Настоящая заявка испрашивает приоритет Предварительной патентной заявки США No. 60/863377 от 29 октября 2006 г.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области уплотнения углеродных матриц способом химической инфильтрации газовой фазы в карбонизированную углеродную заготовку.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
При осуществлении традиционного способа химической инфильтрации газовой фазы (CVI - от англ. "chemical vapor infiltration"), применяемого в изготовлении тормозных устройств для летательных аппаратов, большое количество пористых субстратов (в данной области техники часто называемых «заготовками») помещают в графитовую реакционную камеру, нагреваемую индуктивным или резистивным источником тепла до температуры, составляющей приблизительно от 900°С до 1000°С. Газ-предшественник, содержащий один или более предшественников углерода (обычно газообразных углеводородов, например, метана и/или пропана), вводят в графитовую реакционную камеру. Газ-предшественник или газы-предшественники предпочтительно предварительно подогревают в газовом подогревателе перед вводом в реакционную камеру до температуры, составляющей приблизительно от 500°С до 950°С, и, в частном случае, до температуры, составляющей приблизительно от 500°С до 750°С, для минимизации потерь тепла газом-предшественником. Пример газового подогревателя, подходящего для этой цели, описан в патенте US 6953605.
Для пропитки субстратов, проводимой в рамках традиционных способов CVI, может понадобиться до нескольких недель непрерывной обработки путем инфильтрации. Кроме того, для повторного открытия пор субстратов может потребоваться проведение одной или более стадий машинной обработки, при помощи которой удаляют «верхний уплотняющий слой», который преждевременно закупоривает поры на поверхности субстратов и препятствует дальнейшему проникновению газа-реагента во внутренние поры материала. Важные параметры способа CVI включают температуру и пористость субстрата; расход, температуру и давление газа-предшественника (газов-предшественников); и продолжительность проведения реакции. Особенно важным параметром является температура субстрата. Обычной проблемой при проведении уплотнения способом CVI является то, что происходит неравномерное уплотнение внутренней части заготовок. Это часто происходит, если в субстрате заготовки имеется значительный температурный градиент.
Кроме того, эффективность традиционных подогревателей газа может быть далека от желаемой.
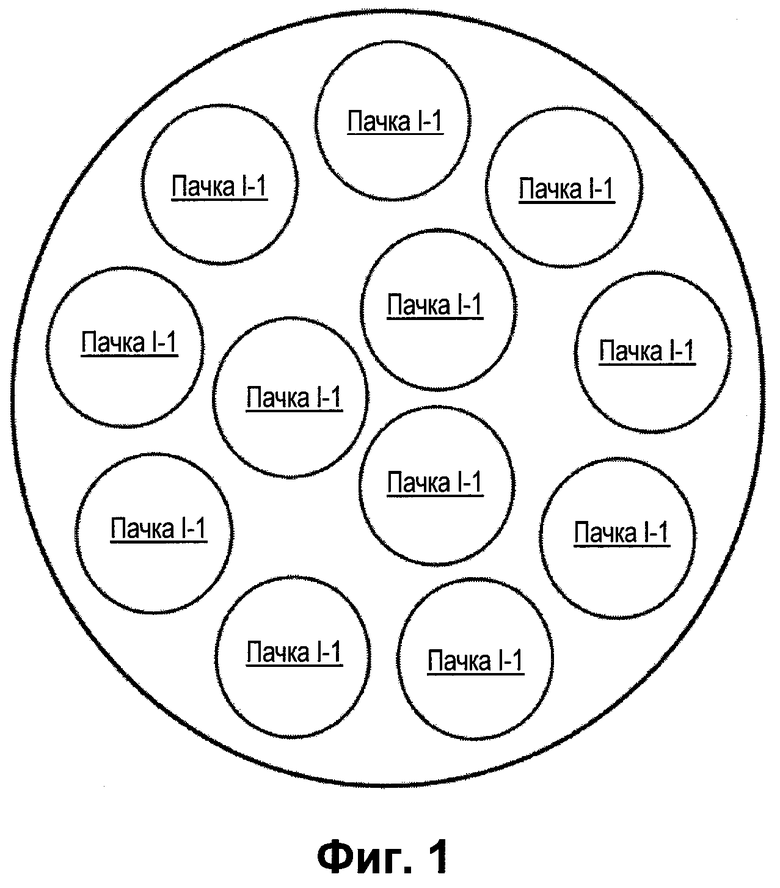
Пример осуществления традиционного способа уплотнения включает уплотнение неуплотненных субстратов, например, кольцевых заготовок, и/или частично уплотненных субстратов (включающих кольцевые заготовки). Неуплотненные субстраты иногда называют «I-1», имея в виду то, что они должны быть подвергнуты первой стадии инфильтрации или, коротко говоря, стадии «I-1». Подобным образом, частично уплотненные субстраты подвергают второй стадии инфильтрации или, коротко говоря, стадии «I-2». Кольцевые субстраты располагают в реакционной камере в виде множества пачек, например, расположенных выше традиционного газового подогревателя.
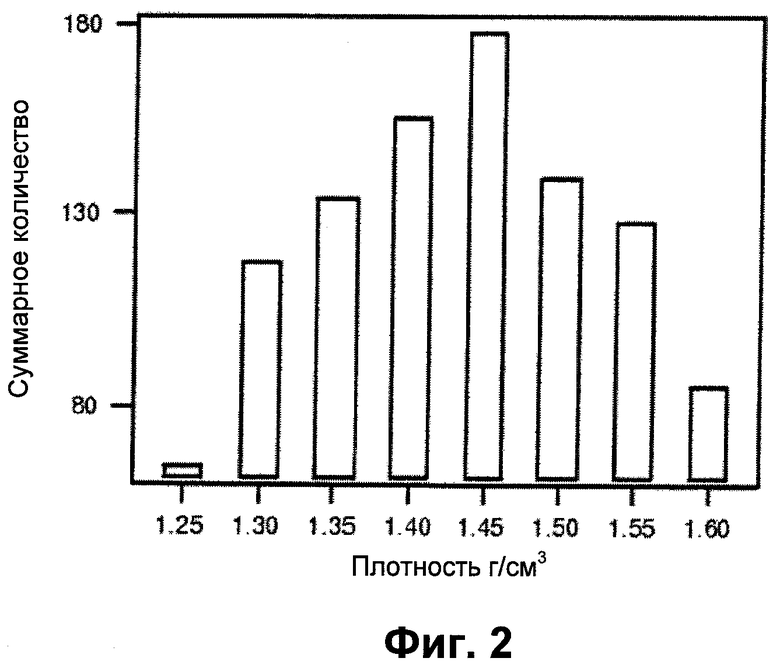
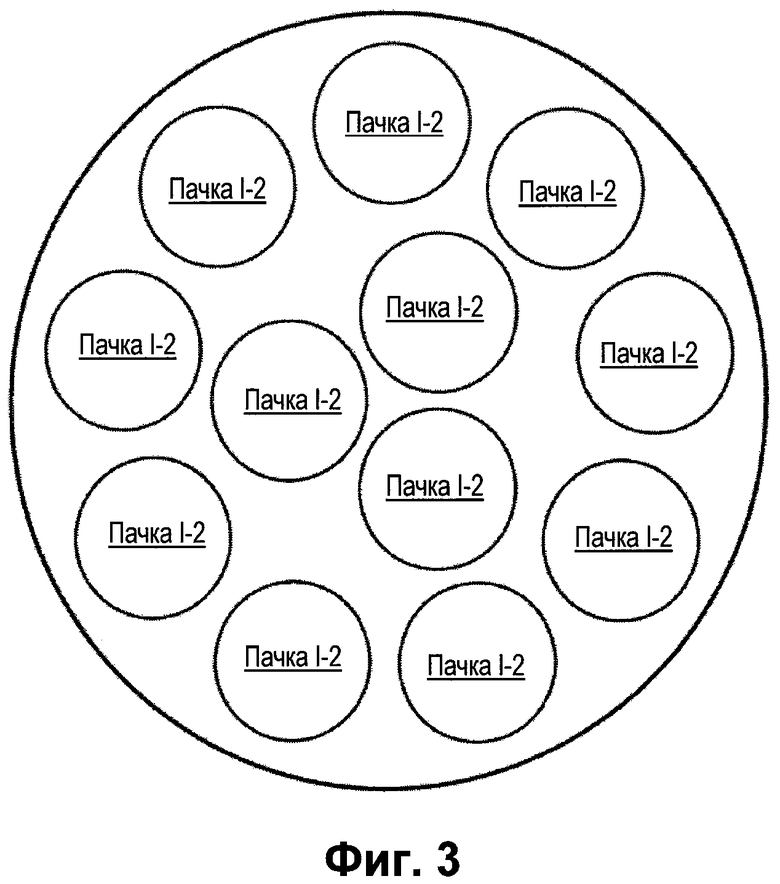
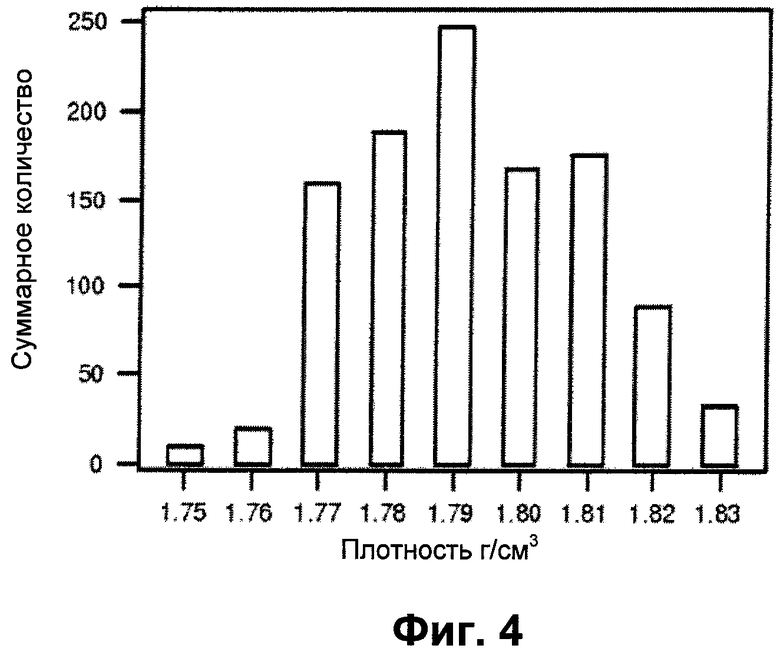
Примеры традиционных способов загрузки представлены на Фиг.1 и Фиг.2; в соответствии с этими способами, на данный поддон, устанавливаемый в печи, укладывают пачками либо только I-1, либо только I-2 субстраты. На Фиг.3 и Фиг.4 изображены гистограммы, соответствующие Фиг.1 и Фиг.2, соответственно, показывающие количество субстратов, подвергаемых уплотнению, на одном поддоне. В свою очередь, множество поддонов, на каждом из которых находится множество пачек пористых субстратов, помещают в печь в виде штабелей. Например, в печи могут находиться семь поддонов.
