Изобретение относится к области электротехники, а более конкретно к химическим источникам тока с анодом из алюминиевого сплава и щелочным электролитом.
Известны анод химического источника тока со щелочным электролитом, изготовленный из алюминиевого сплава, способ изготовления такого анода и химический источник тока, содержащий такой анод [патент США №4950560, 01.08.1988, МПК H01M 4/36]. Предложенный сплав на основе алюминия содержит в качестве легирующих компонентов два, три или четыре легкоплавких элемента, выбранных из группы, включающей висмут, кадмий, таллий, ртуть, галлий, индий, свинец, олово, цинк, причем соотношения количеств легирующих элементов соответствуют образованию эвтектических сплавов. Предпочтительными являются эвтектические смеси элементов из группы, включающей галлий, индий, олово и цинк в количествах от 0,01 до 3% от массы сплава.
Способ изготовления анода включает ввод в расплавленный алюминий заданных легирующих компонентов, перемешивание расплава и отливку анодных заготовок. Дополнительно заготовки могут быть подвергнуты отжигу, закалке, прокатке.
Источник тока включает корпус, водный электролит, газодиффузионный воздушный катод и анод в форме проволоки, выполненной из предложенных сплавов, подаваемый специальным механизмом через уплотнение в днище корпуса источника тока. Автором показано, что лишь некоторые из предложенных сплавов обеспечивают одновременно высокую электрохимическую активность и достаточно низкую скорость коррозии с выделением водорода.
Известный способ изготовления анода не обеспечивает необходимой равномерности распределения легирующих компонентов и точности достижения заданного состава сплава из-за поочередного добавления легирующих компонентов в процессе приготовления сплава. Известный источник тока не обладает способностью к продолжительной работе из-за пассивации анода по мере накопления в электролите продуктов разрушения анода.
Известны также источник тока, способ изготовления его анода и материал для изготовления активной части анода [патент РФ №2168811, 06.05.1999, МПК H01M 12/04, H01M 4/46]. Существенными признаками источника тока являются наличие у него дополнительной нерабочей камеры, поворотной крышки с электродным блоком и применение анодов из алюминиевого сплава определенного состава. Способ изготовления анода включает ввод в расплавленный алюминий жидкой лигатуры из легкоплавких компонентов (галлия, олова и свинца), перемешивание расплава и отливку полосы сплава на вращающийся кристаллизатор. Полученная полоса сплава может быть дополнительно подвергнута термообработке и механической обработке с получением анодов. Материал анода из алюминиевого сплава содержит 0,25-0,4% олова, 0,005-0,1% галлия и 0,005-0,1% свинца.
Недостатками предложенного технического решения являются наличие в анодном сплаве токсичного элемента - свинца и высокая скорость коррозии такого сплава в щелочном электролите.
Наиболее близким к предлагаемому является техническое решение [патент РФ №2262159, 06.04.2004, МПК H01M 4/46, H01M 6/04], включающее анод, способ изготовления анода и химический источник тока с таким анодом. Анод изготовлен из алюминиевого сплава, содержащего элементы, выбранные из группы, включающей магний, цинк, галлий, олово, индий, свинец, кремний, висмут, сурьму, но предпочтительно индий, олово и кремний или индий, олово и магний в диапазоне концентраций 0,01-2%. Способ изготовления анода включает введение легирующих компонентов в расплавленный алюминий непосредственно перед разливкой, интенсивное перемешивание расплава, отливку и кристаллизацию заготовок с последующим отжигом, горячей и холодной прокаткой, механической обработкой. Химический источник тока со щелочным электролитом характеризуется тем, что включает анод из сплава указанного состава, изготовленный в соответствии с указанным способом.
Недостатками предложенного технического решения являются пассивация анода, выражающаяся в резком падении разрядного тока, наступающая в процессе разряда при накоплении в электролите продуктов его растворения, а также неоднородность и неточность состава сплава в принятом способе его приготовления.
Задача предлагаемого технического решения состоит в создании анодного сплава, способного длительное время, практически до полного срабатывания анода, обеспечивать заданное напряжение элемента под нагрузкой или заданный ток разряда, то есть замедление процесса пассивации (блокировки) поверхности анода продуктами анодной реакции. Одновременно с этим сплав должен обладать достаточной устойчивостью к коррозии, протекающей в щелочном растворе с выделением водорода. Задача включает также создание способа изготовления такого анода и химического источника тока, способного к длительной работе без пассивации анода.
