ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к гибкой печатной проводящей ткани (далее «проводящая ткань») и способу ее изготовления, и более конкретно, к проводящей ткани, в которой рисунок схемы может быть сформирован без ограничений или произвольно, и способу ее изготовления.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Умная одежда представляет собой продукт нового типа, разработанный для применения новой волоконной технологии для передачи сигнала и внедрения различных цифровых устройств в фасонное изделие из текстиля, чтобы использовать свойства цифровых устройств всегда и повсюду. То есть умная одежда представляет собой одежду нового типа, изготавливаемую путем придания желаемых цифровых свойств волоконному материалу или одежде с сохранением свойств волоконного материала или одежды. Следовательно, умная одежда должна передавать цифровые сигналы, обеспечивая при этом тактильные ощущения и физические свойства обычных текстильных изделий. Наконец, умная одежда в целом относится к новой концепции одежды, которая сочетает высоко функциональные свойства материала (например, восприятие внешнего воздействия и самостоятельный ответ на это воздействие) волокна или тканей со свойствами цифровых устройств, которыми не обладают ткани и текстильные изделия.
Умная одежда разрабатывается для военных применений с середины 1990-х годов и в настоящее время разработана для различных областей применения, в особенности связанных с одеждой и медициной. В частности, умные материалы, основанные на технологии электронной печати, можно использовать для изготовления военных текстильных изделий для носимых компьютеров. Электронные цепи на основе текстиля могут быть сконструированы путем применения технологии электронной печати к умным материалам таким образом, что проводящее волокно или текстиль, имеющие характеристики и электрические свойства одежды, соединяются с различными электронными компонентами и частями способом взаимного соединения. Таким образом, технология электронной печати имеет большое значение в развитии умной одежды.
Например, применение технологии электронной печати для военной формы обеспечивает возможность уменьшения веса и объема военной формы, таким образом, позволяя разрабатывать военную форму со встроенными желаемыми функциями, такими как лечение ран и связь. Солдаты, полностью снаряженные для ведения современных высокотехнологичных боевых действий, должны нести на себе 45 кг снаряжения. В этих условиях имеется настоятельная потребность в развитии соответствующей технологии, связанной с сочетанием различных факторов, для технологии «Body area network» (BAN, сеть передачи данных с помощью человеческого тела) для изготовления умной одежды.
Для удовлетворения этой потребности делались различные предложения. Например, применяли для тканого текстиля изолированные электропровода, электропроводящие металлические нити или изолированную пряжу. Проводимость текстиля определяется количеством и размером металлических нитей или пряжи.
Проблема, связанная с присоединением изолированных электропроводов к готовой одежде, состоит в том, что для присоединения/изоляции изолированных электропроводов требуется дополнительная финишная обработка.
Международная публикация WO 2004/107831 предлагает волоконную конструкцию, содержащую одно или более проводящих волокон и одно или более непроводящих волокон, взаимодействующих с указанными одним или более проводящими волокнами для формирования, по меньшей мере, одного интерфейса ткани, причем указанные непроводящие волокна обеспечивают эластичность волоконной конструкции, таким образом, что указанный, по меньшей мере, один интерфейс ткани выборочно открывается и/или может быть доступен при растяжении волоконной конструкции.
Также международная публикация WO 2003/095729 предлагает многослойное тканое изделие, имеющее введенную в него электронную функцию, содержащее: основную пряжу и уточную пряжу, переплетенные в многослойную ткань, имеющую несколько слоев, определяющих, по меньшей мере, одну полость между ними; по меньшей мере, одну электропроводящую нить, расположенную в основе и/или в утке и имеющую часть в одном из нескольких слоев, определяющих, по меньшей мере, одну полость; и носитель цепи, расположенный в полости и имеющий, по меньшей мере, один открытый электрический контакт, электрически соединенный с указанной, по меньшей мере, одной электропроводящей нитью.
При этом ткани, служащие базовыми материалами для умной одежды, требуют следующих характеристик динамической носкости. Физические требования к людям, носящим одежду, и к устройствам включают размещение устройств, форму устройств, движение человека, восприятие человеком личного пространства, изменения размера и присоединение устройств.
Также, ввиду взаимосвязи между людьми, носящими одежду, и окружающей средой, следует принимать во внимание объем устройств, вес устройств, доступность, сенсорное взаимодействие, тепловой комфорт, эстетичность, отдаленные последействия и т.д. (Gemperle, F.; Kasabach, С.; Stivoric, J.; Bauer, M.; Martin, R.; (1998) «Design for wearability», Сборник материалов 2-го Международного Симпозиума по носимым компьютерам, компьютерное общество IEEE).
В связи с этим трудно сконструировать предлагаемый электропроводящий текстиль для умной одежды, так чтобы он соответствовал размещению и форме электронных устройств. Иными словами, ввиду физических требований для людей, носящих одежду, и устройств нельзя предложить никакой альтернативы. Также предлагаемые ткани имеют значительные ограничения по объему волокна, характеристикам при стирке и т.д. в смысле сохранения свойств волокон.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая задача
Задачей настоящего изобретения является решение указанных проблем путем создания проводящей ткани, позволяющей свободно формировать цепь без каких-либо ограничений динамической носкости, и способа ее изготовления.
Другой задачей настоящего изобретения является создание проводящей ткани, позволяющей свободно формировать цепь в независимости от формы или расположения электронного устройства, и способа ее изготовления.
Следующей задачей настоящего изобретения является создание проводящей ткани без каких-либо дефектов или повреждений цепи в результате разрыва, и способа ее изготовления.
Еще одной задачей настоящего изобретения является создание проводящей ткани, имеющей удовлетворительные электрические свойства без ухудшения присущих физических свойств текстиля и пригодной для применения в качестве материала для одежды, и способа ее изготовления.
Еще одной задачей настоящего изобретения является создание ткани, в которой один или более участков сгиба цепи сформированы так, чтобы их можно было изменять, обеспечивая равномерное прохождение тока, и способа ее изготовления.
Еще одной задачей настоящего изобретения является создание проводящей ткани, которую можно стирать, и способа ее изготовления.
Техническое решение
В соответствии с одним из аспектов настоящего изобретения для решения указанных задач предлагается проводящая ткань, содержащая базовый слой, состоящий из синтетического, искусственного или натурального волокна, проводящий слой, сформированный на базовом слое с возможностью свободного формирования в соответствии с предварительно спроектированной электрической схемой, и изолирующий слой, сформированный на проводящем слое для защиты проводящего слоя от повреждений.
Проводящая ткань может также содержать грунтовочный слой, сформированный между базовым слоем и проводящим слоем для получения однородной поверхности базового слоя.
Грунтовочный слой может быть сформирован, по меньшей мере, из одной смолы, выбранной из группы, состоящей из полиуретановой, акриловой и силиконовой смол.
Грунтовочный слой может быть сформирован в виде многослойной структуры с водоотталкивающим слоем.
Проводящий слой может быть сформирован, по меньшей мере, из одного материала, выбранного из группы, состоящей из проводящего полимера, углерода, металлического материала, такого как серебро, и их смеси со связующим веществом.
Проводящий полимер может быть выбран из группы, состоящей из полианилина, полипиррола, политиофена и их смесей.
Металлический материал и связующее вещество могут быть смешаны в массовом соотношении от 90:10 до 80:20 для формирования проводящего слоя.
Связующее вещество может быть выбрано из группы, состоящей из полиуретановых, акриловых, силиконовых, меламиновых, эпоксидных смол и их смесей.
Связующее вещество может являться водно-дисперсной полиуретановой смолой.
Толщина проводящего слоя может составлять от 2 до 500 мкм.
Толщина проводящего слоя может составлять от 10 до 20 мкм
Ширина проводящего слоя может составлять от 10 до 20 мм.
Изолирующий слой может быть сформирован на проводящем слое посредством нанесения, печати или ламинирования, по меньшей мере, одной смолы, выбранной из группы, состоящей из полиуретановой, акриловой, силиконовой, полиэфирной, поливинилхлоридной (ПВХ) и политетрафторэтиленовой (ПТФЭ) смол.
Изолирующий слой 400 может быть сформирован на проводящем слое путем сухого нанесения, ламинирования точечным нанесением из расплава или глубокой печати.
Проводящий слой может иметь одну или более увеличенных частей участков сгиба цепи, ширина которых больше, чем ширина линейных участков цепи.
Увеличенные части могут иметь круглую или овальную форму.
Разница сопротивления до и после стирки проводящей ткани в соответствии с настоящим изобретением может составлять от 0,5 до 4 Ом.
В соответствии с другим аспектом настоящего изобретения предлагается способ изготовления проводящей ткани, включающий следующие этапы: формирование проводящего слоя, через который может проходить ток, на базовом слое, состоящем из синтетического, искусственного или натурального волокна; и формирование изолирующего слоя на проводящем слое для защиты проводящего слоя от повреждений.
Способ может дополнительно включать этап формирования грунтовочного слоя на базовом слое для поддержания постоянной толщины проводящего слоя.
Грунтовочный слой может быть сформирован в виде многослойной структуры с водоотталкивающим слоем.
Способ в соответствии с настоящим изобретением может дополнительно включать этап обжима (этап каландрирования) базового слоя с помощью прижимного валика перед формированием проводящего слоя для получения гладкой поверхности базового слоя, выравнивания пор базового слоя и повышения сопротивления изгибу проводящей ткани.
Необязательно, способ дополнительно может включать этап воздухопроницаемо-влагостойкой/водонепроницаемой обработки базового слоя после этапа каландрирования для выравнивания пор проводящего слоя и улучшения изолирующих свойств, стойкости к стирке и сопротивления изгибу проводящей ткани.
Грунтовочный слой может быть сформирован посредством нанесения покрытия с помощью ножевого вала, с помощью вала, расположенного снизу, с помощью плавающего ножа или с помощью ножа, расположенного над вращающимся валом.
Грунтовочный слой может быть сформирован, по меньшей мере, из одной смолы, выбранной из группы, состоящей из полиуретановых, акриловых и силиконовых смол.
