Область техники, к которой относится изобретение
Предмет изобретения имеет отношение к металлорежущей системе, в частности к металлорежущей системе для обеспечения эффективной подачи охлаждающей текучей среды в зону контакта между металлорежущим инструментом и рабочей заготовкой.
Предпосылки создания изобретения
Металлорежущие инструменты для выполнения операций по обработке металлов обычно содержат режущую пластину, имеющую поверхность, заканчивающуюся у режущей кромки, и державку резца с гнездом под режущую пластину. Режущая пластина взаимодействует с заготовкой и снимает с нее стружку. Очевидно, необходимым является увеличение срока службы режущей пластины при выполнении операций по обработке металлов. Более продолжительный срок службы режущей пластины приводит к более низким эксплуатационным расходам и лучшему коэффициенту использования станка. Одним из факторов, определяющих срок службы режущей пластины, является ее температура во время выполнения операций по обработке металлов. Более высокая температура режущей пластины приводит к уменьшению полезного срока ее службы.
Уровень техники
Многие системы спроектированы на понижение температуры режущей пластины во время резания металла. Например, в общем случае охлаждающие текучие среды могут подаваться через сопла, направленные на режущую кромку пластины. Охлаждающая текучая среда служит не только для понижения температуры режущей пластины, но и для удаления стружек из зоны резания. Сопла часто располагаются на расстоянии 1-12 дюймов от режущей кромки. Это слишком большое расстояние для эффективного охлаждения. Чем с более дальнего расстояния необходимо подавать охлаждающую текучую среду, тем больший ее объем смешивается с воздухом и меньше вероятность того, что она действительно попадет в зону контакта между резцом и стружкой.
Некоторые специалисты улучшили процесс охлаждения, направляя большие объемы охлаждающей текучей среды на режущую кромку под высоким давлением так, показано в патенте США № 6045300, выданному Энтону. Другие специалисты создали между режущей пластиной и верхней плоскостью пазы, закрепляющие режущую пластину в державке для уменьшения расстояния, на которое следует разбрызгивать охлаждающую текучую среду. Это показано в заявке на патент США 2003/00820118 на имя Кремера. Некоторые специалисты в качестве охлаждающей текучей среды подавали в рабочую зону, расположенную относительно близко с режущей кромкой пластины, жидкий азот так, как показано в патенте США № 5901623, выданном Хонгу. Каждый из этих вариантов показал ограниченную эффективность. Во многих из них сопла, по-прежнему, располагаются слишком далеко от зоны контакта между резцом и рабочей заготовкой. В тех вариантах, где предлагается создание пазов между верхней плоскостью и режущей пластиной, охлаждающая текучая среда поступает ближе к зоне контакта между резцом и рабочей заготовкой, однако такое расстояние оказывается недостаточно близким. Конструкция, предложенная Кремером, также имеет ограничение, которое заключается в том, что направление потока охлаждающей текучей среды почти полностью ограничено одной плоскостью. Система подачи жидкого азота, наподобие той, которую предложил Хонг, показала некоторое преимущество, однако она недопустима для большинства применений по причине своей высокой стоимости. Ясно, что остается необходимость создания простого и эффективного узла для охлаждения режущей пластины во время выполнения операций по обработке металла.
Раскрытие изобретения
Авторы распознали проблемы, связанные с использованием традиционного устройства охлаждения и для решения проблем, связанных с предшествующим уровнем техники, разработали узел режущей пластины, применяемый с обычной системой подачи охлаждающей текучей среды на режущую пластину.
В одном из вариантов осуществления изобретения узел содержит державку резца, имеющую углубление для установки режущей пластины, и канал для подачи охлаждающей текучей среды; регулировочную прокладку с каналом охлаждения, выполненным с возможностью подачи охлаждающей текучей среды на заднюю поверхность или на режущую кромку пластины; режущую пластину, имеющую в центре выемку в форме усеченного конуса, и отверстие, выровненное с каналом для подачи охлаждающей текучей среды державки резца; верхний элемент с выемкой в форме усеченного конуса на верхней поверхности и нижней частью в форме усеченного конуса, выровненной с выемкой в форме усеченного конуса режущей пластины для образования плотного гидравлического затвора между режущей пластиной и верхним элементом, за исключением канала охлаждения передней поверхности, проходящего от отверстия режущей пластины до щели слива, которая расположена рядом с режущей кромкой или углом режущей пластины; и фиксатор, выполненный с возможностью уплотнения каналов охлаждения и обеспечения опоры режущей пластине и верхним элементом. Косвенная связь между зоной контакта верхнего элемента и режущей пластины и плоскостью передней поверхности режущей пластины позволяет осуществить подачу охлаждающей текучей среды от угла ниже плоскости передней поверхности режущей пластины. Таким образом, охлаждающая текучая среда удаляет стружки с нижней части заготовки. Подача охлаждающей текучей среды на заднюю поверхность режущей пластины в сочетании с охлаждением ее передней поверхности, описанная здесь, показала себя эффективным средством охлаждения режущей пластины и удаления стружек. Как следствие, в результате применения настоящего изобретения срок службы режущей пластины значительно вырос.
