металла для точки металла по отношению к, по меньшей мере, одному месту прокатного стана металлообработки с учетом рабочих параметров, влияющих на фазовое состояние, и/или параметров состояния металла, устройство ввода для, по меньшей мере, частично избирательным образом возможного ручного управления работой прокатного стана металлообработки, а также устройство индикации для индикации доли, по меньшей мере, одной фазы по отношению к определенному месту прокатного стана металлообработки. В частности, такой прокатный стан металлообработки выполнен с возможностью выполнения соответствующего изобретению способа, и варианты выполнения относительно способа могут быть перенесены на прокатный стан металлообработки. Таким образом, вычислительный блок принимает сигналы, которые указывают состояние металла или прокатного стана металлообработки в форме рабочих параметров и/или параметров состояния металла. После определения, по меньшей мере, одной фазы соответствующие сигналы посылаются на устройство индикации, так что может осуществляться индикация.
Так, может быть предусмотрено, что в вычислительном блоке для определения фракции сохранена модель для определения фазового состояния металла в различных точках металла с учетом отслеживания траектории точек металла и/или первичных данных, которые описывают металл, поступающий в прокатный стан металлообработки, и его состояние. Такая модель может быть, например, частью более крупномасштабной модели прокатного стана металлообработки, которая дополнительно может включать в себя, например, температурную модель.
Целесообразным способом прокатный стан металлообработки может включать в себя измерительное устройство для приема параметров состояния, в частности пирометр.
Прокатный стан металлообработки может быть прокатным станом металлообработки любого типа, например технологической линией или станом в целом. Особенно предпочтительным является выполнение, когда прокатный стан металлообработки выполнен как участок охлаждения, включающий в себя исполнительные элементы для влияния на температуру металла. В начале и в конце такого участка охлаждения могут быть предусмотрены пирометры, причем вычислительный блок выполнен с возможностью учета измеренных значений пирометра в качестве параметров состояния. Разумеется, могут предусматриваться также дополнительные пирометры или иные измерительные устройства.
Устройство индикации может быть выполнено с возможностью индикации составляющей в форме кривой, и/или круговой диаграммы, и/или в численной форме, и/или в виде столбиковой диаграммы, и/или в виде цветовой диаграммы.
Наконец, следует отметить, что изобретение может быть использовано предпочтительным образом не только для обработки металла в форме полосы или сляба. В особенности при обработке чернового профиля металла, например при изготовлении труб или профилей, часто имеются возможности ручного управления, так что изобретение и здесь может быть использовано с выгодой.
Другие преимущества и особенности предложенного изобретения вытекают из описанного далее примера выполнения, а также чертежей, на которых показано следующее:
фиг.1 - соответствующий изобретению прокатный стан металлообработки,
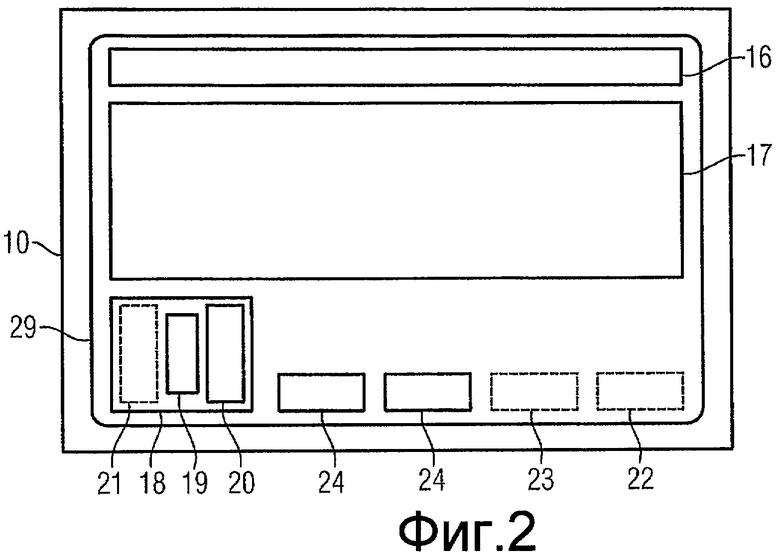
фиг.2 - возможный пользовательский интерфейс для индикации информации или, по меньшей мере, частично ручного управления прокатным станом металлообработки,
фиг.3А-D - возможные представления фазовых составляющих,
фиг.4 - возможное предупредительное сообщение.