Поставленную задачу решают тем, что в состав анодного сплава на основе алюминия вводят добавки галлия (0,01-0,1%), индия (0,1-1%) и магния (0,2-2%), а щелочной электролит содержит станнат натрия в концентрации 2-10 г/л. Легирующие компоненты вводят в расплав алюминия в форме лигатур на основе алюминия, содержащих 0,1-5% галлия, 1-10% индия или 2-20% магния.
Сущность предлагаемого изобретения поясняется примерами.
Пример 1.
Приготовление лигатур.
Алюминий чистоты 99,9% (реактив марки «ч») загружают в тигель и после расплавления нагревают до температуры 780°C. Перед разливкой в каждую порцию расплавленного алюминия вводят соответствующую легирующую добавку в количествах, обеспечивающих изготовление лигатур с заданным содержанием легирующего компонента. Расплав перемешивают и разливают в изложницы. Полученные слитки лигатур с удобными для последующего дозирования размерами используют для изготовления анодов требуемого состава.
Приготовление сплава, изготовление анодов.
При изготовлении анодов в тигель загружают алюминий чистоты 99,9% и нагревают до температуры 770°C. После расплавления в тигель при перемешивании загружают отрезки слитков лигатур в количествах, обеспечивающих заданное содержание легирующих компонентов в анодном сплаве. Полученный расплав разливают в формы, выполненные по размерам анодов.
Для изготовления анодов из сплава состава 0,5% мас. Mg, 0,5% In, 0,05% Ga, остальное алюминий в тигель загружают 84 вес.ч. алюминия, 5 вес.ч. лигатуры Al-Mg с содержанием 10% Mg, 10 вес.ч. лигатуры Al-In с содержанием 5% In, 1 вес.ч. лигатуры Al-Ga с содержанием 5% Ga.
Для изготовления анодов из сплава состава 0,6% Mg, 0,1% Sn, 0,05% Ga, остальное алюминий в тигель загружают 91 вес.ч. алюминия, 6 вес.ч. лигатуры Al-Mg с содержанием 10% Mg, 2 вес.ч. лигатуры Al-Sn с содержанием 5% Sn, 1 вес.ч. лигатуры Al-Ga с содержанием 5% Ga.
Остывший металл в виде пластин заданного размера извлекают из форм и используют в качестве анодов источника тока.
Пример 2.
По способу, описанному в примере 1, были изготовлены аноды состава - 1: 0,5% Mg, 0,5% In, 0,05% Ga, остальное алюминий, состава - 2: 0,6% Mg, 0,1% Sn, 0,05% Ga, остальное алюминий, состава - 3 из алюминия чистоты 99,9%. Величина поляризации анодов составов 1 и 2 при плотностях тока 0,1 А/см2 оказывается на 120-140 мВ меньшей, чем для анода состава 3 (при температурах 40-60°C, электролит 4 М NaOH + 0,05 М станнат натрия). В то же время скорость коррозии анода состава 1 в 1,2 раза меньше, чем анода состава 3 при 50°C (электролит 4 М NaOH + 0,05 М станнат натрия), а скорость коррозии анода состава 2 в 2,5 раза выше, чем анода состава 3 при тех же условиях. Плотность тока коррозии анода состава 3 при указанных условиях составляла 12 мА/см2.
При использовании анодов в работающей ячейке воздушно-алюминиевого источника тока с электролитом 4 М NaOH + 0,05 М станнат натрия при температуре 55°C и плотности рабочего тока 0,11 А/см2 плотность тока коррозии анодов состава 3 составляла 10 мА/см2, а для анодов состава 1 - 7 мА/см2.
Скорость коррозии анода состава 3 при 50°C в электролите 4 М NaOH без добавления станната оказывается в 20 раз выше, чем скорость его коррозии в электролите 4 М NaOH + 0,05 М станната натрия.
Аноды составов 1, 2, 3 и анод состава 4 (0,5% Zn, 0,05% Ga, остальное алюминий) использовались для изготовления ячеек воздушно-алюминиевых химических источников тока (ВА ХИТ) с воздушным газодиффузионным катодом и щелочным электролитом. Ячейки имели призматическую форму с боковой стенкой, выполненной из газодиффузионного катода. Анод выполнялся из пластины алюминиевого сплава заданного состава. Анодная пластина располагалась параллельно воздушному катоду (фиг.1).