Краткое описание чертежей
Дальнейшие особенности настоящего изобретения, а также вытекающие из этого преимущества, станут понятными в результате следующего подробного описания, сделанного со ссылкой на чертежи, на которых:
фиг.1 представляет собой вид изобретения с пространственным разделением деталей, рассчитанного на охлаждение только передней поверхности режущей пластины;
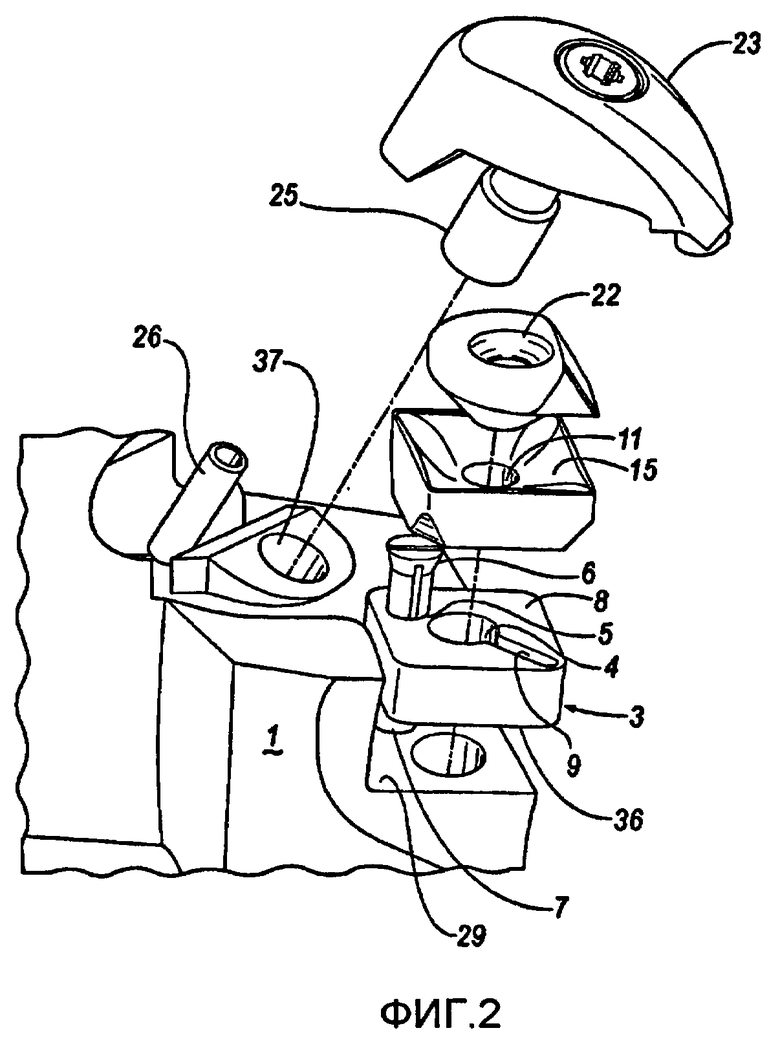
фиг.2 представляет собой вид изобретения с пространственным разделением деталей, рассчитанного на охлаждение только передней и задней поверхности режущей пластины;
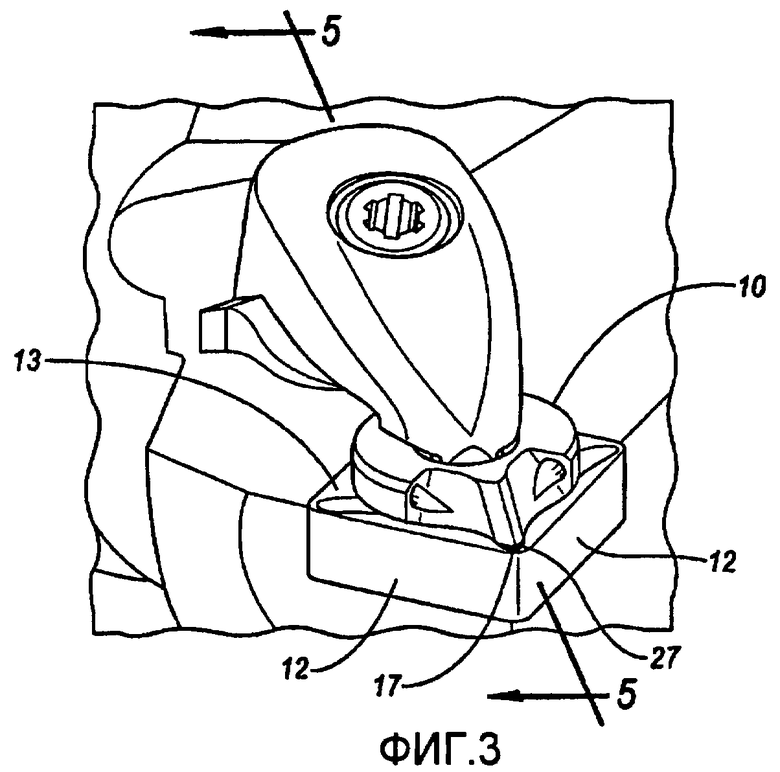
фиг.3 представляет собой вид изобретения в перспективе с соплами, рассчитанного на охлаждение передней поверхности режущей пластины;
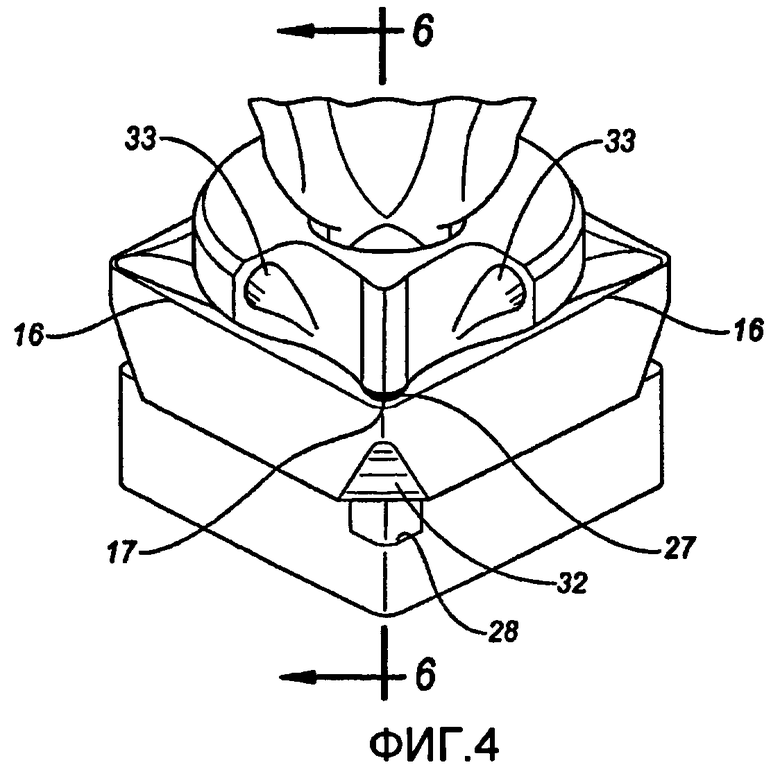
фиг.4 представляет собой вид в перспективе предпочтительного варианта осуществления изобретения с соплами, рассчитанного на охлаждение большим объемом текучей среды передней и задней поверхности режущей пластины;
