Изобретение относится к черной металлургии, непосредственно к машинам непрерывного литья сортовых заготовок квадратного или прямоугольного сечения, и может быть использовано в цветной металлургии.
В качестве аналога приводится гильзовый кристаллизатор для высокоскоростного непрерывного литья металла (см., например, патент RU 2325969, 2006 г.)
Недостатком аналога является сохранение профиля для перемещения заготовки в формообразующей части гильзы на расстоянии от нижнего торца, составляющем 0,1-0,5 длина гильзы, диагональ поперечного сечения внутренней полости имеет постоянное значение, что способствует возможности образования окалины при скоростном движении заготовки и изменению профиля заготовки на выходе кристаллизатора, что ухудшает качество поверхности сортовой заготовки.
Приводим в качестве прототипа гильзовый кристаллизатор для непрерывного литья сортовых заготовок (см., например, патент RU 2336970, 2006 г.), геометрия гильзы которого по отношению к другим конструкциям гильз кристаллизаторов, по мнению авторов, в определенной мере обеспечивает выполнение следующих требований:
- равномерный и близкий к симметричному тепловой контакт оболочки заготовки со стенками кристаллизатора,
- препятствует «отходу» углов заготовки от поверхности гильзы и их последующему разогреву,
- уменьшает деформации в углах затвердевающей оболочки слитка и снижает опасности образования околоугловых трещин,
- обеспечивает достаточную прочность формирующейся оболочки заготовки.
Недостатком гильзового кристаллизатора для непрерывного литья сортовых заготовок является сечение с закругленными углами на нижней кромке гильзы кристаллизатора и отсутствие плавного выходного участка, что приводит к ухудшению качества поверхности заготовки на выходе кристаллизатора, повышению ее ромбичности и повышенному износу гильзы.