Начальный зазор между анодом и катодом составлял 3 мм. В качестве электролита использовался щелочной электролит состава 4 М NaOH + 0,05 М станнат натрия. Разряд ячеек осуществлялся через постоянную нагрузку, обеспечивающую рабочие плотности тока разряда на уровне 0,1 А/см2. Ячейки с анодами составов 2, 3, 4 прекращали работать как эффективные источники тока в момент времени, когда начиналось выпадение из раствора гидроокиси алюминия. В это время происходила глубокая пассивация анодов и внутреннее сопротивление ячеек за короткое время возрастало в 50 и более раз. Отработанный электролит в ячейках представлял собой прозрачную жидкость с небольшим количеством осадка гидроокиси алюминия.
Для анодного сплава состава 1 явление глубокой пассивации анодов не наблюдается. Ячейки с анодами из этого сплава продолжали работать как эффективный источник тока в два и более раз дольше, чем ячейки с анодами других составов. В конце рабочего цикла отработанный в таких ячейках электролит представлял собой густую белую пасту из гидроокиси алюминия.
Отсутствие глубокой пассивации для анодов состава 1 в отличие от анодов других составов наблюдалось для ячеек разного размера. При избытке материала анода работа ячеек разных геометрических размеров с анодами составов 2, 3, 4 всегда прекращалась одновременно с началом выпадения из раствора гидроокиси алюминия, а ячейки с анодами состава 1 продолжали работать до тех пор, пока электролит в них не загущался выпадающей из раствора гидроокисью алюминия до состояния вязкой пасты.
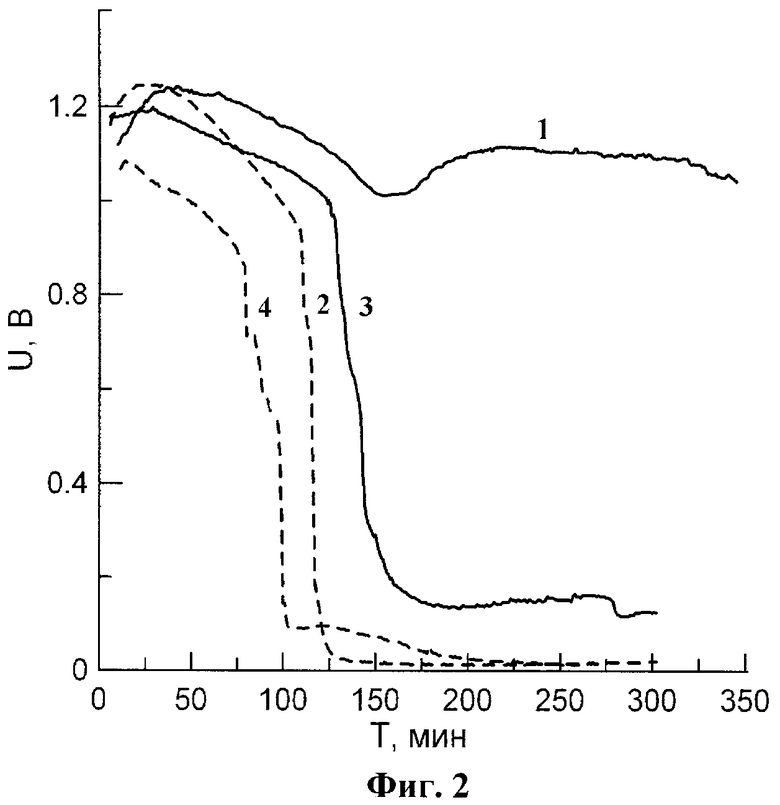
На фиг.2 показаны разрядные характеристики ячеек ВА ХИТ с площадью катода 4 см2 и объемом электролита 5 мл при работе на нагрузку 3 Ом. Цифрами 1-4 обозначены разрядные кривые, соответствующие составам 1-4 анодных сплавов.
