ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение относится к изготовлению деталей из композиционных материалов, армированных углеродными волокнами, уплотненных матрицей, полученной по меньшей мере частично методом инфильтрации химических паров (CVI).
В частности, но не исключительно, изобретение применимо для изготовления тормозных дисков из углерод/углеродного (С/С) композиционного материала, в особенности, для авиационных тормозов, включающих набор чередующихся статорных и роторных дисков, установленных на общей оси. Тем не менее, изобретение может применяться для изготовления других деталей из композиционных С/С материалов, а также для изготовления изделий из других композиционных материалов, армированных углеродными волокнами, в частности из композиционных материалов с керамической матрицей (CMC) или из композиционных материалов, содержащих матрицу из углерода и керамики.
Хорошо известно об уплотнении пористых субстратов, таких как волокнистые субстраты, при помощи использования метода CVI.
В стандартном методе CVI субстраты, подлежащие уплотнению, помещают в печь. В печь подают реакционный газ для того, чтобы путем разложения одного или более компонентов газа или путем реакции между несколькими компонентами в определенных условиях, в частности при определенных температуре и давлении, осадить образующий матрицу материал во внутренних слоях субстратов.
Основная сложность процессов типа CVI заключается в сведении к минимуму градиента уплотнения внутри субстратов для получения деталей, обладающих свойствами, по возможности, однородными по всему объему.
По мере осаждения матрица имеет тенденцию к наращиванию предпочтительно на тех частях поверхности субстратов, с которыми в первую очередь сталкивается реакционный газ. Это приводит к обеднению газа, способного диффундировать во внутренние слои субстрата, и к преждевременному закупориванию пор в поверхностных частях субстратов, что постепенно снижает способность газа диффундировать во внутренние слои. Вследствие этого между поверхностными частями и внутренними слоями субстрата возникает градиент уплотнения.
Вот почему, в частности, при изготовлении тонких деталей на практике бывает необходимо по достижении определенной степени уплотнения приостановить процесс, изъять частично уплотненные субстраты и затем механически обработать их поверхности в ходе операции, называемой «удаление поверхностного слоя», чтобы заново открыть их поверхностные поры. Затем может быть продолжено уплотнение с помощью реакционного газа, имеющего более легкий доступ для диффузии к внутренним слоям субстратов. Например, при изготовлении тормозных дисков общей практикой является использование по меньшей мере двух циклов уплотнения CVI (циклы 11 и 12) с промежуточной операцией удаления поверхностного слоя. Тем не менее, на практике в полученных в результате деталях наблюдается градиент уплотнения.
В действительности, для того чтобы избежать возникновения градиента уплотнения и по возможности избежать проведения операций удаления поверхностного слоя, как известно, реализуют метод уплотнения CVI, при котором используется градиент температуры, то есть неоднородное нагревание субстратов. Неоднородное нагревание путем прямого контакта между токоприемником и одним или более кольцевым субстратом с целью уплотнения описано в патентных документах US 5846611 и ЕР 0946461. Осаждение матричного материала в тех зонах субстратов, которые являются наименее доступными для газа, усиливают нагреванием таких зон до температуры, превышающей температуру других частей субстратов. Тем не менее, этот способ ограничивается субстратами, имеющими определенную форму, и субстратами, загружаемыми в печь в определенном положении.
В патентном документе US 5405560 предложен способ облегчения доступа газа к внутренним слоям субстратов, представляющих собой кольцевые волокнистые преформы для тормозных дисков из композиционного С/С материала, путем создания проходов в виде каналов, проходящих сквозь преформы между их противоположными сторонами. Эти каналы создают путем введения игл, выталкивающих волокна преформ, не повреждая их. Во время CVI уплотнения каналы обеспечивают газу кратчайшие пути для достижения средних частей преформ. В параллельном патентном документе FR 2616779 также упоминается о возможности создания каналов при помощи жидкой среды под давлением, что частично разрушает волокна, однако рекомендуется избегать повреждения волокон.
В отличие от этого, в патентном документе WO 2006/129040 для сохранения по существу исходного расположения волокон, в частности в стенках каналов, предложено создание каналов в волокнистой структуре за счет удаления материала путем разрыва волокон, например, при помощи обработки с использованием струи воды под высоким давлением или при помощи механической обработки. Уплотнение такого субстрата, полученное при помощи метода CVI типа, как оказалось, является практически однородным в той мере, в какой уменьшается градиент уплотнения, будучи лучше, чем в способе патентного документа US 5405560.
Испытания, проведенные авторами изобретения, показали, что эффективность, с которой волокнистый субстрат перфорирован для уменьшения градиента уплотнения, связана с открытой зоной субстрата, то есть в случае рассмотрения стороны субстрата, в которую открыты каналы, это процент площади, занятой каналами, по сравнению с общей площадью указанной стороны. Точнее говоря, увеличение открытой зоны приводит к уменьшению градиента уплотнения.
Для заданной плотности расположения каналов, то есть для данного количества каналов на единицу площади на той стороне субстрата, в которую открыты каналы, увеличение открытой зоны может быть достигнуто за счет увеличения поперечного сечения каналов.
Выше определенного порогового значения увеличение поперечного сечения каналов является недостатком. Получаемый в результате композиционный материал становится менее однородным. Более того, по меньшей мере в основных областях применения наличие каналов, которые не закрываются во время уплотнения субстрата, ухудшает свойства получаемой в результате детали. Таким образом, в случае тормозного диска, испытания, проведенные авторами изобретения, показывают, что выше определенного порогового значения наличие в композиционном материале незакупоренных каналов приводит к значительно большему износу композиционного материала. Это можно объяснить воздействием на кромки каналов в тот момент, когда тормозной диск соприкасается с другим диском. Можно предусмотреть закупорку каналов после уплотнения. Об этом упоминается в рассмотренном выше патентном документе US 5405560, в котором рекомендуется образование каналов, имеющих диаметр в пределах от 0,5 миллиметров (мм) до 5 мм. Закупорка каналов требует проведения дополнительной операции, что увеличивает стоимость изготовления и не гарантирует того, что материал будет по существу однородным.
Увеличение открытой зоны путем увеличения плотности каналов, то есть числа каналов, выдвигает проблему создания большого числа каналов на относительно малом поперечном сечении. Авторы изобретения установили, что для того, чтобы получить результат, значимый для уменьшения градиента и, следовательно, для уменьшения длительности уплотнения, но в то же время обеспечивающий износ, аналогичный износу авиационных тормозных дисков, изготовленных из субстратов, не имеющих каналов, необходимо образование более 1000 каналов на поверхности диска, имеющего диаметр 20 дюймов. Это сложно представить при использовании методики, описанной в патентных документах US 5405560 и WO 2006/129040, если требуется достичь благоприятного баланса между получением экономии во время уплотнения и увеличением стоимости изготовления из-за образования каналов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей изобретения является предложение способа изготовления деталей из композиционного материала, имеющих армирование углеродными волокнами, уплотненных матрицей по меньшей мере частично при помощи метода типа CVI, который позволяет уменьшать градиент уплотнения без увеличения в значительной степени стоимости изготовления.
