Изобретение относится к вспомогательному околостаночному деревообрабатывающему оборудованию и предназначено для подачи крупногабаритных длинномерных заготовок к четырехсторонним продольно-фрезерным деревообрабатывающим станкам.
Из уровня техники известны различные устройства (автоподатчики) для механизации подачи деревянных заготовок к четырехсторонним продольно-фрезерным деревообрабатывающим станкам. Автоподатчики используются в цехах по производству столярно-строительных изделий, клееного строительного бруса и щита, производству профильных погонажных изделий, производству мебели и других деревообрабатывающих производствах (см., например, http://torson-trade.com/sistemy_avtomaticheskoy_).
Указанные типы устройств (модели СМ-1, CL-11) предназначены для подачи к станку наиболее распространенных видов пиломатериалов (доски, паркет и др.). В конструкции этих устройств используются вертикальные магазинные питатели, что ограничивает их технологические возможности теми видами заготовок, которые позволяют использовать принцип магазинных питателей.
Наиболее близким решением из уровня техники по технической сути является автоподатчик модели CN-3. В рабочую зону продольно-фрезерного станка заготовки подаются с помощью приводных роликов с пневматическим поджимом. Усилие поджима регулируется для каждого ролика отдельно и контролируется манометром. Верхние приводные ролики имеют возможность настройки по высоте в зависимости от толщины подаваемой заготовки. Настройка осуществляется с помощью винтовой передачи перемещением корпуса по круглым направляющим (см. http://torson-trade.com/sistemy_avtomaticheskoy_).
Известное устройство является принадлежностью линии обработки пиломатериалов на четырехстороннем продольно-фрезерном деревообрабатывающем станке. В процессе работы устройства подача заготовок на ролики автоподатчика осуществляется с поперечного цепного транспортера. Устройство применяется для подачи пиломатериалов стандартных размеров и имеет ограниченные технологические возможности в части обеспечения подачи массивных крупногабаритных заготовок. Для подачи массивных крупногабаритных заготовок устройство подобного типа необходимо дополнительно оснастить системой поперечных пневмоцилиндров (доводчик), обеспечивающих доводку заготовки на ролики автоподатчика и ее гарантированный контакт с направляющей линейкой.
Задача изобретения состояла в создании конструкции для подачи заготовок к четырехсторонним продольно-фрезерным деревообрабатывающим станкам, обеспечивающей обработку крупногабаритных длинномерных заготовок, точное позиционирование заготовок в процессе подачи по направляющей линейке и упрощение конструкции подающего устройства при обработке заготовок больших размеров и массы.
Поставленный технический результат решается посредством того, что в устройстве для подачи заготовок к четырехсторонним продольно-фрезерным деревообрабатывающим станкам, содержащем станину, систему нижних подающих роликов, систему верхних роликов с пневматическим поджимом и направляющую линейку, согласно изобретению, нижние подающие ролики установлены под углом, составляющим 75-90° относительно продольной оси станины, а верхние ролики выполнены с возможностью поворота при перемещении заготовки до ее взаимодействия с направляющей линейкой.
Изобретение поясняется графическими материалами, где:
- на фиг.1 - схема устройства для подачи заготовок (вид спереди);
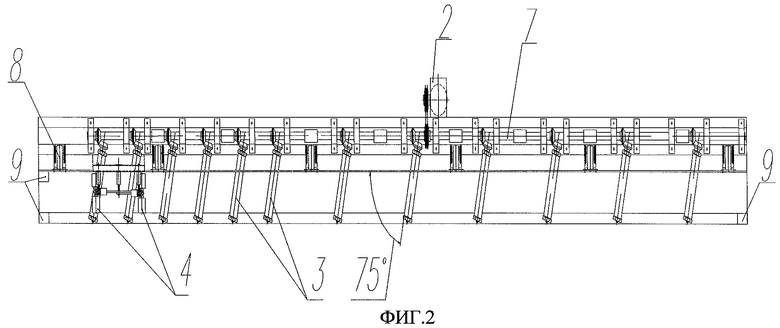
- на фиг.2 - схема устройства для подачи заготовок (вид сверху).
Устройство для подачи заготовок (автоподатчик) содержит станину 1 с установленным на ней механизмом подачи заготовки, включающим привод 2, систему нижних подающих роликов 3, систему верхних роликов 4 с пневматическими цилиндрами 5 и направляющую линейку 6.
Вращение от привода на подающие ролики передается посредством приводного вала 7. Подающие ролики устанавливаются под углом к направлению подачи заготовки в зону обработки четырехстороннего продольно-фрезерного станка. Угол установки подающих роликов 3 составляет 75-90° относительно продольной оси станины.
Верхние ролики 4 обеспечивают необходимое усилие прижатия заготовки к подающим роликам 3. Прижим осуществляется пневматическими цилиндрами 5. Вылет верхних роликов может изменяться в зависимости от толщины заготовки. Верхние ролики имеют возможность плавного изменения угла поворота при перемещении заготовки до контакта с направляющей линейкой 6.
Механизмы регулировки 8 положения направляющей линейки 6 позволяют настраивать автоподатчик на требуемую ширину заготовки.
На периферийных зонах станины расположены фотооптические датчики 9. Фотооптические датчики обеспечивают сбор информации, включающей геометрические параметры изделий, ее обработку и передачу на средства перемещения роликов.
Принцип работы заявленного устройства заключается в следующем.