Фиг.1 показывает прокатный стан металлообработки, который здесь показан как линия охлаждения. Линия 2 охлаждения включена за технологической линией, последняя прокатная клеть которой обозначена позицией 3. Обрабатываемый металл 4, в данном случае в форме полосы, проходит сначала через технологическую линию, а затем через участок 2 охлаждения, после чего он наматывается для отгрузки или для промежуточного хранения для последующей обработки на мотальное устройство 5, которое включено после участка 2 охлаждения.
Участок 2 охлаждения включает в себя исполнительные элементы 6, которые служат для воздействия на температуру металла 4. В этом случае исполнительные элементы 6 включают в себя клапаны и вентили, с помощью которых вода может подаваться на металл 4 в форме полосы с целью его охлаждения. Хотя на чертеже показан только один исполнительный элемент 6, участок охлаждения может включать в себя большее число таких исполнительных элементов 6.
Участок 2 охлаждения включает в себя, кроме того, управляющее устройство 7, которое на фиг.1 указано схематично. Управляющее устройство 7 включает в себя вычислительный блок 8, устройство 9 ввода для частично ручного управления исполнительными элементами, а также устройство 10 индикации. Кроме того, перед или после участка охлаждения включается соответствующий пирометр 11 для измерения температуры металла 4.
Вычислительный блок 8 управляет исполнительными элементами 6 (например, вентилями, форсунками или заслонками и т.д.) согласно рабочим параметрам S, которые в ручном режиме работы, по меньшей мере, частично, могут изменяться через устройство 9 ввода оператором, так что исполнительные элементы 6 могут управляться в группах или отдельно. Возможность ручного управления должна предусматриваться не постоянно, также вполне возможно, что между автоматическим режимом работы и ручным режимом работы может производиться переключение. Кроме того, возможно, что части исполнительных элементов 6 могут быть отдельно выполнены для ручного управления. Кроме того, возможно, что оператор изменяет входные параметры автоматического режима, например коэффициент усиления, с которым увеличивается количество воды при повышении скорости полосы (полуавтоматически). Другими ручными вмешательствами, которые представляют ручное управление, являются, например, изменение первичных данных (например, номинальной температуры мотального устройства), изменение стратегии охлаждения (например, градиент охлаждения), изменение длины неохлажденного участка полосы или качественная оценка, которая сама не представляет какого-либо изменения автоматики.
Кроме того, вычислительный блок 8 получает другую информацию о состоянии участка 2 охлаждения или металла 4. Наряду с измеренными значениями Т пирометров 11 на вычислительный блок 8 подаются первичные данные Р металла 4, которые описывают металл 4 или его состояние при входе на участок 2 охлаждения, а также, в качестве дополнительного рабочего параметра, скорость v металла.
Кроме того, предусмотрено отслеживание 28 траектории, которое постоянно отслеживает позицию точки металла 4 во время прохождения участка 2 охлаждения. Отслеживание 28 траектории может быть также интегрировано в вычислительный блок 8, в любом случае вычислительному блоку 8 предоставляются в распоряжение данные отслеживания 28 траектории.
В вычислительном блоке 8 сохранена модель 12 участка 2 охлаждения, которая включает в себя модель 13 для определения фазового состояния металла 4 в различных точках металла, а также модель 14 температуры для определения температуры или температурного распределения металла 4 в различных точках металла. Модели 13 и 14 выполнены таким образом, чтобы с учетом влияющих на фазовое состояние рабочих параметров S, параметров состояния металла 4, здесь температурных значений Т, первичных данных Р и данных х отслеживания траектории определять долю, по меньшей мере, одной фазы металла в различных точках металла. Аналогичным образом, модель 14 температуры выполнена таким образом, чтобы проводить такое определение в отношении температуры или температурного изменения. Определение одной или более фракций или температуры осуществляется при этом непрерывно. При этом модели 13 и 14 работают следующим образом.