Указанная задача решена благодаря разработке способа, включающего стадии:
- изготовления связанной волокнистой преформы из углеродных волокон, снабженной каналами, образованными по меньшей мере с первой стороны преформы; и
- уплотнения преформы с помощью метода типа инфильтрации химических паров для осаждения в нее материала, составляющего матрицу;
в котором:
- образуют каналы путем одновременного введения множества невращающихся режущих инструментов удлиненной формы, которые по существу взаимно параллельны и которые имеют на своих поверхностях шероховатости или выступы, подходящие для разрыва большинства волокон, с которыми они сталкиваются, и перемещения порванных волокон внутрь преформы, причем одновременное введение инструментов осуществляют посредством перемещения основания, на котором установлены указанные инструменты; и
- выбирают режущие инструменты, которые имеют поперечное сечение, позволяющее в объеме углеволокнистой преформы получать каналы, имеющие поперечное сечение, средний размер которого лежит в пределах от 50 мкм до 500 мкм.
Способ отличается тем, что позволяет получать значительное количество каналов одновременно путем введения режущих инструментов удлиненной формы, направлвенных по существу параллельно друг другу. Желательно, чтобы такие инструменты представляли собой крючковые иглы. Могут применяться и другие инструменты, такие как проволочные пилы и т.п.
Другим примечательным аспектом изобретения является то, что, как показали проведенные испытания, хорошие результаты в плане уплотнения получаются не зависимо от расположения волокон, подлежащих модификации, вдоль стенок каналов относительно их расположения перед перфорацией.
Согласно признаку изобретения преформа, изготовленная из углеродных волокон, содержит каналы, средняя плотность расположения которых, измеренная на указанной первой стороне, лежит в пределах от 0,25 каналов на квадратный сантиметр (кан./см2) до 16 кан./см2.
Согласно другому признаку способа волокнистая преформа, изготовленная из углеродных волокон, имеет площадь отверстий на поверхности в пределах от 0,025% до 2% от всей площади поверхности указанной первой стороны.
Предпочтительно, чтобы инструменты проникали на расстояние, соответствующее по меньшей мере половине размера преформы, измеренного параллельно каналам между первой стороной преформы и противоположной ей стороной.
Если волокнистая преформа, изготовленная из углеродных волокон, получена образованием связанной волокнистой преформы из предшественников углеродных волокон с карбонизацией волокнистого субстрата для превращения предшественника углерода в углерод, каналы могут быть образованы после карбонизации волокнистого субстрата либо перед его карбонизацией. Если каналы образованы заранее, для получения требуемого размера поперечного сечения каналов необходимо учитывать усадки, происходящие во время карбонизации.
Если волокнистая преформа, изготовленная из углеродных волокон, получена путем получения связанного волокнистого субстрата непосредственно из углеродных волокон, возможно с последующей термической обработкой для дополнительной карбонизации волокнистого субстрата, каналы могут быть образованы в волокнистом субстрате до или после дополнительной термической обработки. Если каналы образованы заранее, для получения требуемого поперечного сечения каналов нет необходимости учитывать усадки, поскольку термическая обработка с целью дополнительной карбонизации не вызывает значительных усадок.