Конфигурации полной загрузки I-1 и полной загрузки I-2 (существующий уровень техники)
В соответствии с конфигурацией, показанной на Фиг.1 и Фиг.2, в печь могут быть помещены приблизительно 1100 пористых субстратов ±100. Продолжительность стадии уплотнения может составлять приблизительно от 475 часов до 525 часов. За одну стадию обрабатывают только детали I-1 или только детали I-2. По завершении стадии первоначального уплотнения I-1 проводят отдельную стадию травления, необходимую для «повторного раскрытия» пор субстрата после проведения стадии уплотнения I-1.
Из-за плохой термической проводимости и низкой теплоемкости волокнистых заготовок в горизонтальной или вертикальной плоскости имеется значительный температурный градиент. Уплотнение субстратов, находящихся на верхних и нижних поддонах, происходит относительно плохо, в то время как лучше всего происходит уплотнение пачек, расположенных по бокам на средних поддонах 2-6. От 30 до 40% деталей I-1 имеют объемную плотность, составляющую от 1,30 до 1,40 г/см3. См., например, Фиг.2. При проведении промежуточной стадии машинной обработки часто наблюдается вытягивание волокон или расслоение по внутреннему диаметру и внешнему диаметру предварительно уплотненного диска, в основном из-за слишком низкой плотности деталей I-1.
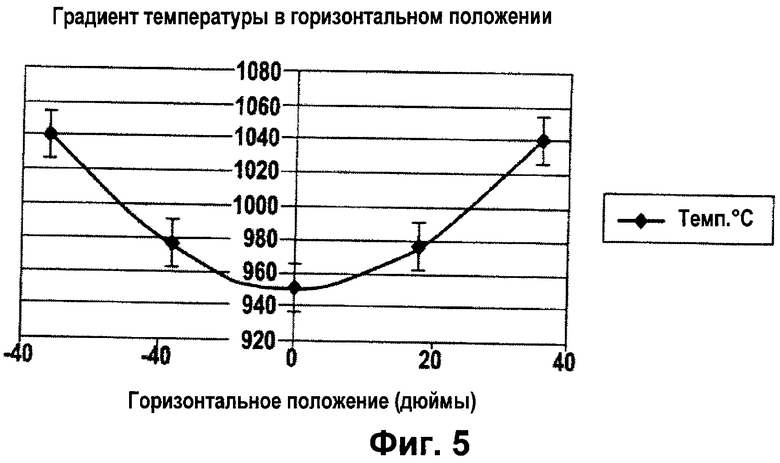
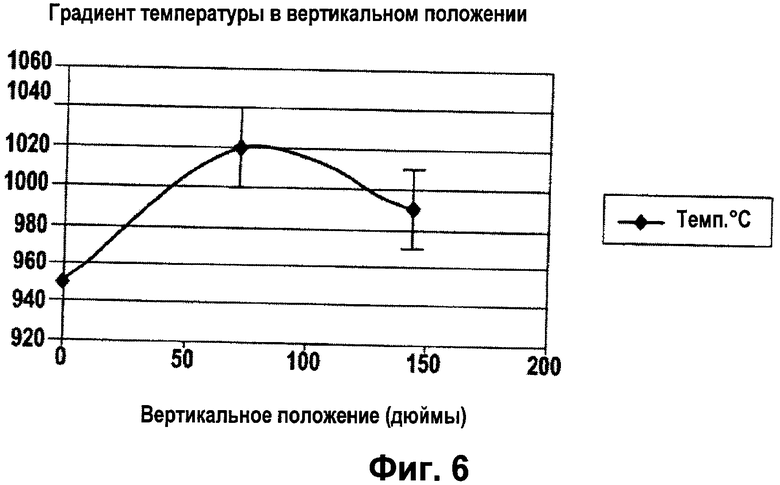
Тем не менее, в реакционной камере температурные градиенты могут наблюдаться как в вертикальной, так и в горизонтальной плоскости; при этом температура вблизи субстратов, расположенных в центральных пачках (в радиальном или горизонтальном направлении), может быть по меньшей мере на несколько десятых градуса Цельсия ниже температуры вблизи боковых (т.е., радиально расположенных с внешней стороны) пачек. Например, пачки, расположенные в центральной части (в горизонтальном направлении) реакционной камеры, могут не получать теплоты, излучаемой токоприемником (токоприемником индукционного нагревателя), в той же степени, что и пачки, расположенные ближе к внутренней стороне стенки токоприемника. Это может вызывать значительный температурный градиент и, следовательно, значительный градиент уплотнения между субстратами, уложенными в пачку на одном и том же загрузочном поддоне. На Фиг.5 и Фиг.6 показаны примеры температурных градиентов, обычно наблюдаемых в горизонтальном и вертикальном направлениях соответственно.
Для решения этой проблемы при помощи традиционных способов применяют увеличение размера газового подогревателя, что позволяет улучшать нагревание субстратов. Тем не менее, если газовый подогреватель представляет собой внутреннее устройство (т.е. устройство, находящееся внутри реакционной камеры), этот подход уменьшает полезную загрузочную емкость печи, что, в свою очередь, уменьшает количество субстратов, обрабатываемых за один раз.
Другая проблема состоит в нежелательном образовании углеродистых микроструктур, например однородного чешуйчатого графита, сажи и смол. Присутствие микроструктур указанного типа нежелательно, поскольку они обладают плохими термомеханическими и фрикционными свойствами. Возникновение указанных проблем объясняют чрезмерной продолжительностью времени пребывания газа-предшественника и изменениями температуры в среде, где происходит осаждение.
Наконец, предварительное нагревание газа может оказывать нежелательное влияние, если температура газов-предшественников поднимается до значений, близких к температурам реакции (т.е., осаждения). В частности, газ-предшественник или газы-предшественники могут начать раньше времени разлагаться и выделять углеродную сажу и подобные ей вещества, оседающие на поверхностях технологического оборудования или даже на внешних поверхностях заготовок. Все это отрицательно влияет на эффективность способа и качество получаемых изделий.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к различным способам улучшения распределения тепла внутри загрузки печи и, таким образом, к снижению градиента уплотнения. Более конкретно, настоящее изобретение относится к способам уплотнения пористых изделий или субстратов (в частности, кольцевых заготовок тормозных колодок), включающим использование определенного расположения пористых изделий, которые находятся на различных этапах обработки, проводимой в соответствии со способом изготовления.
Один из аспектов настоящего изобретения относится к помещению частично уплотненных субстратов (детали I-2) в реакционную камеру в качестве пассивного элемента, распределяющего тепло, и, кроме того, этот аспект включает одновременное проведение уплотнения деталей I-2 совместно с деталями I-1. Размещение субстратов I-2 способствует снижению температурных градиентов, существующих между пачками субстратов I-1 и I-2, которые подвергаются уплотнению, как указано выше. Детали I-2 представляют собой, например, частично уплотненные заготовки кольцевых тормозных дисков, объемная плотность которых составляет приблизительно от 1,250 до 1,770 г/см3. При проведении стадии уплотнения детали I-2 поглощают тепло, излучаемое печью, и равномерно излучают поглощенное тепло, которое поглощается окружающими заготовками, и, таким образом, температурный градиент в печи существенно снижается. За счет различной расстановки загружаемых деталей в печи может быть достигнуто такое распределение температурного градиента, которое позволяет уменьшить время проведения цикла на величину, составляющую от 12 до 30%.