Прежде всего, пирометром, включенным перед участком 2 охлаждения, измеряется температура в определенной точке металла. Вместе с первичными данными Р можно тем самым определить одну или более первоначальных фазовых составляющих. Оттуда осуществляется отслеживание траектории точки металла, причем посредством рабочих параметров S и скорости v, которые влияют на температуру или фазовое состояние металла 4 и величина которых известна, реализуется непрерывное отслеживание, по меньшей мере, одной фазовой составляющей или температуры в реальном времени. Перед мотальным устройством 5 завешается отслеживание 28 траектории точек металла. Это означает, что во всех отслеживаемых точках металла 4 в любое время из модели 13 известна, по меньшей мере, одна фазовая составляющая.
Второе температурное измерение на далее включенном пирометре 11 служит для проверки согласованности и адаптации модели.
В соответствующем изобретению прокатном стане 1 металлообработки информация, полученная посредством модели 13 через фазовое состояние металла 4 теперь применяется не для управления или не только для управления участком 2 охлаждения, но и доля, по меньшей мере, одной фазы по отношению к определенному месту 15 участка 2 охлаждения, здесь в конце участка 2 охлаждения, около или сразу после пирометра 11, посредством устройства 10 индикации представляется оператору для наблюдения. Тем самым, с одной стороны, обеспечивается возможность постоянного, обеспечивающего качество контроля, а с другой стороны, оператор в рамках ручного управления может наблюдать эффект изменения рабочих параметров S. Поэтому в распоряжение предоставляется дополнительная информация, которая ведет к улучшению качества обрабатываемого металла 4 и к повышению надежности в зоне участка 2 охлаждения.
При этом в рамках выполняемого на участке охлаждения соответствующего изобретению способа предусматривается не только определение одной или более фазовых составляющих с учетом рабочих параметров и параметров состояния металла 4 и индикация фракции на устройстве 10 индикации, но и возможность прогноза. Модель 13 выполнена таким образом, чтобы предварительно вычислять, какое воздействие измененное управление исполнительными элементами 6 участка 2 охлаждения имеет на фазовое состояние металла 4 в месте 15. Для этого применяются текущие фазовые составляющие точки металла непосредственно перед соответствующим исполнительным элементом или первым исполнительным элементом 6, чтобы исходя из этого провести предварительное вычисление, которое с учетом текущих и измененных рабочих параметров S или других рабочих параметров или скорости v определяет ожидаемую долю, по меньшей мере, одной фазы на месте 15. Также эта информация предпочтительно показывается оператору после определения, так что последний для наблюдения влияния на фазовое распределение может не ждать, пока точка металла, обработанная с новыми рабочими параметрами, достигнет фактически места 15. Целесообразно, кроме того, предусмотреть тестовый режим, на который управляющее устройство 7, например, путем выбора соответствующей, представляемой на устройстве 10 индикации коммутационной панели может переключаться, причем измененные рабочие параметры S передаются не непосредственно, а, например, только после приведения в действие соответствующего элемента управления. Однако уже во время еще не примененного измененного управления определяется и индицируется прогноз для места 15, так что оператор может соответственно согласовать свою установку, не допуская выпуска бракованной продукции. И для этого прогноза исходят из текущих, содержащихся в моделях 13 и 14 фазовых составляющих или температур.
Возможный, представляемый на устройстве 10 индикации (мониторе) пользовательский интерфейс 29 показан на фиг.2. При этом в первой области 16 индицируется общая информация о прокатном стане 1 металлообработки, вторая область 17 служит для индикации и установки рабочих параметров S исполнительных элементов 6. Выполнение таких областей является общеизвестным и здесь более подробно не показывается. Однако дополнительно предусмотрена область 18 для индикации информации о металле 4. В принципе известным способом индицируется информация 18 о температуре металла 4 в месте 15. Дополнительно, однако, предусмотрена индикация 20 текущей, имеющейся в месте 15 фазовой составляющей металла 4, как она была определена посредством модели 13. Дополнительно может также представляться прогноз 21 при измененном управлении в области 18. Если в прогнозе 21 дополнительно еще показывается первоначальное значение перед измененным управлением, то возможно непосредственное сравнение. Кроме того, пользовательский интерфейс 16 может включать в себя управляющий элемент 22 для активирования вышеописанного тестового режима, а также другой управляющий элемент 23 для получения введенных в тестовом режиме измененных рабочих параметров. Разумеется, могут также, как известно, предусматриваться другие, например выбираемые путем управления мышью, управляющие элементы 24.