Согласно частному варианту осуществления способа, каналы могут быть образованы во время изготовления волокнистого субстрата из предшественников углеродных волокон или из углеродных волокон. Если изготовление волокнистого субстрата включает стадию прошивания наложенных друг на друга слоев волокон, каналы могут быть образованы одновременно с прошиванием, например, путем размещения на общем основании инструментов, используемых для образования каналов, и игл, используемых для прошивания.
Предпочтительно, в случае, когда способ используют для изготовления тормозных дисков из углерод/углеродного композиционного материала, уплотнение волокнистой преформы путем инфильтрации химических паров осуществлять без удаления поверхностного слоя, проводимого перед окончанием уплотнения. Таким образом, способ характеризуется тем, что позволяет получать требуемую плотность композиционного материала для тормозного диска без проведения множества циклов уплотнения, разделяемых одной или несколькими стадиями удаления поверхностного слоя для повторного открытия пор на поверхности преформы.
Изобретение также предлагает тормозной диск из композиционного материала, армированного углеродными волокнами, полученный описанным выше способом.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Изобретение может быть более понятным после прочтения описания, приведенного ниже в качестве неограничивающего примера осуществления, и на основании прилагаемых графических материалов, где
- на Фиг.1 показаны последовательные стадии изготовления детали из композиционного материала согласно первому варианту осуществления способа изобретения;
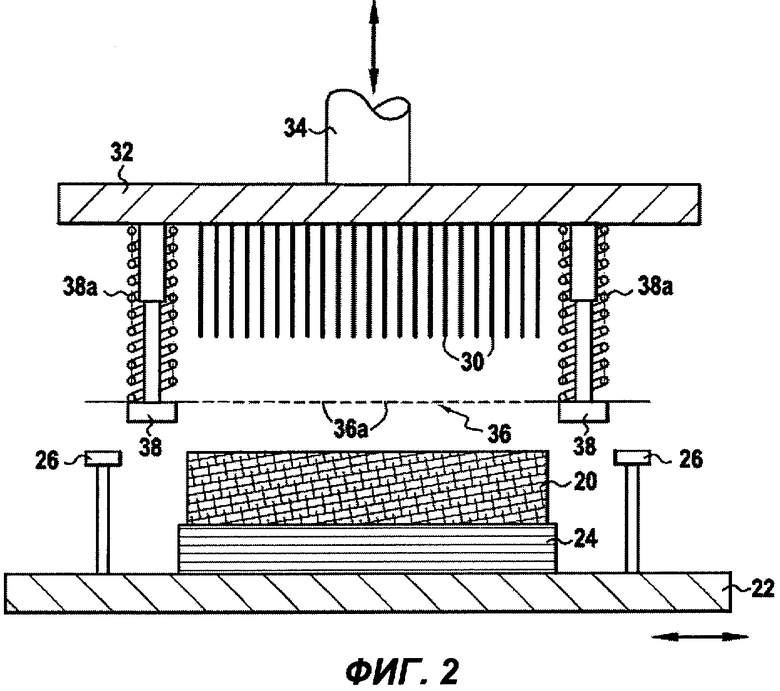
- на Фиг.2 показана установка, обеспечивающая одновременное образование большого количества каналов в волокнистом субстрате;
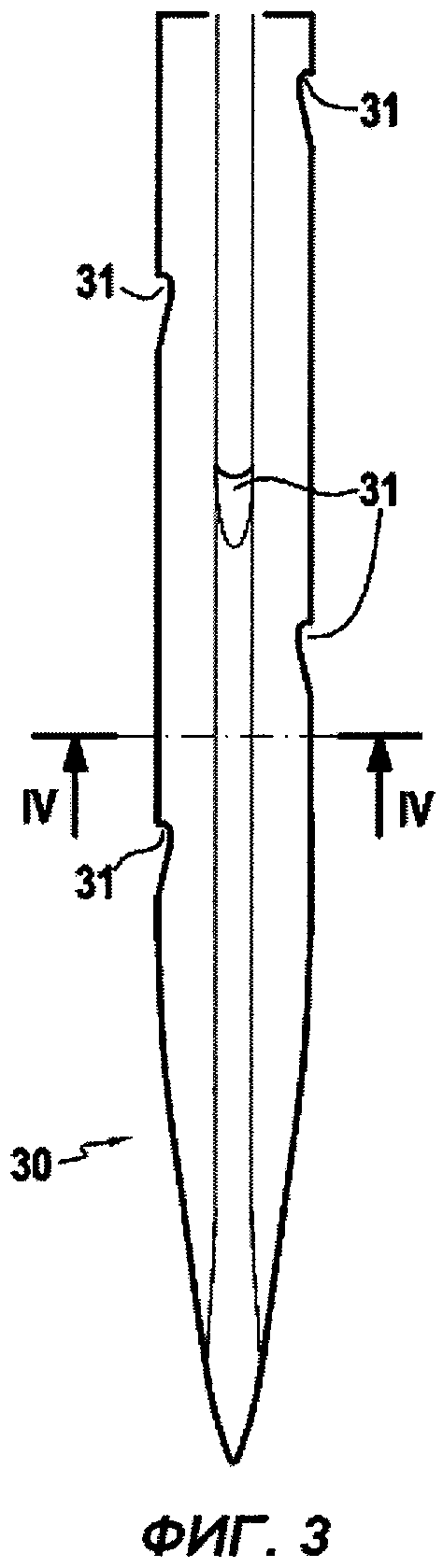
- Фиг.3 представляет собой подробное изображение иглы, использованной в установке по Фиг.2;
- Фиг.4 представляет собой поперечное сечение в плоскости III-III на Фиг.3;
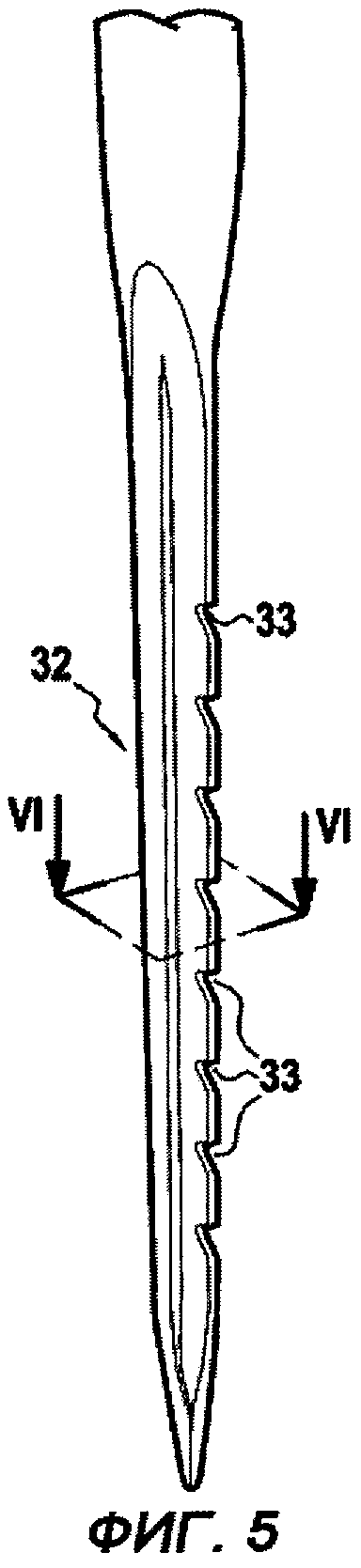
- Фиг.5 представляет собой подробное изображение варианта режущего инструмента, используемого в установке по Фиг.3;
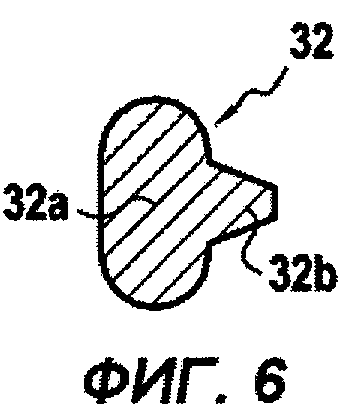
- Фиг.6 - поперечное сечение иглы, изображенной на Фиг.5;
- Фиг.7 представляет собой изображение еще одного варианта режущего инструмента, используемого в установке на Фиг.2;
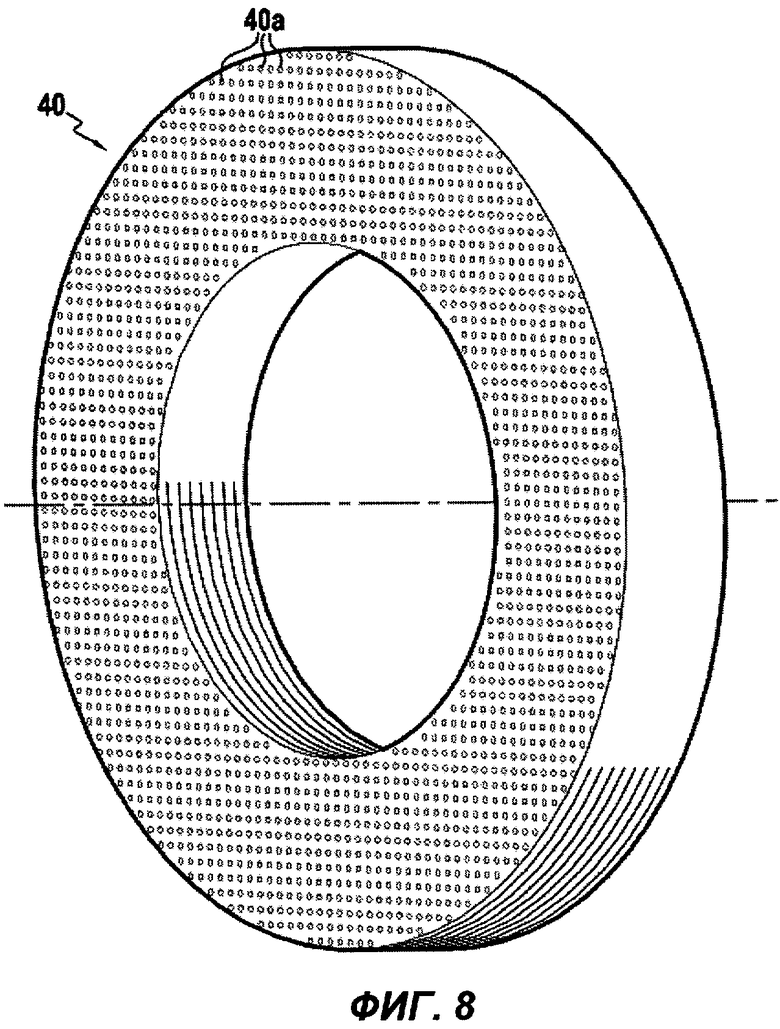
- Фиг.8 представляет собой схематическое изображение кольцевой волокнистой преформы для тормозного диска, в которой образованы каналы;
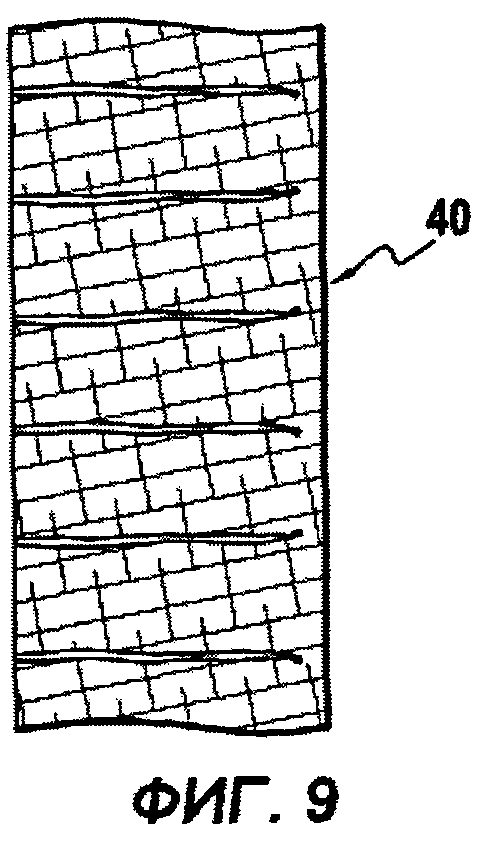
- на Фиг. с 9 по 12 представлены частичные разрезы, показывающие различные пути образования каналов, открытых по меньшей мере в одну из основных сторон волокнистого субстрата, представляющего собой кольцевую волокнистую преформу для тормозного диска;
- Фиг.13 представляет собой схематическое изображение тормозного диска, полученного после уплотнения методом CVI и окончательной обработки, для которого использована преформа такого вида, как изображено на Фиг.8;
- Фиг.14 представляет собой микрофотографию, показывающую устье канала, образованного в кольцевой волокнистой преформе для тормозного диска при помощи инструмента, такого как изображен на Фиг.3 и Фиг.4;
- Фиг.15 представляет собой микрофотографию, показывающую продольное сечение канала, сходного с изображенным на Фиг.14;
- на Фиг.16 показаны последовательные стадии изготовления детали из композиционного материала в соответствии со вторым вариантом осуществления способа согласно изобретению; и
- на Фиг.17 показано устройство, позволяющее получать каналы в субстрате из предшественника углеродных волокон согласно второму варианту осуществления.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Первая стадия 10 способа, изображенного на Фиг.1, заключается в получении связанного трехмерного (3D) волокнистого субтрата из углеродных волокон.