Техническим результатом настоящего изобретения является изготовление гильзы кристаллизатора для непрерывного литья сортовых заготовок повышенной стойкости при обеспечении качества слитка.
Технический результат достигается за счет наличия на стенках гильзы выполненного выходного участка, образованного скосами, обращенными друг к другу под углом 5°…7° на длине, равной 0,15…0,20 длины профиля гильзы, выполнения выходного участка с разделительными радиально-конусными канавками между стенками на длину скоса выходного участка гильзы, при этом радиус канавки на выходе не более 0,2…0,3 толщины стенки, выполнения гильзы кристаллизатора из бериллиевой бронзы.
Предлагаемая гильза кристаллизатора для непрерывного литья сортовых заготовок изображена на следующих графических материалах, где на:
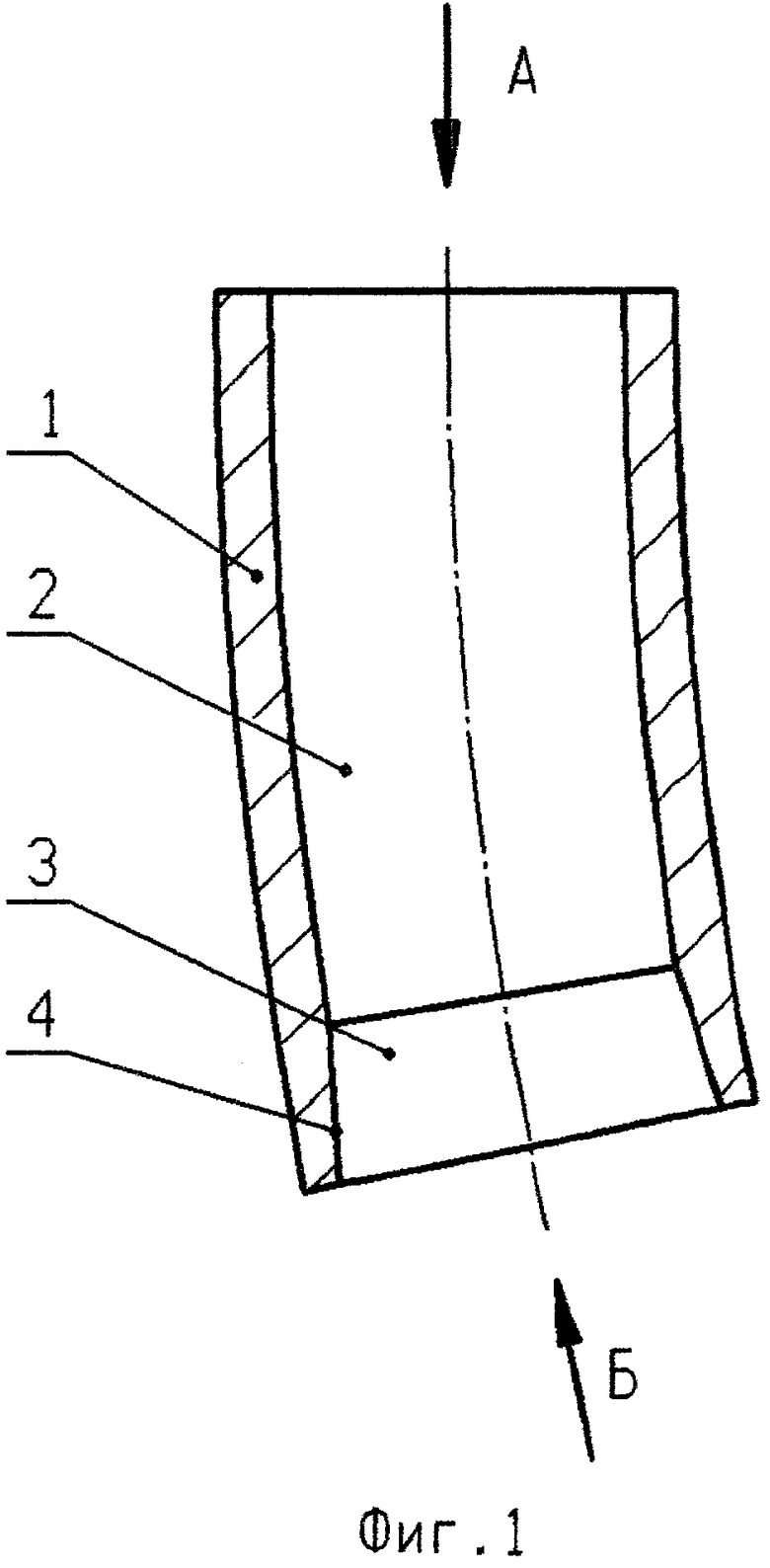
- фиг.1 показан разрез гильзы сортового кристаллизатора с выходным участком;
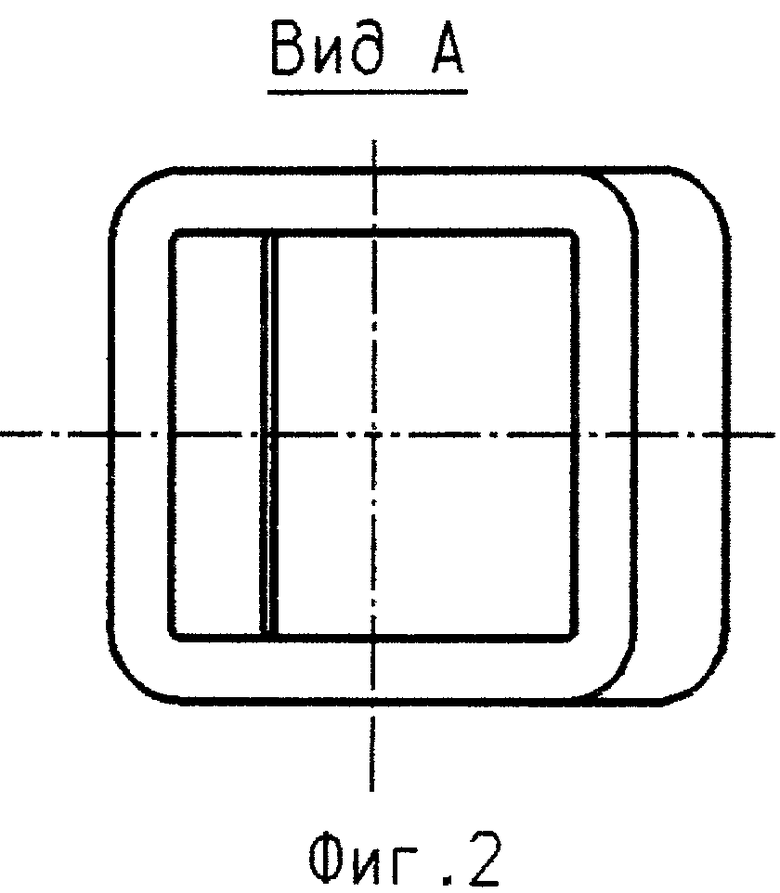