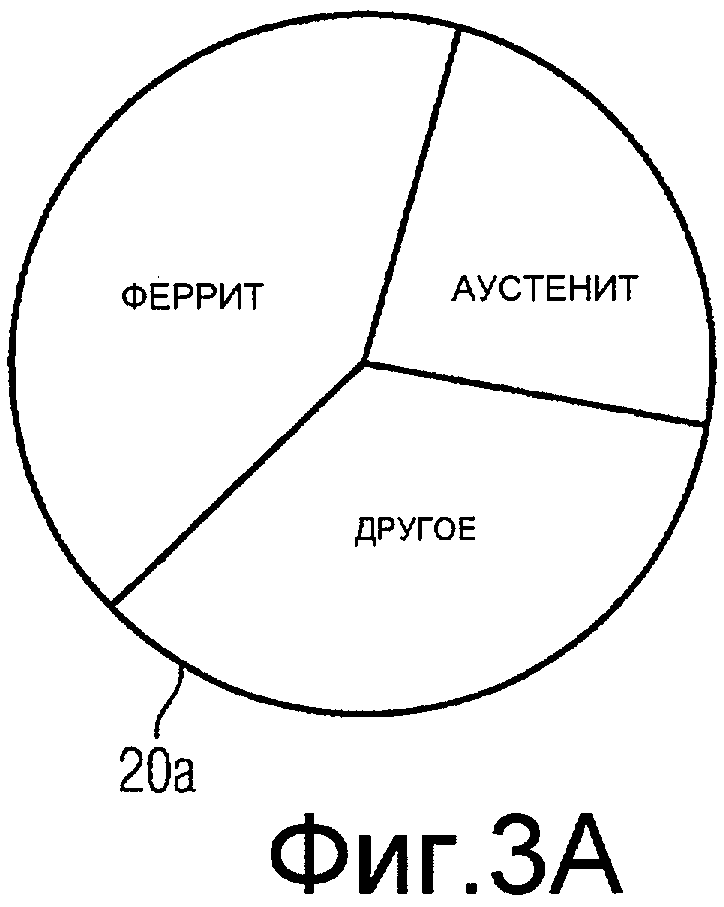
Фиг.3А-3D показывают различные возможности выполнения индикации 20 долей, по меньшей мере, одной фазы. Фиг.3А показывает индикацию 20а в форме круговой диаграммы. Представлены доли фаз феррита, аустенита, а также доля других фаз.
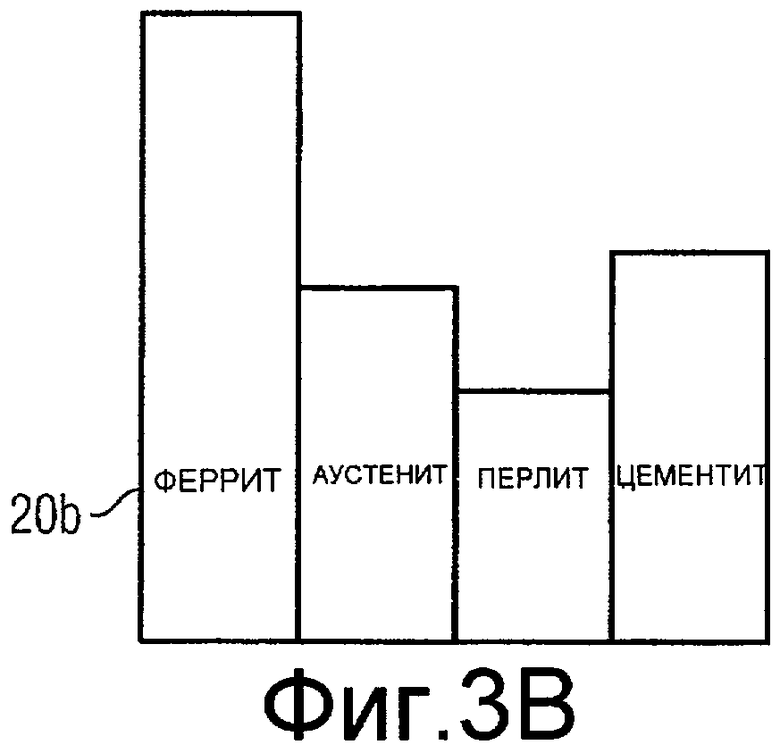
Фиг.3В показывает индикацию 20b в форме столбиковой диаграммы. Показаны доли фаз феррита, аустенита, перлита и цементита.