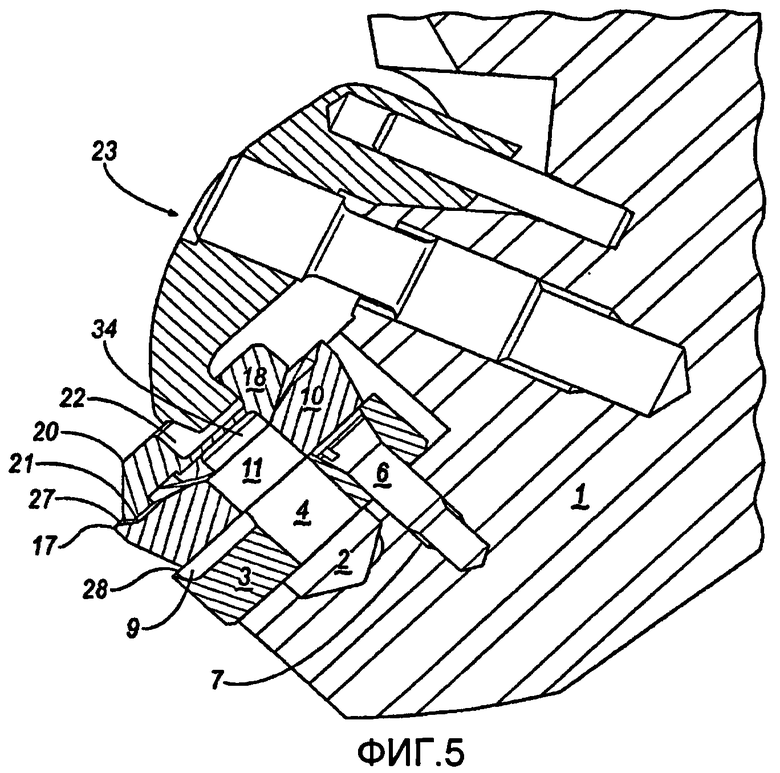
фиг.5 представляет собой поперечное сечение вида в перспективе изобретения, рассчитанного на охлаждение передней и задней поверхности режущей пластины;
фиг.6 представляет собой поперечное сечение вида в перспективе изобретения, рассчитанного на охлаждение передней поверхности и охлаждение большим объемом текучей среды задней поверхности режущей пластины;
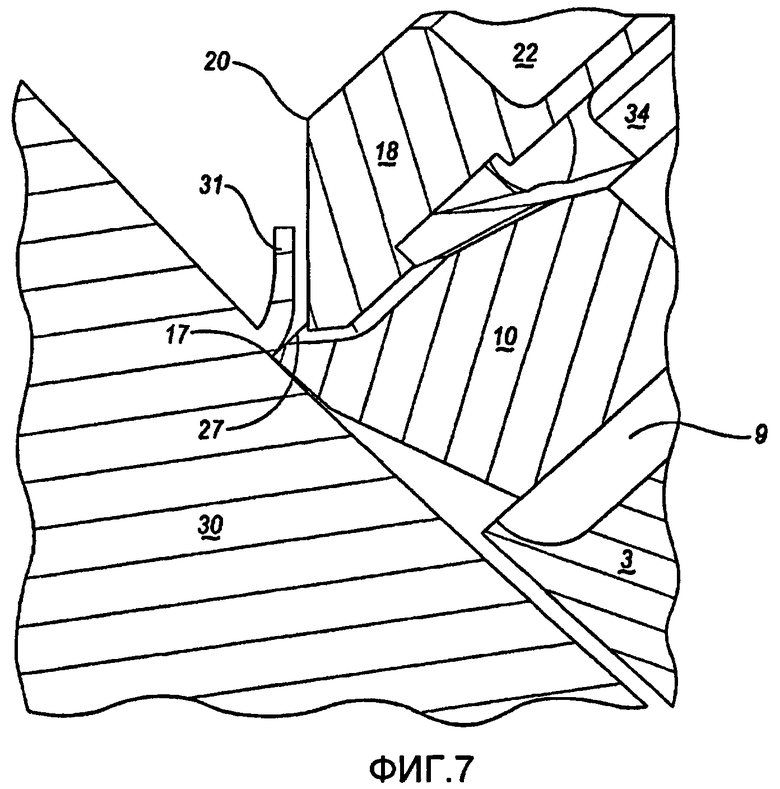
фиг.7 представляет собой поперечное сечение вида в перспективе изобретения, обрабатывающего заготовку и формирующего стружку;
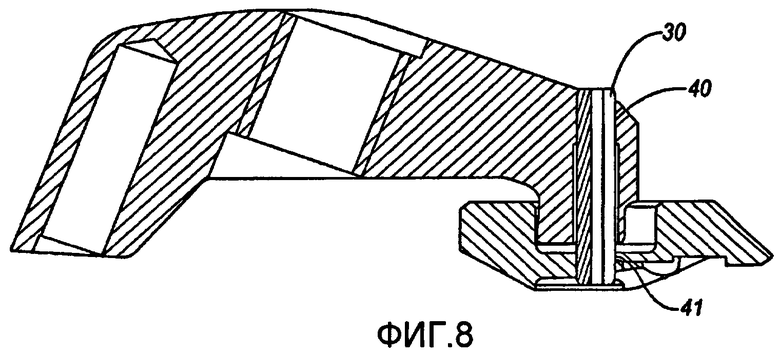
фиг.8 представляет собой поперечное сечение вида в перспективе фиксатора и верхнего элемента, которые закреплены вместе с помощью разрезного пружинного фиксатора;
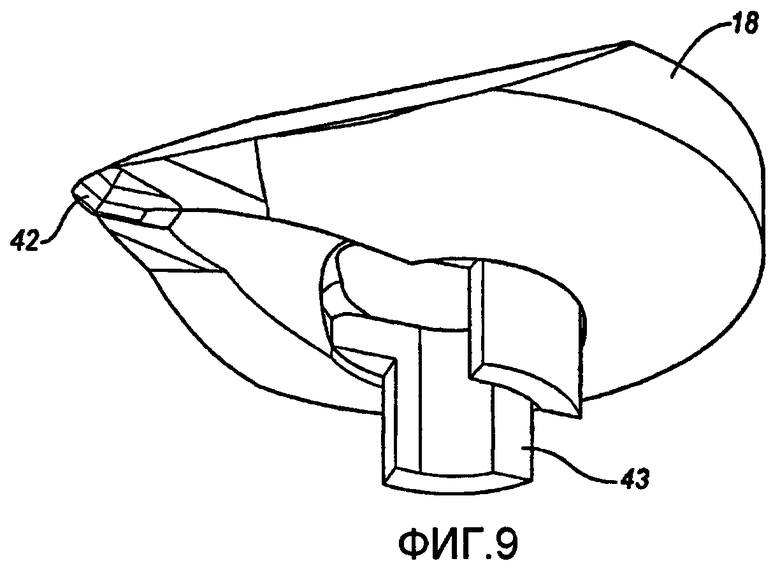
фиг.9 представляет собой вид стороны режущей пластины верхнего элемента с центрирующим штифтом; и
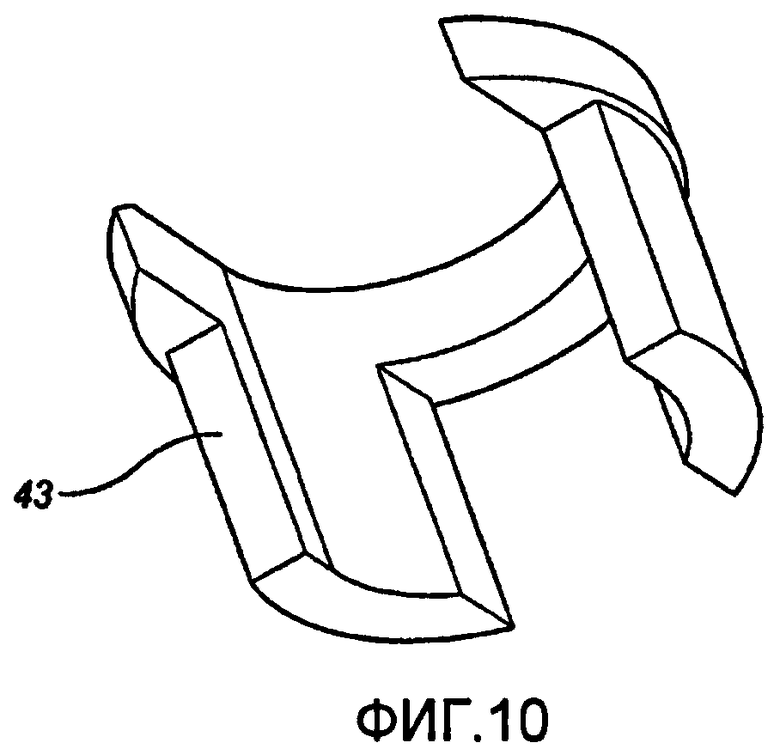
фиг.10 представляет собой вид в перспективе центрирующего штифта.