Кроме того, настоящее изобретение относится к восстановлению изношенных композитных тормозных дисков, изготовленных из углерод/углерода. Обычно изношенные тормозные диски подвергают машинной обработке для удаления изношенных поверхностей, а затем подвергают повторному уплотнению; при этом некоторую часть толщины первоначального изделия удаляют при проведении машинной обработки. В этом случае обычной практикой является «соединение» двух или более деталей, имеющих неполную толщину, с целью получения восстановленной детали нужной толщины. Разумеется, повторное уплотнение таких более тонких обработанных деталей может быть проведено проще и быстрее, чем уплотнение более массивных изделий, и можно предполагать, что при правильном регулировании параметров уплотнения, уплотнение может быть выполнено в течение одной стадии.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Понимание настоящего изобретения упрощается при рассмотрении прилагаемых к настоящему описанию графических материалов, в которых:
На Фиг.1 схематически изображен вид сверху порядка размещения пачек пористых субстратов, которые подвергают уплотнению методом CVI;
На Фиг.2 представлена гистограмма, показывающая количество деталей, имеющих заданную плотность после проведения уплотнения при размещении, показанном на Фиг.1;
На Фиг.3 схематически изображен вид сверху порядка размещения пачек пористых субстратов, которые подвергают уплотнению методом CVI;
На Фиг.4 представлена гистограмма, показывающая количество деталей, имеющих заданную плотность после проведения уплотнения при размещении, показанном на Фиг.3;
На Фиг.5 и Фиг.6 показаны соответственно поперечный (горизонтальный) и вертикальный температурные градиенты в традиционных установках для проведения CVI;
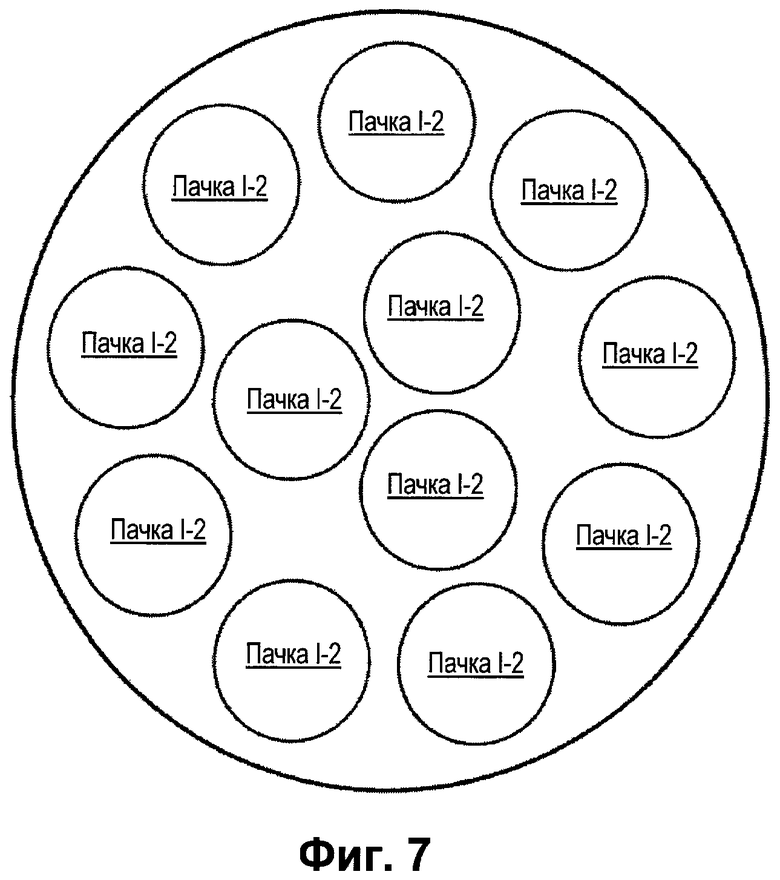
