Область техники, к которой относится изобретение
Изобретение относится к однопроходному плетению целиковых элементов, образованных двумерными стенками, расположенными в разных плоскостях. Способ в соответствии с изобретением позволяет образовать трехмерную форму непосредственно из плоских тканей. Благодаря способу, в соответствии с изобретением, можно обойтись без сшивания или иных средств соединения плетеных элементов с несколькими стенками типа одного или нескольких трехгранных углов.
Изобретение относится в частности к изготовлению фальцев с одним или более заделанными углами и к плетению из ломких и/или абразивных волокон, в особенности, волокон использующихся в упрочненных тканях из композитных материалов таких, как углерод.
Уровень техники
Плетение применяется с давних времен для изготовления тканей из волокон в виде нитей. Несмотря на механизацию и автоматизацию этого процесса, его использование для изготовления тканей известных, как «технические», например, усиленных композитными материалами, современный процесс ткачества базируется на тех же основах, что и раньше и поэтому претерпел незначительную эволюцию.
Действительно, все тканые материалы состоят из переплетения нитей разделенных на две категории: «нити основы», то есть нити параллельные закрайкам ткани, соединенные в соответствии с компоновкой, известной как «ткацкое переплетение», с перпендикулярной группой «уточных нитей». Простейшее ткацкое переплетение состоит из чередования, в котором каждая уточная нить проходит последовательно над и под нитью основы со смещением одного утка относительно другим («плоское плетение»).
Чтобы выполнить плетение 1, такое как показано на фиг.1, нити основы 2 сначала наматываются на общий суппорт, «ткацкий навой» 3, параллельно одна другой и выше ширины, которая соответствует ширине ткани 1; «шпуля основы» может быть использована для облегчения этой операции в случае хрупких материалов, но имеет значительные размеры. Уточная нить 4 будет проходить между нитями основы 2, каждый проход соответствует «прокидке челнока». В соответствии с направлением прокидки челнока сеть 2' нитей 2 основы может быть обработана (например, очисткой), чтобы увеличить ее механическую прочность, в основном по отношению к трению.
Каждая прокидка челнока обеспечивается образованием «ткацкого зева» 5 в сети 2', то есть поднятием или опусканием определенных нитей 2 основы одна относительно другой, так что создается пространственный угол для прохода челнока. Создав ткацкий зев 5, нити основы 2 возвращаются ремизной кареткой 6, которая движется перпендикулярно сети 2' сходящей с ткацкого навоя 3. Различные механизмы (рамочные, жаккардовые) создают ткацкий зев в соответствие с требуемым плетением.
Введение уточной нити 4 может быть осуществлено различными способами. Классический процесс включает проброс через сеть челнока 7, инструмента, удерживающего шпулю 8, и, кроме этого, содержащий витки уточной нити определенной длины.
Каждый раз, когда через ткацкий зев осуществляется прокидка, гребенка 9, в зубцах которой захвачены нити основы 2, вбивает их в уже готовую ткань 1, в то время как ремизная рамка 6 приводится в действие для образования другого ткацкого зева 5 в процессе плетения.
Для технических тканей, главным образом, при комплексном подходе можно обеспечить лучшее соответствие толщине, например, для получения хорошей прочности на сжатие или сопротивление расслоению.
Традиционное формирование слоев, при котором ткани уложены параллельными слоями, не связанными друг с другом, решает только одну проблему. Поэтому было разработано так называемое «трехмерное» плетение, в котором изделие, полученное операцией плетения, включающей пересечение нитей, расположенных в трех пространственных измерениях. В частности, процессы плетения стеклянных и углеродных волокон многослойным переплетением Aerotiss® могут использоваться в числе прочего для изготовления передних кромок обшивки самолетов.
Для деталей более сложных форм может быть использована оплетка: для изготовления на соответствующей оправке деталей полой формы. Проще говоря, разработаны циркулярные ткацкие машины, которые обеспечивают производство трубчатых конструкций, однако, это решение применимо только для цилиндрических форм без явных углов, типа джутовых мешков.
Тем не менее, для большинства трехмерных форм с двумерными стенками составные части в настоящее время изготавливаются плоскими, иногда на Жаккардовых машинах, в том случае, когда надо обеспечить целостность. Этот метод требует фасонного сшивания.