Описание предпочтительного варианта осуществления изобретения
Если обратиться к фиг.1 изобретения, то видно, что державка 1 резца имеет углубление 29 для размещения режущей пластины 10. Державка 1 резца также имеет канал 2 для подачи охлаждающей текучей среды в углубление 29. Индексируемая режущая пластина 10 расположена в углублении 29. Режущая пластина 10 содержит, по меньшей мере, одну заднюю поверхность 12, переднюю поверхность 13 и нижнюю поверхность 14. Линия пересечения задней поверхности 12 и передней поверхности 13 образует режущую кромку 16. В случае наличия множества боковых поверхностей линия пересечения между двумя смежными задними поверхностями 12 и передней поверхностью 13 образуют режущий угол 17. Следует отметить, что у круглой режущей пластины отсутствуют две смежные задние поверхности и, следовательно, нет режущего угла. Невзирая на отсутствие у круглой режущей пластины режущего угла, следует отметить, что в любом случае у нее присутствует режущая кромка. Выемка 15 режущей пластины расположена в передней поверхности 13 режущей пластины 10. Выемка 15 режущей пластины представляет собой область в передней поверхности 13, которая расположена ниже остальной части передней поверхности 13, окружающей выемку 15 режущей пластины и имеющую режущие кромки 16 и соответственно режущий угол 17. В одном из вариантов осуществления изобретения режущие кромки 16 и режущий угол расположены в одной и той же плоскости. Очевидно, что некоторые из режущих кромок могут также располагаться по вертикали выше или ниже друг друга. Например, такое должно произойти, если в качестве режущей пластины для металлорежущей системы была бы использована режущая пластина в форме эллипса с неровной верхней поверхностью.
Режущая пластина 10 имеет отверстие 11, выровненное с каналом 2 для подачи охлаждающей текучей среды державки 1 резца для подачи охлаждающей текучей среды. Отверстие 11 режущей пластины 11 открыто как в сторону ее передней поверхности 13, так и в сторону ее задней поверхности 14. Верхний элемент 18 примыкает к режущей пластине 10. Верхний элемент 18 имеет сторона 20 фиксатора и сторона 19 режущей пластины. Сторона 19 режущей пластины верхнего элемента 18 имеет форму, которая соответствует выемке 15 режущей пластины, так что их совместное позиционирование образует уплотнение. Верхний элемент также имеет емкость 34 (показана на фиг.5), расположенную на стороне 19 режущей пластины. Емкость 34 представляет собой гнездо на стороне 19 режущей пластины верхнего элемента 18, которая выровнена с отверстием 11 режущей пластины. Емкость 34 подает охлаждающую текучую среду к верхнему элементу 18. Верхний элемент 18 также имеет, по меньшей мере, один канал 21 охлаждения передней поверхности. Канал 21 охлаждения передней поверхности представляет собой канавку, выполненную на стороне 19 режущей пластины верхнего элемента 18, проходящую от емкости 34 к точке на верхнем элементе 18, ближайшей к режущей кромке 16 или режущему углу 17 соответственно. Обратитесь к фиг.5 для рассмотрения канала 21 охлаждения передней поверхности. Когда верхний элемент 18 попадает в выемку 15 режущей пластины, канал 21 охлаждения передней поверхности плотно прилегает к выемке 15 режущей пластины для образования прохода для подачи охлаждающей текучей среды на режущую кромку 16 или на режущий угол 17. Также предполагается, что канал 21 охлаждения передней поверхности, можно было бы образовать посредством канавки в выемке 15 режущей пластины, которая плотно прилегает к стороне режущей пластины 19 в составе верхнего элемента 18. Фиксатор 23 оказывает давление на выемку 22 верхнего элемента. Фиксатор 23 сохраняет выравнивание и уплотнение между верхним элементом 18, режущей пластиной 10 и державкой резца 1. Следует отметить, что тип используемого фиксатора 23 не ограничен тем, который показан на чертежах. Скорее всего фиксатор 23 может быть представлен любым иным подходящим типом, хорошо известным из уровня техники.
Как показано на фиг.7, при взаимодействии режущей пластины 10 с рабочей заготовкой 30 стружка 31 на режущей кромке 16 или на режущем угле 17 удаляется с заготовки. Согласованное взаимное расположение верхнего элемента 18 и выемки 15 режущей пластины образует канал 21 охлаждения передней поверхности, который направляет охлаждающую текучую среду так, что она подается от угла ниже линии пересечения верхней поверхности 13 режущей пластины и стружки 31. Этот угол подачи способствует направлению охлаждающей текучей среды на нижнюю сторону стружки, что приводит к улучшению охлаждения и удалению стружки. Канал 21 охлаждения передней поверхности проходит от емкости 34 к точке, ближайшей к режущей кромке. Щель 27 первичного слива выполнена в конце канала 21 охлаждения передней поверхности вблизи режущей кромки 16 или режущего угла 17. Расположение щели 27 первичного слива ниже режущей кромки 16 или режущего угла 17 представляет собой важный аспект настоящего изобретения. В данном описании фразы «ниже режущей кромки» или «ниже режущего угла» обычно означает ориентацию в направлении углубления 29 в противоположность фразам «выше режущей кромки» или «выше режущего угла», что в общем случае означает ориентацию в направлении фиксатора. Охлаждение и удаление стружки происходит наиболее эффективно, когда щель первичного слива 27 располагается приблизительно в пределах 0,100 дюйма от стружки.