- фиг.2 приведен вид А фиг.1;
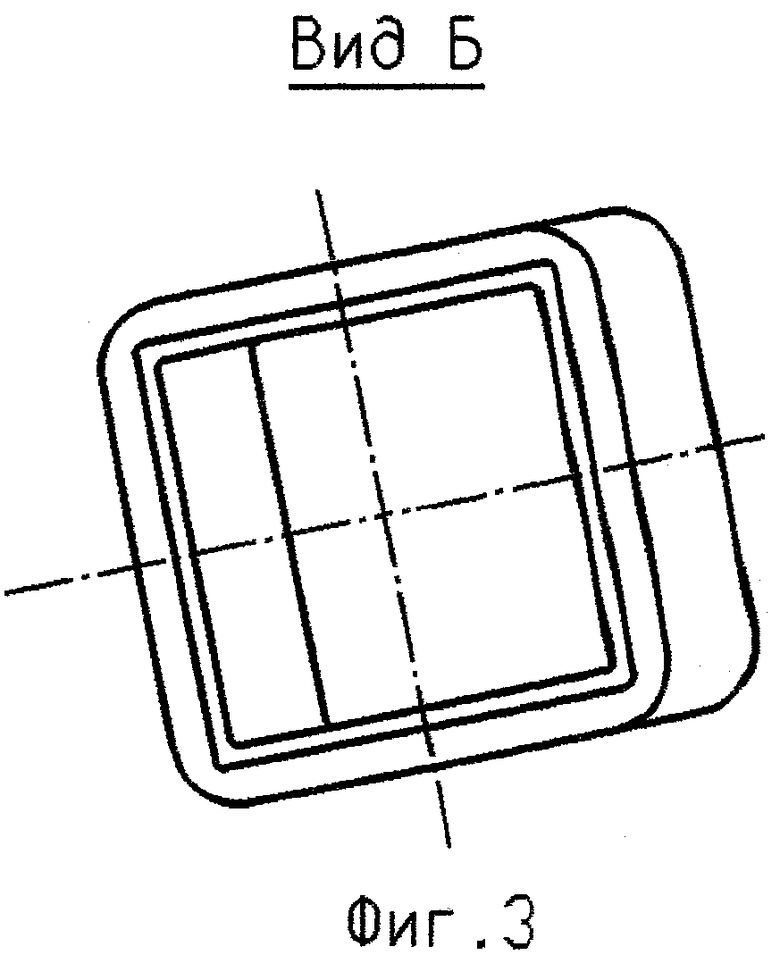
- фиг.3 приведен вид Б фиг.1;
- фиг.4 изображен разрез гильзы сортового кристаллизатора с выходным участком и разделительными радиально-конусными канавками между стенками;
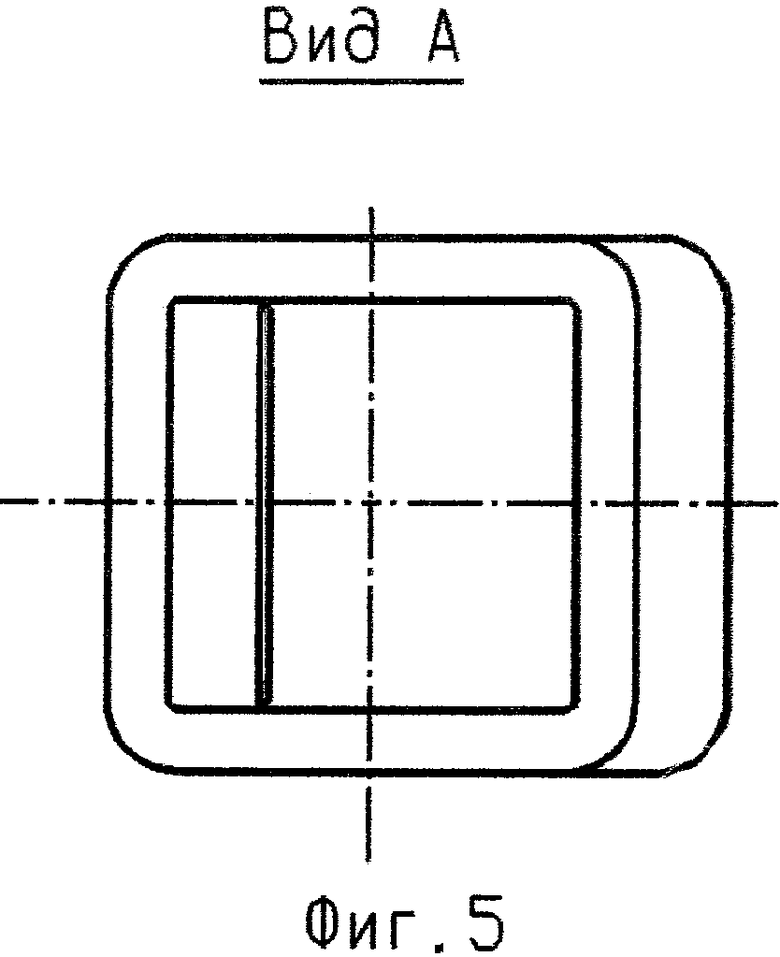
- фиг.5 приведен вид А фиг.4;
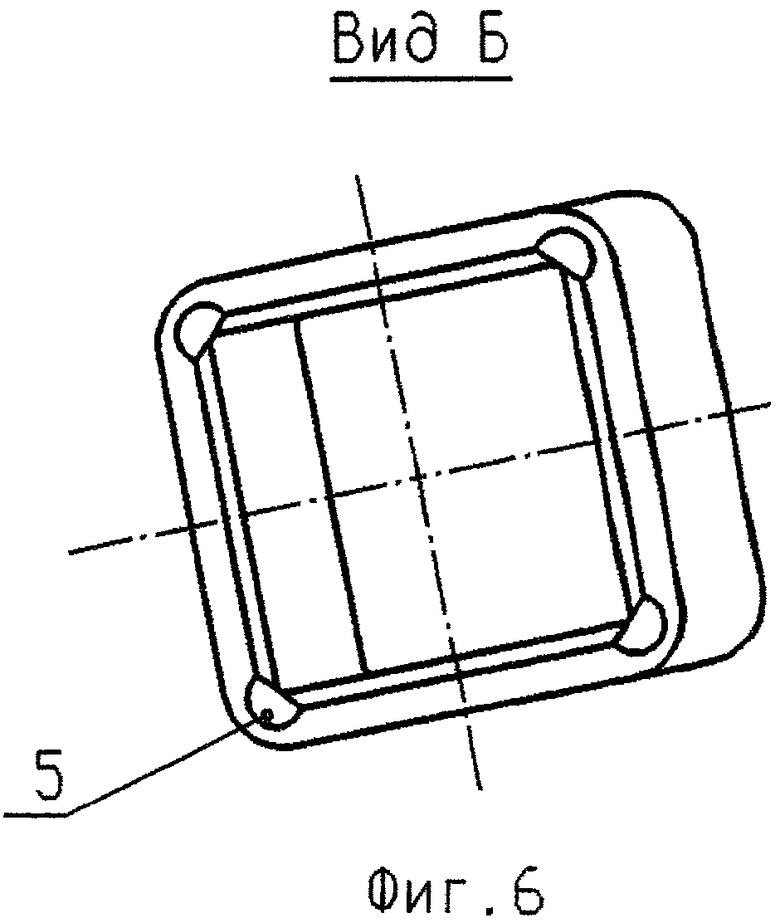
- фиг.6 приведен вид Б фиг.4.
Предлагаемая гильза сортового кристаллизатора выполнена в виде профильного, конусного, вертикального или радиального квадратного (прямоугольного) сечения 1 с внутренней полостью 2, с выходным участком 3 и скосами 4, обращенными друг к другу под углом 5°…7° на длине, равной 0,15…0,20 длины профиля гильзы. Выходной участок 3 может быть выполнен с разделительными радиально-конусными канавками между стенками на длину скоса 4 выходного участка 3 гильзы, при этом радиус канавки на выходе не более 0,2…0,3 толщины стенки.