Проводящий слой может быть сформирован, по меньшей мере, из одного материала, выбранного из группы, состоящей из проводящего полимера, углерода, металлического материала, такого как серебро, и их смеси со связующим веществом.
Проводящий полимер может быть выбран из группы, состоящей из полианилина, полипиррола, политиофена и их смесей.
Металлический материал и связующее вещество могут быть смешаны в массовом соотношении от 90:10 до 80:20 для формирования проводящего слоя.
Связующее вещество может быть выбрано из группы, состоящей из полиуретановых, акриловых, силиконовых, меламиновых, эпоксидных смол и их смесей.
Связующее вещество может являться водно-дисперсной полиуретановой смолой.
Толщина проводящего слоя может составлять от 2 до 500 мкм.
Толщина проводящего слоя может составлять от 10 до 20 мкм
Ширина проводящего слоя может составлять от 10 до 20 мм.
Изолирующий слой может быть сформирован на проводящем слое посредством нанесения, печати или ламинирования, по меньшей мере, одной смолы, выбранной из группы, состоящей из полиуретановой, акриловой, силиконовой, полиэфирной, поливинилхлоридной (ПВХ) и политетрафторэтиленовой (ПТФЭ) смол.
Изолирующий слой может быть сформирован посредством сухого нанесения, ламинирования точечным нанесением из расплава или глубокой печати.
Проводящий слой может иметь одну или более увеличенных частей участков сгиба цепи, ширина которых больше, чем ширина линейных участков цепи.
Увеличенные части могут иметь круглую или овальную форму.
Разница сопротивления до и после стирки проводящей ткани в соответствии с настоящим изобретением может составлять от 0,5 до 4 Ом.
Технический результат
В соответствии с настоящим изобретением предлагается проводящая ткань и способ ее изготовления, позволяющие свободно формировать цепь для осуществления электрической проводимости проводящей ткани, обеспечивая при этом различные свойства динамической носкости проводящей ткани.
Также в соответствии с настоящим изобретением цепь может быть спроектирована без учета сгибания или складывания благодаря эластичности и гибкости волокна базового слоя, в основном обеспечивающих защиту цепи от повреждений, таких как разрыв цепи.
Также проводящую ткань в соответствии с настоящим изобретением можно изготавливать в ходе непрерывного процесса.
Кроме того, проводящая ткань в соответствии с настоящим изобретением обладает электрической проводимостью (т.е. способностью проводить ток), сохраняя при этом свойства (например, окрашиваемость, комфортабельность, воздухопроницаемую влагостойкость и прочность на разрыв), присущие ткани (т.е. одежде).
Предпочтительно проводящая ткань в соответствии с настоящим изобретением является стирающейся и имеет высокую стойкость к стирке.
Кроме того, в соответствии с настоящим изобретением благодаря наличию грунтовочного слоя проводящий слой может сохранять равномерность, чтобы обеспечить прохождение через него постоянного электрического тока.
Также в соответствии с настоящим изобретением проводящая ткань содержит проводящий слой и изолирующий слой, сформированный из материала, совместимого с проводящим слоем для получения высокого сопротивления изгибу.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На Фиг.1 представлено поперечное сечение проводящей ткани в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
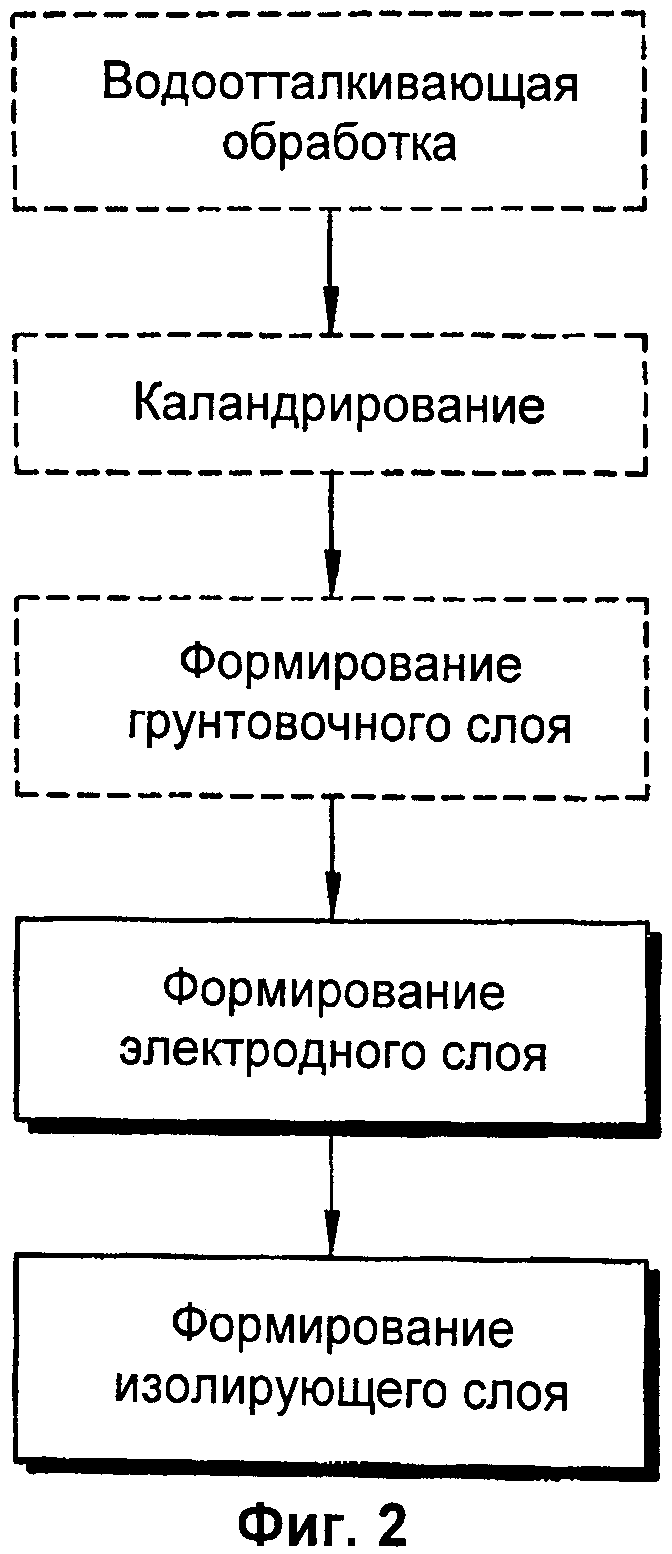
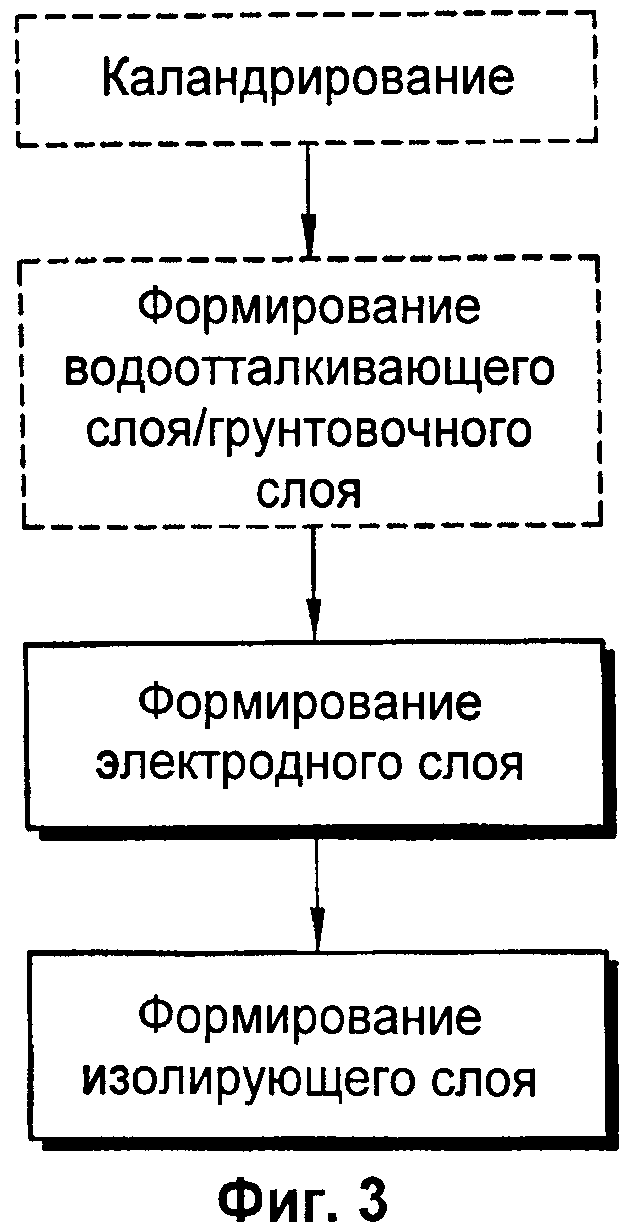
На Фиг.2 и 3 представлены блок-схемы процесса, иллюстрирующие способы изготовления проводящих тканей в соответствии с вариантами осуществления настоящего изобретения.