В другом варианте осуществления изобретения, показанном на фиг.2 и фиг.5, регулировочная прокладка 3, имеющая верхнюю сторону 8 и нижнюю сторону 36, располагается между державкой резца 1 и режущей пластиной 10. Регулировочная прокладка 3 ориентирована таким образом, чтобы ее нижняя сторона 36 примыкала к державке резца 1, а ее верхняя сторона - к режущей пластине 10. Штифт 6 регулировочной прокладки 6 вставлен в отверстие 5 для штифта регулировочной прокладки и отверстие 7 для штифта державки резца. Штифт 6 регулировочной прокладки сохраняет выравнивание регулировочной прокладки 3 между державкой резца 1 и режущей пластиной 10. Отверстие 4 регулировочной прокладки выполнено в центре регулировочной прокладки 3. Отверстие 4 регулировочной прокладки обеспечивает проход для охлаждающей текучей среды от канала 2 для подачи охлаждающей текучей среды державки 1 резца до отверстия 11 режущей пластины. Щель, образующая часть канала 9 охлаждения задней поверхности, предусмотрена на верхней стороне 8 регулировочной прокладки 3. Для образования канала 9 охлаждения задней поверхности нижняя поверхность 14 режущей пластины закрывает открытую щель на верхней стороне 8 регулировочной прокладки 3. Канал 9 охлаждения задней поверхности проходит от отверстия 4 регулировочной прокладки почти до ее наружной части, которая находится ближе всего к режущей кромке 16 или к режущему углу 17. Конец канала 9 охлаждения задней поверхности, который расположен ближе всего к режущей кромке, имеет криволинейное основание, так что охлаждающая текучая среда направляется прямо к режущей кромке 16 или к режущему углу 17 либо к задней поверхности 12 режущей пластины 10.
Как показано в варианте осуществления изобретения, режущая пластина 10 имеет задние поверхности 12 и боковые кромки 32, которые скошены внутрь под пологим углом от передней поверхности 13 к нижней поверхности 14. Таким образом ширина регулировочной прокладки 3 станет меньше ширины нижней поверхности 14 и ширины передней поверхности 13. Следует отметить, что такой уклон предназначен для того, чтобы подвергнуть задние поверхности 12 и боковую кромку 16 воздействию охлаждающей текучей среды. Скашивание режущей пластины 10 позволяет открыть часть канала 9 охлаждения задней поверхности для образования отверстия 28 вторичного слива, в результате чего становится возможным выталкивание охлаждающей текучей среды вдоль задних поверхностей режущей пластины 10.
В третьем варианте осуществления изобретения, показанном на фиг.3, верхний элемент 18 имеет сопла 33. Сопла 33 являются дополнительными каналами для подачи охлаждающей текучей среды для увеличения скорости ее потока и эффективного направления большего количества текучей среды в зону контакта между резцом и стружкой. Сопла 33 проходят от емкости 34 к точке слива, расположенной на стороне 20 фиксатора верхнего элемента 18, от которой охлаждающая текучая среда может быть направлена в зону контакта между резцом и стружкой.
Альтернативный вариант осуществления изобретения показан на фиг.4 и фиг.6. В этом варианте осуществления изобретения самая высокая скорость подачи охлаждающей текучей среды достигается при охлаждении передней и задней поверхности режущей пластины. В этом узле регулировочная прокладка 3 установлена в углублении 29 державки 1 резца, в которой выполнено отверстие 7 для штифта. В регулировочной прокладке 3 выполнено отверстие 4 и отверстие 5 для штифта. Штифт 6 регулировочной прокладки имеет резьбу и проходит через отверстие 5 для штифта регулировочной прокладки в отверстие 7 для штифта державки резца, которое также имеет резьбу. Такая конструкция сохраняет выравнивание регулировочной прокладки 3 с углублением 29. Между державкой 1 резца и регулировочной прокладкой 3 выполнен канал 35 охлаждения задней поверхности большим количеством текучей среды. Часть этого канала 35 охлаждения задней поверхности большим количеством текучей среды образована канавкой, расположенной на нижней стороне 36 регулировочной прокладки 3. Эта канавка также могла быть выполнена в углублении 29 державки 1 резца. Канавка закрывается углублением 29 державки 1 резца, создавая при этом канал для подачи охлаждающей текучей среды. Канал 35 охлаждения задней поверхности большим количеством текучей среды частично проходит вдоль контактной зоны между державкой 1 резца и регулировочной прокладкой 3, начинаясь от отверстия 4 регулировочной прокладки, затем он проходит через корпус регулировочной прокладки 3 к задней поверхности 12 или боковой кромке 32 режущей пластины 10 и заканчивается отверстием 28 вторичного слива на углу регулировочной прокладки 3 вблизи режущей кромки 16 или режущего угла 17 режущей пластины 10.