Например, в области аэронавтики разработаны композитные структуры для замены обычных металлических коробчатых элементов (подобные известны под названием «боксы»). Однако для мест соединения необходимо «упрочнение углов» (или «угловых элементов»), геометрия которых кажется простой: классический угловой элемент 10, показанный на фиг.2А, состоит, например, из трех двумерных граней 12, 14, 16 практически плоских, образующих кубический угол (типа «полукуба») с вершиной в точке 18. Усиленная ткань, образующая эту структуру 10, однако, может быть изготовлена на существующих машинах только из «плоских» вариантов стенок, представленных на фиг.2В, и посредством сшивания, по меньшей мере, двух граней.
В настоящее время сшивание является более или менее уязвимым процессом, который создает проблемы, связанные с механическими характеристиками, не допустимыми в аэронавтике. Следует добавить, что поскольку непрерывность волокон в разных плоскостях не обеспечена, упрочняющая функция реализуется неполностью. В действительности угловой элемент даже для боксообразных композитных конструкций изготовлен с металлической основой.
Раскрытие изобретения
Одной из целей изобретения является устранение недостатков существующих процессов плетения и обеспечение изготовления плетеной моноблочной детали, состоящей, по меньшей мере, из одного углового элемента. В частности, реализация конструкции усиленного фальца для углового элемента, имеющего закрытую геометрию, такую же, какую можно изготовить из металла, из трех или более ортогональных плоскостей: обеспечена гарантия непрерывности усиленных текстильных волокон между двумя смежными плоскостями.
В противоположность известному, в плетении в соответствии с изобретением, прокидка челнока может осуществляться за одно для уточной нити и для нити основы. Эта новая техника плетения обеспечивает непрерывность нитей основы и уточных нитей между различными гранями, образующими трехмерный фальц.
В соответствии с изобретением, когда одна из первых граней сплетена, плетение будет выполняться одновременно на двух сетях, созданных соответственно первичными нитями основы и вторичными нитями основы, путем непрямолинейного введения уточной нити: нити, работающие в начальной стадии как уточные (вставляемые нити), затем работают как нити основы (нити, формирующие ткацкий зев).
В соответствии с одним из его аспектов, изобретение относится к процессу плетения элемента, трехмерная форма которого получена соединением поверхностей стенок, образующих заделанный угол в форме шестигранника, процесс обеспечивает непрерывность нити между стенками и на углах.
В соответствии с изобретением, первая грань шестигранника, который должен быть сплетен, выбирается как исходная, и соответствующая сеть нитей основы закрепляется на месте, затем плетение будет производиться так, как обычно, за исключением того факта, что введенные уточные нити продлеваются на одной стороне сети или даже на двух сторонах, так, что образуются сети из нитей, выполняющие функцию вторичных нитей.
После завершения изготовления первой грани будет продолжено плетение исходной сети и вторичной сети (сетей), с изменением направления прокидки челнока для формирования угла (углов). Прокидка челнока будет осуществляться по двум, трем или четырем сторонам первой грани. Параллельно прокидке челнока осуществляется смещение первой грани относительно плоскости, образованной сетью нитей основы, например, нажимом на поверхность рядом с ребрами, предпочтительно перпендикулярно к этой плоскости для получения структуры, воспроизводящей прямоугольный параллелепипед. Смещение выполняется каждый раз, когда прокидка челнока осуществляется полностью за полный «оборот» вокруг первой грани, с возможностью смещения после завершения плетения.
Варианты плетения и смещения могут осуществляться в соответствии и с потребительским назначением изделия, и с узором, в особенности с полотняным переплетением под прямым углом, в частности, если выбран трехгранный угол, для плетения внешнего кубического угла с непрерывными нитями. Уточная нить предпочтительно непрерывна для плетения всего изделия.
В другом аспекте, изобретение относится к первичному фальцу, изготовленному вышеописанным способом. В общем смысле, изобретение имеет отношение к вытканным первичным фальцам, содержащим, по меньшей мере, три грани, соединенные одна с другой ребрами, формирующими заделанный угол, и в котором вплетенные уточные нити непрерывны в гранях и на ребрах, предпочтительно параллельно ребрам, а уточная нить непрерывна для изделия в целом.
Фальц согласно изобретению может быть внешним кубическим утлом, и главным образом, выполнять функцию усиленной ткани для изготовления композитного углового элемента, жесткого после пропитки смолой; он может быть также полупараллелепипедом, который при обрезке, например, может образовать трехгранный угол, предназначенный для усиления углового элемента. Изобретение относится также к таким угловым элементам.