Фиг.3С показывает численную индикацию 20с долей фаз феррита и аустенита, а также других фаз.
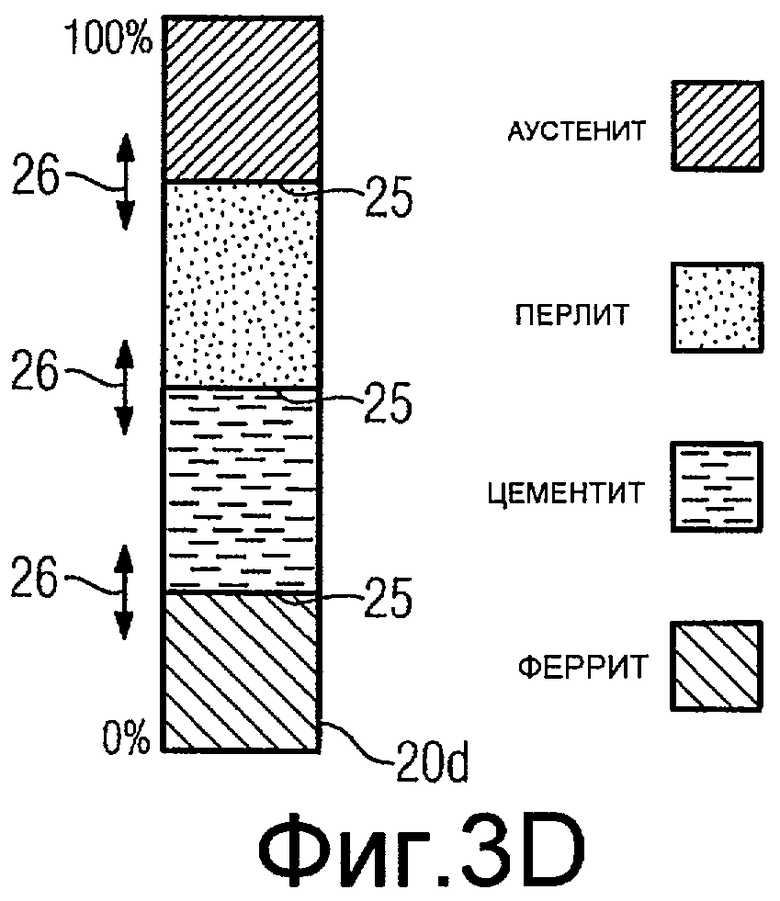
Фиг.3D показывает возможную индикацию 20d в форме цветовой диаграммы. Вдоль единственного столбика различными цветами представлены доли фаз аустенита, перлита, цементита и феррита, одинаково масштабированные по соответствующей длине. Границы 25 между цветами смещаются соответственно изменениям, как показано стрелкой 26. Дополнительно может предусматриваться шкала от 0 до 100%, так что доли также могут считываться. Тем самым обеспечивается особенно интуитивно понятное выполнение индикации 20d. Разумеется, цветовое кодирование возможно и при других индикациях 20а, 20b и 20с.
При изменении долей фаз изменяются и соответствующие представления согласно определению в реальном времени долей, так что пользователь сразу же может распознать фактическое распределение фаз как в рабочем режиме, так и в тестовом режиме.