Для обеспечения возможности достаточного смыва охлаждающей текучей средой, поступающей из отверстия 28 вторичного слива, режущая пластина 10 имеет скошенные задние поверхности 12 и боковые кромки 32. Отверстие 11 режущей пластины выравнивается с отверстием 4 регулировочной прокладки. Для формирования плотного гидравлического затвора нижняя поверхность 14 режущей пластины упирается в регулировочную прокладку 3. Выемке 15 режущей пластины 10 придана форма усеченного конуса, которая для формирования плотного гидравлического затвора соответствует стороне 19 режущей пластины верхнего элемента 18. Стороне 19 режущей пластины верхнего элемента 18 также придана форма усеченного конуса. Емкость расположена в центральной части стороны 19 режущей пластины и выровнена с отверстием 11 режущей пластины. Выравнивание емкости 11, отверстия 11 режущей пластины, отверстия 4 регулировочной прокладке и канала 2 для подачи охлаждающей текучей среды создает камеру, из которой охлаждающая текучая среда может свободно вытекать в канал 35 охлаждения задней поверхности большим количеством текучей среды, канал 21 охлаждения передней поверхности и в сопла 33. В предпочтительном варианте осуществления изобретения канал охлаждения 21 передней поверхности проходит от емкости 34 в пределах приблизительно 0,100 дюймов от режущей кромки 16 или режущего угла 17. В конце канала 21 охлаждения передней поверхности напротив емкости 34 расположен выступ 42, расположенный на стороне 19 режущей пластины верхнего элемента 18. Выступ 42 представляет собой выпуклость, которая выступает от той стороны режущей пластины, которая пересекается с потоком охлаждающей текучей среды по мере ее выхода из щели 27 первичного слива. Вид выступа 42 наиболее отчетливо показан на фиг.9. Выступ 42 вызывает разбрызгивание охлаждающей текучей среды, поступающей из щели 27 первичного слива 27, на большое расстояние вширь, что совершенно непохоже на ее менее желательный сконцентрированный поток, которым она протекает в случае отсутствия выступа 42. Канал охлаждения передней поверхности выполнен в виде достаточно широкого канала для увеличения до максимума потока охлаждающей текучей среды, направляемой так, чтобы стружки не попадали в канал. Два сопла 33 проходят от емкости 34 до точек выхода на стороне 20 фиксатора, которые направят охлаждающую текучую среду к режущей кромке 16 или к режущему углу 17. Выемка 22 верхнего элемента расположена на стороне 20 фиксатора. Для установки режущей пластины 10 и сохранения плотного гидравлического затвора во всех каналах прохождения охлаждающей текучей среды фиксатор 23 снабжен головкой 24, которая взаимодействует с выемкой 22 верхнего элемента. В предпочтительном варианте осуществления изобретения винт 25 фиксатора оказывает давление на его головку 24 в направлении верхнего элемента 18. Штифт 26 фиксатора сохраняет выравнивание головки 24 фиксатора. Следует отметить, что хотя на фиг.1-6 и 8 и показан конкретный узел фиксатора, будет вполне достаточным применение любого подходящего узла фиксатора, который в состоянии надежно удерживать верхний элемент, режущую пластину 10 и регулировочную прокладку 3 в углублении 29. Многие из этих узлов фиксации имеются в продаже и хорошо известны специалистам в данной области техники.
В предпочтительном варианте осуществления изобретения общий поток охлаждающей текучей среды во всех каналах для подачи охлаждающей текучей среды не должен превышать 80% от возможного потока, поступающего из канала для текучей среды, для которого не предусмотрено ограничение подачи текучей среды.
Следует отметить, что в случае прикрепления верхнего элемента 18 к фиксатору 23 были отмечены некоторые преимущества, связанные с обслуживанием оборудования. Такая конструкция снижает вероятность того, что оператор непреднамеренно уронит верхний элемент во время снятия или установки узла. Наиболее эффективным средством прикрепления верхнего элемента 18 к фиксатору 23 является разрезной пружинный штифт 39. Разрезной пружинный штифт 39 вставляется в рассверленное отверстие 40 фиксатора и в рассверленное отверстие 41 верхнего элемента, которые выровнены как показано на фиг.8. Хотя возможно применение и других средств совместного соединения элементов, использование разрезного пружинного штифта 39 обеспечивает некоторое вращение верхнего элемента 18 вокруг основной оси разрезного пружинного штифта 39. Такая конструкция позволяет выровнять верхний элемент 18 при различных ориентациях режущей пластины 10.
Центрирующий штифт 43 может быть установлен между верхним элементом 18 и режущей пластиной 10. Центрирующий штифт 43 устанавливается на емкости 34 и проходит в отверстие 11 режущей пластины. Форма центрирующего штифта соответствует границам емкости 34 и отверстию 11 режущей пластины, и таким образом, центрирующий штифт 43 действует как выравнивающее приспособление. У центрирующего штифта имеется открытая внутренняя часть, так что поступление потока охлаждающей текучей среды не ограничивается. На фиг.9 показан центрирующий штифт, прикрепленный к емкости 34 верхнего элемента 18, а на фиг.10 - отдельный вид центрирующего штифта. Для иллюстрации режущая пластина 10 не показана на фиг.9.
Документы, патенты и заявки на патенты, упоминаемые здесь, включены сюда посредством ссылки.
В то время как было приведено описание изобретения в связи с его конкретными вариантами осуществления, следует понимать, что оно приведено лишь для иллюстрации, а не для ограничения, и объем приложенной формулы изобретения следует интерпретировать настолько широко, насколько это позволит предшествующий уровень техники.

Система содержит державку резца, имеющую углубление и канал для подачи охлаждающей текучей среды, режущую пластину, установленную в углублении, при этом режущая пластина содержит, по меньшей мере, одну режущую кромку и переднюю поверхность, причем режущая пластина имеет выемку, которая расположена ниже остальной части передней поверхности, и, по меньшей мере, одной режущей кромки, верхний элемент, содержащий сторону, обращенную к фиксатору, и сторону, обращенную к режущей пластине, которая имеет соответствующую форму для совпадения с выемкой режущей пластины и совместного образования с ней канала охлаждения между верхним элементом и выемкой режущей пластины для подачи текучей среды к по меньшей мере одной режущей кромке, и фиксатор для надежного удержания верхнего элемента и режущей пластины относительно державки. При этом канал охлаждения сообщен с каналом для подачи охлаждающей текучей среды и щелью первичного слива, для подачи текучей среды к режущей кромке, причем щель первичного слива расположена ниже, по меньшей мере, одной режущей кромки. 5 н. и 23 з.п. ф-лы, 10 ил.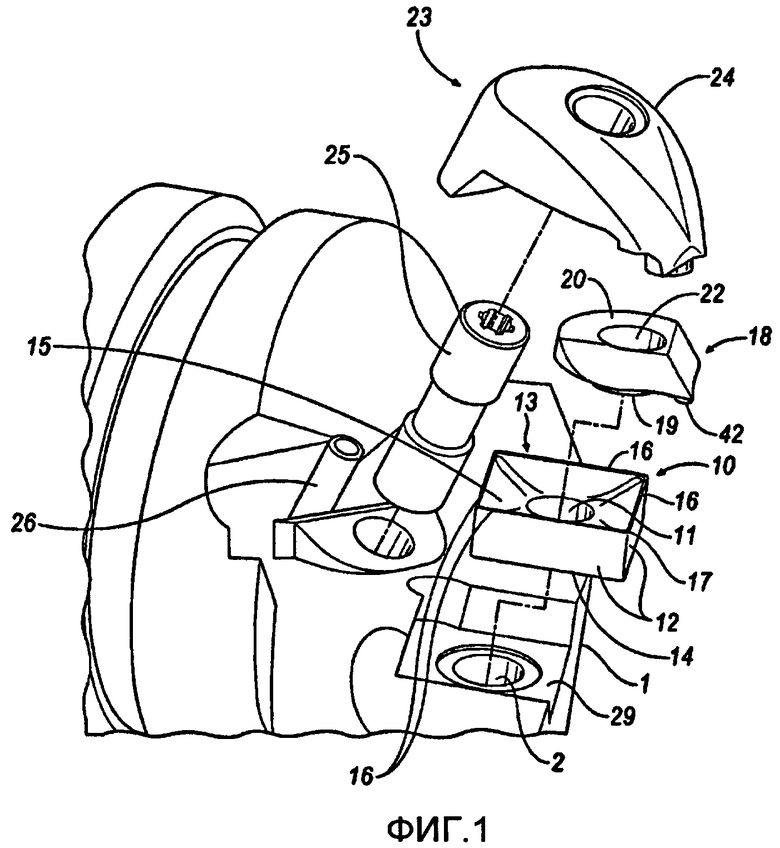