В данном контексте о трехмерном волокнистом субстрате говорят, что он является "связанным", если с ним можно манипулировать без потери межмолекулярного сцепления, даже если он является несколько пластичным.
Хорошо известны различные способы получения таких связанных трехмерных волокнистых субстратов.
Для образования трехмерного субстрата в качестве исходного материала можно использовать одномерные (1D) волокнистые элементы, такие как нити или жгуты, которые сплетают, выполняют вязаные переплетения или трехмерные сети.
В качестве исходного материала также можно использовать двухмерные (2D) волокнистые структуры, такие как полотна, вязаные полотна, плоская тесьма, тонкий войлок, однонаправленные (UD) листы, полученные из взаимно параллельных нитей или жгутов, либо листы с различной ориентацией волокон (nD), изготовленные из UD листов, наложенных друг на друга в разных направлениях и соединенных вместе при помощи легкого сшивания или простегивания. Слои, получаемые из таких 2D волокнистых структур, накладывают ровно или складками на формующее устройство и соединяют вместе при помощи сшивания, простегивания или введения нитей через слои с получением 3D волокнистого субстрата. Например, в патентном документе US 5792715 предложен способ получения 3D волокнистых субстратов из композиционного материала с образованием тонких кольцевых волокнистых преформ для тормозных дисков. Согласно этому способу слои, вырезанные из nD листов, накладывают друг на друга и соединяют вместе при помощи сшивания постепенно по мере их наложения друг на друга.
Волокнистый субстрат может быть получен из углеродных волокон или из предшественников углеродных волокон, которые могут оказаться более подходящими для того, чтобы выдерживать различные текстильные операции, используемые для образования 3D волокнистого субстрата. В таких случаях предшественник превращают в углерод при помощи термической обработки после образования волокнистого субстрата.
Углеволокнистая преформа, имеющая форму, близкую к форме детали, подлежащей изготовлению, может быть получена (стадия 12):
- непосредственно в форме волокнистого субстрата, изготовленного из углеродных волокон;
- при помощи вырезания из волокнистого субстрата, изготовленного из углеродных волокон;
- непосредственно карбонизацией волокнистого субстрата, изготовленного из предшественников углеродных волокон;
- карбонизацией волокнистого субстрата, изготовленного из предшественников углеродных волокон, и вырезанием из карбонизированного волокнистого субстрата; или
- вырезанием преформы из волокнистого субстрата, изготовленного из предшественников углеродных волокон, и карбонизацией преформы.
В первых двух вариантах после того, как волокнистый субстрат изготовлен из углеродных волокон, может быть проведена высокотемпературная термическая обработка (НТНТ) известным способом при температуре, превышающей температуру, достигнутую во время карбонизации, с тем, чтобы изменить свойства волокон и избавиться от примесей, содержащихся в них, если таковые имеются.
В случае 3D волокнистых субстратов для образования кольцевых волокнистых преформ для тормозных дисков из композиционного материала обычно получают 3D волокнистые субстраты из предшественников углеродных волокон, например, таких как предварительно окисленный полиакрилонитрил (PAN). Углеволокнистые преформы для тормозных дисков получают затем вырезанием частей, имеющих форму диска, из 3D волокнистого субстрата, полученного из предшественников углеродных волокон, и карбонизацией, при этом размеры вырезаемых частей определяют в зависимости от размеров преформ, подлежащих изготовлению, а также в зависимости от усадок, происходящих во время карбонизации.
Следующая стадия (14) согласно способу, проиллюстрированному на Фиг.1, заключается в образовании в углеволокнистой преформе каналов, позволяющих облегчить доступ реакционного газа к внутренним слоям преформы во время последующего уплотнения при помощи процесса типа CVI.
В варианте, когда преформу изготавливают вырезанием из волокнистого субстрата, полученного из углеродных волокон, каналы могут быть образованы в субстрате перед вырезанием преформы.
Кроме того, в случаях, когда волокнистый субстрат получают непосредственно из углеродных волокон, каналы могут быть образованы перед или после всех дополнительных карбонизаций.
Каналы получают путем одновременного введения множества удлиненных режущих инструментов, направленных по существу параллельно друг другу, через по меньшей мере одну из сторон преформы. Эти инструменты на своих поверхностях имеют шероховатости или выступы, пригодные для разрыва большинства волокон, с которыми они сталкиваются, и перемещения разорванных волокон внутрь преформы во время проникновения инструментов в преформу. Предпочтительно такие инструменты представляют собой крючковатые иглы.
В поперечном сечении размер образованных каналов предпочтительно выбирают таким, чтобы они были достаточно большими, чтобы обеспечить доступ реакционного газа к внутренним слоям преформы, но без преждевременного их закупоривания за счет осаждения матрицы во время уплотнения, при этом каналы могут иметь большую площадь поперечного сечения в случаях, когда каналы проходят через большую толщину преформы.
Тем не менее, размер каналов должен оставаться ограниченным, чтобы гарантировать, что после уплотнения не останется остаточных каналов слишком большого размера, поскольку это может изменить характеристики изготавливаемой детали, например, при изготовлении тормозных дисков может привести к высокому уровню преждевременного износа. В случае тормозных дисков может допускаться присутствие остаточных каналов малого сечения, поскольку они быстро закупориваются частицами, образующимися в результате трения.