Краткое описание чертежей
Другие характеристики и преимущества изобретения будут более понятны из последующего описания со ссылками на прилагаемые чертежи, не ограничивающие изобретение.
Фиг.1 иллюстрирует схему уже упомянутого классического процесса плетения.
Фиг.2А и 2В иллюстрирует угловой элемент в собранном виде и в развертке.
Фиг.3А и 3Е иллюстрирует этапы плетения в соответствии с вариантом осуществления изобретения.
Фиг.4А и 4В иллюстрирует два альтернативных варианта плетения в соответствии с изобретением.
Фиг.5 иллюстрирует другой объект, полученный с помощью плетения, в соответствии с изобретением.
Осуществление изобретения
В соответствии с изобретением можно изготовить трехмерный тканевый фальц из нитей, непрерывных между каждой смежной гранью фальца. Это особенно подходит для формирования одного или более углов без применения рабочих процессов иных, чем плетение.
Способ в соответствии с изобретением базируется на использовании смещения во время фазы плетения уже сплетенного участка 2 относительно сети 2' нитей основы; смещение предпочтительно выполнять в направлении перпендикулярном к ткани, преимущественно сверху вниз относительно горизонтального плетения.
В предпочтительном варианте осуществления, способ, в соответствии с изобретением, относится к плетению углового элемента 10, показанного на фиг.2, т.е. к углу при вершине куба, включающего три ортогональные грани 12, 14, 16, связанные, соответственно, тремя ребрами 10x,10y,10z соответствующих длин X, Y, Z, которые все сходятся в соединяющую точку, или в вершину 18, образуя точку с тремя осями x, y, z. Плоская и «разрезанная» по ребру 10z, это форма соответствует развертке, содержащей три прямоугольных части 12, 14, 16, соответствующие трем граням трехгранного угла. Понятно, что могут быть выбраны другие углы.
Для выполнения плетения одна из трех граней выбирается в качестве исходной: сеть 20 нитей 22 основы размещается для формирования части развертки, например, грани 12, расположенной в плоскости x, y: размер X сети 20, соответствует размеру ребра 10x. Преимущественно, сеть 20 сформирована одной непрерывной нитью 22 основы.
Плетение начинается с формирования первой грани 12: фиг.3А. При плетении в проиллюстрированном случае под прямым углом, («первичная») уточная нить 24 вводится последовательно сверху и снизу нитей 22 основы; это успешно выполняется формированием соответствующего ткацкого зева.
При этом на данной стадии предусматривается изготовление одной из двух других граней - грани 16. Для этого вместо остановки уточных нитей 24, использованных для формирования первой грани 12 на уровне кромок сети 20, они продлеваются в одну сторону на длину d, большую, чем длина ребра 10z, соединяющего другие грани 14 и 16; удлиненные части уточных нитей 24 соединены с рамкой 26, которая помогает удерживать их в заданном положении. Одна и та же уточная нить 24 успешно используется, как плетущая для всей грани 12, и уточные нити 24 связаны с рамкой 26 посредством зацепов 28, в которых уточные нити поворачиваются в обратном направлении.
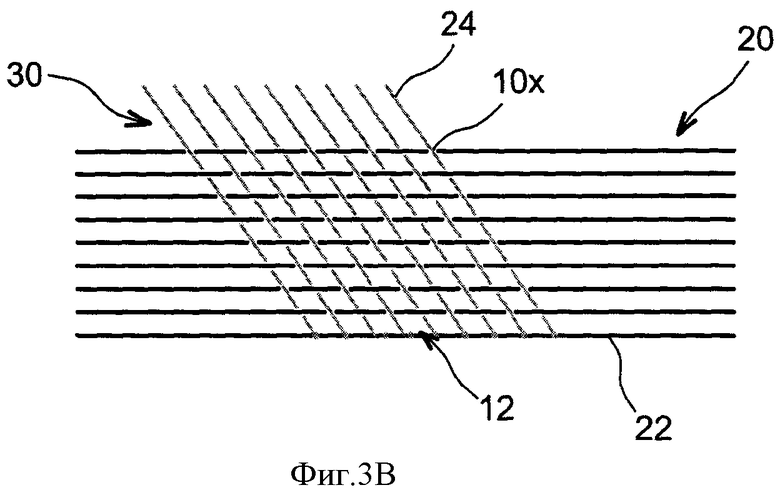
В результате образуется форма, показанная на фиг.3В, включающая первую сплетенную грань 12, прямоугольную в плоскости x, y, окруженную нитями основы 22, ориентированными по оси x, и заданной длины и выступающими вдоль второй стороны на расстояние d уточными нитями 24, ориентированных по оси y, ортогонально нитям основы 22. Преимущественно используется одна и та же уточная нить 24, не прерываясь на каждом из концов, а именно на уровне рамки 26 и на свободной кромке грани 12 напротив будущего ребра 10y.