На Фиг.7 и Фиг.9 схематически представлено расположение пачек, предлагаемое согласно настоящему изобретению; при этом расположение, показанное на Фиг.7, обычно используют в верхней и нижней части печи, а поддоны, показанные на Фиг.9, помещают в среднюю часть печи;
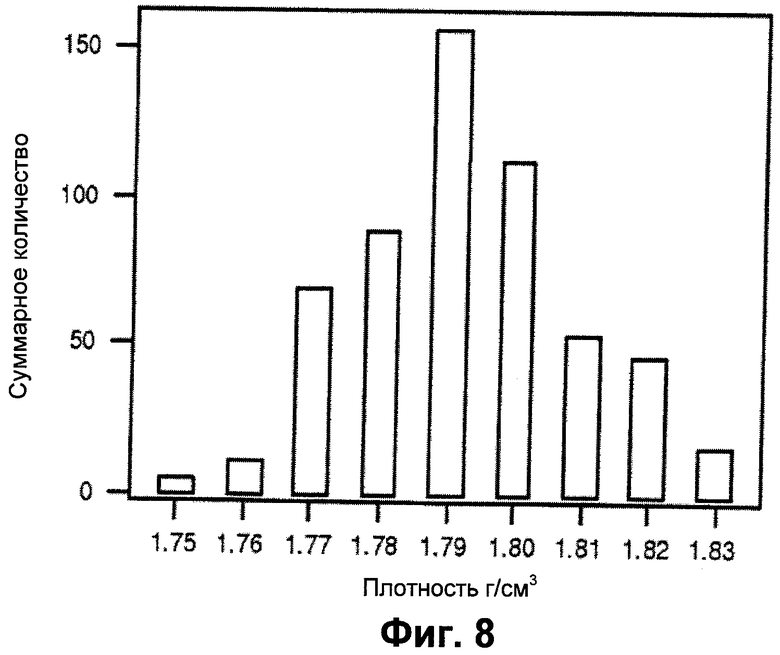
На Фиг.8 и Фиг.10 показаны гистограммы плотности, соответствующие расположению, показанному на Фиг.7 и 9, соответственно;
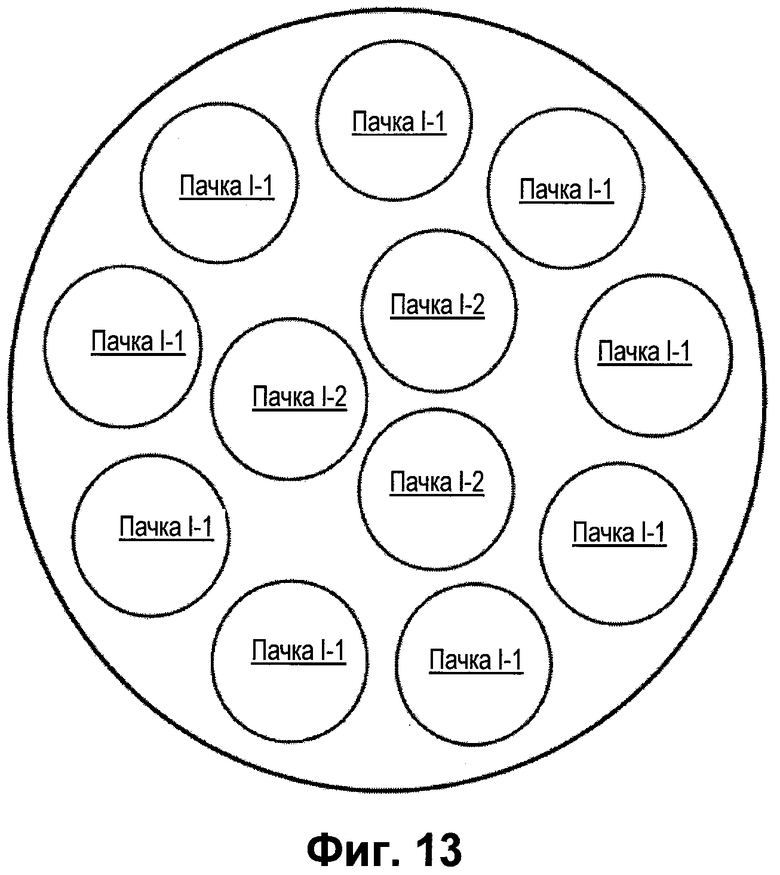
На Фиг.11 и Фиг.13 схематически представлены различные способы расположения пачек, предлагаемые согласно настоящему изобретению, которые используют в сочетании в соответствии с одним из примеров осуществления настоящего изобретения;
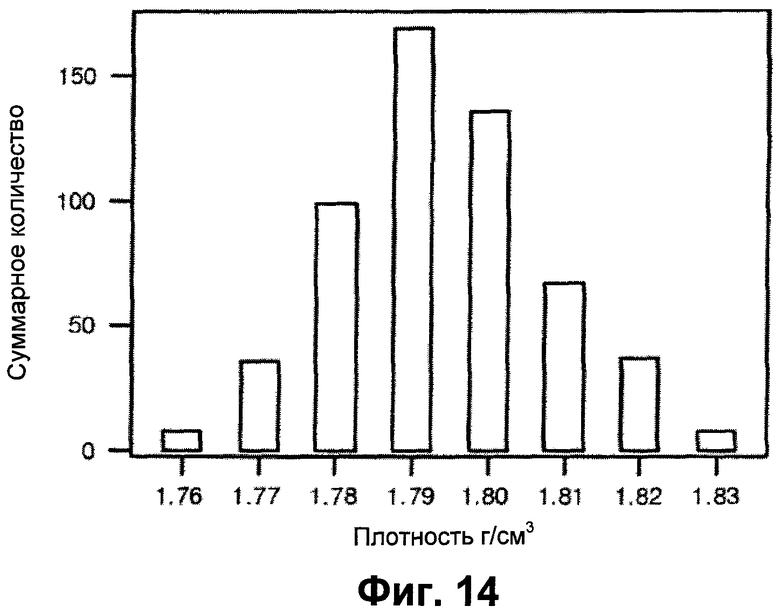
На Фиг.12 и Фиг.14 показаны гистограммы плотности, соответствующие расположению, показанному на Фиг.11 и 13 для деталей I-1 и деталей I-2 соответственно;
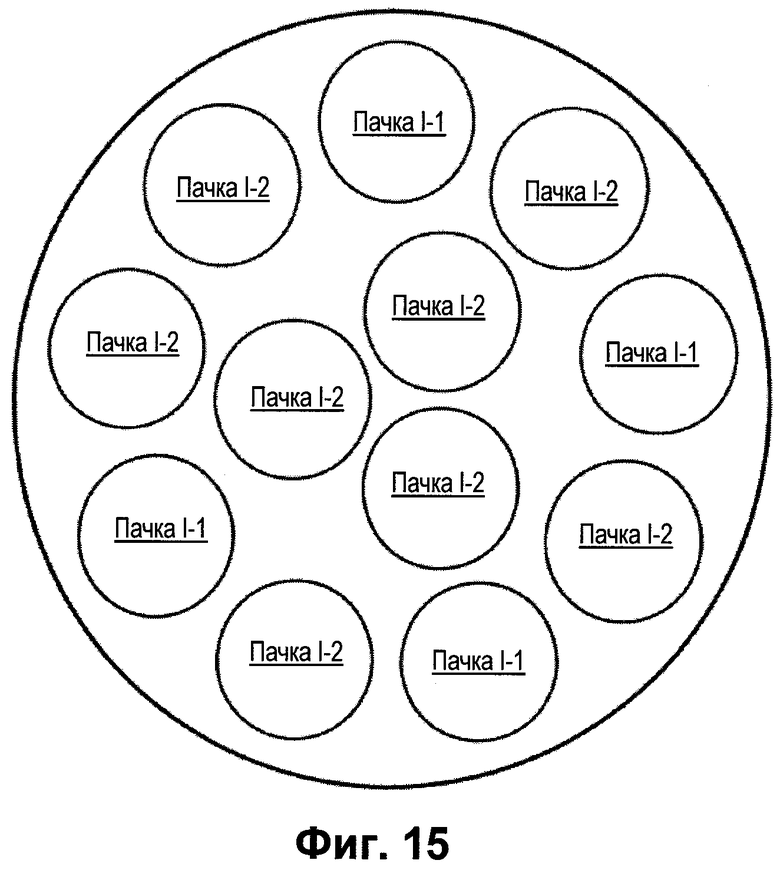
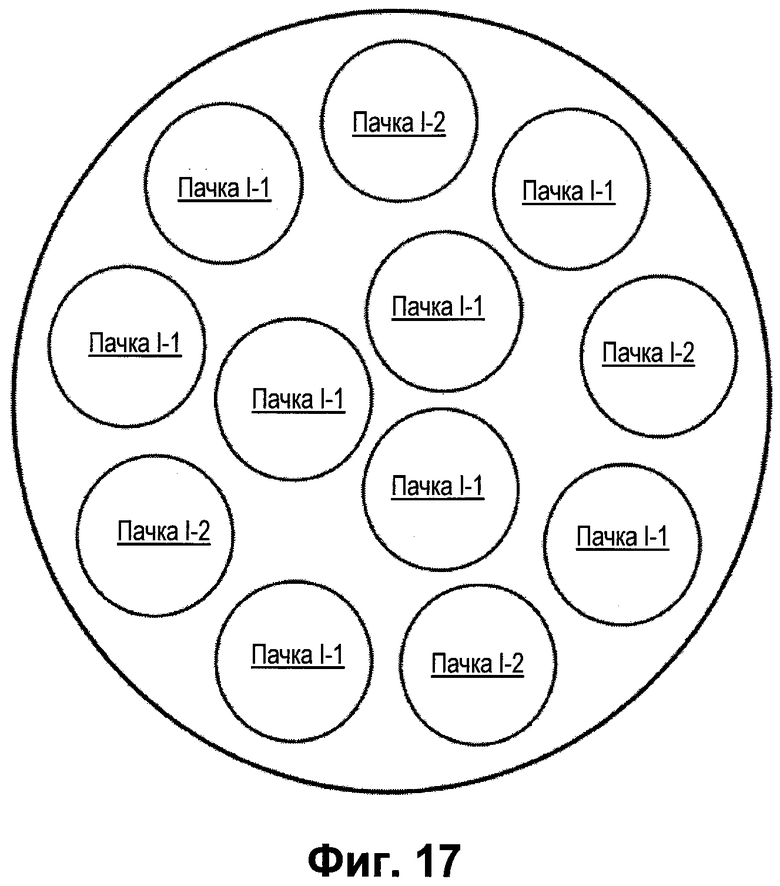
На Фиг.15 и Фиг.17 схематически представлены различные способы расположения пачек, предлагаемые согласно настоящему изобретению, которые используют в сочетании в соответствии с одним из примеров осуществления настоящего изобретения;
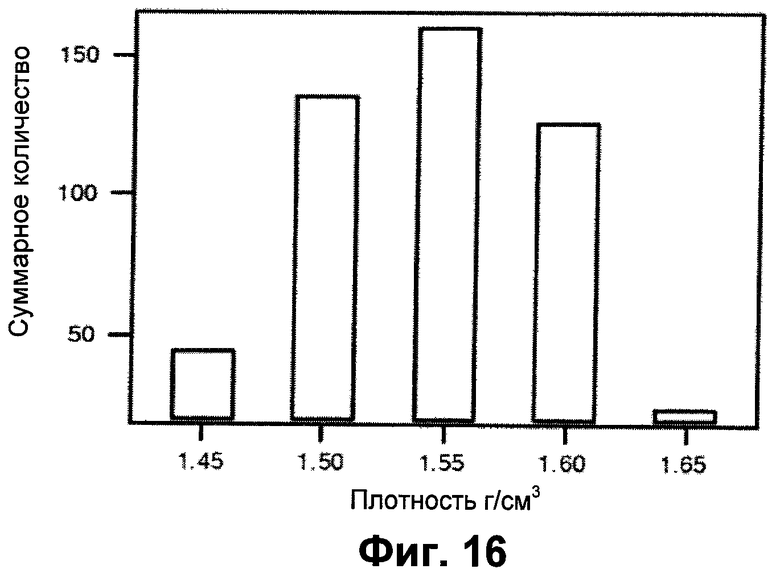
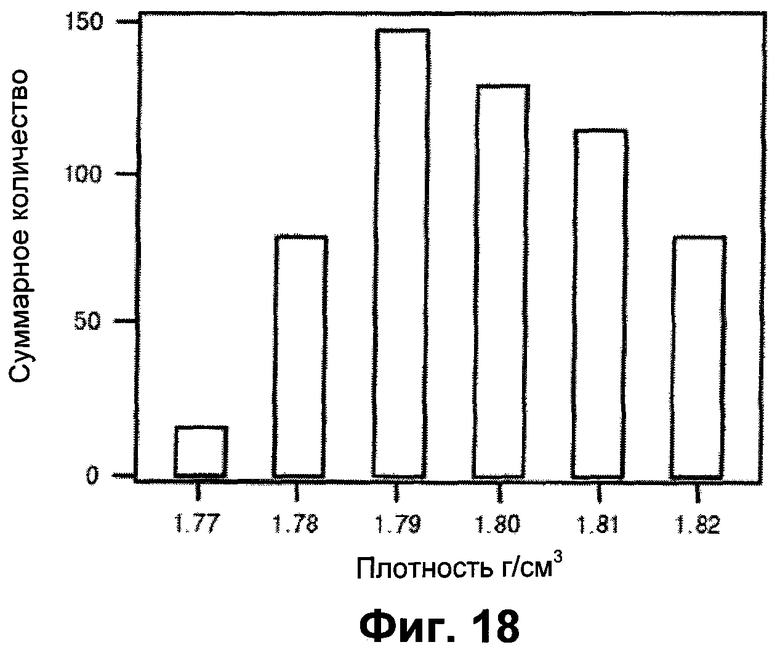
На Фиг.16 и Фиг.18 показаны гистограммы плотности, соответствующие расположению, показанному на Фиг.15 и 17 для деталей I-1 и деталей I-2 соответственно;
На Фиг.19 показан один из примеров осуществления настоящего изобретения, в соответствии с которым частично уплотненные пористые субстраты складывают в пачку, чередуя с неуплотненными пористыми субстратами;
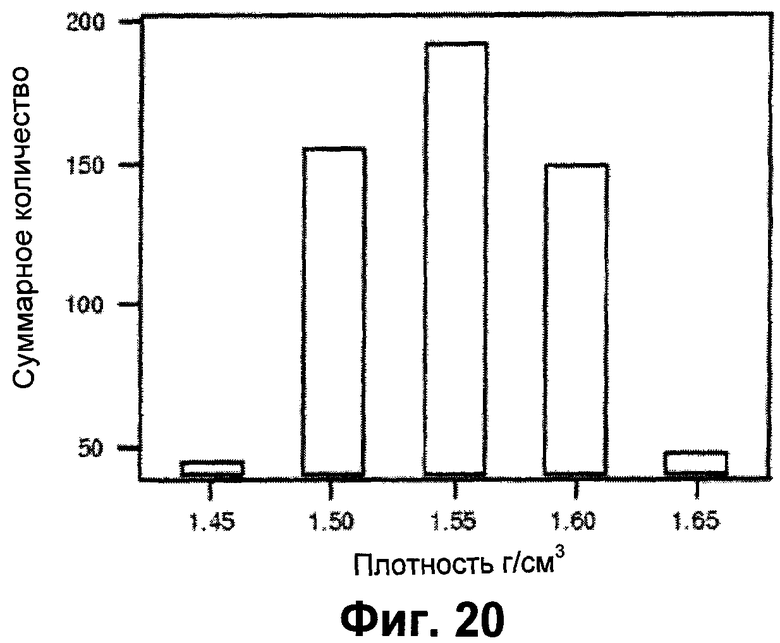
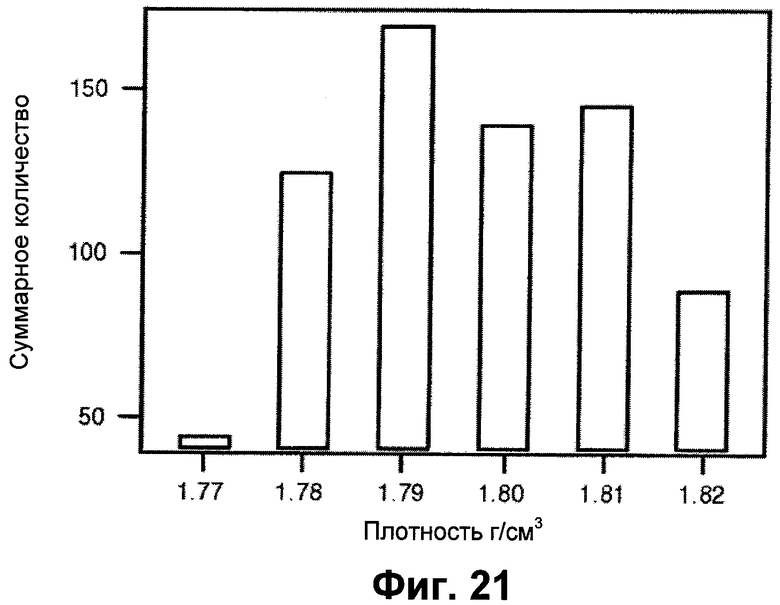
На Фиг.20 и Фиг.21 показаны гистограммы плотности, соответствующие расположению, показанному на Фиг.19 для деталей I-1 (неуплотненные) и деталей I-2 (частично уплотненные);