Таким образом, средний размер поперечного сечения лежит в пределах от 50 мкм до 500 мкм. Каналы не обязательно имеют форму правильного круга в сечении, принимая во внимание форму использованных инструментов, направления волокон и путь, которым некоторые из волокон возвращаются в их исходное положение после прохождения инструмента, причем не обязательно регулярно. Вот почему рассматриваемый размер является не диаметром канала, а средней величиной поперечного сечения, определенной путем измерения площади, занимаемой каналом на поверхности, сквозь которую он образован, и последующим вычислением диаметра окружности, соответствующей такой же площади.
Кроме того, важно, чтобы расстояние между каналами было достаточно малым, чтобы гарантировать, что реакционный газ получит легкий доступ ко всем зонам внутри преформы, однако делать это следует без чрезмерного увеличения числа каналов во избежание изменения механических свойств изготавливаемой детали, а также во избежание изменения трибологических характеристик в случае, когда деталь представляет собой тормозной диск.
Вот почему средняя плотность каналов предпочтительно лежит в пределах от 0,25 кан./см2 до 16 кан./см2, где плотность измеряют по всей поверхности или с каждой из сторон преформы, через которую образованы каналы.
Кроме того, по упомянутым выше причинам предпочтительно, чтобы каналы были образованы таким образом, чтобы получить площадь отверстий на поверхности в пределах от 0,025% до 2% от всей площади поверхности, занятой каналами на каждой из сторон преформы, через которую образованы каналы.
На Фиг.2 показана установка, позволяющая образовывать каналы в преформе 20 для тормозного диска, при этом преформу получают вырезанием из трехмерного волокнистого субстрата, изготовленного из предшественников углеродных волокон, и карбонизацией.
Преформа может быть кольцевой преформой, например, полученной вырезанием из волокнистого субстрата. Кроме того, можно образовывать каналы в преформе, имеющей форму сплошного диска, из которого впоследствии вырезают центральную часть, чтобы получить преформу для уплотнения, имеющую кольцевую форму, близкую к форме тормозного диска, подлежащего изготовлению.
Множество игл 30 расположены вертикально в один или несколько рядов, при этом они прикреплены к общему основанию 32 или панели для игл круглой формы. Панель 32 для игл соединена с элементом 34, служащим для сообщения движения иглам для вертикального перемещения их в прямом и обратном направлении, например, с подвижным элементом пресса.
Преформа 20 поддерживается в горизонтальном положении при помощи перемещаемой в горизонтальном направлении опорной плиты 22 с несущим слоем 24, втыкаясь в который, концы игл 30 могут проходить внутрь, не повреждаясь. Например, несущий слой 24 представляет собой относительно жесткую перфорированную структуру, такую как угольная пена, или защитную дисковую преформу, изготовленную из углеродных волокон. Также можно использовать опорную плиту 22, имеющую каналы с шагом каналов в опорной плите 22, шагом игл и направлением относительно горизонтального движения между опорной плитой 22 и панелью 32, когда это имеет место, такими, что при вертикальном движении каждая из игл всегда будет совпадать с каналом в опорной плите 22.
Препятствующая сжатию пластина 36 опирается на головные части стержней 38, вытянутых вертикально от нижней поверхности панели для игл и, тем самым, поддерживающих снаружи комплект игл 30. Стержни 38 могут входить в каналы, образованные в пластине 36. Между панелью 32 и пластиной 36 вокруг стержней 38 установлены спиральные пружины 38а. Препятствующая сжатию пластина 36 имеет отверстия 36а для прохождения игл 30. Когда панель 32 опущена, пластина 36 упирается в опоры 26, поддерживаемые опорной плитой 22, и иглы проникают в преформу 20, проходя через отверстия 36а, при этом пружины 38а сжимаются. Перемещение игл вниз определяется рабочим ходом пресса.
Когда панель для игл после этого поднимается, препятствующая сжатию пластина 36 остается прижатой к преформе 20 при помощи пружин 38а в течение промежутка времени, необходимого для того, чтобы позволить иглам быть извлеченными из преформы.
Цикл образования каналов может включать в себя один или несколько циклов введения и извлечения игл и может позволить получать несколько сотен каналов одновременно. Иглы 30 установлены на панели 32 для игл на по существу равном расстоянии друг от друга. Каналы могут быть образованы в ходе одного цикла введения и извлечения игл на данной площади преформы с шагом игл 30 на панели 32, который будет соответствовать шагу каналов, подлежащих образованию в преформе. Можно также образовывать каналы на определенной площади преформы, используя множество циклов, при этом преформа 20 будет перемещаться горизонтально за счет движения опорной плиты 22 между двумя последовательными циклами. Шаг игл 30 на панели 32 будет в этом случае зависеть от амплитуды перемещения преформы относительно панели для игл между двумя последовательными циклами, а также от шага каналов, который следует получить.
Фиг.3 и 4 представляют собой подробное изображение примера подходящей крючковой иглы. Игла 30 имеет рабочую часть 30а, являющуюся по существу треугольной по форме с закругленными краями, вдоль которых образованы зубцы 31. Зубцы образованы за счет выемок в форме крючка и распределены по существу равномерно вдоль иглы, будучи образованными на трех краях поочередно. Такие иглы известны как «войлочные» иглы, используемые для сшивания волокнистых структур. При проникновении игл в преформу большая часть волокон, с которыми сталкиваются зубцы 30а, рассекаются, в то время как некоторые из них перемещаются.
На Фиг.5 и 6 представлено подробное изображение крючковой иглы еще одного типа, игла 32 имеет рабочую часть 32а в форме водяной капли, из которой выступает край 32b, имеющий зубцы 33, образованные вдоль него.
Могут быть использованы инструменты, отличные от крючковых игл, например пильные полотна 36, как показано на Фиг.7, имеющие зубья 37.
Средний размер поперечного сечения образованных каналов варьируется в зависимости от: рабочей части инструментов; характеристик шероховатостей или выступов, образованных на инструментах; количества прокалываний, выполненных для каждого канала; скорости удара инструментов; а также характеристик преформ, подлежащих перфорированию. Термин "рабочая часть" инструмента используют, подразумевая часть инструмента, на которой имеются зубцы, зубья или другие шероховатости или выступы. При всех обстоятельствах для того, чтобы получить канал требуемого сечения, выбирают инструмент, имеющий рабочую часть, которая по существу больше требуемого сечения, чтобы учесть тот факт, что волокна, оттянутые назад инструментом во время проникания, стремятся вернуться в свое исходное положение после извлечения инструмента. Так, например, для образования каналов в преформе, изготовленной из углеродных волокон, прошитой при помощи инструментов, таких как войлочные иглы, изображенные на Фиг.3 и 4, выбирают иглы, имеющие рабочую часть, которая в несколько раз превосходит сечение каналов, которые должны быть получены. В случае других инструментов и других типов преформ рабочая часть, соответствующая требуемому сечению канала, легко может быть определена экспериментально.
Глубина образуемых каналов варьируется в зависимости от глубины проникания зубцов или других шероховатостей инструмента в преформу, а также в зависимости от характеристик преформы, в которой должны быть образованы каналы. Следует отметить, что в случае иглы типа, изображенного на Фиг.3 и 4, эффективная рабочая длина для образования канала не доходит до кончика иглы, поскольку волокна ненадолго смещаются частью иглы, расположенной между ее кончиком и зубцом, ближайшим к кончику.