Две других грани 14, 16, таким образом, плетутся одновременно: это «первичные» уточные нити 24, которые формируют вторую сеть 30 (фиг.3В и фиг.3С), соответствующую второй части 16 развертки, и с этого момента считаются «вторичными» нитями основы: плетение посредством «вторичной» прокидки челнока будет осуществляться на этой сети 30, так же, как на сети 20 «первичных» нитей 22 основы.
Для формирования «выпуклого» угла 18 и ребра 10z, параллельно плетению двух других граней 14, 16 производится смещение (фиг.3В) первой грани 12, относительно плоскости x, y сетей 20 и 30. Эта стадия успешно осуществляется нажимом на поверхность, по меньшей мере, у края ребер 10x, 10y первой грани 12 и предпочтительно на всю ее поверхность.
Глубина опускания есть функция редукции плетения (т.е. числа нитей на см), например, ј см при 4 нитях/см. Это позволяет оптимизировать размещение нитей, работающих в направлении оси z в процессе плетения.
Смещение осуществляется в направлении, ортогональном плоскости x, y первой грани 12 и сетей 20, 30, и может быть выполнено перед вторичной прокидкой 32 челнока или сразу после его прокидки. Например, как показано на фиг.3С, сначала вторичный проброс челнока 32 осуществляется в ткацкий зев, образованный в одной из двух сетей 20 30, в частности, между первичными нитями 22 основы, в область, где он попадает на уровень угла 18 между этими двумя сетями. Предпочтительно используется та же уточная нить 32 единая с нитью 24, которая использовалась для изготовления грани 12. Возможно, но не обязательно, осуществлять прокидку 32 челнока, когда он проходит эту вторую грань 14.
Поскольку требуется обеспечить непрерывность между двумя гранями 14 и 16 фальца на уровне грани 10z и угла 18, уточная нить 32 после этого первого прохода имеет остаточную длину, достаточную для выполнения второй прокидай челнока. Фактически эта уточная нить 32 затем переплетается с другой сетью 30, расположенной под заданным углом относительно предыдущей. Здесь, также возможен ввод челнока с уточной нитью 32 в уже вытканную грань 12.
Опускание первой грани 12, по оси z продолжено; на показанном примере для образования угла куба при вершине осуществлено только одно опускание, но оно, очевидно, может быть продолжено. Параллельно выполняется прокидка 32 челнока; поэтому два предыдущих ввода выполняются только, если необходимо: предпочтительно выполнять прокидку 32, когда челнок прошел сети 20, 30 для оптимизации упорядоченности нитей и для образования формы при смещении высоты.
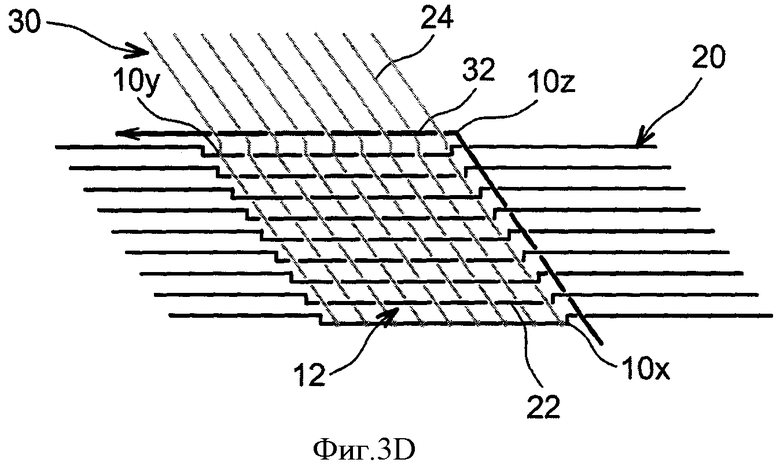
В результате образуется форма (фиг.3D), включающая первую грань 12 и нить 32 под определенным углом к одной из нитей 22, 24 первой грани 12; два ребра 10x, 10y также сформированы. К этому времени угол 18 заделан, перпендикулярная нить 32 непрерывна: заготовка для третьего ребра 10z сформирована.