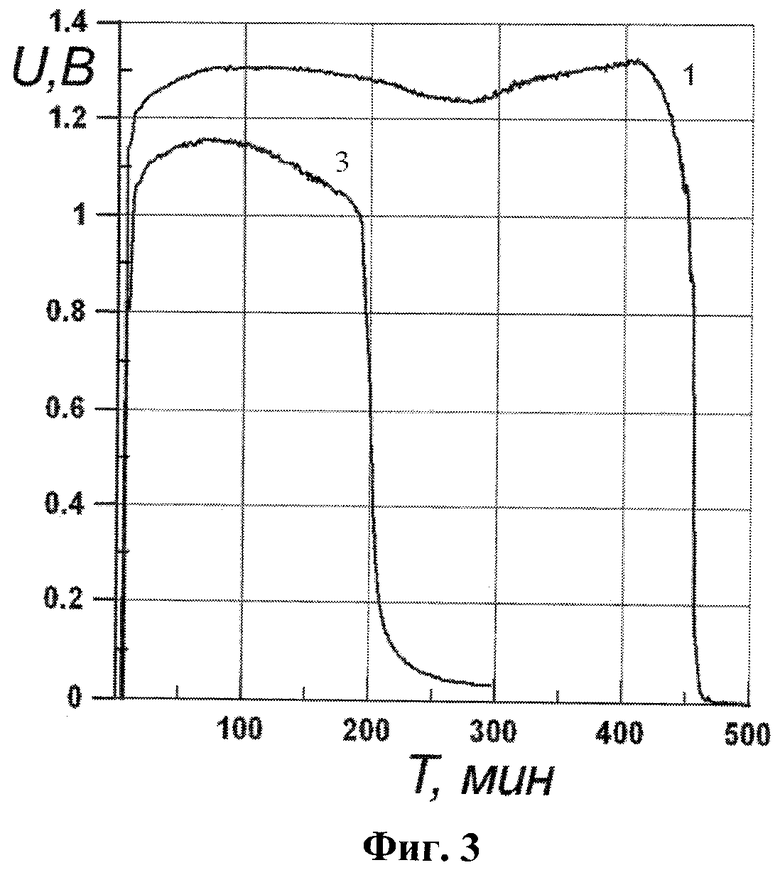
На фиг.3 показаны разрядные характеристики ячеек ВА ХИТ с площадью катода 30 см2 и объемом электролита 60 мл, работающих на нагрузку 0,5 Ом, при использовании анодов составов 1 и 3 (кривые 1 и 3 соответственно). Во всех случаях емкость ячеек с анодами состава 1 более чем в 2 раза превышает удельные емкости таких же ячеек с анодами другого состава.
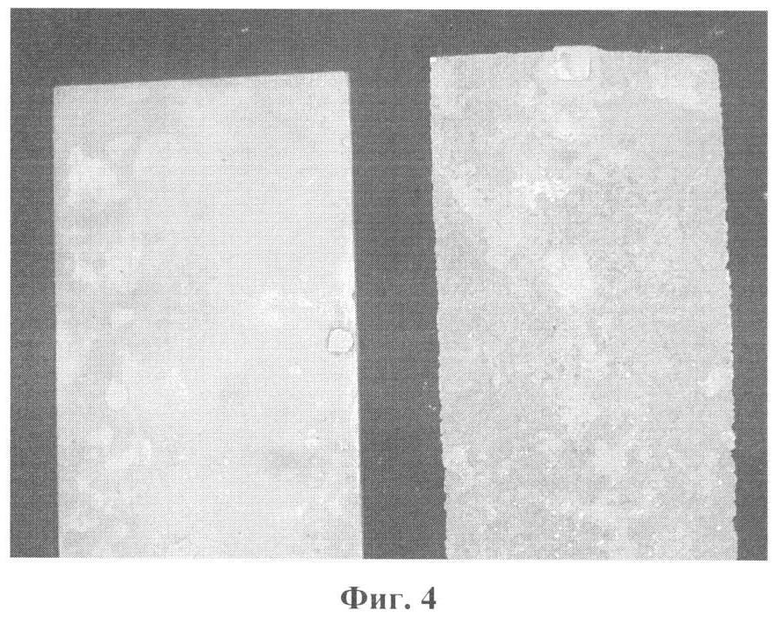
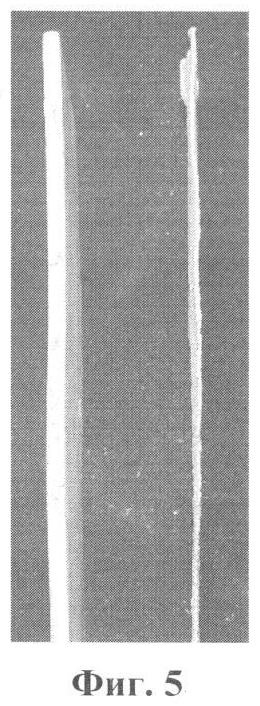
Аноды состава 1 вырабатываются практически полностью, равномерно по всей поверхности. Анод состава 1 - через 10 мин (фиг.4) и через 10 часов (фиг.5) работы при плотности тока 0,1 А/см2.