На Фиг.8 показана кольцевая волокнистая преформа 40 для тормозного диска, в которой образованы каналы 40а. В этом примере каналы равномерно распределены в виде сетки квадратной формы. Может быть выбрано другое распределение каналов, например гексагональная сетка, вдоль концентрических окружностей и так далее.
Можно предусмотреть, чтобы каналы были сквозными каналами, открытыми с двух противоположных сторон преформы 40, либо каналами, являющимися почти сквозными каналами, то есть заканчивающимися на небольшом расстоянии от стороны преформы, противоположной той, через которую образованы каналы, как показано на Фиг.9. Такие каналы образуют, вызывая прохождение рабочей части игл через всю толщину или практически через всю толщину преформы.
Как вариант, каналы, образованные в преформе 40, могут быть глухими каналами, образованными с двух противоположных сторон преформы, как показано на Фиг.10, при этом каналы тянутся на расстояние, которое не меньше половины толщины преформы, измеренной между указанными двумя сторонами. В случае установки типа, изображенного на Фиг.2, это может быть достигнуто путем образования первой серии каналов прониканием инструментов через одну из сторон преформы без прохождения сквозь всю преформу с последующим образованием второй серии каналов аналогичным образом после переворачивая преформы.
Также в качестве варианта, каналы, образованные в преформе, могут располагаться наклонно, так что будут образовывать ненулевой угол с нормалью к стороне преформы, через которую вводятся инструменты. В случае установки такого типа, как изображен на Фиг.2, этого можно достичь размещением под углом игл на панели для игл и движением панели параллельно иглам. Такие наклонные каналы могут быть квазисквозными каналами, либо они могут иметь ограниченную длину, как показано на Фиг.11 и 12.
После того как в углеволокнистой преформе образованы каналы, преформу уплотняют методом CVI (стадия 16 на Фиг.1). Способы уплотнения методом CVI для получения углеродных или керамических матриц хорошо известны.
На Фиг.13 показан тормозной диск 50, который может быть получен из преформы, изображенной на Фиг.9, после уплотнения и после окончательной обработки. Каналы 50а могут остаться видимыми и не обязательно должны быть полностью закупорены во время уплотнения, при условии, что они не изменяют трибологические и износостойкие свойства диска, в частности, при условии, что они достаточно малы, чтобы быстро забиться частицами продуктов износа.
По меньшей мере в некоторых условиях способ согласно изобретению может позволить достичь требуемой степени уплотнения без необходимости проведения какой-либо промежуточной операции удаления поверхностного слоя с детали. Тем не менее, в зависимости от толщины детали, подлежащей изготовлению, и от требуемой конечной плотности такое удаление поверхностного слоя может быть проведено.
Следует заметить, что в контексте изобретения не исключается, что стадия частичного уплотнения при помощи метода CVI сопровождается конечной стадией уплотнения с помощью метода, отличного от CVI. Например, такая конечная стадия может заключаться в силицировании путем импрегнирования расплавленным кремнием после образования углеродной матрицы.
Пример 1
Углеволокнистые преформы для авиационных тормозных дисков изготавливают в следующей последовательности:
- получение nD листов из волокон предварительно окисленного PAN (полиакрилонитрила) путем драпирования и легкого сшивания UD листов, образуя углы ±60° между ними;
- получение 3D волокнистой преформы путем наслаивания и сшивания вместе слоев, полученных из nD листов, с помощью способа согласно патентному документу US 5792715;
- вырезание дискообразных частей из 3D волокнистого субстрата и
- карбонизация вырезанных частей с получением волокнистых преформ дискообразной формы, изготовленных из углеродных волокон.
Полученную в результате преформу уплотняют общепринятым способом при помощи CVI с образованием углеродной матрицы, используя способ, включающий первый цикл уплотнения длительностью 500 часов (ч), удаление поверхностного слоя и второе уплотнение длительностью 75 ч.
Другие преформы, аналогичные полученной таким образом, после стадии карбонизации были перфорированы с помощью установки, изображенной на Фиг.2 с использованием крючковых игл, имеющих треугольную рабочую часть, как показано на Фиг.3, и поставляемых компанией Groz Beckert с маркировкой 15×18×20×3,5 R33 G 3012, имеющих по три зубца с каждого края. Иглы были установлены на панели для игл с шагом 20 миллиметров (мм). Глубину проникания подбирали так, чтобы пересекать всю толщину преформы, вызывая проникание игл в несущий слой на 1 мм. Перемещая опорную плиту, несущую преформу, с каждой стороны получали каналы с плотностью 1 канал на 5 мм, что дает плотность 4 канала/см2.
На Фиг.14 показано устье получающегося канала. Оно имеет по существу овальную форму. Было установлено, что если используемые иглы имеют рабочую часть в форме равностороннего треугольника с высотой, равной приблизительно 1 мм, образующиеся каналы имеют средний размер поперечного сечения около 350 мкм. Фиг.15 представляет собой продольное сечение полученного канала. Можно заметить, что канал расположен близко от стороны преформы, противоположной той стороне, через которую вводились иглы, однако не проходит преформу насквозь, при этом конечные части игл не являются эффективными для образования износостойкого канала.
Преформу, такую же как перфорированная данным способом, уплотняли углеродной матрицей, используя такой же метод CVI, как и для неперфорированной преформы, но проводили 1 цикл уплотнения длительностью 500 ч.
После этого уплотненную преформу механически обрабатывали до окончательных размеров кольцевого центрального статорного диска для авиационного дискового тормоза (толщина 24,5 мм, внутренний диаметр 248,85 мм и наружный диаметр 418,75 мм).
Полученные результаты представлены в приведенной ниже таблице.
Примечательно, что для перфорированной преформы была получена окончательная плотность, которая оказалась несколько выше, чем плотность, полученная для неперфорированной преформы, без удаления поверхностного слоя и при использовании только первого цикла уплотнения. Экономия, полученная при этом во время уплотнения, оказалась значительной и намного превышала дополнительные расходы на перфорацию преформы в соответствии со способом изобретения, позволяющим быстро и легко получать несколько сотен каналов одновременно.
Пример 2
Углеволокнистые преформы для авиационных тормозных дисков изготавливают, как описано в Примере 1, при этом некоторые из преформ предназначены для изготовления роторных дисков, другие преформы предназначены для изготовления концевых статорных дисков, остальные преформы - для изготовления центральных статорных дисков (в случае, если тормоз включает в себя набор чередующихся статорных и роторных дисков).
Преформы, предназначенные для каждого типа дисков, подвергали следующим испытаниям:
A) образование каналов посредством игл, таких как те, что использовались в Примере 1, с плотностью 4 канала/см2 с каждой из сторон, причем внедрение игл осуществляли таким образом, чтобы концы игл выступали на длину 6,63 мм, чтобы гарантировать, что первый зубец каждой иглы проходит через преформу и выходит с противоположной стороны;
B) образование каналов как в п.А), но с плотностью 2 канала/см2 на каждой из сторон;
C) образование каналов только на одной из сторон, используя струю воды под давлением, как описано в патентном документе WO 2006/129040, с насадкой, имеющей выпускной диаметр 0,12 мм, и с плотностью каналов 1 канал/см2;
D) образование каналов как в п. С), но с насадкой, имеющей выпускной диаметр 0,20 мм;
Е) образование каналов при помощи лазера только с одной стороны, используя СO2 лазер с мощностью 3,5 кВт и лазерным импульсом длительностью 0,1 секунды (с), плотность каналов составила 1 кан./см2;
F) без образования каналов.