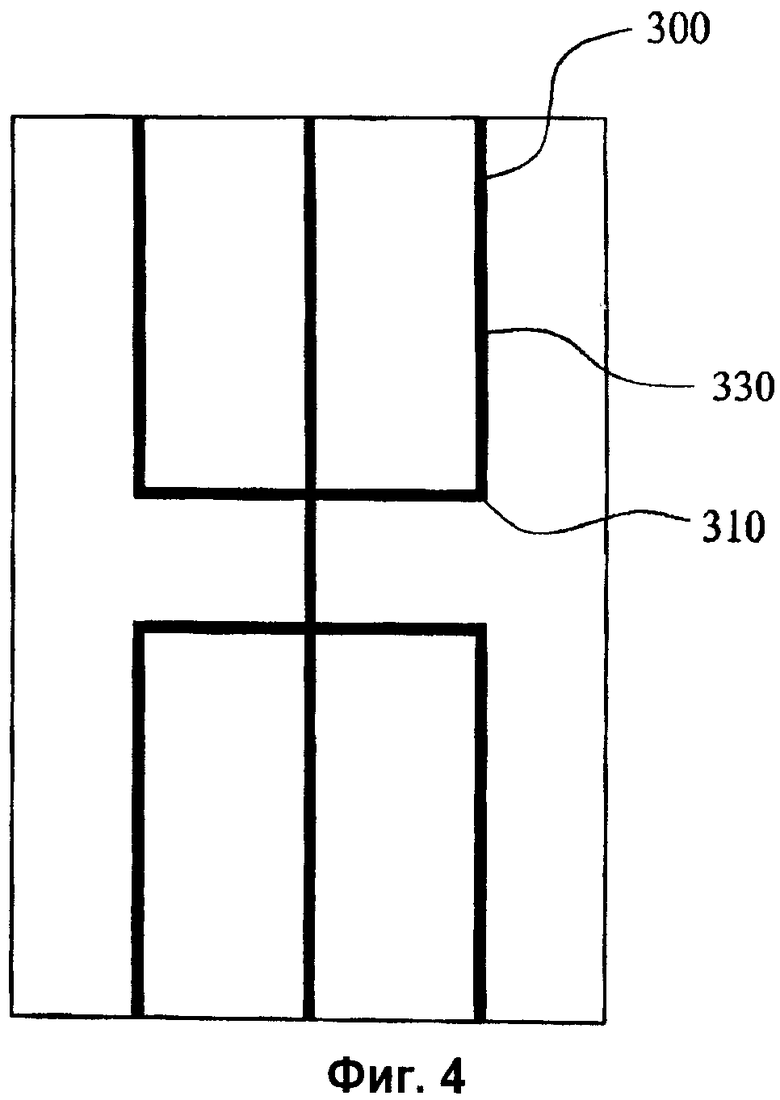
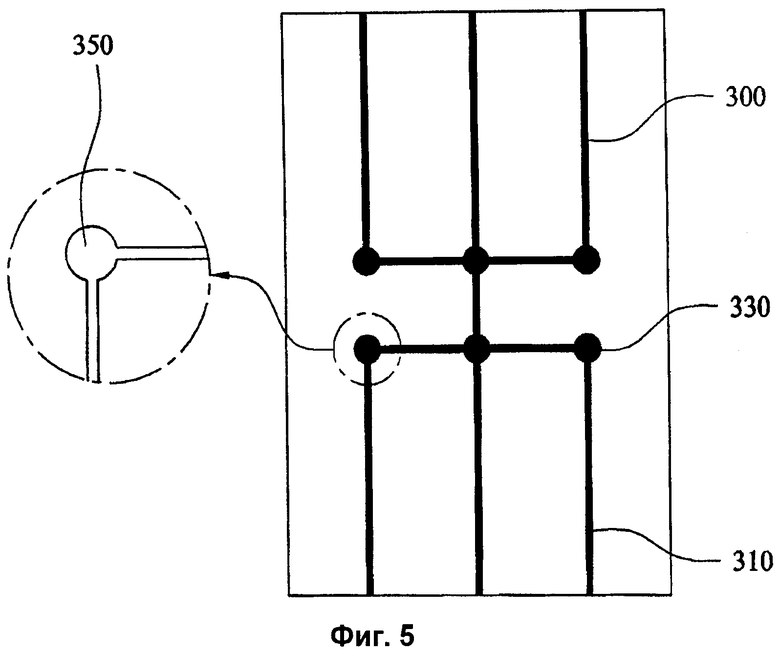
На Фиг.4 и 5 представлены пояснительные чертежи, иллюстрирующие схему проводящего слоя, имеющую равномерные участки сгиба, и схему проводящего слоя, имеющую широкие участки сгиба проводящей ткани в соответствии с вариантами осуществления настоящего изобретения.
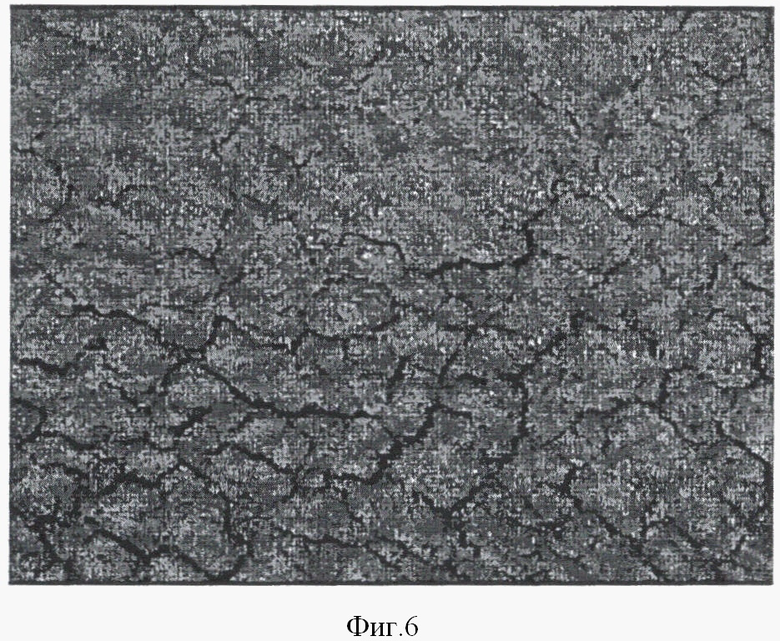
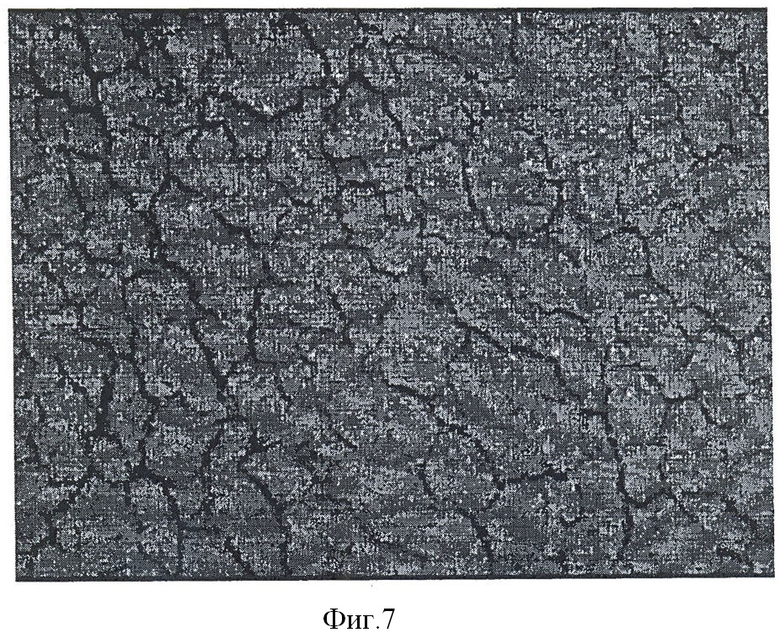
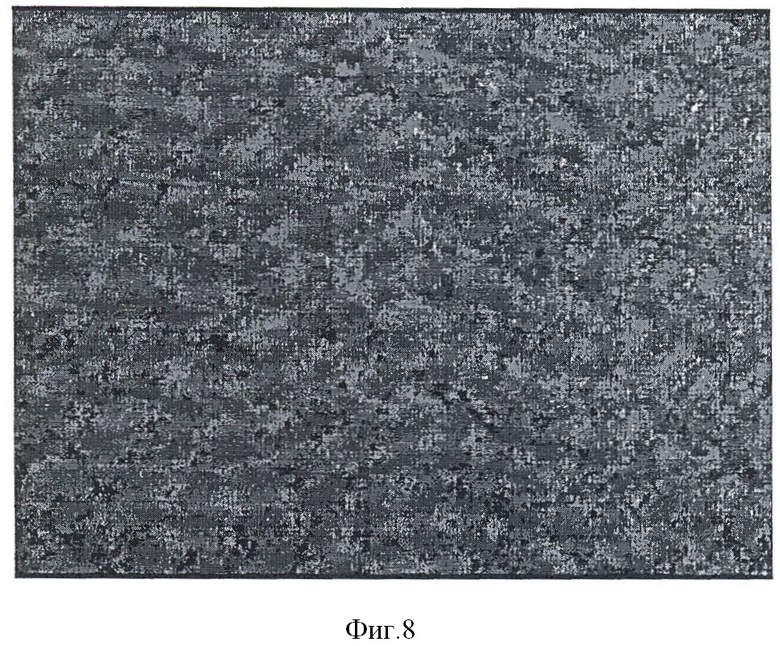
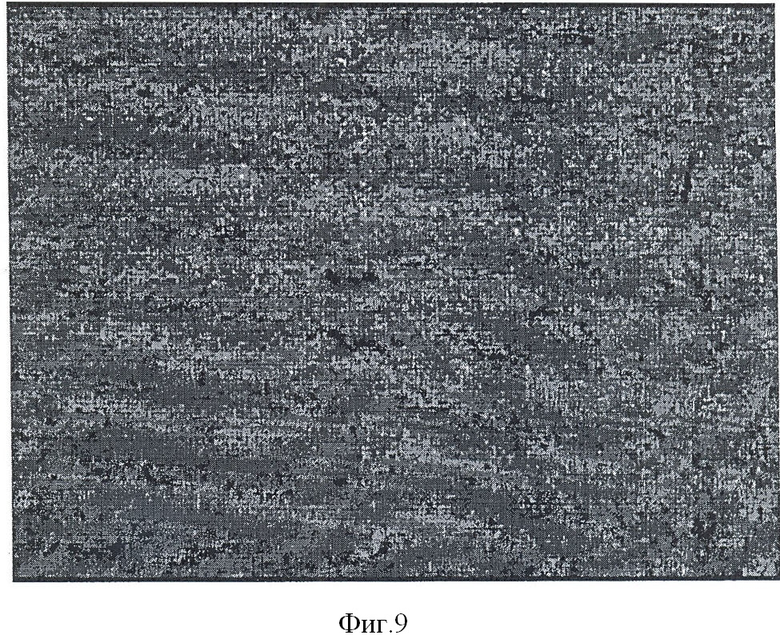
На Фиг.6-9 представлены фотографии, демонстрирующие поверхности проводящего слоя проводящей ткани, изготовленной в примере 1, после одной стирки, проводящего слоя проводящей ткани, изготовленной в примере 2, после одной стирки, проводящего слоя проводящей ткани, изготовленной в примере 7, после четырех стирок и проводящего слоя проводящей ткани, изготовленной в примере 8, после четырех стирок.