Управляющее устройство 7, кроме того, выполнено с возможностью выдачи предупредительного сообщения, если, по меньшей мере, одна составляющая превышает или падает ниже заданного значения в месте 15. Такое предупредительное сообщение 27 представлено, например, на фиг.4. Устройство 10 индикации может также включать в себя акустические компоненты, которые могут вырабатывать акустический предупредительный сигнал. Предупредительное сообщение привлекает внимание оператора к индикации 20 фазового состояния металла 4. При этом указывается на то, что существует проблема с качеством или даже опасная ситуация.

Способ предназначен для повышения качества металлопроката. Способ включает металлообработку с поддержкой, по меньшей мере, частично ручного управления прокатным станом (1) металлообработки, в котором обрабатывается металл (4) в форме полосы или сляба или металл чернового профиля. Повышение точности корректировки параметров прокатного стана с учетом целевых параметров, тем самым повышение качества изделий обеспечивается за счет того, что непрерывно, по отношению к, по меньшей мере, одному определенному месту прокатного стана металлообработки, определяется доля, по меньшей мере, одной металлургической фазы металла с учетом рабочих параметров прокатного стана (1) металлообработки, на которые влияет фазовое состояние, и/или параметров состояния металла, и доля, по меньшей мере, одной фазы по отношению к, по меньшей мере, одному определенному месту прокатного стана металлообработки индицируется обслуживающему оператору, при этом осуществляют отслеживание траектории упомянутой точки металла и непрерывное отслеживание доли, по меньшей мере, одной металлургической фазы. Прокатный стан содержит соответствующее оборудование. 2 н. и 16 з.п. ф-лы, 4 ил.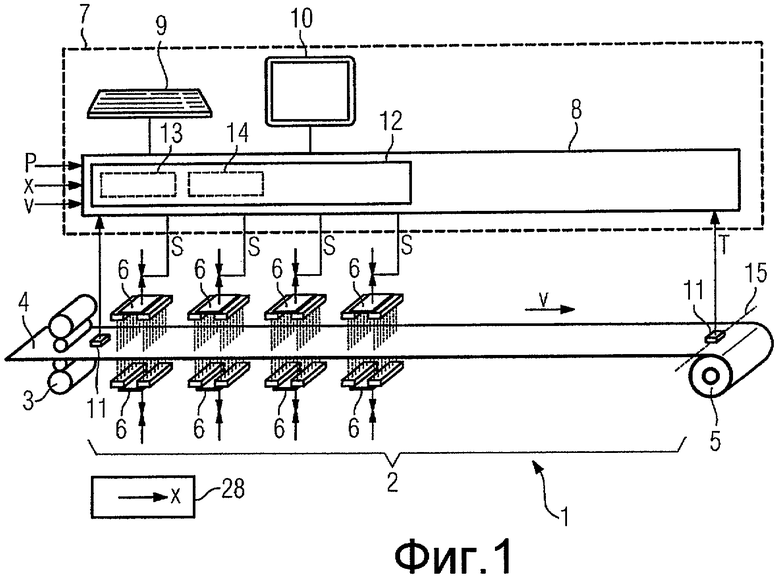
1. Способ металлообработки с поддержкой, по меньшей мере, частично ручного управления прокатным станом металлообработки, в котором обрабатывают металл в форме полосы или сляба или металл чернового профиля, причем непрерывно, по отношению к, по меньшей мере, одному определенному месту прокатного стана металлообработки определяют долю, по меньшей мере, одной металлургической фазы металла для точки металла с учетом рабочих параметров прокатного стана металлообработки, влияющих на фазовое состояние, и/или параметров состояния металла, и долю, по меньшей мере, одной фазы по отношению к определенному месту прокатного стана металлообработки индицируют обслуживающему оператору, при этом осуществляют отслеживание траектории упомянутой точки металла и непрерывное отслеживание доли, по меньшей мере, одной металлургической фазы.
2. Способ по п.1, отличающийся тем, что для определения доли фазы применяют модель для определения фазового состояния металла в различных точках металла, причем принимают во внимание отслеживание траектории точек металла и/или первичные данные, которые описывают металл, поступающий в прокатный стан металлообработки, и его состояние.
3. Способ по п.1 или 2, отличающийся тем, что применяют, по меньшей мере, одно измерительное устройство для приема параметров состояния, в частности пирометр.
4. Способ по п.1, отличающийся тем, что металл обрабатывают на участке охлаждения прокатного стана металлообработки.