Перфорированные и неперфорированные преформы уплотняли углеродной матрицей, используя тот же метод CVI, включающий несколько циклов уплотнения с общей длительностью 600 ч и без промежуточной зачистки. После уплотнения роторные, центральные статорные и концевые статорные диски механически обрабатывали до их окончательных размеров, получая внутренние диаметры 281,25 мм, 248,85 мм и 248,85 мм, соответственно, наружные диаметры 450,85 мм, 418,75 мм и 418,75 мм, соответственно, и толщину 23 мм, 24,5 мм и 20 мм, соответственно.
В Таблице I приведены средние величины относительной плотности, измеренные для каждой партии однотипных дисков, имеющих преформы, подвергавшиеся одинаковой обработке для образования каналов, при наличии таковых, и с количеством дисков в каждой партии, приведенным в скобках после средней величины относительной плотности.

Величины плотности, измеренные в случаях, когда каналы были образованы в преформах с использованием игл по пп.А) и В), показывают:
- значительное улучшение по сравнению с результатами, полученными для неперфорированных преформ F);
- характеристики, которые по существу эквивалентны, а зачастую и немного лучше, чем характеристики, полученные в случаях, когда каналы были образованы при помощи струи воды по п. С) или D) или при помощи лазера по п. Е), но со значительно более простым и быстрым способом образования каналов; и
- улучшенные характеристики с более высокой плотностью каналов, причем по п. А) лучше, чем по п. В).
Пример 3
Углеволокнистые преформы для авиационных тормозных дисков изготавливали, как описано в Примере 2.
Каналы в преформах были образованы при помощи крючковых игл различного типа, поставляемых компаниями Foster Needles Co. и Groz Beckert. Преформы с каналами уплотняли, после чего роторные, центральные статорные и концевые статорные диски механически обрабатывали, как описано в Примере 2. В Таблице II приведены величины относительной плотности, измеренные для каждого типа диска для различных типов игл и при различной плотности каналов. Иглы в первых четырех строках были иглами из компании Foster Needle Co., с высотой рабочей части в пределах от 0,45 мм до 0,55 мм, остальные иглы были иглами из компании Groz Beckert с рабочими частями, имеющими высоты пределах от 0,7 мм до 1 мм. В качестве сравнения также были измерены средние относительные плотности, полученные для дисков, изготовленных аналогичным образом, но без образования в преформах каналов.
Можно видеть, что плотность дисков, полученных из преформ, имеющих каналы, была выше, чем плотность дисков, полученных из преформ без каналов, но что плотность не зависит в значительной степени от типа использованных игл, даже если иглы отличаются не только по своим рабочим частям, но также и по количеству, форме и глубине их зубцов.
Фиг.16 относится к другому варианту осуществления способа изобретения, отличающемуся от варианта осуществления, описанного выше со ссылкой на Фиг.2, тем, что каналы образуют на стадии предшественника углерода.
Способ согласно Фиг.16 включает в себя последовательно стадию 60 образования 3D волокнистого субстрата из предшественников углеродных волокон, стадию 62 получения волокнистой преформы из предшественников углеродных волокон (поскольку 3D субстрат сам по себе не представляет собой такую преформу), стадию 64 образования каналов в преформах из предшественников углеродных волокон, стадию 66 карбонизации перфорированной преформы из предшественников углеродных волокон с получением перфорированной углеволокнистой преформы и стадию 68 уплотнения перфорированной углеволокнистой преформы методом CVI.
Каналы могут быть образованы в преформе из предшественников углеродных волокон тем же способом, что и в случае первого варианта осуществления. Тем не менее, при определении размера поперечного сечения каналов следует учитывать усадку во время карбонизации, следовательно, каналы, образованные в преформе из предшественников углеродных волокон, должны иметь сечение, большее чем сечение, необходимое для каналов в углеволокнистой преформе.
Согласно второму варианту осуществления каналы могут быть образованы не после того, как изготовлен 3D волокнистый субстрат, а во время его изготовления. Пример устройства, подходящего для этих целей, изображен на Фиг.17.
Согласно этому варианту осуществления 3D волокнистый субстрат, изготовленный из волокон предшественников углерода, получают наложением и соединением вместе 2D волокнистых слоев, например волокнистых листов с различной ориентацией волокон. Листы соединяют вместе при помощи сшивания крючковыми иглами, делая это постепенно по мере наложения листов друг на друга, соединение выполняют при помощи волокон, которые перемещаются в поперечном направлении относительно листов (Z-направление) под действием игл. Такой способ сам по себе является широко известным. Можно сослаться на упоминавшийся выше патентный документ US 5792715.
Как показано на Фиг.17, изготавливаемый волокнистый субстрат 70 поддерживается горизонтально при помощи опорной плиты 72 с промежуточным несущим слоем 74.
На панели 80 для игл установлено множество первых игл 82, каждая из которых служит для осуществления соединения между слоями субстрата путем перемещения волокон, и множество вторых игл 84, служащих для образования каналов в субстрате. Иглы 82, 84 расположены вертикально, а панель 80 для игл прикреплена к элементу 86, служащему для сообщения вертикального поступательного движения (в Z направлении) в прямом и противоположном направлении.
Иглы 82 и 84 расположены в один или несколько слоев, ориентированных в поперечном направлении относительно горизонтального направления X, в котором опорная плита 72 может перемещаться в прямом и противоположном направлении, причем новый слой добавляют, когда опорная плита достигает конца своего хода.
Иглы 82 являются более многочисленными, чем иглы 84, и имеют относительно меньшую рабочую часть. Обычно для крючковых игл, имеющих рабочую часть треугольной формы, высота рабочей части предпочтительно составляет не более 0,6 мм, при этом функция игл 82 заключается в перемещении волокон в Z-направлении, а не в образовании каналов, что сохраняется и после карбонизации преформы.
Иглы 84 присутствуют в относительно небольшом количестве и имеют длину и рабочую часть, которые больше таковых у игл 82. Предпочтительно, чтобы длина игл 84 была выбрана не менее чем в половину толщины волокнистого субстрата, что необходимо сделать для образования каналов, идущих от каждой из его сторон по меньшей мере до средней плоскости субстрата. Рабочую часть игл 84 выбирают так, чтобы она была достаточно большой для того, чтобы образовать каналы, которые после карбонизации будут иметь требуемую среднюю высоту рабочей части не менее 50 мкм. При использовании крючковых игл, имеющих треугольную рабочую часть, высота рабочей части предпочтительно составляет не менее 1 мм.
Количество игл 84 по сравнению с количеством игл 82 выбирают в зависимости от требуемой плотности каналов и в зависимости от плотности сшивания, которое надлежит выполнить при помощи игл 82.
Опорная плита 72 выполнена с возможностью перемещения в вертикальном направлении, чтобы иметь возможность постепенно опускаться по мере наложения новых слоев, а также чтобы контролировать плотность волокон, перемещаемых в Z-направлении по всей толщине волокнистого субстрата.