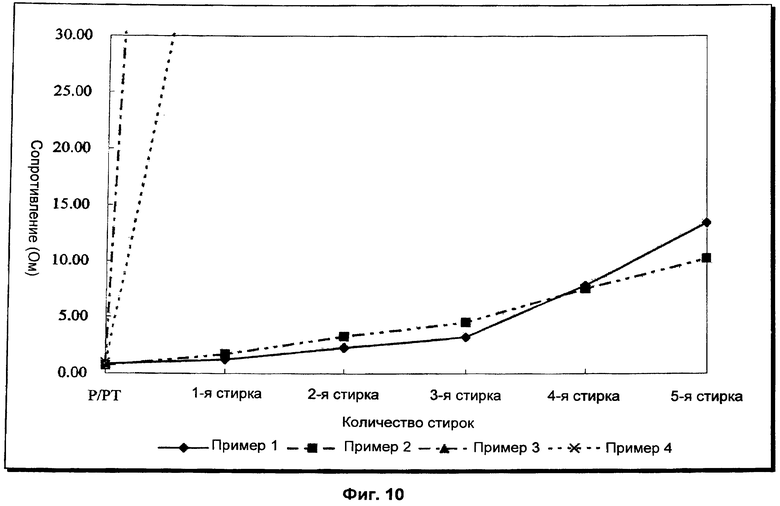
На Фиг.10 представлен график, показывающий изменения сопротивления проводящих тканей, изготовленных в примерах 1-4, до и после нескольких стирок.
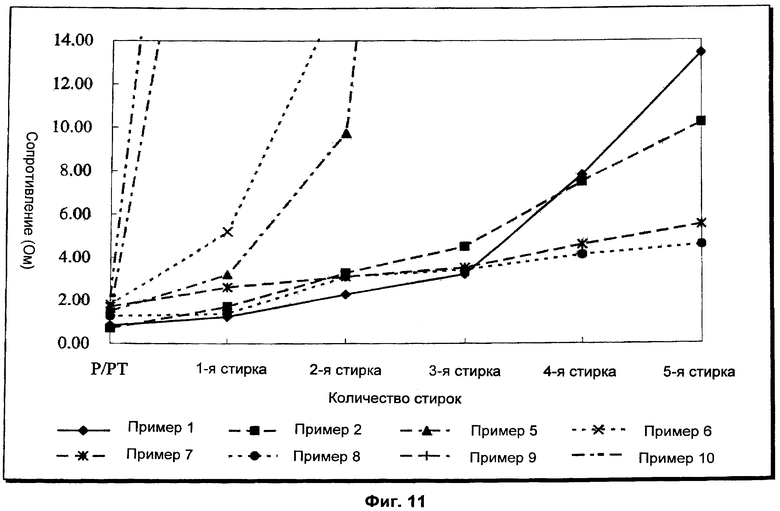
На Фиг.11 представлен график, показывающий изменения сопротивления некоторых проводящих тканей, изготовленных в примерах, перед стиркой и после нескольких стирок.
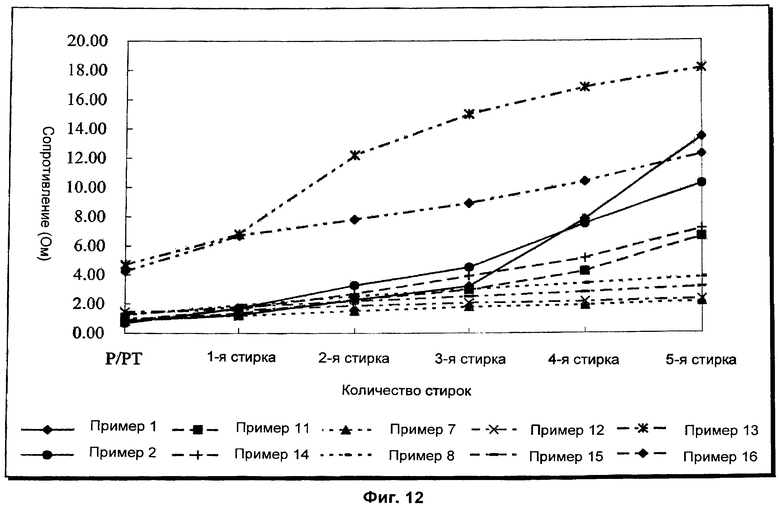
На Фиг.12 представлен график, показывающий изменения сопротивления некоторых проводящих тканей с разным содержанием связующего вещества, изготовленных в примерах, перед стиркой и после нескольких стирок.
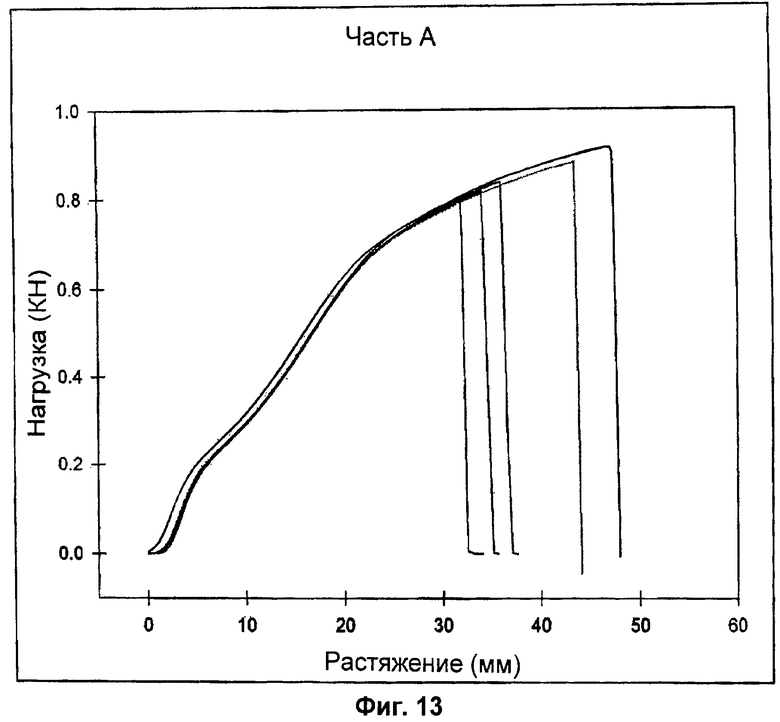
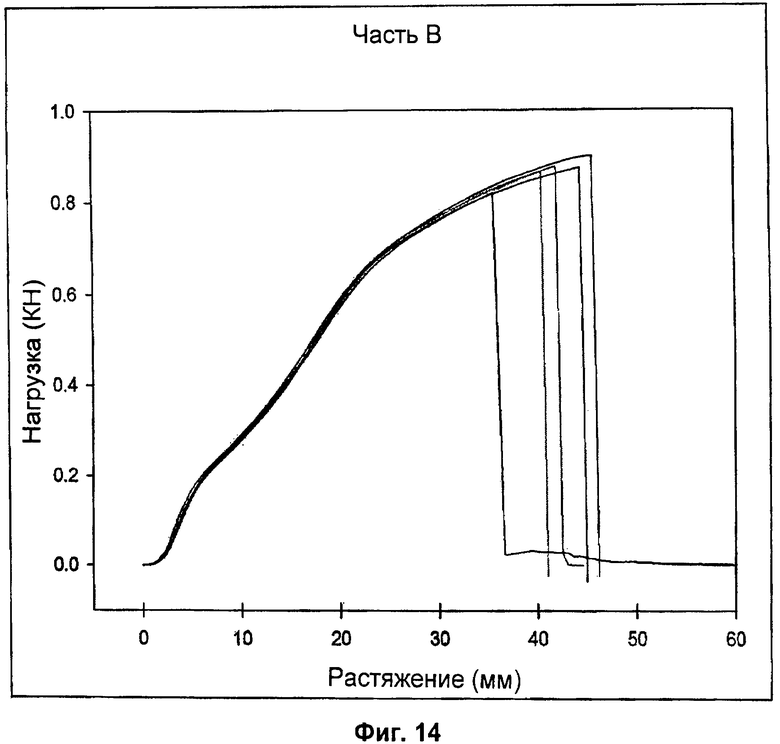
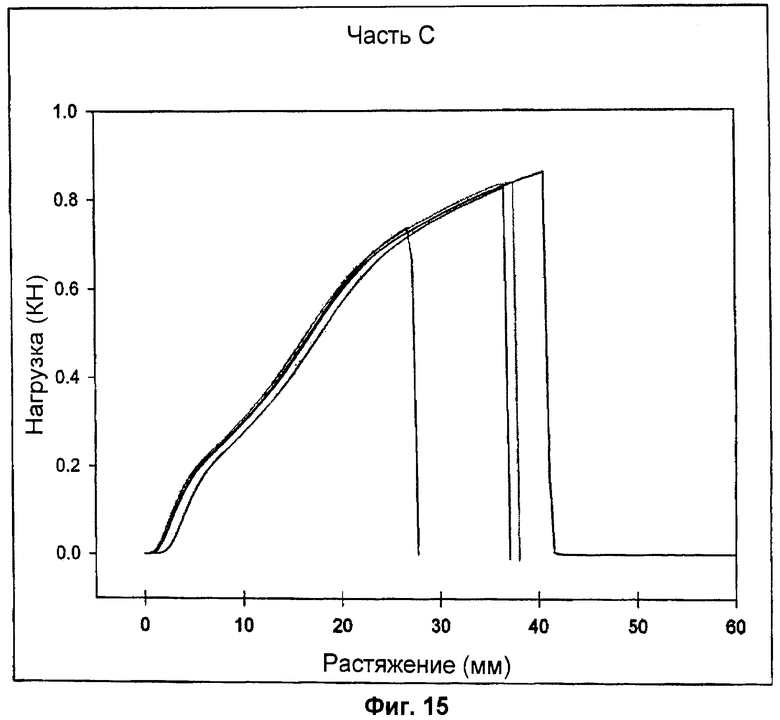
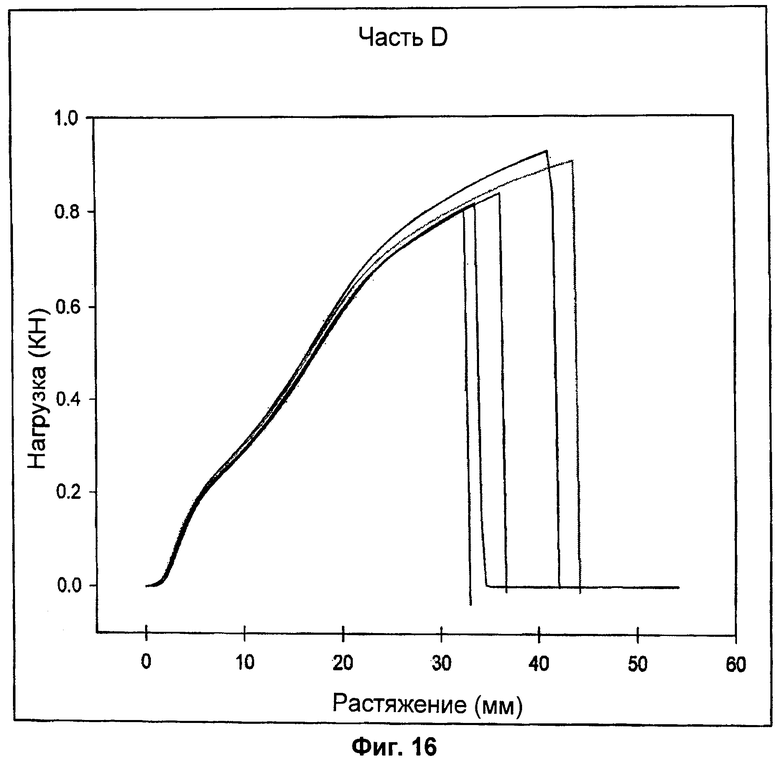
На Фиг.13-16 представлены кривые растяжения-сжатия отдельных частей А, В, С и D ткани, изготовленной в примере 7.