Заявленное устройство работает следующим образом. Жидкая сталь из промежуточного ковша поступает в полость 2 гильзы 1, где происходит затвердевание и образование твердой корочки непрерывнолитого слитка. Оболочка в полости 2 затвердевает и имеет благодаря этому плотный контакт слитка в гильзе 1 кристаллизатора. Выходной участок 3, образованный скосами 4, обеспечивает:
- уменьшение трения при движении корки слитка по стенке гильзы кристаллизатора;
- увеличение скорости продвижения слитка по «низу» гильзы кристаллизатора;
- большую теплоотдачу при движении слитка по «низу» гильзы кристаллизатора;
- уменьшение влияния одновременного взаимодействия на соседние стенки;
- повышение стойкости гильзы кристаллизатора по износу, перегреву.
Параметры скосов по стенкам гильзы определены из следующего условия. Образование корки заготовки начинается с 0,7…0,8 длины гильзы и на выходном участке затвердевшая оболочка имеет плотный контакт с гильзой, поэтому длина скосов определена 0,15…0,20 длины гильзы.
Радиально-конусные канавки 5 на выходном участке 3 гильзы 1 способствуют:
- уменьшению концентраторов между стенками выходного участка гильзы при образовании корки на слитке;
- уменьшению влияния одной стенки на другую;
- лучшему охлаждению зоны стыка стенки;
- увеличению скорости продвижения слитка;
- уменьшению повреждений кромок слитка;
- уменьшению ромбичности слитка.
Предложенные гильзы выполняются из бериллиевой бронзы, например, МНБ 2,0-0,4 с размерами:
- длина гильзы 700…1000 мм;
- тип гильзы: вертикальная или радиальная;
- разливаемое сечение для радиальных гильз 80×80…200×200 мм;
- разливаемое сечение для вертикальных гильз 200×200…300×400 мм.
Наличие радиально-конусных канавок также определено по условиям образования корки заготовки, а их глубина определена по условиям прочности гильзы с уменьшением трения в углах стенок в выходном участке гильзы и повышением стойкости.
Таким образом, предлагаемая гильза кристаллизатора из МНБ 2,0-0,4 повышенной стойкости позволяет обеспечить производство качественных непрерывнолитых заготовок:
- за счет применения для изготовления гильз кристаллизаторов высокотвердой бронзы МНБ 2,0-0,4;
- улучшает качество слитков при стабилизации структуры слитка и снижает его внутренние напряжения в выходном участке гильзы;
- а высокая твердость материала и его податливость позволяют калибровать и улучшать поверхность слитка;