Процесс повторяется с опусканием каждый раз первой грани на толщину редукции основы, чтобы получить угол при вершине куба.
Следует отметить, что альтернативно способ предусматривает смещение подъемом или опусканием первой вытканной грани 12 перед вторичной прокидкой 32: например, нажимное приспособление может быть размещено на грани 12 по завершении ее плетения на стадии, показанной на фиг.3В, смещение грани 12 в сетках 20, 30, по высоте соответствует редукции плетения, затем внутри выступающих сетей 20, 30 осуществляется вторичная прокидка 32. Это осуществление обусловлено конструкцией ткацкого зева и заданным углом между ребрами.
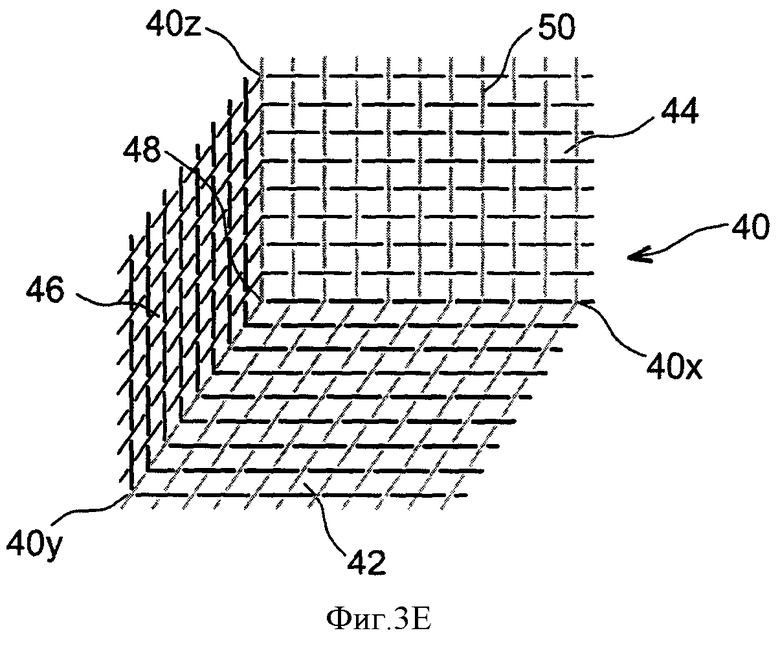
После соответствующего обрезания образуется первичный фальц 40, показанный на фиг.3Е, в котором три грани 42, 44, 46 ортогональны одна другой, связаны на уровне трех ребер 40x, 40y, 40z, соединяются вместе в угле 48 и сплетены, при этом плетущая уточная нить 50, будет параллельна ребрам 40x, 40y, 40z, и уточные нити 50 непрерывны между гранями 42, 44, 46.
Способ в соответствии с изобретением позволяет заделать три или четыре угла при продолжении плетения на сети 20', оборотом первичных нитей (фиг.4А) на другой стороне грани 12; таким же образом можно создать вторую сеть 30' оборотом вторичных нитей противоположных предшествующим 30 (фиг.4В) по отношению к начальной сети 20.
Если сформированы четыре угла (фиг.3G), можно оставить один из них 18' открытым посредством обратной прокидки утка 32', когда четыре грани пройдены или таким же образом заделать этот угол 18' посредством прокидки в том же направлении.
Возможно, в частности, сделать структуру 60, включающую основание 62 и три непрерывные ортогональные грани 64, 66, 68. Это, в частности, выгодно для изготовления угловых элементов 10: структура 60 образована при разрезании между двумя параллельными оппозитными гранями 64, 68, так как формируется два угла 70, 70' (фиг.5). Та же операция используется для полупараллелепипеда с четырьмя гранями и основанием.
Несмотря на описанный кубический угол доступны иные возможности. В частности, возможно смещать первую грань 12 наискось, формируя грани 12, 14, 16 не ортогонально друг другу, например, для образования остроугольной пирамиды. Также можно выполнить не прямоугольное плетение первой грани 12.