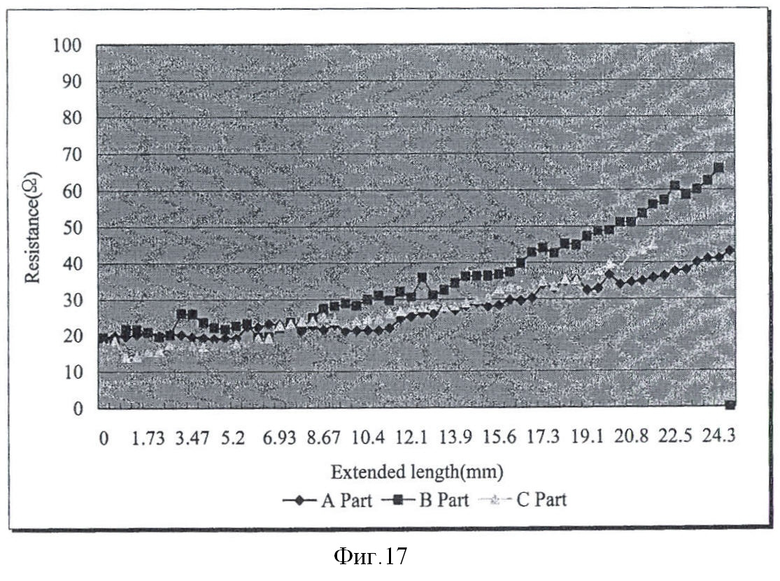
На Фиг.17 представлен график, показывающий изменения сопротивления отдельных частей А, В, С и D ткани, изготовленной в примере 7, при деформации растяжения.
Перечень основных позиций на чертежах
10: Проводящая ткань
100: Базовый слой
200: Грунтовочный слой
300: Проводящий слой
400: Изолирующий слой
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Предпочтительные варианты осуществления настоящего изобретения будут подробно описаны ниже со ссылками на прилагаемые чертежи. Следует отметить, что там, где это возможно, на чертежах и в описании одинаковые номера позиций обозначают одинаковые или подобные элементы. В описании настоящего изобретения подробные описания относящихся к нему известных функций или конфигураций опущены для лучшего понимания основного предмета изобретения.
В настоящем контексте термины «приблизительно», «по существу» и т.д. призваны обеспечить некоторую свободу в математической точности, принимая во внимание приемлемые допуски, и воспрепятствовать всякому недобросовестному злоумышленнику незаконно воспользоваться раскрытием изобретения, в котором для лучшего понимания даны точные или абсолютные цифровые значения.
В настоящем контексте под термином «ткань» подразумеваются изделия, изготавливаемые путем тканья или вязания, нетканые ткани, волокнистые ткани и т.д.
На Фиг.1 представлено поперечное сечение проводящей ткани 10 в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Проводящая ткань 10 содержит базовый слой 100, грунтовочный слой 200, проводящий слой 300 и изолирующий слой 400. Опционно грунтовочный слой 200 может быть исключен.
Для формирования базового слоя 100 можно использовать любой тип тканой или вязаной ткани, нетканой ткани, волокнистой ткани и т.д. Не существует особых ограничений на материал и способ формирования базового слоя. Например, базовый слой 100 может состоять из синтетического волокна (например, полиэфира, полиамида или полиуретана), искусственного целлюлозного волокна (например, вискозы или ацетата) или натурального волокна (например, хлопка или шерсти).
Базовый слой 100 имеет очень неоднородную микроскопическую поверхность и очень много мелких пор из-за зазоров между одиночными нитями. Грунтовочный слой 200, сформированный на базовом слое 100, обеспечивает равномерную поверхность базового слоя 100 и позволяет сформировать проводящий слой, имеющий постоянную толщину. Грунтовочный слой 200 предотвращает проникновение материала, составляющего проводящий слой, в базовый слой 100. Грунтовочный слой 200 может быть опционно сформирован на базовом слое 100. Так, должно быть ясно, что грунтовочный слой 200 можно исключить в зависимости от свойств проводящей ткани.
Грунтовочный слой 200 может быть сформирован, по меньшей мере, из одной смолы, выбранной из группы, состоящей из полиуретановой, акриловой и силиконовой смол.
Грунтовочный слой может быть сформирован в виде однослойной или двухслойной структуры с водоотталкивающим слоем (не показан). Водоотталкивающий слой может быть сформирован обычным способом водоотталкивающей обработки. Неограничивающие примеры подходящих для формирования водоотталкивающего слоя материалов включают фтор и силикон. Водоотталкивающий слой может быть сформирован на ткани проводящего слоя или под ней для предотвращения проникновения смолы, составляющей проводящий слой, в базовый слой 100.
Электрический ток может проходить через проводящий слой 300, сформированный на грунтовочном слое 200. Форма проводящего слоя 300 может быть предварительно спроектирована и будет подробно описана ниже. Проводящий слой 300 может быть сформирован, по меньшей мере, из одного материала, выбранного из группы, состоящей из проводящего полимера, углерода, металлического материала, такого как серебро, и их смеси со связующим веществом. Например, проводящий слой 300 формируют из дисперсии электропроводящего наполнителя в связующем материале, который печатают для формирования электропроводящей отвержденной пленки. Характерными примерами применения проводящего слоя 300 являются печать электрода ЖКД, печать сенсорного экрана, печать проводящей схемы для печатных плат, контактная печать и печать по образцу тонкопленочных переключателей и электромагнитных экранов. Неограничивающие примеры подходящих проводящих наполнителей для использования в соответствии с настоящим изобретением включают проводящие металлы, такие как серебро, платина, палладий, медь и никель. Предпочтительным является серебро. Проводящий полимер может быть выбран из группы, состоящей из полианилина, полипиррола, политиофена и их смесей.
Толщина проводящего слоя 300 предпочтительно составляет от 2 до 500 мкм. Если толщина проводящего слоя меньше указанного диапазона, трудно обеспечить ее равномерность, а если толщина проводящего слоя больше указанного диапазона, увеличивается сопротивление, что приводит к увеличению потребляемой мощности. Более предпочтительно толщина проводящего слоя составляет от 10 до 20 мкм. Ширина проводящего слоя предпочтительно составляет от 10 до 20 мм. Хотя увеличение ширины проводящего слоя приводит к снижению сопротивления и стабильному прохождению тока, чрезмерное увеличение ширины проводящего слоя приводит к повышению производственных затрат и плохой окрашиваемости. Предпочтительно разница сопротивления проводящей ткани в соответствии с настоящим изобретением до и после стирки составляет от 0,5 до 4 Ом. В действительности, разницу сопротивления меньше указанного диапазона значений трудно получить, а разница сопротивления больше указанного диапазона препятствует стабильному прохождению тока.
Связующее вещество может быть выбрано из группы, состоящей из полиуретановых, акриловых, силиконовых, меламиновых, эпоксидных смол и их смесей. Предпочтительно связующее вещество является водно-дисперсной полиуретановой смолой.
Изолирующий слой 400 может быть сформирован на проводящем слое 300 путем нанесения покрытия, печати или ламинирования, по меньшей мере, одной смолы, выбранной из группы, состоящей из полиуретановой, акриловой, силиконовой, полиэфирной, поливинилхлоридной (ПВХ) и политетрафторэтиленовой (ПТФЭ) смол. Изолирующий слой 400 обладает функцией защиты проводящего слоя от повреждений, таких как трещины и нарушение гибкости ткани, и поддержания воздухопроницаемой влагостойкости или водонепроницаемости ткани.