5. Способ по п.4, отличающийся тем, что в качестве параметров состояния металла применяют измеренные значения первого пирометра, включенного перед участком охлаждения, и второго пирометра, включенного после участка охлаждения.
6. Способ по п.1, отличающийся тем, что долю фазы индицируют по отношению к месту в конце прокатного стана металлообработки.
7. Способ по п.1, отличающийся тем, что дополнительно к определению текущей доли при измененном управлении, по меньшей мере, одним компонентом прокатного стана металлообработки также определяют и индицируют прогноз для будущей доли фазы с учетом измененного управления на месте.
8. Способ по п.7, отличающийся тем, что устанавливают тестовый режим, в котором измененное управление не принимается непосредственно.
9. Способ по п.1, отличающийся тем, что определяют и индицируют долю фаз аустенита, и/или феррита, и/или перлита, и/или цементита, и/или других фаз.
10. Способ по п.1, отличающийся тем, что индикацию долей фаз осуществляют в форме кривой, и/или круговой диаграммы, и/или в численной форме, и/или в виде столбиковой диаграммы, и/или в виде цветовой диаграммы.
11. Способ по п.1, отличающийся тем, что при падании ниже или превышении, по меньшей мере, одного заданного значения для, по меньшей мере, одной доли фазы на месте выдают предупредительное сообщение.
12. Прокатный стан металлообработки для обработки металла в форме полосы или сляба или чернового профиля металла (4) с управляющим устройством (7), включающим в себя вычислительный блок (8), выполненный с возможностью непрерывного определения доли, по меньшей мере, одной металлургической фазы металла (4) для точки металла по отношению к, по меньшей мере, одному определенному месту (15) прокатного стана (1) металлообработки с учетом рабочих параметров (S), влияющих на фазовое состояние, и/или параметров состояния металла (4), устройство (9) ввода для, по меньшей мере, частично избирательным образом возможного ручного управления работой прокатного стана металлообработки, а также устройство (10) индикации для индикации (20) доли, по меньшей мере, одной фазы по отношению к определенному месту (15) прокатного стана (1) металлообработки, при этом упомянутое устройство (7) выполнено с возможностью отслеживания (28) траектории упомянутой точки металла и непрерывного отслеживания доли, по меньшей мере, одной фазовой составляющей.
13. Прокатный стан металлообработки по п.12, отличающийся тем, что вычислительный блок (8) для определения доли фазы имеет модель (13) для определения фазового состояния металла (4) в различных точках металла с учетом отслеживания (28) траектории точек металла и/или первичных данных (Р), которые описывают металл (4), поступающий в прокатный стан (1) металлообработки, и его состояние.
14. Прокатный стан металлообработки по п.12, отличающийся тем, что он содержит измерительное устройство для приема параметров состояния, в частности пирометр (11).
15. Прокатный стан металлообработки по п.12, отличающийся тем, что он имеет участок (2) охлаждения, включающий исполнительные элементы (6) для влияния на температуру металла.
16. Прокатный стан металлообработки по п.15, отличающийся тем, что соответственно в начале и в конце участка (2) охлаждения предусмотрены пирометры (11), причем вычислительный блок (8) выполнен с возможностью учета измеренных значений (Т) пирометра (11) в качестве параметров состояния.
17. Прокатный стан металлообработки по п.12, отличающийся тем, что устройство (10) индикации выполнено с возможностью индикации доли фазы в форме кривой, и/или круговой диаграммы, и/или в численной форме, и/или в виде столбиковой диаграммы, и/или в виде цветовой диаграммы.
18. Прокатный стан металлообработки по п.12, отличающийся тем, что он выполнен с возможностью осуществления металлообработки способом по любому из пп.1-11.
| WO 2005099923 A1, 27.10.2005 | |||
| Устройство для термическогоупРОчНЕНия жЕлЕзНОдОРОжНыХ КОлЕС | 1979 |
|
SU850706A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС В ПРОЦЕССЕ ПРОКАТКИ | 2002 |
|
RU2211102C1 |
| Устройство для регулирования охлаждения листового проката | 1990 |
|
SU1696028A1 |