- при этом сочетание высокой твердости материала стенки и малой твердости корки слитка на выходном участке позволяет уменьшить износ стенок гильзы.
В результате изменения конструкции гильзы и использования высокотвердой бронзы МНБ 2,0-0,4 в качестве материала увеличивается интенсивность электромагнитного перемешивания расплава за счет:
- пониженной относительно меди электропроводности материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ БЛЮМОВ | 2010 |
|
RU2446912C1 |
| ГИЛЬЗА КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ ЗАГОТОВОК | 2010 |
|
RU2431540C1 |
| СПОСОБ И КОКИЛЬ ДЛЯ ОТЛИВКИ ГИЛЬЗЫ КРИСТАЛЛИЗАТОРА | 2011 |
|
RU2456120C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2336970C2 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ СОРТОВЫХ ИЛИ БЛЮМОВЫХ ЗАГОТОВОК | 2005 |
|
RU2388572C2 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ ЗАГОТОВОК | 2006 |
|
RU2308348C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
Изобретение относится к металлургии. Гильза кристаллизатора содержит стенки, образующие внутреннюю полость кристаллизатора. На стенках гильзы выполнен выходной участок, образованный скосами, обращенными друг к другу под углом 5°…7°. Длина скосов составляет 0,15…0,20 длины гильзы. На выходном участке между стенками на длину скоса выполнены радиально конусные канавки. Радиус канавки на выходе составляет не более 0,2…0,3 толщины стенки. Гильза кристаллизатора выполнена из бериллиевой бронзы. Обеспечивается повышение качества заготовок и уменьшение износа стенок гильзы. 2 з.п. ф-лы, 6 ил., 1 пр.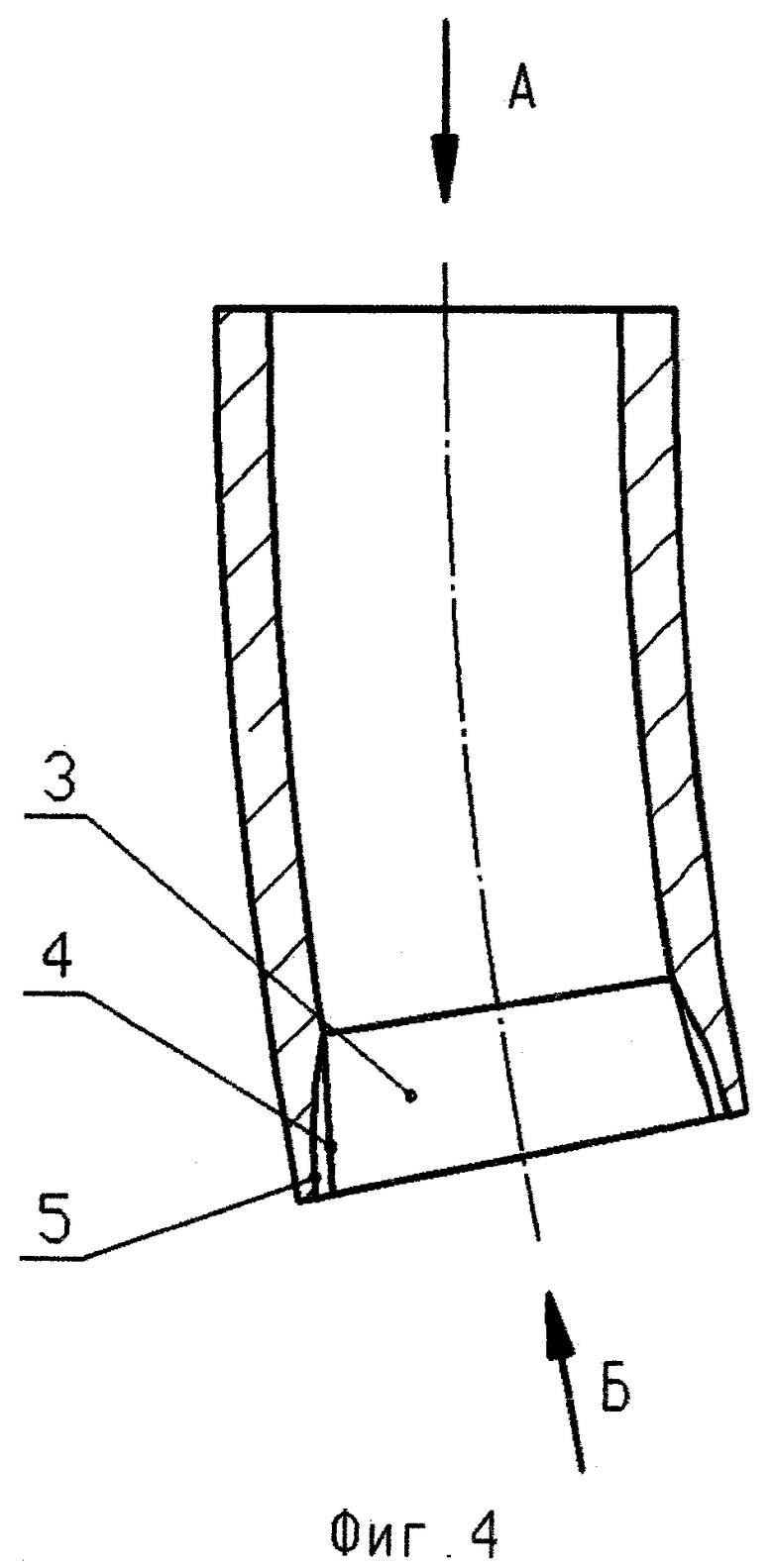
1. Гильза кристаллизатора для непрерывного литья сортовых заготовок прямоугольного сечения, содержащая стенки, образующие внутреннюю полость, отличающаяся тем, что на стенках гильзы выполнен выходной участок, образованный скосами, обращенными друг к другу, под углом 5-7° на длине, равной 0,15-0,20 длины гильзы.
2. Гильза по п.1, отличающаяся тем, что выходной участок гильзы выполнен с радиально-конусными канавками между стенками на длину скоса выходного участка гильзы, при этом радиус канавки на выходе составляет не более 0,2-0,3 толщины стенки.
3. Гильза по п.1, отличающаяся тем, что она выполнена из бериллиевой бронзы.
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2336970C2 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| Кристаллизатор для полу- и непрерывного литья медных сплавов | 1988 |
|
SU1632620A1 |
| Устройство для контроля дрейфа нуля | 1971 |
|
SU662872A1 |