Пояснения к способам изготовления проводящих тканей в соответствии с предпочтительными вариантами осуществления настоящего изобретения будут приведены ниже со ссылками на Фиг.2 и 3. На Фиг.2 и 3 представлены блок-схемы процесса, иллюстрирующие указанные способы.
Тканый или вязаный текстиль в качестве материала для базового слоя 100 вводят между двумя прижимными валиками, чтобы устранить неровности поверхности текстиля (каландрирование). Это каландрирование осуществляют для получения гладкой поверхности базового слоя 100, выравнивания пор базового слоя 100 и улучшения сопротивления изгибу проводящей ткани. Этап каландрирования является необязательным и осуществляется в зависимости от характеристик ткани базового слоя 100.
Грунтовочный слой 200 формируют на базовом слое, опционно подвергавшемся каландрированию, для обеспечения более активного управления поверхностными порами базового слоя и равномерной толщины проводящего слоя 300, формируемого поверх него. Грунтовочный слой 200 может быть сформирован путем нанесения покрытия с помощью ножевого вала, с помощью вала, расположенного снизу, с помощью плавающего ножа, или с помощью ножа, расположенного над вращающимся валом, ламинирования, печати или глубокой печати. Формирование грунтовочного слоя 200 является необязательным.
Грунтовочный слой может являться многослойной структурой с водоотталкивающим слоем. Водоотталкивающий слой можно формировать до или после этапа каландрирования. Блок-схемы по Фиг.2 и 3 иллюстрируют формирование водоотталкивающего слоя перед этапом каландрирования и формирование водоотталкивающего и/или грунтовочного слоя 200 после этапа каландрирования соответственно, но способ в соответствии с настоящим изобретением не ограничивается этими примерами.
Проводящий слой 300 формируют на грунтовочном слое 200 или базовом слое 100. Проводящий слой 300 является предварительно спроектированным. Проводящий слой 300 может быть сформирован с помощью различных технологий, таких как нанесение покрытия, печать и переводная печать. В соответствии с конкретным вариантом осуществления настоящего изобретения проводящий слой 300 формируют посредством печати. В этом случае цепь может быть спроектирована в проводящей ткани по предварительно спроектированной схеме вне зависимости от расположения электронного устройства. Ввиду всего вышесказанного, проводящую ткань в соответствии с настоящим изобретением можно назвать «гибкой печатной тканевой платой» (FPFCB от англ. “flexible printed fabric circuit board”).
Предпочтительно поддерживать ширину и толщину проводящего слоя 300 от 2 до 500 мкм и от 10 до 20 мм соответственно. Предпочтительно поддерживать разницу сопротивления проводящей ткани до и после стирки от 0,5 до 4 Ом. Проводящий слой может состоять из от 1 до 30 масс.% углерода и от 1 до 70 масс.% серебра. Связующее вещество, которое можно использовать для формирования проводящего слоя, выбирают из группы, состоящей из полиуретановых, акриловых, силиконовых, меламиновых, эпоксидных смол и их смесей, совместимых с грунтовочным слоем 200.
На Фиг.4 и 5 в виде примеров представлены проводящие слои проводящей ткани в соответствии с вариантами осуществления настоящего изобретения. Более конкретно, на Фиг.4 представлена схема цепи, имеющая равномерные участки 330 сгиба, а на Фиг.5 представлена схема цепи, имеющая увеличенные части 350 участков 330 сгиба, ширина которых больше, чем ширина линейных участков 310 схемы цепи. Увеличенные части 350 могут иметь любую форму. Например, увеличенные части 350 имеют круглую или овальную форму.
Причину, по которой участки сгиба изготавливают более широкими, чем линейные участки, можно объяснить следующими уравнениями:
W=I2R
R=ρ·L/S
(W: мощность, R: сопротивление, ρ: удельное сопротивление, L: длина проводящей линии и S: площадь поперечного сечения).
С увеличением площади поперечного сечения сопротивление уменьшается, и электрический ток увеличивается. Соответственно, по более широким увеличенным частям 350 проходит больший ток, чем по линейным участкам 310.
Внезапное изменение (т.е. бросок) тока возникает в участках 330 сгиба при заданных углах, таких как прямые углы, выделяя тепло.
Под броском понимается проходящая волна электрического тока, напряжения или мощности, которая резко увеличивается в течение короткого времени и постепенно уменьшается при прохождении по электропроводу или цепи. Бросок является основной причиной нарушения электроснабжения, отключения телефонной связи и разрушения чувствительных полупроводников при прохождении молнии. Поскольку внезапное перенапряжение, в особенности сильный или продолжительный бросок в линии электропередачи, может вызвать пробой диэлектрика или неполадки в электронных устройствах, между терминалом источника питания и компьютерным терминалом устанавливают ограничитель бросков или стабилизатор для стабилизации или минимизации изменения электрического тока.
Таким образом, сопротивление уменьшают посредством изменения площади участков 330 сгиба, чтобы минимизировать возникновение бросков и обеспечить равномерное прохождение электричества через проводящий слой несмотря на увеличение величины тока.
Изолирующий слой 400 может быть сформирован на проводящем слое 300. Изолирующий слой 400 можно формировать на проводящем слое 300 путем прямого нанесения покрытия, печати или ламинирования полиуретановой смолы сольвентного типа, диспергируемой в воде полиуретановой смолы, маслорастворимой акриловой смолы, водорастворимой акриловой смолы, силиконовой, полиэфирной или политетрафторэтиленовой (ПТФЭ) смол. Предпочтительно для формирования изолирующего слоя используют сухое нанесение, ламинирование точечным нанесением из расплава или глубокую печать.
Состав изолирующего слоя приводит к изменению сопротивления, таким образом, воздействуя на долговечность изолирующего слоя.
Изолирующий слой можно формировать на одной или обеих поверхностях проводящей ткани. Принимая во внимание, что проводящие ткани несколько раз подвергают стирке, выбор подходящего состава покрытия для долговременной изоляции, т.е. превосходной стойкости к стирке, является важным фактором.
После этапа каландрирования базовый слой 100 можно выборочно подвергать воздухопроницаемой влагостойкой обработке или водонепроницаемой обработке. Поры, сформированные после воздухопроницаемой влагостойкой обработки или водонепроницаемой обработки, служат для выравнивания пор базового слоя и для получения улучшенных изолирующих свойств, стойкости к стирке и сопротивления изгибу проводящей ткани. Материал, используемый для воздухопроницаемой влагостойкой обработки, предпочтительно является смолой, совместимой с проводящим материалом (этап воздухопроницаемо-влагостойкой/водонепроницаемой обработки).
Таким образом, в соответствии со способом согласно настоящему изобретению при проектировании проводящей ткани исключается необходимость предварительного формирования зоны, через которую проходит электричество, проводящая зона может быть непосредственно сформирована в уже изготовленной ткани или одежде и не налагает никаких ограничений на носкость проводящей ткани, тем самым обеспечивая динамическую носкость проводящей ткани.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Пример 1
Полиэфирную ткань полотняного переплетения в качестве базового слоя подвергали каландрированию и водоотталкивающей обработке на основе фтора, а для формирования грунтовочного слоя на базовом слое использовали полиуретановую смолу сольвентного типа. Серебряную пасту наносили на грунтовочный слой посредством трафаретной печати для формирования проводящего слоя шириной 10 мм и толщиной 10 мкм, а затем жидкую силиконовую резину использовали для формирования на проводящем слое изолирующего слоя, таким образом, завершая изготовление проводящей ткани.
Пример 2
Проводящую ткань изготавливали так же, как в примере 1, за исключением того, что базовый слой подвергали только водоотталкивающей обработке на основе фтора.
Пример 3
Проводящую ткань изготавливали так же, как в примере 1, за исключением того, что водоотталкивающую обработку осуществляли на основе силикона и для формирования грунтового слоя использовали смесь силиконовой и акриловой смол.
Пример 4
Проводящую ткань изготавливали так же, как в примере 2, за исключением того, что базовый слой подвергали только водоотталкивающей обработке на основе силикона.
Пример 5
Проводящую ткань изготавливали так же, как в примере 1, за исключением того, что для формирования проводящего слоя использовали смесь серебряной пасты и акрилового связующего в соотношении по массе 90:10.
Пример 6
Проводящую ткань изготавливали так же, как в примере 2, за исключением того, что для формирования проводящего слоя использовали смесь серебряной пасты и акрилового связующего в соотношении по массе 90:10.
Пример 7
Проводящую ткань изготавливали так же, как в примере 1, за исключением того, что для формирования проводящего слоя использовали смесь серебряной пасты и диспергируемого в воде полиуретанового связующего в соотношении по массе 90:10.
Пример 8
Проводящую ткань изготавливали так же, как в примере 2, за исключением того, что для формирования проводящего слоя использовали смесь серебряной пасты и диспергируемого в воде полиуретанового связующего в соотношении по массе 90:10.
Пример 9
Проводящую ткань изготавливали так же, как в примере 1, за исключением того, что для формирования проводящего слоя использовали смесь серебряной пасты и силиконового связующего в соотношении по массе 90:10.
Пример 10
Проводящую ткань изготавливали так же, как в примере 2, за исключением того, что для формирования проводящего слоя использовали смесь серебряной пасты и акрилового связующего в соотношении по массе 90:10.
Пример 11
Проводящую ткань изготавливали так же, как в примере 7, за исключением того, что серебряную пасту и связующее вещество для формирования проводящего слоя использовали в соотношении по массе 95:5.
Пример 12
Проводящую ткань изготавливали так же, как в примере 7, за исключением того, что серебряную пасту и связующее вещество для формирования проводящего слоя использовали в соотношении по массе 85:15.
Пример 13
Проводящую ткань изготавливали так же, как в примере 7, за исключением того, что серебряную пасту и связующее вещество для формирования проводящего слоя использовали в соотношении по массе 80:20.
Пример 14
Проводящую ткань изготавливали так же, как в примере 8, за исключением того, что серебряную пасту и связующее вещество для формирования проводящего слоя использовали в соотношении по массе 95:5.