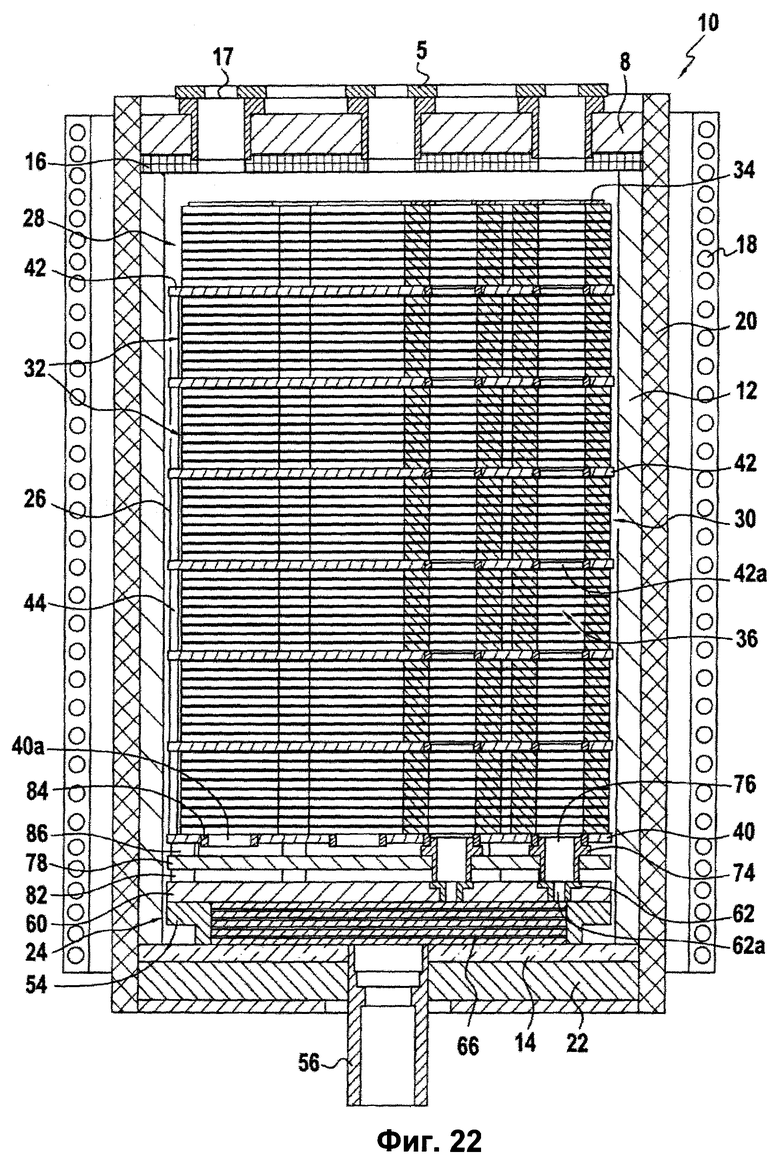
На Фиг.22 показан вид в вертикальном разрезе печи для химической инфильтрации газовой фазы (далее - CVI печь), пригодной для осуществления настоящего изобретения;
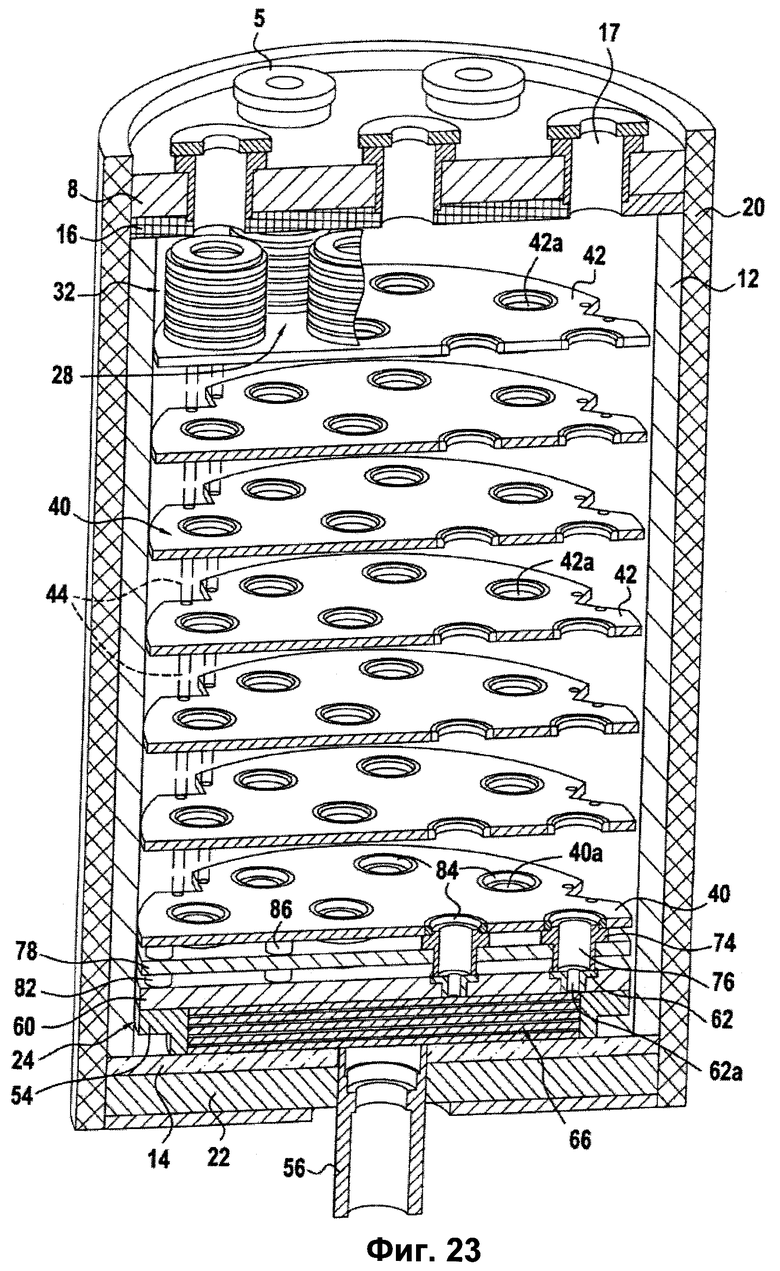
На Фиг.23 показан перспективный вид в вертикальном разрезе, в общем, соответствующий виду, показанному на Фиг.22; и
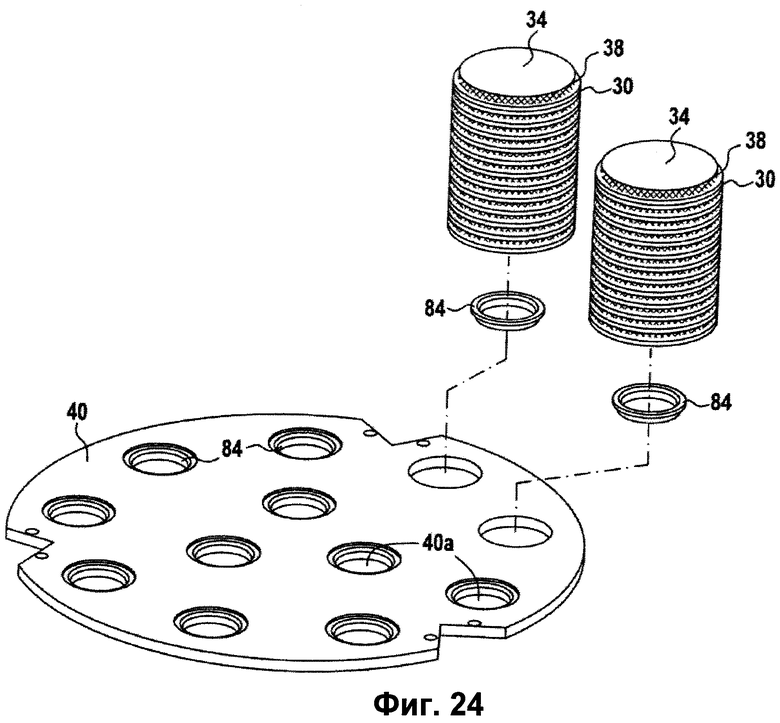
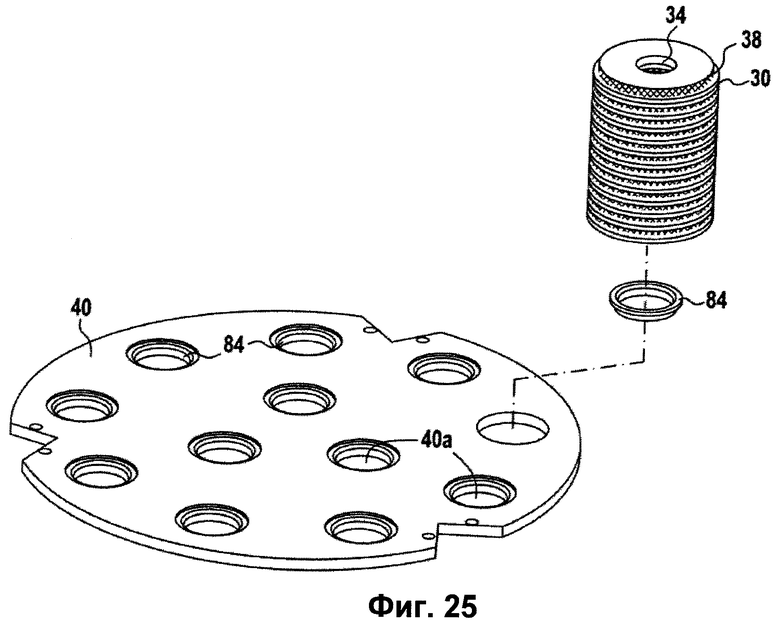
На Фиг.24-29 показаны различные варианты пачек, содержащих множество пористых субстратов.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В общем случае, настоящее изобретение относится к созданию смешанного расположения неуплотненных и частично уплотненных пористых субстратов, например заготовок для тормозных колодок, при определенных загрузках CVI печи, которое позволяет использовать физическое поведение деталей таким образом, который позволяет улучшить качество уплотнения и производительность процесса. В частности, настоящее изобретение относится к использованию частично уплотненных пористых субстратов в качестве пассивных теплопоглощающих элементов, расположенных в центральной части реакционной камеры, с целью «удержания» тепла и улучшения температурного распределения внутри печи, и, таким образом, улучшения качества уплотнения. Указанная способность удержания тепла зависит от массы частично уплотненных пористых субстратов, расположенных в центральной части реакционной камеры. В зависимости от размера субстратов, например заготовок, применяемых для изготовления тормозных дисков, их масса может находиться в диапазоне приблизительно от 1600 до 2400 кг. При использовании более крупных заготовок масса, находящаяся в центральной части реакционной камеры, может достигать приблизительно 8000 кг.