Пример 3.
По способу, описанному в примере 1, были изготовлены аноды состава 0,5% Mg, 0,25% In, 0,04% Ga, остальное алюминий (не блокирующийся анодный сплав) и состава 0,5% Mg, остальное алюминий (блокирующийся анодный сплав). Изготовленные аноды были использованы для зарядки проточной ячейки воздушно-алюминиевого источника тока. Ячейка имела призматическую форму и площадь воздушного катода 300 см2. Электролит (4 М NaOH + 0,05 М станната натрия) прокачивался через ячейку с постоянной скоростью, после чего поступал в холодильник-кристаллизатор, где происходило выпадение в осадок гидроокиси алюминия. На выходе из холодильника электролит фильтровался и подавался обратно в ячейку. Разряд ячейки осуществлялся через постоянную нагрузку 0,04 Ом, что обеспечивало плотность тока разряда на уровне 0,1 А/см2. При заливке в систему свежего электролита разница в работе ячеек с анодами разного состава обусловлена разностью в поляризационных характеристиках сплавов. Сплав состава 1 имеет лучшие поляризационные характеристики и, соответственно, большее рабочее напряжение на нагрузке. На фиг.6 показаны разрядные характеристики ячейки ВА ХИТ при использовании «свежего» электролита. Сплошные кривые - не блокирующийся анодный сплав, пунктирные - блокирующийся анодный сплав.
После начала выпадения гидроокиси алюминия в осадок в кристаллизаторе (соответствует времени T=200 мин) ячейки с анодами разного состава продолжают работать без изменения разрядных характеристик. В момент времени T=450 мин, когда в кристаллизаторе накопилось большое количество осадка гидроокиси алюминия, ячейки останавливают, а электролит из них сливают в кристаллизатор. Через 8 часов после отключения ячеек отработанный электролит из кристаллизатора, насыщенный раствором гидроокиси алюминия, вновь начинают прокачивать через ячейки.
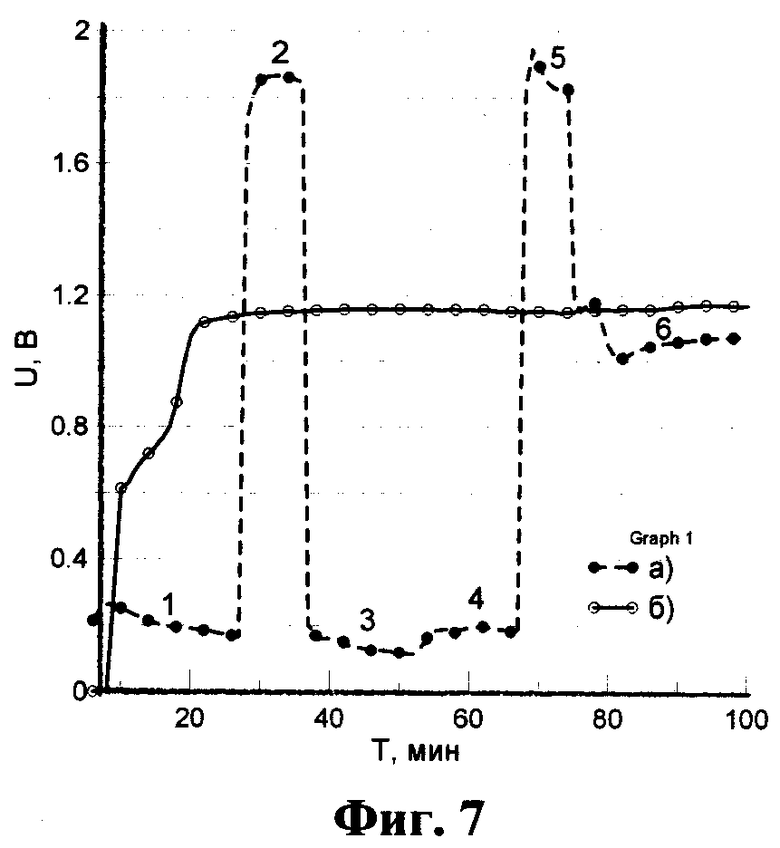
На фиг.7 показан выход на рабочий режим для ячеек с блокирующимся и не блокирующимся электродами при повторном запуске ячеек с использованием электролита, насыщенного гидроокисью алюминия.
а) Не блокирующийся анодный сплав. Включение циркуляции холодного электролита через ячейку с подключенной нагрузкой, выход на рабочий режим.