1. Металлорежущая система, содержащая
державку резца, имеющую углубление и канал для подачи охлаждающей текучей среды,
режущую пластину, установленную в углублении, при этом режущая пластина содержит, по меньшей мере, одну режущую кромку и переднюю поверхность, причем режущая пластина имеет выемку, которая расположена ниже остальной части передней поверхности и, по меньшей мере, одной режущей кромки,
верхний элемент, содержащий сторону, обращенную к фиксатору, и сторону, обращенную к режущей пластине, которая имеет соответствующую форму для совпадения с выемкой режущей пластины и совместного образования с ней канала охлаждения между верхним элементом и выемкой режущей пластины для подачи текучей среды к, по меньшей мере, одной режущей кромке, и
фиксатор для надежного удержания верхнего элемента и режущей пластины относительно державки резца,
при этом канал охлаждения сообщен с каналом для подачи охлаждающей текучей среды и щелью первичного слива, для подачи охлаждающей текучей среды к режущей кромке, причем щель первичного слива расположена ниже, по меньшей мере, одной режущей кромки.
2. Система по п.1, в которой режущая пластина выполнена индексируемой.
3. Система по п.1, в которой щель первичного слива расположена в пределах приблизительно 0,100 дюйма от режущей кромки.
4. Система по п.2, в которой верхний элемент дополнительно содержит, по меньшей мере, одно сопло для направления дополнительной охлаждающей текучей среды к режущей кромке.
5. Система по п.1, в которой верхний элемент прикреплен к фиксатору.
6. Система по п.1, в которой верхний элемент дополнительно содержит выступ, который выступает от стороны режущей пластины верхнего элемента и в канал охлаждения передней поверхности на дальнем конце канала охлаждения передней поверхности напротив отверстия режущей пластины.
7. Металлорежущая система, содержащая
державку резца, имеющую углубление и канал для подачи текучей среды,
регулировочную прокладку, нижняя сторона которой примыкает к державке резца в углублении, а верхняя сторона расположена напротив нижней стороны, и содержащую отверстие, выровненное с каналом для подачи охлаждающей текучей среды и проходящее от нижней стороны к верхней стороне,
режущую пластину, имеющую переднюю поверхность, нижнюю поверхность, заднюю поверхность и боковую кромку, при этом задняя поверхность скошена, и боковая кромка скошена в том же направлении, что задняя поверхность, причем нижняя поверхность режущей пластины расположена на верхней стороне регулировочной прокладки,
канал охлаждения задней поверхности, выполненный между регулировочной прокладкой и режущей пластиной и заканчивающийся отверстием вторичного слива, направленным на режущую кромку или заднюю поверхность, при этом канал охлаждения задней поверхности сообщен с каналом для подачи охлаждающей текучей среды, и
фиксатор для надежного удержания режущей пластины и регулировочной прокладки в державке резца.
8. Система по п.7, в которой режущая пластина выполнена индексируемой и дополнительно содержит, по меньшей мере, одну режущую кромку и, по меньшей мере, один режущий угол.
9. Система по п.7, которая содержит верхний элемент с, по меньшей мере, одним соплом для направления дополнительной охлаждающей текучей среды на режущую кромку или на режущий угол, расположенный между фиксатором и режущей пластиной.
10. Система по п.7, в которой верхний элемент прикреплен к фиксатору.
11. Металлорежущая система, содержащая
державку резца, имеющую углубление и канал для подачи охлаждающей текучей среды,
регулировочную прокладку, нижняя сторона которой примыкает к державке резца в углублении, а верхняя сторона расположена напротив нижней стороны, и содержащую отверстие, выровненное с каналом для подачи охлаждающей текучей среды и проходящее от нижней стороны к верхней стороне,
режущую пластину, имеющую переднюю поверхность, нижнюю поверхность, по меньшей мере, одну скошенную заднюю поверхность и, по меньшей мере, один режущий угол, скошенный в том же направлении, что и задняя поверхность, при этом нижняя поверхность расположена на верхней стороне регулировочной прокладки,
канал охлаждения задней поверхности, изначально выполненный между регулировочной прокладкой и державкой резца и частично проходящий через регулировочную прокладку, в результате чего канал охлаждения задней поверхности заканчивается отверстием вторичного слива, направленным на режущую кромку или заднюю поверхность, при этом канал охлаждения задней поверхности сообщен с каналом для подачи охлаждающей текучей среды державки резца, и
фиксатор для надежного удержания режущей пластины и регулировочной прокладки в державке резца.
12. Система по п.11, в которой режущая пластина выполнена индексируемой.
13. Металлорежущая система, содержащая
державку резца, имеющую углубление и канал для подачи охлаждающей текучей среды,
регулировочную прокладку, нижняя сторона которой примыкает к державке резца в углублении, а верхняя сторона расположена напротив нижней стороны, и содержащую отверстие, выровненное с каналом для подачи охлаждающей текучей среды и проходящее от нижней стороны к верхней стороне,
режущую пластину, имеющую переднюю поверхность с выемкой, расположенной ниже остальной части передней поверхности, по меньшей мере, две кромки, пересекающихся с образованием, по меньшей мере, одного режущего угла, нижнюю поверхность, по меньшей мере, одну скошенную заднюю поверхность, по меньшей мере, одну боковую кромку, скошенную в том же направлении, что задняя поверхность, и отверстие, проходящее от нижней поверхности к передней поверхности режущей пластины, при этом нижняя поверхность расположена на верхней стороне регулировочной прокладки,
канал охлаждения задней поверхности, выполненный между регулировочной прокладкой и режущей пластиной и заканчивающийся отверстием вторичного слива, направленным на режущую кромку или заднюю поверхность, причем канал охлаждения задней поверхности сообщен с каналом для подачи охлаждающей текучей среды,
верхний элемент, содержащий сторону, обращенную к фиксатору, и сторону, обращенную к режущей пластине, которая имеет соответствующую форму для совпадения с выемкой режущей пластины и совместного образования с ней канала охлаждения между верхним элементом и выемкой режущей пластины для подачи охлаждающей текучей среды к режущему углу или режущей кромке, при этом канал охлаждения сообщается с каналом для подачи охлаждающей текучей среды и щелью первичного слива, для подачи охлаждающей текучей среды к режущему углу, причем щель первичного слива расположена ниже, по меньшей мере, одного режущего угла, и
фиксатор для надежного удержания режущей пластины и регулировочной прокладки в державке резца.