Настоящее изобретение будет описано ниже при помощи некоторых примеров различного расположения деталей. В общем случае, рабочие параметры CVI печи известны специалистам в данной области техники и поэтому в настоящем описании отдельно не рассмотрены.
Пример 1: (см. Фиг.7 и 9)
a. Приблизительно 1100+/-100 субстратов при стандартной загрузке СVI печи.
b. Общая загрузка составляет приблизительно 50% деталей I-1 и приблизительно 50% деталей I-2.
c. Время проведения цикла может быть снижено приблизительно на 12% по сравнению с обычными традиционными циклами.
d. Располагают поддоны 1 (в нижней части), 2 и 7 (в верхней части) для деталей I-2 (см. Фиг.7), и поддоны 3, 4, 5 и 6 для деталей I-1 (см. Фиг.9).
e. В частности, для деталей I-2 используют более низкую температуру верхней и нижней зон (т.е., поддоны 1 и 7).
f. Значительный градиент плотности, существующий при полной загрузке I-1, сводится к минимуму. Получают детали I-1, объемная плотность которых составляет от 1,35 до 1,55 г/см3.
Пример 2: (см. Фиг.11 и 13)
a. Приблизительно 1100 (±100) субстратов при стандартной загрузке CVI печи.
b. Загрузка составляет 50% деталей I-1 и 50% деталей I-2.
c. Время проведения цикла может быть снижено приблизительно на 24%.
d. Детали I-1 размещены в боковых пачках на поддонах 2-6 (см. Фиг.9), а детали I-2 размещены на остальных поддонах (см. Фиг.11). См. Фиг.12 и Фиг.14.
e. Обеспечивается улучшенное температурное распределение в горизонтальной плоскости, в особенности, для заготовок I-1, загружаемых на поддоны 2-6, расположенные на периферии. В этой конфигурации центральные пачки I-2 применяют в качестве пассивного нагревательного элемента.
Пример 3: (см. Фиг.15 и 17)
a. Приблизительно 1100 (±100) субстратов при стандартной загрузке CVI печи.
b. Загрузка составляет 50% деталей I-1 и 50% деталей I-2.
c. Каждая пачка на каждом поддоне включает либо только детали I-1, либо только детали I-2. Пачки деталей I-1 и пачки деталей I-2 расположены чередующимся образом на периферии поддона, в то время как центральные (например, три) пачки включают либо только детали I-1 (см. Фиг.17), либо только детали I-2 (см. Фиг.15). Поддоны также складывают в пачку попеременно. Например, расположение, показанное на Фиг.15, может включать поддоны 1, 3, 5 и 7, а расположение, показанное на Фиг.17, может включать поддоны 2, 4 и 6.
d. Возможно уменьшение времени проведения цикла на 28%.
e. Обеспечивается улучшенное температурное распределение как в горизонтальном, так и в вертикальном направлении, что приводит к тому, что желаемая плотность достигается в большем количестве деталей. В этой конфигурации пачки I-2 применяют в качестве пассивного нагревательного элемента (См.: Фиг.16 (детали I-1) и 18 (детали I-2)).
Пример 4: (см. Фиг.19)
a. Приблизительно 1100 (±100) субстратов при стандартной загрузке CVI печи.
b. Загрузка составляет всего 35% деталей I-1 и деталей 65% I-2.
c. На поддоны 1 и 7 укладывают только детали I-2. На поддоны 2, 3, 4, 5 и 6 укладывают детали I-1 и I-2 в смешанном порядке, что показано на Фиг.19. В частности, I-1 детали 100 и I-2 детали 102 укладывают одну на другую в одной и той же пачке. Предпочтительно, детали I-1 и I-2 располагают на некотором расстоянии друг от друга, применяя бруски, разделители или зазорные прокладки. Неограничивающий пример зазорной прокладки 104 описан в заявке US 7060134.
d. Возможно снижение времени проведения цикла на 30%.
e. Улучшается равномерность распределения температуры в горизонтальном (т.е., поперечном) направлении. В этой конфигурации детали I-2 применяют в качестве пассивного нагревательного элемента.
f. Градиент плотности значительно регулируется загрузкой CVI печи. См. Фиг.20 и Фиг.21.
ИЛЛЮСТРАТИВНЫЕ ПРИМЕРЫ
Эксперимент №1: На поддон 1 загружают только заготовки I-1
Контроль нижней зоны: 1050°С +/-10°С
Отсутствует предварительный подогрев газа
Пример №2:
На поддон 1 загружают только заготовки I-1
Контроль нижней зоны: 1050°С +/-10°С
Температура предварительного подогрева газа: от 550 до 750°С
Пример №3:
На боковую часть поддона 1 загружают заготовки I-1 + на центральную часть поддона 1 загружают болванки I-2
Контроль нижней зоны: 1050°С +/-10°С
Температура предварительного подогрева газа: от 550 до 750°С
Пример №4:
На поддон 1 загружают болванки I-2
Контроль нижней зоны: 1050°С +/-10°С
Температура предварительного подогрева газа: от 550 до 750°С
Применение настоящего изобретения позволяет достичь ряда преимуществ.
В соответствии с существующим уровнем техники, больший градиент уплотнения, обусловленный загрузкой печи, наблюдают только при создании большего температурного градиента как в продольном, так и в боковом (поперечном) направлении. В соответствии с настоящим изобретением предложено несколько конфигураций загрузки, позволяющих свести к минимуму температурный градиент внутри традиционной CVI печи.
Во всей печи могут быть созданы более успешно регулируемые равномерные температурные условия, и при этом пространство внутри печи, занимаемое обрабатываемыми субстратами, не сокращается. В противоположность этому, традиционные решения, например, увеличение размеров традиционного газового подогревателя, занимают пространство, которое может быть использовано для обработки большего количества субстратов.
Настоящее изобретение позволяет устанавливать по существу изотермические условия внутри и снаружи пористой заготовки.
Настоящее изобретение позволяет снижать продолжительность цикла на величину, составляющую от 12 до 30%, по сравнению с традиционными способами без снижения производственной мощности.
Устройства, подходящие для осуществления уплотнения кольцевых заготовок, применяемых для изготовления тормозных дисков, описаны, например, в патенте США No.6572371.
На Фиг.22 показано весьма схематичное изображение полностью загруженной печи 10 для CVD/CVI обработки (здесь сокращение CVD означает "химическое осаждение из газовой фазы" от англ. "chemical vapor deposition"). Из Фиг.22 видно, что аппаратура включает графитовый токоприемник 12, нижнюю часть 14 токоприемника и верхнюю часть 16 токоприемника, которые ограничивают внутренний объем 26 печи. Внутренний объем 26 печи, содержащий загрузку кольцевых субстратов или болванок 30, прошедших предварительное уплотнение, изготовлен из углеродного волокна. Загрузку производят в виде пачки 32 субстратов, вертикальные отверстия которых в основном выровнены относительно друг друга с образованием внутреннего пространства. Пачка 32 может быть сложена из множества наложенных друг на друга частей пачки, разделенных одним или более загрузочными промежуточными поддонами 42. Множество загрузочных поддонов расположено выше зоны 24 подогрева газа и нижней части 14 токоприемника.
На Фиг.22 также показана аппаратура, находящаяся внутри CVD/CVI печи 10. Изоляция 20 печи расположена между индукционной катушкой 18 и графитовым токоприемником 12. Кроме того, изоляция 8 верхней части печи и изоляция 22 нижней части печи расположены снаружи корпуса графитового токоприемника. Нагрев внутреннего объема печи 10 производят при помощи токоприемника 12, например, изготовленного из графита, который также ограничивает корпус 26. Индукционная катушка 18 предназначена для создания множества зон нагревания графитового токоприемника 12. В альтернативном случае, нагревание токоприемника 12 может быть осуществлено за счет сопротивления. Другие возможные способы нагревания включают, например, резистивный нагрев с использованием эффекта Джоуля.
