Изобретение относится к области электротехники, а именно к конструкциям грозозащитных тросов, изготавливаемых свивкой стальных проволок, и может быть использовано для подвески на воздушных линиях электропередач (ВЛ) для защиты ВЛ от прямых ударов молнии.
Известен провод для воздушных линий электропередач, содержащий центральный сталеалюминиевый сердечник и скрученные вокруг него по крайней мере один повив из чередующих контактирующих между собой алюминиевых и сталеалюминиевых проволок, при этом алюминиевые проволоки по крайней мере в наружном повиве выполнены фасонными (см. описание изобретения к авторскому свидетельству СССР №1456997, МПК Н01В 5/08, публикация 07.02.1989).
Недостатками известного провода являются:
- сложность изготовления инструмента для придания соответствующего фасонного профиля алюминиевой проволоки;
- проблемы, связанные с обеспечением геометрических размеров фасонной проволоки по ее длине;
- сложность изготовления шаблона с фасонными отверстиями для свивки провода.
Известен грозозащитный трос, содержащий центральный стальной сердечник и скрученные вокруг него два повива из стальных проволок, слоя деблокирующего материала, полимерную оболочку из композиции сшитого полиэтилена, оптическое волокно, гидрофобный заполнитель и полимерную трубку (см. описание полезной модели к патенту РФ №45046, МПК Н01В 7/10, публикация 10.04.2005).
Недостатком известного изобретения является следующее:
- покрытие стальных проволок полимерной оболочкой приводит к потере основного назначения троса - защиты от прямых ударов молнии.
Известно витое проволочное изделие - например стальной канат, содержащий стальной сердечник, первый повив шести стальных проволок, второй повив с чередованием шести стальных проволок одного диаметра и шести стальных проволок другого меньшего диаметра и третий повив двенадцати стальных проволок, которые уложены с зазорами между собой, величина которых составляет 15-70% от диаметра этих проволок, при этом наружные поверхности проволок третьего повива пластически деформированы и увеличена площадь контакта между проволоками третьего повива, а также между проволоками второго и первого повива и изделие в целом уплотнено (см. описание изобретения к авторскому свидетельству СССР №669415, МПК Н01В 13/02, публикация 25.06.1979).
Недостатком известного витого проволочного изделия является следующее:
- при столь большом диапазоне 15-70% зазора проволок внешнего повива необходима постоянная корректировка диаметров проволок при свивке новых диаметров каната.
Задачей заявляемого изобретения является увеличение стойкости грозозащитного троса к удару молнии при выполнении всех технических требований, влияющих на надежность воздушных линий электропередачи.
Сущность заявляемого изобретения заключается в следующем - предлагается использовать грозозащитный трос, содержащий центральную стальную проволоку с диаметром D1, первый повив семи проволок с диаметром D2, второй повив с чередованием семи стальных проволок с диаметром D3 и семи стальных проволок с диаметром D4 и третий повив четырнадцати стальных проволок с диаметром D5, при этом первый, второй и третий повивы выполнены с одинаковым шагом свивки, в одном направлении и с линейным касанием проволок первого, второго и третьего повивов, соотношение диаметров D1:D2:D3:D4:D5=(1,81-1,9):(1,3-1,36):(1,3-1,36):1:(1,6-1,67), наружные поверхности проволок третьего повива укладываются с зазорами
3-5% от номинального диаметра проволок, пластически деформированы, увеличена площадь контакта между проволоками третьего повива, а также между проволоками второго и первого повивов и трос в целом уплотнен.
Это позволяет, используя новую конструкцию для грозотроса, новый способ его изготовления, существенно увеличить стойкость грозозащитного троса к удару молнии, что подтверждается протоколом испытаний №2.
Сущность изобретения поясняется чертежом, где изображено поперечное сечение грозозащитного троса.
Грозозащитный трос содержит стальной сердечник в виде проволоки 1 с диаметром D1, первый повив семи стальных проволок 2 с диаметром D2, второй повив с чередованием семи стальных проволок 3 с диаметром D3 и семи стальных проволок 4 с диаметром D4 и третий повив четырнадцати стальных проволок 5 с диаметром D5. При этом первый, второй и третий повивы выполнены с одинаковым шагом свивки, в одном направлении с линейным касанием проволок первого, второго и третьего повивов. Соотношение диаметров проволок D1:D2:D3:D4:D5=1,81:1,3:1,3:1:1,6. Наружные поверхности проволок третьего повива укладываются с зазорами 3-5% от номинального диаметра проволок, пластическая деформация третьего повива по наружным поверхностям проволок увеличивает площадь контакта между проволоками 5 третьего повива, а также между проволоками 4, 3 и 2 и уплотняет трос в целом.
Технология изготовления грозозащитного троса сводится к следующему.
Свивку проволок 2, 3, 4 и 5 троса осуществляют за одну технологическую операцию на традиционном оборудовании, используемом при производстве канатов и тросов. При этом шаг свивки для всех слоев проволок 2, 3, 4 и 5 сохраняется постоянным, допуская при этом различные углы свивки для каждого слоя проволок, при соответствующем подборе диаметров проволок по слоям, что позволяет исключить возможность перекрещивания проволок по отдельным слоям и обеспечить им линейное касание при свивке.
Вторая технологическая операция - это пластическая деформация изделия, которую выполняют одновременно со свивкой троса. При этом выполняют пластическое обжатие внешних проволок 5, которые укладываются с зазорами 3-5% от номинального диаметра проволок, с определенной степенью обжатия, в результате чего наружные поверхности проволок 5 третьего повива получаются пластически деформированными. Площадь контакта между проволоками 5 третьего повива получена увеличенной, как и между проволоками 4 и 3 второго повива и проволоками 2 первого повива, что приводит к уплотнению троса.