14. Система по п.13, в которой режущая пластина выполнена индексируемой.
15. Система по п.13, в которой верхний элемент дополнительно содержит, по меньшей мере, одно сопло для направления дополнительной охлаждающей текучей среды на режущую кромку или на режущий угол.
16. Система по п.13, в которой щель первичного слива расположена в пределах приблизительно 0,100 дюйма от режущего угла.
17. Система по п.13, в которой верхний элемент прикреплен к фиксатору.
18. Система по п.13, в которой верхний элемент дополнительно содержит выступ, который выступает от стороны режущей пластины верхнего элемента и в канал охлаждения передней поверхности на дальнем конце канала охлаждения передней поверхности напротив отверстия режущей пластины.
19. Система по п.13, в которой державка резца дополнительно содержит отверстие для винта фиксатора и отверстие для штифта фиксатора, при этом верхний элемент дополнительно содержит выемку в стороне фиксатора верхнего элемента, а фиксатор дополнительно содержит головку, взаимодействующую с выемкой верхнего элемента, винт для прикрепления головки к державке резца, и штифт, проходящий от головки в отверстие для штифта фиксатора для сохранения выравнивания головки.
20. Система по п.19, в которой державка резца дополнительно содержит отверстие для штифта, а регулировочная прокладка дополнительно содержит отверстие для штифта и штифт, проходящий через отверстие для штифта регулировочной прокладки в отверстие штифта державки резца для сохранения выравнивания регулировочной прокладки с державкой резца.
21. Металлорежущая система, содержащая
державку резца, имеющую углубление и канал для подачи охлаждающей текучей среды,
регулировочную прокладку, нижняя сторона которой примыкает к державке резца в углублении, а верхняя сторона расположена напротив нижней стороны, и содержащую отверстие, выровненное с каналом для подачи охлаждающей текучей среды и проходящее от нижней стороны к верхней стороне,
режущую пластину, имеющую переднюю поверхность с выемкой, расположенной ниже остальной части передней поверхности, по меньшей мере, одну режущую кромку, нижнюю поверхность, по меньшей мере, одну скошенную заднюю поверхность, по меньшей мере, одну боковую кромку, скошенную в том же направлении, что задняя поверхность, и отверстие, проходящее от нижней поверхности к передней поверхности, при этом нижняя поверхность расположена на верхней стороне регулировочной прокладки, канал охлаждения задней поверхности, изначально выполненный между регулировочной прокладкой и державкой резца и частично проходящий через регулировочную прокладку, в результате чего канал охлаждения задней поверхности заканчивается отверстием вторичного слива, направленным на режущую кромку или заднюю поверхность, причем канал охлаждения задней поверхности сообщен с каналом для подачи охлаждающей текучей державки резца для подачи текучей среды на заднюю поверхность,
верхний элемент, содержащий сторону, обращенную к фиксатору, и сторону, обращенную к режущей пластине, которая имеет соответствующую форму для совпадения с выемкой режущей пластины и совместного образования с ней канала охлаждения между верхним элементом и выемкой режущей пластины для подачи текучей среды на режущий угол или режущую кромку, при этом канал охлаждения сообщается с каналом для подачи охлаждающей текучей среды и щелью первичного слива для подачи текучей среды к режущей кромке или режущему углу, причем щель первичного слива расположена ниже режущей кромки; и
фиксатор для надежного удержания верхнего элемента, режущей пластины и регулировочной прокладки в державке резца.
22. Система по п.21, в которой щель первичного слива расположена в пределах приблизительно 0,100 дюйма от режущей кромки.
23. Система по п.21, в которой державка резца дополнительно содержит отверстие для винта фиксатора и отверстие для штифта фиксатора, причем верхний элемент дополнительно содержит выемку в стороне фиксатора верхнего элемента, а фиксатор дополнительно содержит головку, взаимодействующую с выемкой верхнего элемента, винт для прикрепления головки к державке резца, и штифт, проходящий от головки в отверстие для штифта фиксатора для сохранения выравнивания головки.
24. Система по п.21, в которой державка резца дополнительно содержит отверстие для штифта, а регулировочная прокладка дополнительно содержит отверстие для штифта и штифт, проходящий через отверстие для штифта регулировочной прокладки в отверстие для штифта державки резца для сохранения выравнивания регулировочной прокладки с державкой резца.
25. Система по п.21, в которой режущая пластина дополнительно содержит, по меньшей мере, одну режущую кромку и, по меньшей мере, один режущий угол, а верхний элемент дополнительно содержит, по меньшей мере, одно сопло для направления дополнительной охлаждающей текучей среды на режущую кромку или режущий угол.
26. Система по п.21, в которой верхний элемент прикреплен к фиксатору.
27. Система по п.21, которая дополнительно содержит емкость в верхнем элементе со стороны режущей пластины и центрирующий штифт, расположенный между емкостью и отверстием режущей пластины для выравнивания емкости и отверстия режущей пластины, при этом центрирующий штифт выполнен, по существу, цилиндрическим и открытым в его центре и открытым к каналу охлаждения передней поверхности и соплам.
28. Система по п.26, в которой верхний элемент дополнительно содержит выступ, который выступает от стороны режущей пластины верхнего элемента и в канал охлаждения передней поверхности на дальнем конце канала охлаждения передней поверхности напротив отверстия режущей пластины.
| Устройство для присоединения аппаратуры высокочастотной связи к трехфазной линии электропередачи | 1953 |
|
SU100376A1 |
| Резец | 1975 |
|
SU560702A1 |
| Сборный резец | 1979 |
|
SU902982A1 |
| Резец с внутренним охлаждением | 1984 |
|
SU1230799A1 |
| РЕЗЕЦ | 1992 |
|
RU2036749C1 |