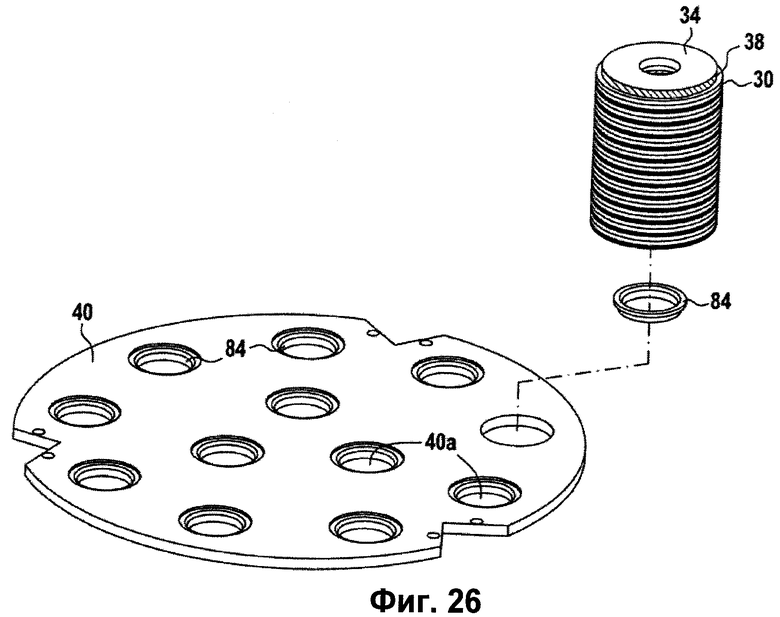
Внутренний объем печи 26 ограничен зоной 24 подогрева газа, расположенной в нижней части печи, и реакционной камерой, находящейся внутри графитового токоприемника 12, куда помещают кольцевые субстраты. Кольцевые субстраты 30 располагают таким образом, что они образуют множество кольцевых вертикальных пачек, установленных на нижнем загрузочном поддоне 40. Каждая пачка субстратов может быть подразделена на множество наложенных друг на друга частей, разделенных одним или более промежуточными поддонами 42. Поддоны 40 и 42 могут быть изготовлены из графита или углерод-углеродных композитов. В них имеются отверстия 40a и 42a, соответствующие по положению внутренним отверстиям субстратов. Промежуточные поддоны опираются на стойки 44. Стойки 44 могут быть изготовлены, например, из графита.
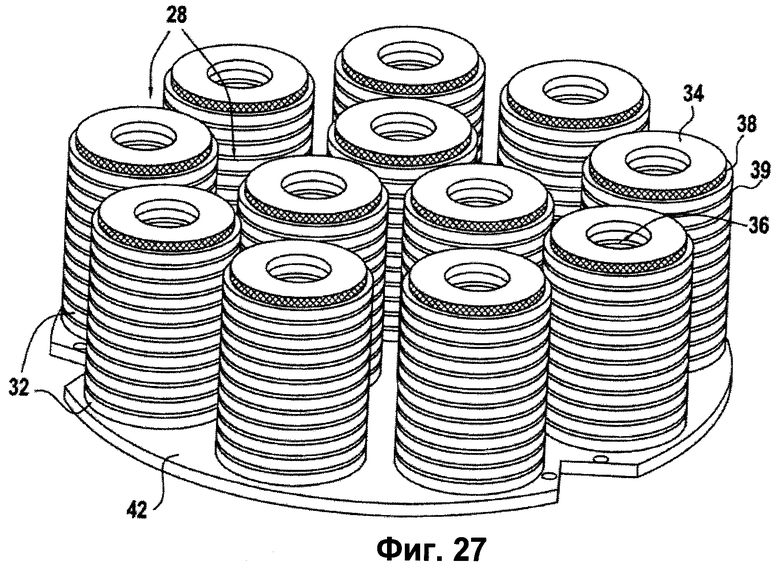
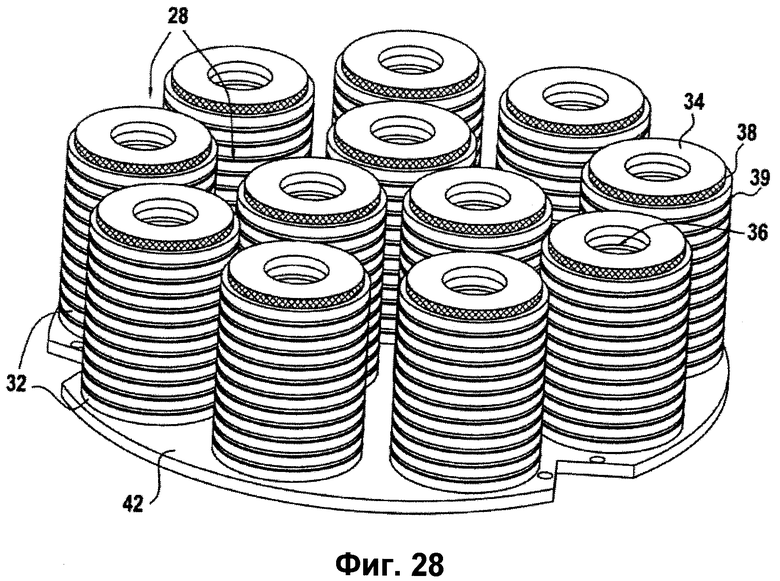
На Фиг.22 показан пример, включающий двенадцать пачек субстратов, расположенных на загрузочном поддоне 42; при этом девять боковых пачек расположены на некотором расстоянии друг от друга по периферии поддона, а три пачки находятся в его центре. Возможны и другие типы расположения. Например, могут быть использованы восемь пачек, семь из которых могут быть расположены по периферии поддона, а одна пачка - в центре.
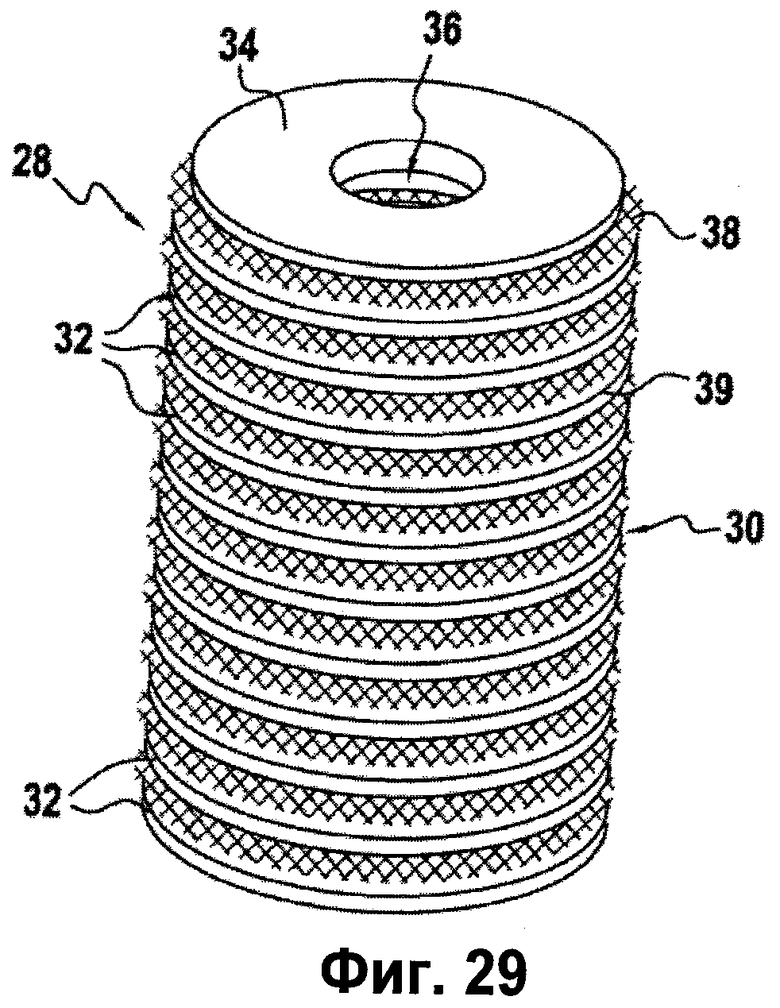
Каждая кольцевая пачка 32 накрыта сверху графитовой крышкой 34, как показано на Фиг.22, из которой видно, что внутренний объем реакционной камеры 26 подразделен на множество внутренних объемов 36 пачек и объем 28 снаружи пачек. Внутренний объем каждой пачки образован центральными отверстиями субстратов 30 и промежуточных поддонов 42, центрованными относительно друг друга.
На Фиг.27 показаны 12 пачек субстратов, отделенных друг о друга при помощи разделителей 38 или зазорными прокладками, состоящими из одной детали, описанными в патентной заявке США No. 2004/0175564. Разделители образуют зазоры по существу постоянной высоты между соседними субстратами по длине всей пачки, но при этом не нарушают сообщение между внутренними объемами 36 пачек, образованными центрованными отверстиями субстратов, и внешним объемом 28.
Каждый субстрат 30 в пачке 32 пространственно отделен от соседнего субстрата или, в том случае, если это возможно, от загрузочного поддона 40, 42 или крышки 34 разделителями 38, которые позволяют создавать зазоры 39 между субстратами. Разделители 38 могут быть расположены таким образом, который позволяет сохранять каналы для прохождения газа-предшественника между объемами 36 и 28. Указанные каналы могут быть размещены таким образом, который позволяет уравновешивать давление между объемами 36 и 28, как описано в патенте США No. 5904957, или таким образом, который позволяет поддерживать градиент давления между объемами 36 и 28.
Внутренняя зона 24 предварительного подогрева газа (см. Фиг.22 и 23), в которой производят предварительный подогрев газа-предшественника, может быть сконструирована так, как описано, например, в патенте США No. 6572371, и может состоять из камеры 54 предварительного подогрева, газораспределительной пластины 60 и перфорированных пластин 66, как показано на Фиг.23.
Газы-предшественники вводят через впускное отверстие 56, а затем они попадают в канал 62a. Предварительный подогрев выполняют, направляя газы-предшественники через множество расположенных на некотором расстоянии друг от друга перфорированных пластин 66. Соответственно, конструкция оборудования для предварительного подогрева должна позволять легко помещать его в установку и легко извлекать его из установки для инспекции и ремонта.
Камера 54 предварительного подогрева газа закрыта газораспределительной пластиной 60. В газораспределительной пластине проделаны каналы 62a, находящиеся в соответствии с каналом 40a и внутренними объемами 36 пачек 32.
Газ, пропущенный через впускное отверстие 56, подогревают в камере 54 предварительного подогрева, а затем он попадает в каналы 62а. Предварительный подогрев выполняют пропускание газов-предшественников через множество находящихся на некотором расстоянии друг от друга перфорированных пластин 66, которые расположены горизонтально между нижней стенкой 14 токоприемника и газораспределительной пластиной 60.
Газ, пропускаемый через каналы 62a газораспределительной пластины 60, направляют через вытяжные трубы 74, которые введены в каналы 76. Пластина 78 опирается на газораспределительную пластину 60 при помощи стоек 82.