Заявляемое изобретение позволяет повысить стойкость грозозащитного троса к удару молнии, без снижения натяжения троса и обрыва проволок при разряде, при соблюдении всех технических требований, влияющих на надежность воздушных линий электропередачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРОЗОЗАЩИТНЫЙ ТРОС С ОПТИЧЕСКИМ КАБЕЛЕМ СВЯЗИ | 2010 |
|
RU2441293C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТЕМПЕРАТУРНОГО ПРОВОДА ДЛЯ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ И ПРОВОД, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ | 2011 |
|
RU2447525C1 |
| НЕСУЩИЙ ТРОС КОНТАКТНОЙ СЕТИ ЖЕЛЕЗНОЙ ДОРОГИ | 2012 |
|
RU2509666C1 |
| Грозозащитный трос (варианты) | 2021 |
|
RU2781692C1 |
| Грозозащитный трос (варианты) | 2020 |
|
RU2738209C1 |
| Грозозащитный трос (варианты) | 2022 |
|
RU2793959C1 |
| Грозозащитный трос с оптическим кабелем связи (варианты) | 2020 |
|
RU2732073C1 |
| Способ получения каната для обслуживания скважин | 2018 |
|
RU2692267C1 |
| Неизолированный провод (варианты) | 2016 |
|
RU2619090C1 |
| КАНАТ СТАЛЬНОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2822146C1 |
Изобретение относится к области электротехники. Технический результат заключается в увеличении стойкости грозозащитного троса к удару молнии, вибрации, воздействию токов короткого замыкания и т.п. Грозозащитный трос содержит центральную стальную проволоку (1) с диаметром D1, первый повив семи проволок (2) с диаметром D2, второй повив с чередованием семи стальных проволок (3) с диаметром D3 и семи стальных проволок (4) с диаметром D4 и третий повив четырнадцати стальных проволок (5) с диаметром D5, при этом первый, второй и третий повивы выполнены с одинаковым шагом свивки, в одном направлении и с линейным касанием проволок первого, второго и третьего повивов, соотношение диаметров D1:D2:D3:D4:D5=(1,81-1,9):(1,3-1,36):(1,3-1,36):1:(1,6-1,67), наружные поверхности проволок третьего повива укладываются с зазорами 3-5% от номинального диаметра проволок, пластически деформированы, увеличена площадь контакта между проволоками третьего повива, а также между проволоками второго и первого повивов, трос в целом уплотнен. 1 ил.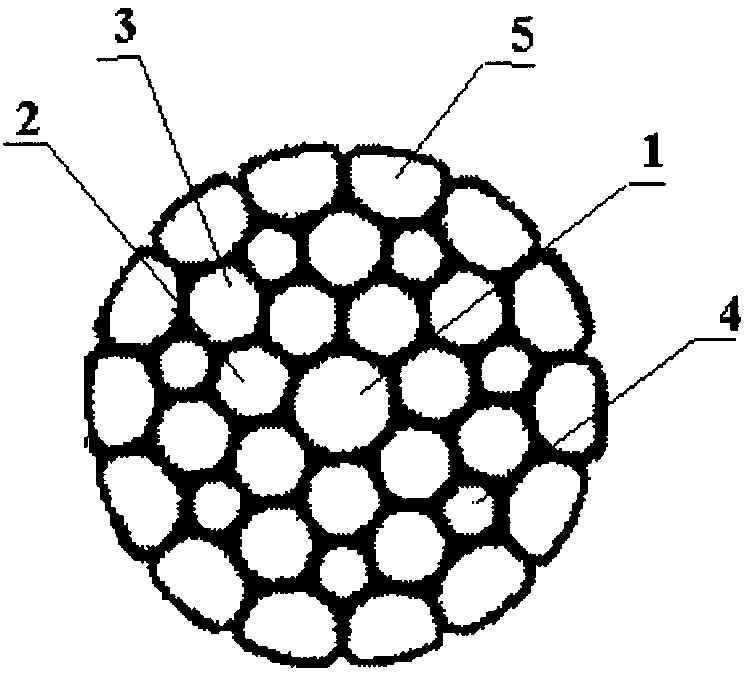
Грозозащитный трос, содержащий центральную стальную проволоку диаметром
D1, первый повив семи проволок диаметром D2, второй повив с чередованием семи стальных проволок диаметром D3 и семи стальных проволок диаметром D4 и третий повив четырнадцати стальных проволок диаметром D5, при этом первый, второй и третий повивы выполнены с одинаковым шагом свивки, в одном направлении и с линейным касанием проволок первого, второго и третьего повивов, соотношение диаметров D1:D2:D3:D4:D5=(1,81-1,9):(1,3-1,36):(1,3-1,36):1:(1,6-1,67), наружные поверхности проволок третьего повива укладываются с зазорами 3-5% от номинального диаметра проволок, пластически деформированы, увеличена площадь контакта между проволоками третьего повива, а также между проволоками второго и первого повивов и трос в целом уплотнен.
| Способ изготовления витых проволочных изделий | 1973 |
|
SU669415A1 |
| ПРОВОД НЕИЗОЛИРОВАННЫЙ СТАЛЕМЕДНЫЙ | 2003 |
|
RU2256251C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ЧАЙНОГО ЛИСТА | 1941 |
|
SU64812A1 |
| Провод для воздушных линий электропередач | 1987 |
|
SU1456997A1 |
| JP 11053961 A, 26.02.1999. | |||