б) Блокирующийся анодный сплав: 1 - прокачка через ячейку с подключенной нагрузкой холодного электролита; 2 - отключение нагрузки с сохранением циркуляции электролита; 3 - включение нагрузки; 4 - прокачка через ячейку с включенной нагрузкой электролита, подогретого до 55°C; 5 - отключение нагрузки с сохранением циркуляции горячего электролита; 6 - включение нагрузки, отключение подогрева электролита, выход на рабочий режим. При использовании анода состава 1 ячейка с подключенной нагрузкой выходит на рабочий режим вскоре после начала прокачки электролита (фиг.7). Чтобы вывести на рабочий режим ячейку с блокирующимся анодом состава 2, необходимо отключить нагрузку и прокачивать через ячейку в течение нескольких минут электролит, предварительно нагретый до температуры 50-55°C (фиг.7).
Приведенные примеры показывают, что предложенные анод, способ его изготовления и химический источник тока с таким анодом могут быть реализованы с достижением заявленного технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНОД ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА СО ЩЕЛОЧНЫМ ЭЛЕКТРОЛИТОМ | 2004 |
|
RU2266589C1 |
| АНОД ДЛЯ ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА (ВАРИАНТЫ) | 2004 |
|
RU2262159C1 |
| АНОД ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2487441C1 |
| ИСТОЧНИК ТОКА, СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО АНОДА И МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ АКТИВНОЙ ЧАСТИ АНОДА | 1999 |
|
RU2168811C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ АЛЮМИНИЙ-ВОЗДУШНОГО ГАЛЬВАНИЧЕСКОГО ЭЛЕМЕНТА | 2015 |
|
RU2618440C2 |
| Электролит для первичного источника тока | 2023 |
|
RU2805462C1 |
| СТАЛЬ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ АНОДОВ СОЛЕВЫХ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА | 1992 |
|
RU2035094C1 |
| АНОД ДЛЯ ХИМИЧЕСКОГО ИСТОЧНИКА | 1995 |
|
RU2096866C1 |
| ЭЛЕКТРОЛИТ ДЛЯ КИСЛОРОДНО(ВОЗДУШНО)-МЕТАЛЛИЧЕСКОГО ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА | 1996 |
|
RU2106723C1 |
| МЕТАЛЛО-ВОЗДУШНЫЙ ИСТОЧНИК ТОКА | 2014 |
|
RU2570143C1 |


Изобретение относится к области электротехники, а более конкретно к химическим источникам тока с анодом из алюминиевого сплава и щелочным электролитом. Техническим результатом изобретения является создание анода и химического источника тока с анодом, способных к длительной работе без пассивации. Согласно изобретению анод для химического источника тока со щелочным электролитом изготовливают из сплава на основе алюминия, содержащего 0,01-0,1% галлия, 0,1-1% индия, 0,2-2% магния. Легирующие компоненты вводят в состав сплава в виде лигатур на основе алюминия, содержащих 0,1-5% галлия, 1-10% индия и 2-20% магния. Щелочной электролит содержит станнат натрия в концентрации 2-10 г/л. 3 н.п. ф-лы, 7 ил., 3 пр.
1. Анод для химического источника тока со щелочным электролитом, изготовленный из сплава на основе алюминия с легирующими элементами, выбранными из группы, включающей индий, олово, цинк, магний, галлий, при содержании легирующих элементов от 0,05 до 5 мас.%, отличающийся тем, что сплав содержит 0,01-0,1% галлия, 0,1-1% индия, 0,2-2% магния.
2. Способ изготовления анода, отличающийся тем, что легирующие компоненты вводят в состав сплава в виде лигатур на основе алюминия, содержащих 0,1-5% галлия, 1-10% индия и 2-20% магния.
3. Химический источник тока, содержащий анод, газодиффузионный катод и щелочной электролит, отличающийся тем, что анод выполнен по пп.1 и 2, а электролит содержит станнат натрия в концентрации 2-10 г/л.
| АНОД ДЛЯ ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА (ВАРИАНТЫ) | 2004 |
|
RU2262159C1 |
| СТАЛЬ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ АНОДОВ СОЛЕВЫХ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА | 1992 |
|
RU2035094C1 |
| US 4950560 A, 21.08.1990 | |||
| JP 2000273566 A, 03.10.2000 | |||
| Устройство для моделирования процесса обслуживания заявок | 1984 |
|
SU1221659A1 |