Вытяжная труба 74 соединена с каналом 40a нижнего загрузочного поддона 40. В каналы 40a введены графитовые кольца 84, которые опираются на верхние края вытяжных труб 74 и предназначены для направления потока газа между пластинами 78 и 40. Пластина 40 опирается на пластину 78 при помощи подпорки 86.
После достижения требуемой температуры внутри загруженной печи производят ввод газов-предшественников через впускное отверстие 56 для газа. Газы-предшественники предварительно подогревают пропусканием их через перфорированные пластины 66, находящиеся в камере 54 предварительного подогрева.
Подогретый газ извлекают из камеры 54 предварительного подогрева через сопла 62 и подвергают дальнейшему нагреванию посредством теплообмена со стенками вытяжных труб 74 и вкладками 84, после чего газ направляют во внутренние объемы пачек субстратов.
Газ, пропускаемый во внутренний объем 36 пачки субстратов, попадает в объем 28 реакционной камеры посредством диффузии через поры субстратов и образует требуемую матрицу отложений, после чего проходит через отверстия 39. Отходящий газ извлекают из объема 28 реакционной камеры через выпускное отверстие 17 для отходящего газа, расположенное в верхней стенке 16 токоприемника и соединенное с перекачивающим устройством (не показано). Сверху на выпускном отверстии 17 для отходящего газа расположены верхние щитки 5 термической защиты, позволяющие блокировать излучение во время работы печи.
В общем случае, также известен способ обработки пористых субстратов, толщина которых в силу каких-либо причин составляет меньшую величину по сравнению с обычно обрабатываемыми деталями; при этом один или более таких пористых субстратов (каждый из которых имеет пониженную толщину) собирают (например, сшиванием или при помощи механических скрепок), получая изделие, имеющее требуемую толщину. Например, при восстановлении изношенных тормозных дисков перед проведением стадии повторного уплотнения их иногда подвергают машинной обработке, получая при этом более тонкие детали, которые подвергают повторному уплотнению. В другом случае, с самого начала может быть получена более тонкая заготовка, образованная меньшим количеством слоев материала по сравнению с обычно используемым количеством.
Преимущество использования субстратов с меньшей толщиной состоит в том, что их уплотнение обычно занимает меньше времени, чем уплотнение изделий «полной» толщины; иногда даже уплотнение таких субстратов может быть произведено в течение всего лишь одного цикла уплотнения, а не в течение нескольких циклов.
Несмотря на то, что настоящее изобретение было описано выше со ссылками на конкретные варианты осуществления изобретения, которые были приведены для лучшего понимания и разъяснения изобретения, следует понимать, что настоящее изобретение не ограничено лишь конкретными деталями описанных вариантов. Более того, специалист в данной области техники должен понимать, что существуют изменения и модификации, которые могут быть сделаны в предпочтительных вариантах осуществления изобретения и которые, тем не менее, находятся в области, защищаемой настоящим изобретением и прилагаемой формулой изобретения.
Изобретение относится к способам уплотнения пористых матриц путем химической инфильтрации газовой фазы (CVI). По меньшей мере первое множество пачек пористых субстратов размещают в реакционной камере. При этом пачки пористых субстратов, расположенные по периферии реакционной камеры, представляют собой неуплотненные пористые субстраты, частично уплотненные пористые субстраты или сочетание неуплотненных и частично уплотненных пористых субстратов. Одна или более пачек частично уплотненных субстратов расположены в центральной части. Уплотнение по меньшей мере первого множества пачек пористых субстратов осуществляют при помощи способа химической инфильтрации газовой фазы. Расположение и чередование неуплотненных пористых субстратов и частично уплотненных пористых субстратов позволяет использовать термические характеристики частично уплотненных пористых субстратов для лучшего распределения потока тепла в объеме CVI печи. Способ позволяет улучшить качество уплотнения и производительность процесса. 9 з.п. ф-лы, 29 ил., 4 табл., 4 пр.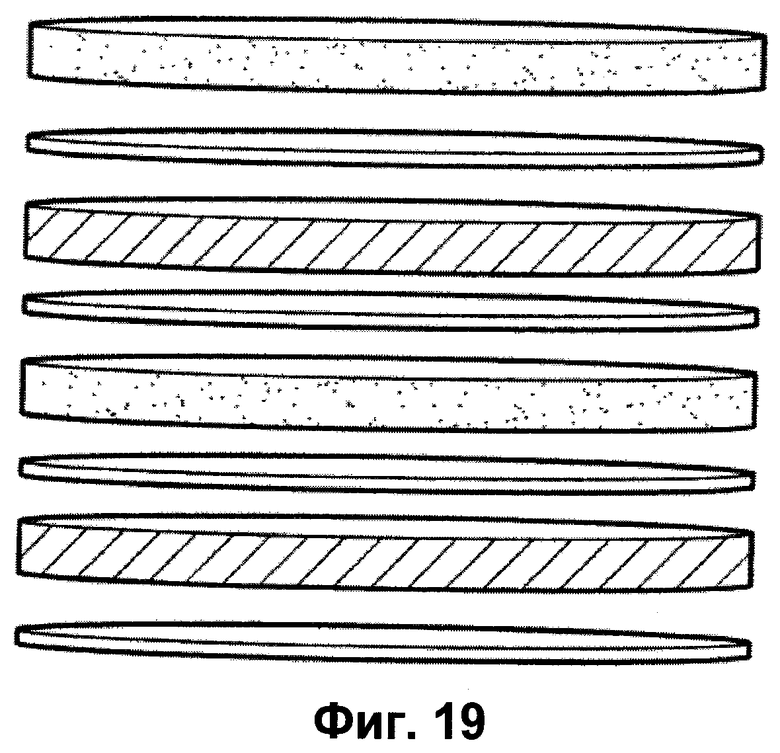
1. Способ уплотнения пористых субстратов посредством химической инфильтрации газовой фазы (CVI) в печи CVI, которая включает зону подогрева газа-предшественника и реакционную камеру, в которой производят уплотнение пористых субстратов, нижнюю стенку, разделяющую зону подогрева газа-предшественника и реакционную камеру, причем в нижней стенке имеется множество образованных в нем сквозных отверстий, соответствующих множеству участков, на которых располагают пачки пористых субстратов, при этом указанный способ уплотнения включает:
размещение по меньшей мере первого множества пачек пористых субстратов в реакционной камере, при этом пачки пористых субстратов, расположенные по периферии реакционной камеры, представляют собой неуплотненные пористые субстраты, частично уплотненные пористые субстраты или сочетание неуплотненных и частично уплотненных пористых субстратов, и при этом одна или более пачек частично уплотненных субстратов расположены в центральной части между первым множеством пачек пористых субстратов, и
уплотнение по меньшей мере первого множества пачек пористых субстратов при помощи способа химической инфильтрации газовой фазы.
2. Способ по п.1, в котором объемная плотность неуплотненных пористых субстратов находится в диапазоне от 0,35 г/см3 до 0,60 г/см3.
3. Способ по п.1 или 2, в котором объемная плотность частично уплотненных пористых субстратов находится в диапазоне от 1,25 г/см3 до 1,77 г/см3.
4. Способ по п.3, в котором общая масса одной или более пачек частично уплотненных субстратов, расположенных в центральной части между первым множеством пачек пористых субстратов, составляет приблизительно от 1600 кг до 8000 кг.
5. Способ по п.1, включающий разделение соседних пористых субстратов, находящихся в определенной пачке, при помощи разделителя или зазорной прокладки.
6. Способ по п.5, включающий разделение соседних пористых субстратов, находящихся в определенной пачке, при помощи единичной зазорной прокладки, изготовленной из тканого проволочного сетчатого материала.
7. Способ по п.6, в котором толщина единичной зазорной прокладки составляет приблизительно от 1 мм до 6 мм.
8. Способ по п.1, включающий расположение множества пачек пористых субстратов на соответственно одном из множества загрузочных поддонов и расположение множества загрузочных поддонов, на которых находится множество пористых субстратов, в реакционной камере.
9. Способ по п.1, в котором по меньшей мере некоторые из пачек пористых субстратов включают чередование уложенных в пачку неуплотненных и частично уплотненных субстратов.
10. Способ по п.1, в котором частично уплотненные пористые субстраты ранее были подвергнуты машинной обработке для уменьшения их исходной толщины.
| US 6572371 В1, 03.06.2003 | |||
| СПОСОБ И УСТРОЙСТВО ИНФИЛЬТРАЦИИ ГАЗОВОЙ ФАЗЫ ХИМИЧЕСКОГО ВЕЩЕСТВА И ХИМИЧЕСКОГО ОСАЖДЕНИЯ ИЗ ГАЗОВОЙ ФАЗЫ (ВАРИАНТЫ), ИЗДЕЛИЕ, ПОЛУЧАЕМОЕ ЭТИМ СПОСОБОМ, УСТРОЙСТВО ДЛЯ ПОДАЧИ ПЕРВОГО ГАЗА-РЕАГЕНТА В ПЕЧЬ ДЛЯ ИНФИЛЬТРАЦИИ И ОСАЖДЕНИЯ ИЗ ГАЗОВОЙ ФАЗЫ И ФРИКЦИОННЫЙ ДИСК | 1995 |
|
RU2173354C2 |
| СПОСОБ ХИМИЧЕСКОЙ ИНФИЛЬТРАЦИИ В ПАРОВОЙ ФАЗЕ ДЛЯ УПЛОТНЕНИЯ ПОРИСТЫХ СУБСТРАТОВ, РАСПОЛОЖЕННЫХ КОЛЬЦЕОБРАЗНО ШТАБЕЛЯМИ | 1996 |
|
RU2167217C2 |
| СПОСОБ ХИМИЧЕСКОЙ ИНФИЛЬТРАЦИИ В ПАРОВОЙ ФАЗЕ МАТЕРИАЛА В СРЕДУ ВОЛОКНИСТОГО СУБСТРАТА | 1994 |
|
RU2125031C1 |
| US 6057022 A, 02.05.2000. | |||