Длинномерные крупногабаритные заготовки подаются на ролики автоподатчика с поперечного цепного транспортера. Цепной транспортер выполняет, таким образом, функцию питателя заготовок для автоподатчика. Нижние приводные ролики 3 автоподатчика работают в непрерывном режиме. Верхние неприводные ролики 4 работают циклически, совершая возвратно-поступательное движение в вертикальной плоскости, обеспечивая контакт и необходимое усилие прижатия роликов к заготовке. Момент прихода каждой заготовки на ролики автоподатчика отслеживается фотооптическими датчиками 9.
Заготовки, поступающие с цепного транспортера к роликам автоподатчика, прежде чем подавать в продольно-фрезерный станок, необходимо довести до направляющей линейки 6. Усилия, которое развивает поперечный цепной транспортер в функции питателя, недостаточно для подачи крупногабаритных массивных заготовок до направляющей линейки автоподатчика.
В момент прихода заготовки в рабочую зону нижних и верхних роликов пневматические цилиндры 5 верхних роликов совершают перемещение вниз, зажимая заготовку между роликами. Нижние и верхние ролики исходно сориентированы под настраиваемым углом 75° к направлению подачи заготовки в продольно-фрезерный станок. Зажатая между роликами заготовка за счет поворота роликов изначально получает перемещение в двух направлениях: перпендикулярно оси и вдоль оси роликов. Перемещаясь вдоль оси роликов, заготовка тем самым доходит до направляющей линейки 6. Верхние ролики 4 при перемещении заготовки до направляющей линейки плавно изменяют свой угол поворота от 75° до 90° к направлению подачи.
В процессе дальнейшего перемещения заготовка базируется по направляющей линейке, которая предварительно настраивается на заданную ширину заготовки. Нижние ролики обеспечивают гарантированное прижатие заготовки к направляющей линейке. В совокупности нижние и верхние ролики обеспечивают точное позиционирование заготовки при подаче в продольно-фрезерный станок. После захвата заготовки приемными валками продольно-фрезерного станка верхние ролики автоподатчика возвращаются в исходное верхнее положение. Цикл работы устройства повторяется для подачи следующей заготовки.
Производственные испытания показали, что для решения поставленной задачи заявленные пределы углов поворота верхних подающих роликов являются оптимальными, что подтверждено сведениями, содержащимися в таблице 1.
Анализ заявленного технического решения на соответствие требованиям условий патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства регламентированные в заявленном соединении отдельными признаками общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в качестве вспомогательного околостаночного деревообрабатывающего оборудования и предназначен для подачи крупногабаритных длинномерных заготовок к четырехсторонним продольно-фрезерным деревообрабатывающим станкам;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата, который позволяет при использовании устройства для подачи заготовок обеспечивать обработку широкой номенклатуры пиломатериалов, точное позиционирование заготовок для дальнейшей обработки, упрощение конструкции подающего устройства при обработке заготовок больших размеров и массы.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ КРУПНОГАБАРИТНЫХ ЗАГОТОВОК К ЧЕТЫРЕХСТОРОННИМ ПРОДОЛЬНО-ФРЕЗЕРНЫМ ДЕРЕВООБРАБАТЫВАЮЩИМ СТАНКАМ | 2011 |
|
RU2453424C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ ЧЕТЫРЕХСТОРОННИЙ ФРЕЗЕРНО-СТРОГАЛЬНЫЙ СТАНОК | 2004 |
|
RU2272706C1 |
| ЧЕТЫРЕХСТОРОННИЙ ПРОДОЛЬНОФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2009 |
|
RU2433034C2 |
| САМОБЛОКИРУЮЩИЙСЯ ДЕРЕВЯННЫЙ ПРОФИЛЬ И ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2044626C1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2013200C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОГАНЫХ ЗАГОТОВОК И ТЕХНОЛОГИЧЕСКОЙ СТРУЖКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2027586C1 |
| МОДУЛЬНЫЙ ЧЕТЫРЕХСТОРОННИЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ | 2007 |
|
RU2354542C1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Комплексная деревообрабатывающая линия | 1956 |
|
SU107590A1 |
| СТАНОК ДЛЯ ПРОДОЛЬНОЙ ОБРАБОТКИ КРОМОК ПИЛОМАТЕРИАЛОВ | 2007 |
|
RU2338640C1 |
Изобретение относится к вспомогательному околостаночному деревообрабатывающему оборудованию. Устройство содержит станину, систему нижних подающих роликов, систему верхних роликов с пневматическим поджимом и направляющую линейку. Нижние подающие ролики установлены под углом 75-90° к продольной оси станины. Верхние ролики выполнены с возможностью поворота при перемещении заготовки до ее взаимодействия с направляющей линейкой. В результате обеспечивается расширение технологических возможностей и упрощение конструкции подающего устройства при обработке заготовок больших размеров и массы. 2 ил., 1 табл.
Устройство для подачи заготовок к четырехсторонним продольно-фрезерным деревообрабатывающим станкам, содержащее станину, систему нижних подающих роликов, систему верхних роликов с пневматическим поджимом и направляющую линейку, отличающееся тем, что нижние подающие ролики установлены под углом, составляющим 75-90° относительно продольной оси станины, а верхние ролики выполнены с возможностью поворота при перемещении заготовки до ее взаимодействия с направляющей линейкой.
| Системы автоматической подачи к четырехсторонним станкам | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Найдено в Интернет <URL: http://torson-trade.com/sistemy_avtomaticheskoy_ | |||
| Устройство подачи заготовок четырехстороннего продольно-фрезерного деревообрабатывающего станка | 1985 |
|
SU1311931A1 |
| Механизм подачи деревообрабатывающего станка | 1973 |
|
SU457597A1 |
| Устройство для подачи пиломатериалов | 1979 |
|
SU808268A1 |
| US 4373563 A, 29.01.1981 | |||
| WO 2008138289 A1, 20.11.2008. | |||