При использовании полученного угла 40, в частности, в случае использования углеродных нитей для усиления композитных структур, предпочтительно иметь непрерывные уточные нити 24, 32 от начала до конца процесса плетения. Преимущественно введение утка механизировано с использованием направляющей системы, содержащей челнок, или аналогичную систему для обеспечения непрерывности нити.
Аналогично, предпочтительно, чтобы проход гребенки с каждым проходом утка выполнялся одновременно для различных граней и продолжался до завершения всего угла. При этом должна соблюдаться параллельность ориентации уточных нитей относительно первой грани.
По способу в соответствии с изобретением для углового элемента 10 был изготовлен первичный фальц 40 по фиг.2, с размерами около 400×220×200 мм из углеродной нити, содержащей 6000, 12000 и 24000 волокон.
В целом способ в соответствии с изобретением создает один угол или несколько, причем нить может быть непрерывна, посредством непрямолинейной прокидки. В частности, преимущество заключается в том, что поскольку существующие машины трехмерного плетения производят только "целиковые" (кубические, цилиндрические) или профилированные формы (Т, Н, Е …): здесь обеспечивается создание трехмерной формы из двумерных стенок.
Вдобавок, эта система отвечает требованиям сохранения непрерывности нити. Кроме этого, движение по оси z объединяет формы в трехмерный фальц, таким образом, значительно облегчая его изготовление в процессе плетения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ПЛЕТЕНИЯ ПОСТОЯННОГО УГЛА | 2007 |
|
RU2418893C2 |
| ТКАЦКИЙ СТАНОК | 1971 |
|
SU303379A1 |
| МЕХАНИЗМ ПРИБОЯ УТОЧНЫХ НИТЕЙ К ОПУШКЕ ТКАНИ | 1967 |
|
SU190817A1 |
| СПОСОБ ПРОКЛАДЫВАНИЯ УТОЧНОЙ НИТИ В ЗЕВ ПНЕВМАТИЧЕСКОЙ ФОРСУНОЧНОЙ ТКАЦКОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ЭТОГО СПОСОБА | 1993 |
|
RU2121019C1 |
| Ткацкий станок | 1954 |
|
SU99854A1 |
| МЕХАНИЗМ ДЛЯ ОБРАЗОВАНИЯ КРОМКИ ТКАНИ, ИЗГОТОВЛЯЕМОЙ НА ТКАЦКОМ СТАНКЕ | 1971 |
|
SU302899A1 |
| РАПИРА И УСТРОЙСТВО ПРОКЛАДКИ УТОЧНОЙ НИТИ ДЛЯ РАПИРНОГО ТКАЦКОГО СТАНКА | 1999 |
|
RU2208073C2 |
| ЛЕНТОТКАЦКИЙ СТАНОК | 1995 |
|
RU2129174C1 |
| МЕХАНИЗМ ДЛЯ ПРОКИДКИ ЧЕЛНОКА В ЗЕВ ОСНОВЫ ТКАЦКОГО СТАНКА | 1971 |
|
SU302417A1 |
| Ткацкий станок для изготовления тростниковой или тому подобной ткани | 1927 |
|
SU43612A1 |








Изобретение относится к способу плетения для изготовления трехмерных структур (40) из двумерных стенок, который включает первую грань (42), вторую грань (44) и третью грань (46), связанные друг с другом тремя ребрами (40x), (40y), (40z) объединенными вместе в вершине (48), в котором плетущие уточные нити (50) непрерывны между гранями (42, 44, 46), при этом способ содержит этапы: (a) - укладку сети (20) основы, предназначенной для плетения первой грани (42), (b) - переплетение сети (20) первичными уточными нитями (24) для формирования первой грани (12), при этом первичные уточные нити (24) продолжены за край первой грани (12), таким образом, чтобы образовать сеть (30) из вторичных уточных нитей (24) для второй грани (46), (c) - после плетения первой грани введение вторичной нити (32) в сеть (20) первичных нитей (22), и в сеть (30) вторичных нитей (24), в такой или в обратной последовательности, так чтобы получить непрерывную нить (32), формирующую угол (48) у первой грани (12), (d) - смещение по оси (z) перпендикулярной сетям (20, 30) (12) на расстоянии большее или равное толщине ткани первой грани (12), сформированной вторичной нитью (32), (e) - повторение двух последних этапов для формирования второй и третьей граней. Технический результат заключается в усилении фальца для углового элемента. 3 н.п., 2 з.п. ф-лы, 11 ил.