После того как прошит последний пласт, могут быть выполнены завершающие прошивающие проходы, по возможности, при этом опорная плита 72 ступенчато опускается, чтобы иметь по существу одинаковую плотность каналов, образованных иглами 84 с каждой стороны субстрата.
Разумеется, как упоминалось выше, иглы 84 могут быть заменены другими инструментами, имеющими шероховатость поверхности.
Процесс образования каналов одновременно с изготовлением волокнистого субстрата или преформы может быть выполнен с равным успехом как в случае, если волокнистый субстрат или преформа изготовлены из волокон предшественников углерода, так и если они изготовлены из углеродных волокон.
В частности, при изготовлении волокнистого субстрата или преформы непосредственно из углеродных волокон, используя стадию сшивания наложенных друг на друга волокнистых слоев, такое устройство, как изображено на Фиг.17, может быть использовано для образования каналов одновременно со сшиванием.











Группа изобретений относится к способу изготовления детали из композиционного материала, имеющей армирование углеродными волокнами и уплотненной матрицей, а также к тормозному диску, полученному указанным способом. Способ включает изготовление связанной волокнистой преформы из углеродных волокон, снабженной каналами, образованными по меньшей мере с первой стороны преформы. Также способ включает уплотнение преформы с помощью метода типа инфильтрации химических паров для осаждения в нее материала, составляющего матрицу. При изготовлении детали образуют каналы путем одновременного введения множества невращающихся режущих инструментов удлиненной формы, которые по существу взаимно параллельны и которые имеют на своих поверхностях шероховатости или выступы, подходящие для разрыва большинства волокон, с которыми они сталкиваются, и перемещения порванных волокон внутрь преформы. Причем одновременное введение инструментов осуществляют посредством перемещения основания, на котором установлены указанные инструменты. Режущие инструменты выбирают таким образом, что они имеют поперечное сечение, позволяющее в объеме углеволокнистой преформы получать каналы, имеющие поперечное сечение, средний размер которого лежит в пределах от 50 до 500 мкм. Достигаемый при этом технический результат заключается в получении более однородного композиционного материала, а также уменьшении градиента уплотнения без увеличения стоимости изготовления детали. 2 н. и 13 з.п. ф-лы, 17 ил., 2 табл.
1. Способ изготовления детали из композиционного материала, имеющей армирование углеродными волокнами, уплотненной матрицей, включающий стадии:
- изготовления связанной волокнистой преформы из углеродных волокон, снабженной каналами, образованными по меньшей мере с первой стороны преформы; и
- уплотнения преформы с помощью метода типа инфильтрации химических паров для осаждения в нее материала, составляющего матрицу;
в котором:
- образуют каналы путем одновременного введения множества невращающихся режущих инструментов удлиненной формы, которые по существу взаимно параллельны и которые имеют на своих поверхностях шероховатости или выступы, подходящие для разрыва большинства волокон, с которыми они сталкиваются, и перемещения порванных волокон внутрь преформы, причем одновременное введение инструментов осуществляют посредством перемещения основания, на котором установлены указанные инструменты; и
- выбирают режущие инструменты, которые имеют поперечное сечение, позволяющее в объеме углеволокнистой преформы получать каналы, имеющие поперечное сечение, средний размер которого лежит в пределах от 50 мкм до 500 мкм.
2. Способ по п.1, отличающийся тем, что используют инструменты, которые представляют собой крючковые иглы.
3. Способ по п.1, отличающийся тем, что используют инструменты, которые представляют собой проволочные пилы.
4. Способ по п.1, отличающийся тем, что волокнистую преформу изготавливают из углеродных волокон с каналами, средняя плотность расположения которых, измеренная на указанной первой стороне преформы, лежит в пределах от 0,25 каналов на см2 до 16 каналов на см2.
5. Способ по п.1, отличающийся тем, что волокнистую преформу изготавливают из углеродных волокон, причем она имеет площадь отверстий на поверхности в пределах от 0,025% до 2% от всей площади поверхности указанной первой стороны.
6. Способ по п.1, отличающийся тем, что инструменты вводят на расстояние, соответствующее по меньшей мере половине размера преформы, измеренного параллельно каналам между первой стороной преформы и противоположной ей стороной.
7. Способ по п.1, отличающийся тем, что изготовление волокнистой преформы из углеродных волокон осуществляют путем получения связанной волокнистой преформы из предшественников углеродных волокон и карбонизации волокнистого субстрата для превращения предшественника углерода в углерод, причем каналы образуют после карбонизации волокнистого субстрата.
8. Способ по п.1, отличающийся тем, что изготовление волокнистой преформы из углеродных волокон осуществляют путем получения связанной волокнистой преформы из предшественников углеродных волокон и карбонизации волокнистого субстрата для превращения предшественника углерода в углерод, причем каналы образуют в волокнистом субстрате перед карбонизацией волокнистого субстрата.
9. Способ по п.1, отличающийся тем, что изготовление волокнистой преформы из углеродных волокон осуществляют путем получения связанного волокнистого субстрата из углеродных волокон и последующего образования каналов.
10. Способ по п.1, отличающийся тем, что изготовление волокнистой преформы из углеродных волокон осуществляют путем получения связанного волокнистого субстрата непосредственно из углеродных волокон, после чего следует стадия дополнительной карбонизации, при этом каналы образуют в волокнистом субстрате после дополнительной карбонизации.
11. Способ по п.1, отличающийся тем, что изготовление волокнистой преформы из углеродных волокон осуществляют путем получения связанного волокнистого субстрата непосредственно из углеродных волокон, после чего следует стадия дополнительной карбонизации, при этом каналы образуют в волокнистом субстрате перед дополнительной карбонизацией.
12. Способ по п.8, отличающийся тем, что каналы образуют во время изготовления волокнистого субстрата из предшественников углеродных волокон.
13. Способ по п.12, отличающийся тем, что изготовление волокнистого субстрата включает стадию прошивания наложенных друг на друга волокнистых слоев с использованием игл, установленных на перемещаемом основании, причем инструменты для образования каналов размещают на том же основании, что и иглы, используемые для прошивания.
14. Способ по любому из пп.1-13, отличающийся тем, что его используют для изготовления тормозного диска из углерод/углеродного композиционного материала, где уплотнение волокнистой преформы при помощи инфильтрации химических паров осуществляют без стадии удаления поверхностного слоя, проводимой перед завершением уплотнения.
15. Тормозной диск из композиционного материала, армированного углеродными волокнами, полученный способом согласно любому из пп.1-13.
| WO 2006129040 A2, 07.12.2006 | |||
| US 5405560 A, 11.04.1995 | |||
| US 5846611 A, 08.12.1998 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ФРИКЦИОННЫХ ИЗДЕЛИЙ | 2005 |
|
RU2281928C1 |
| Кондитерская оболочка | 2015 |
|
RU2616779C1 |
| ЭЛЕМЕНТ ТОРМОЗНОГО УСТРОЙСТВА ИЗ КОМПОЗИТНОГО МАТЕРИАЛА C/C-SIC И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2201542C2 |
| ЕР 1424423 A2, 02.06.2004. | |||