Пример 15
Проводящую ткань изготавливали так же, как в примере 8, за исключением того, что серебряную пасту и связующее вещество для формирования проводящего слоя использовали в соотношении по массе 85:15.
Пример 16
Проводящую ткань изготавливали так же, как в примере 8, за исключением того, что серебряную пасту и связующее вещество для формирования проводящего слоя использовали в соотношении по массе 80:20.
Пример 17
Проводящую ткань изготавливали так же, как в примере 7, за исключением того, что проводящий слой формировали посредством трафаретной печати шириной 20 мм.
Пример 18
Проводящую ткань изготавливали так же, как в примере 7, за исключением того, что проводящий слой формировали посредством трафаретной печати толщиной 10 мкм.
Сравнительный пример 1
Проводящую ткань изготавливали так же, как в примере 7, за исключением того, что проводящий слой не формировали.
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
1. Сопротивление стирке
∗Метод испытания (KS К ISO 6330)
Изменения сопротивления проводящих тканей, изготовленных в соответствующих примерах и сравнительном примере, измеряли после стирки для изучения условий, обеспечивающих сопротивление стирке проводящих тканей. Более конкретно, проводящие ткани стирали без использования моющего средства в режиме стирки для шерстяных изделий (57 мин) в стиральной машине с горизонтальной загрузкой (WD-CR 1010, LG Electronics, Inc.) и сушили при высокой температуре в течение одного часа для измерения сопротивления и изменений сопротивления проводящих тканей.
∗Оценка
Как видно из Таблицы 1, увеличение сопротивления образцов из примеров 7 и 8 было сравнительно низким, тогда как увеличение сопротивления образцов из примеров 1 и 2 было сравнительно высоким, поскольку трещины, препятствующие прохождению тока, формировались на поверхностях проводящих слоев уже после одной стирки (Фиг.6 и 7). Никаких повреждений не было обнаружено на поверхностях проводящих слоев из примеров 7 и 8 даже после четырех стирок (Фиг.8 и 9). Можно полагать, что связующее вещество способствовало улучшению адгезии между базовым слоем и серебряной пастой, и, в особенности, диспергируемое в воде полиуретановое связующее уменьшало трение и физическую деформацию от стирки благодаря свойствам (эластичности), присущим полиуретану, смешанному с серебряной пастой, что уменьшало возникновение трещин, таким образом, снижая увеличение сопротивления.
2. Оценка зависимости от содержания связующего вещества
∗Метод испытания (KS К ISO 6330)
Сопротивление и изменения сопротивления проводящих тканей с различным содержанием связующего вещества (от 0 до 20 масс.%) измеряли после стирки. Результаты приведены в Таблице 2.
Из Таблицы 2 видно, что увеличение сопротивления было значительно уменьшено в результате добавления диспергируемого в воде полиуретанового связующего, но исходные значения сопротивления возросли пропорционально содержанию связующего вещества. Сопротивление стирке было незначительным при содержании связующего, составляющем 5 масс.%, и исходные значения сопротивления возросли при содержании связующего, составляющем 20 масс.%, несмотря на улучшенное сопротивление стирке. Можно полагать, что удовлетворительная проводимость достигается при разнице сопротивления проводящих слоев до и после стирки, составляющей от 0,5 до 4 Ом.
3. Измерение температур экзотермического процесса в проводящих слоях
Если сопротивление увеличивается выше предварительно заданного уровня, перегрузка при подаче напряжения препятствует прохождению электрического тока. Следовательно, в проводящих слоях проводящих тканей, изготовленных в соответствующих примерах, может выделяться тепло (в особенности, в контактах источника питания и схемах). Выделение тепла в проводящих слоях исследовали с помощью тепловизионной камеры (InfraСАМ, система FLIR) путем изменения толщины и ширины электродов и содержания связующего вещества.
(1) Выделение тепла в зависимости от содержания связующего вещества
В Таблице 3 представлены сравнительные примеры выделения тепла проводящих тканей из примера 1 (содержание связующего: 0 масс.%), примера 11 (5 масс.%), примера 7 (10 масс.%), примера 12 (15 масс.%) и примера 13 (20 масс.%). Из Таблицы 3 видно, что температуры экзотермических процессов в проводящих слоях увеличивались с увеличением содержания связующего вещества. Это увеличение температур при выделении тепла проводящих тканей объясняется тем, что смешивание неорганических компонентов, составляющих проводящие слои, с непроводящим органическим материалом приводило к ухудшению электропроводимости проводящих слоев. Судя по результатам Испытания 1, в котором проводящие ткани, содержащие связующее вещество, демонстрировали улучшенное сопротивление стирке, необходимо определить оптимальные соотношения между сопротивлением стирке и электропроводимостью проводящих тканей. Ввиду вышесказанного, можно заключить, что наиболее предпочтительное содержание связующего вещества составляет от 10 до 15 масс.%.
(2) Влияние ширины линии проводящих слоев
В Таблице 4 приведены сравнительные примеры выделения тепла проводящих тканей из примера 7 (ширина линии: 1 см) и примера 17 (2 см). Экзотермическая зона наблюдалась при 50°С в проводящей ткани из примера 7, и, можно полагать, что это происходило в результате того, что прохождение электрических зарядов через проводящий слой было затруднено. Напротив, в проводящей ткани из примера 17 наблюдалось уменьшение температуры экзотермического процесса.
(3) Влияние толщины проводящих слоев
В Таблице 5 приведены сравнительные примеры выделения тепла проводящих тканей из примера 7 (толщина: 10 мкм) и примера 18 (20 мкм). Экзотермические зоны наблюдались при 45°С и 29°С в проводящих тканях из примеров 7 и 18 соответственно, что означает, что на электрическую проводимость проводящих тканей повлияла толщина проводящих слоев.
4. Оценка прочности на разрыв
Испытания на растяжение проводили на проводящих тканях из примера 17 и сравнительного примера 1 в соответствии со стандартным методом ASTM D 5034-94. Более конкретно, из каждой из проводящих тканей был вырезан образец размером 50±1 мм (ширина) ×150 мм (длина). Образец разделили на четыре части А, В, С и D. Измеряли прочность на разрыв разделенных частей. Измерение проводили пять раз или более с помощью тестера (Instrom 4444, серия IX) при следующих условиях: тензодатчик =2 кН, длина испытываемой части образца =75±1 мм, скорость ползуна =300±10 мм/мин. Результаты приведены в Таблице 6 и на Фиг.8a-8d.
Также фиксированный зажимом проводящий слой каждого из образцов соединяли со штырями мультиметра, после чего проводили испытание на растяжение, измеряя сопротивление образца при деформации растяжения в реальном времени.
Результаты Таблицы 6 показывают отсутствие существенной разницы в прочности на разрыв и удлинении между проводящими тканями из соответствующих примеров и проводящей ткани из сравнительного примера 1. В частности, разные схемы проводящего слоя проводящей ткани из примера 7 показали сходные результаты по прочности на разрыв и удлинение, демонстрируя, что схемы проводящего слоя мало влияют на прочность на разрыв и удлинение проводящих тканей. Эти результаты показывают возможность свободной печати в проводящих тканях, что обеспечивает динамическую носкость проводящих тканей.
На Фиг.13-16 представлены графики, показывающие изменения сопротивления частей А, В и С проводящей ткани, изготовленной в примере 7, при деформации растяжения. Графики показывают, что значения сопротивления постепенно увеличивались по мере увеличения длины до от приблизительно 20 до приблизительно 24 мм, а затем начинали резко увеличиваться. Эти наблюдения означают, что схема проводящего слоя была разорвана.
Хотя настоящее изобретение было описано здесь со ссылками на вышеупомянутые варианты осуществления и прилагаемые чертежи, объем настоящего изобретения определяется прилагаемой формулой изобретения. Таким образом, специалисты в данной области техники поймут, что возможны различные замены, модификации и изменения, не выходящие за пределы сущности изобретения, раскрытой в прилагаемой формуле изобретения. Должно быть ясно, что такие замены, модификации и изменения не выходят за рамки настоящего изобретения.