1. Способ плетения для изготовления трехмерных структур (40) из двумерных стенок, включающих первую грань (42), вторую грань (44) и третью грань (46), связанные друг с другом тремя ребрами (40x), (40y), (40z) объединенными вместе в вершине (48), в котором плетущие уточные нити (50) непрерывны между гранями (42, 44, 46), при этом способ содержит этапы: (a) укладку сети (20) основы, предназначенной для плетения первой грани (42), (b) переплетение сети (20) первичными уточными нитями (24) для формирования первой грани (12), при этом первичные уточные нити (24) продолжены за край первой грани (12) таким образом, чтобы образовать сеть (30) из вторичных уточных нитей (24) для второй грани (46), (c) после плетения первой грани введение вторичной нити (32) в сеть (20) первичных нитей (22) и в сеть (30) вторичных нитей (24) в такой или в обратной последовательности так, чтобы получить непрерывную нить (32), формирующую угол (48) у первой грани (12), (d) смещение по оси (z), перпендикулярной сетям (20, 30) первой грани (12), на расстояние большее или равное толщине ткани первой грани (12), сформированной вторичной нитью (32), (e) повторение двух последних этапов для формирования второй и третьей граней.
2. Способ по п.1, включающий смещение по оси (z) сетей (20, 30) первой грани (12) на расстояние, большее или равное толщине ткани первой грани (12), сформированной вторичной нитью (32), осуществляемое после того, как первая грань (12) сплетена, и перед введением вторичной нити (32) формирующей угол (18).
3. Способ по п.1, в котором структура (60) образована четырьмя гранями и вторым углом и в которой во время третьего этапа (с) вторичная нить (32) формирует два угла, будучи введенной в сеть (20) первичных нитей, затем в сеть (30) вторичных нитей, затем в сеть (20') первичных нитей на другой стороне первой грани (12).
4. Способ по п.1 для изготовления структуры (60) с дополнительной гранью и дополнительным углом, включающий в процессе выполнения второго этапа (b) удлинение вторичных уточных нитей (24) с другой стороны первой грани (12) и в процессе выполнения третьего этапа (c) вторичная нить (32) также формирует дополнительный угол посредством введения в сеть (30) вторичных нитей, затем в сеть (20) первичных нитей, затем в сеть (30') вторичных нитей на другой стороне первой грани (12).
5. Способ по п.1, в котором плетение первой грани (12) выполняется в виде прямоугольного плетения.
6. Способ по п.1, в котором смещение первой грани (42) относительно сетей (20, 30) осуществляется нажимом, по меньшей мере, в области ребер (10x, 10y) и преимущественно по всей поверхности.
7. Способ по п.6, в котором нажим осуществляется перпендикулярно вниз относительно плоскости сетей (20, 30).
8. Способ по п.1, в котором каждая уточная нить (24, 30) непрерывна.
9. Способ по п.8, в котором первичная нить (24) объединена с вторичной нитью (32) так же, как с нитью основы (20).
10. Первичный фальц, содержащий, по крайней мере, три грани (42, 44, 46), соединенные одна с другой по краю так, что формируется угол (48) с тремя смежными ребрами (40x, 40y, 40z), в которых три грани (42, 44, 46) переплетены и плетущие нити (50) непрерывны между тремя гранями и уточная нить непрерывна при плетении всего изделия, а также, по меньшей мере, одну четвертую грань, при этом нити непрерывны между четырьмя гранями.
11. Фальц по п.10, в котором три грани (42, 44, 46) формируют угол при вершине куба.
12. Фальц по пп.10 и 11, в котором плетущие уточные нити (50) параллельны ребрам (40x, 40y, 40z).
13. Угловой элемент (10), содержащий фальц по пп.10-12, пропитанный смолой.
| JP 6264325 А, 20.09.1994 | |||
| СТРУКТУРА ТЕКСТИЛЬНОГО МАТЕРИАЛА, ПРЕДНАЗНАЧЕННОГО ДЛЯ МЯГКОГО ГЕРМЕТИЧНОГО КОНТЕЙНЕРА ДЛЯ ЖИДКОСТИ | 2002 |
|
RU2280584C2 |
| GB 854222 А, 16.11.1960. | |||