В особенности должно быть ясно, что проводящую ткань в соответствии с настоящим изобретением можно использовать в качестве печатной платы или части электронного устройства, хотя в настоящем описании речь шла только об умной одежде.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИГИДРОКСИ-ПОЛИУРЕТАНОВАЯ СМОЛА, МОДИФИЦИРОВАННАЯ ПОЛИСИЛОКСАНОМ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ, СОДЕРЖАЩИЙ ЭТУ СМОЛУ ТЕРМОЧУВСТВИТЕЛЬНЫЙ МАТЕРИАЛ ДЛЯ ЗАПИСИ, ИСКУССТВЕННАЯ КОЖА, КОЖЕПОДОБНЫЙ МАТЕРИАЛ ИЗ ТЕРМОПЛАСТИЧНОЙ ПОЛИОЛЕФИНОВОЙ СМОЛЫ, МАТЕРИАЛ ДЛЯ УПЛОТНИТЕЛЯ И УПЛОТНИТЕЛЬ | 2010 |
|
RU2518095C2 |
| ПОЛИГИДРОКСИ-ПОЛИУРЕТАНОВАЯ СМОЛА, МОДИФИЦИРОВАННАЯ ПОЛИСИЛОКСАНОМ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ, СОДЕРЖАЩИЙ ЭТУ СМОЛУ ТЕРМОЧУВСТВИТЕЛЬНЫЙ МАТЕРИАЛ ДЛЯ ЗАПИСИ, ИСКУССТВЕННАЯ КОЖА, КОЖЕПОДОБНЫЙ МАТЕРИАЛ ИЗ ТЕРМОПЛАСТИЧНОЙ ПОЛИОЛЕФИНОВОЙ СМОЛЫ, МАТЕРИАЛ ДЛЯ УПЛОТНИТЕЛЯ И УПЛОТНИТЕЛЬ | 2010 |
|
RU2518465C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕСТОЙКОЙ ФЛУОРЕСЦЕНТНОЙ ТКАНИ | 2020 |
|
RU2744180C1 |
| ДЕКОРАТИВНЫЙ ЛИСТ С ЗЕРКАЛЬНОЙ ПОВЕРХНОСТЬЮ И ДЕКОРАТИВНАЯ ПЛИТА С ЗЕРКАЛЬНОЙ ПОВЕРХНОСТЬЮ С ЕГО ПРИМЕНЕНИЕМ | 2015 |
|
RU2664909C2 |
| ДАТЧИК ДЛЯ ПОЛУЧЕНИЯ ФИЗИОЛОГИЧЕСКИХ СИГНАЛОВ | 2011 |
|
RU2570283C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ПОЛИЭФИРНЫХ ТКАНЕЙ | 2017 |
|
RU2666098C1 |
| ОДЕЖДА | 2016 |
|
RU2688910C1 |
| ДЕКОРАТИВНЫЙ ЛИСТ И ДЕКОРАТИВНЫЙ ЭЛЕМЕНТ, В КОТОРОМ ОН ПРИМЕНЯЕТСЯ | 2015 |
|
RU2618885C1 |
| Многослойный пакет материалов для верхней одежды | 2018 |
|
RU2678169C1 |
| СИСТЕМА КРОЮЩЕЙ КОМПОЗИЦИИ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ЕЕ ПРИМЕНЕНИЕ | 2016 |
|
RU2745513C2 |
Настоящее изобретение относится к проводящей ткани. Проводящая ткань содержит базовый слой, изготовленный из синтетического, искусственного или натурального волокна, проводящий слой, сформированный на базовом слое с возможностью свободного формирования в соответствии с предварительно спроектированной электрической схемой, изолирующий слой, сформированный на проводящем слое для защиты проводящего слоя от повреждении, и грунтовочный слой, сформированный между базовым слоем и проводящим слоем для получения однородной поверхности базового слоя. Изобретение позволяет формировать электрическую цепь независимо от формы или расположения электронного устройства. 2 н. и 32 з.п. ф-лы, 6 табл., 17 ил., 19 пр.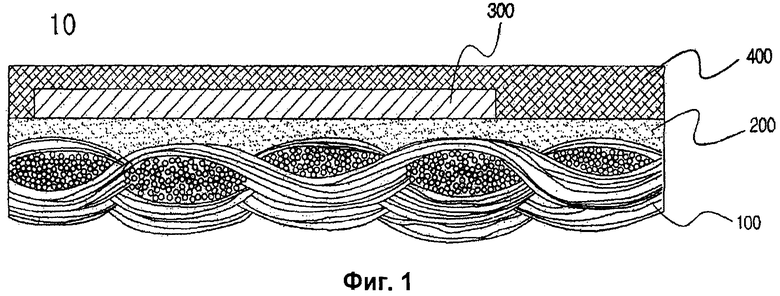
1. Проводящая ткань, содержащая:
- базовый слой, изготовленный из синтетического, искусственного или натурального волокна;
- проводящий слой, сформированный на базовом слое с возможностью свободного формирования в соответствии с предварительно спроектированной электрической схемой;
- изолирующий слой, сформированный на проводящем слое для защиты проводящего слоя от повреждений, и
- грунтовочный слой, сформированный между базовым слоем и проводящим слоем для получения однородной поверхности базового слоя.
2. Проводящая ткань по п.1, отличающаяся тем, что грунтовочный слой сформирован, по меньшей мере, из одной смолы, выбранной из группы, состоящей из полиуретановой, акриловой и силиконовой смол.
3. Проводящая ткань по п.1, отличающаяся тем, что грунтовочный слой сформирован в виде многослойной структуры с водоотталкивающим слоем.
4. Проводящая ткань по п.1, отличающаяся тем, что проводящий слой сформирован, по меньшей мере, из одного материала, выбранного из группы, состоящей из проводящего полимера, углерода, металлического материала, такого как серебро, и его смеси со связующим веществом.
5. Проводящая ткань по п.4, отличающаяся тем, что проводящий полимер выбран из группы, состоящей из полианилина, полипиррола, политиофена и их смесей.
6. Проводящая ткань по п.4, отличающаяся тем, что проводящий материал и связующее вещество смешаны в массовом соотношении от 90:10 до 80:20 для формирования проводящего слоя.
7. Проводящая ткань по п.4, отличающаяся тем, что связующее вещество выбрано из группы, состоящей из полиуретановых, акриловых, силиконовых, меламиновых, эпоксидных смол и их смесей.
8. Проводящая ткань по п.7, отличающаяся тем, что связующее вещество является диспергированной в воде полиуретановой смолой.
9. Проводящая ткань по п.1, отличающаяся тем, что толщина проводящего слоя составляет от 2 до 500 мкм.
10. Проводящая ткань по п.9, отличающаяся тем, что толщина проводящего слоя составляет от 10 до 20 мкм.
11. Проводящая ткань по п.1, отличающаяся тем, что ширина проводящего слоя составляет от 10 до 20 мм.
12. Проводящая ткань по п.1, отличающаяся тем, что изолирующий слой сформирован путем нанесения на проводящий слой покрытия, печати или ламинирования, по меньшей мере, одной смолы, выбранной из группы, состоящей из полиуретановой, акриловой, силиконовой, полиэфирной, поливинилхлоридной (ПВХ) и политетрафторэтиленовой (ПТФЭ) смол.
13. Проводящая ткань по п.1, отличающаяся тем, что проводящий слой имеет одну или более увеличенных частей участков сгиба цепи, ширина которых больше, чем ширина линейных участков цепи.
14. Проводящая ткань по п.13, отличающаяся тем, что увеличенные части имеют круглую или овальную форму.
15. Проводящая ткань по п.1, отличающаяся тем, что разница сопротивления до и после стирки составляет от 0,5 до 4 Ом.
16. Способ изготовления проводящей ткани, включающий следующие этапы:
- формирование проводящего слоя, через который проходит электрический ток, на базовом слое, изготовленном из синтетического, искусственного или натурального волокна; и
- формирование изолирующего слоя на проводящем слое для защиты проводящего слоя от повреждений, и
- формирование грунтовочного слоя на базовом слое для поддержания равномерной толщины проводящего слоя.
17. Способ по п.16, отличающийся тем, что грунтовочный слой формируют в виде многослойной структуры с водоотталкивающим слоем.
18. Способ по п.16, отличающийся тем, что дополнительно включает этап каландрирования базового слоя с помощью прижимного вала перед формированием проводящего слоя для получения гладкой поверхности базового слоя, выравнивания пор базового слоя и улучшения сопротивления изгибу проводящей ткани.
19. Способ по п.18, отличающийся тем, что дополнительно включает этап воздухопроницаемой влагостойкой/водонепроницаемой обработки базового слоя после этапа каландрирования для выравнивания пор проводящего слоя и улучшения изолирующих свойств, стойкости к стирке и сопротивления изгибу проводящей ткани.
20. Способ по п.16 или 17, отличающийся тем, что грунтовочный слой формируют посредством нанесения покрытия с помощью ножевого вала, с помощью вала, расположенного снизу, с помощью плавающего ножа или с помощью ножа, расположенного над вращающимся валом.
21. Способ по п.16 или 17, отличающийся тем, что грунтовочный слой формируют, по меньшей мере, из одной смолы, выбранной из группы, состоящей из полиуретановых, акриловых и силиконовых смол.
22. Способ по п.16, отличающийся тем, что проводящий слой формируют, по меньшей мере, из одного материала, выбранного из группы, состоящей из проводящего полимера, углерода, металлического материала, такого как серебро, и его смеси со связующим веществом.
23. Способ по п.22, отличающийся тем, что проводящий полимер выбран из группы, состоящей из полианилина, полипиррола, политиофена и их смесей.
24. Способ по п.22, отличающийся тем, что проводящий материал и связующее вещество для формирования проводящего слоя смешивают в массовом соотношении от 90:10 до 80:20.
25. Способ по п.22, отличающийся тем, что связующее вещество выбрано из группы, состоящей из полиуретановых, акриловых, силиконовых, меламиновых, эпоксидных смол и их смесей.
26. Способ п.25, отличающийся тем, что связующее вещество является диспергированной в воде полиуретановой смолой.
27. Способ по п.16, отличающийся тем, что толщина проводящего слоя составляет от 2 до 500 мкм.
28. Способ по п.27, отличающийся тем, что толщина проводящего слоя составляет от 10 до 20 мкм.
29. Способ по п.16, отличающийся тем, что ширина проводящего слоя составляет от 10 до 20 мм.
30. Способ по п.16, отличающийся тем, что изолирующий слой формируют путем нанесения на проводящий слой покрытия, печати или ламинирования, по меньшей мере, одной смолы, выбранной из группы, состоящей из полиуретановой, акриловой, силиконовой, полиэфирной, поливинилхлоридной (ПВХ) и политетрафторэтиленовой (ПТФЭ) смол.
31. Способ по п.30, отличающийся тем, что изолирующий слой формируют посредством сухого нанесения, ламинирования точечным нанесением из расплава или глубокой печати.
32. Способ по п.16, отличающийся тем, что проводящий слой имеет увеличенные части участков сгиба цепи, ширина которых больше, чем ширина линейных участков цепи.
33. Способ по п.32, отличающийся тем, что увеличенные части имеют круглую или овальную форму.
34. Способ по п.16, отличающийся тем, что разница сопротивления проводящей ткани до и после стирки составляет от 0,5 до 4 Ом.
| DE 3917631 A1, 06.12.1990 | |||
| КАТАЛИЗАТОР, СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ И ПРОЦЕСС СЕЛЕКТИВНОГО ОКИСЛЕНИЯ АММИАКА | 2022 |
|
RU2798029C1 |
| Обуривающий грунтонос | 1986 |
|
SU1427055A1 |
| JP 3071695 A, 27.03.1991 | |||
| Устройство для сборки под сварку цилиндрических изделий | 1981 |
|
SU959972A1 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬНАЯ ТКАНЬ, НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ НА ЕЕ ОСНОВЕ И СРЕДСТВО ДЛЯ ЭЛЕКТРИЧЕСКОГО СОЕДИНЕНИЯ НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА С ИСТОЧНИКОМ ЭЛЕКТРОПИТАНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2145984C1 |

