ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к декоративному листу и декоративному элементу, полученному путем использования декоративного листа.
УРОВЕНЬ ТЕХНИКИ
[0002] В обычной технологии для внутренних и наружных элементов архитектурного декорирования, таких как стена, потолок или пол, или архитектурные фасонные детали, а именно: оконная рама, дверь, перила, плинтус, карниз, или декоративные отливки, должен был использоваться декоративный лист (см., например, патентный документ 1). Учитывая, что декоративные листы применяют для декорирования усложненных форм, то с точки зрения обрабатываемости предпочтительней использовать более тонкие декоративные листы. Кроме того, с точки зрения экологических выгод идея переработки отходов материалов на основе древесины, материалов на полимерной основе и подобных элементов для образования архитектурных интерьерных и экстерьерных элементов, а также архитектурных фасонных деталей, является общепринятой. Также, для предотвращения потери допустимости к возврату в исходное состояние, желательно уменьшение по толщине декоративных листов как можно больше (обеспечение тонких декоративных листов).
[0003] После того как декоративный лист приклеивают к элементу (склеиваемый материал) путем наслаивания, обвертывания или тому подобного, необходимо дополнительно обрабатывать декоративный лист, например путем резания. Обычно при резании декоративных листов может генерироваться тепло в декоративных листах из-за трения. Кроме того, в зависимости от типа склеивающего вещества, используемого для склеивания, тепло может генерироваться (температура декоративного листа может повышаться) при ламинировании, или обертывании, или при выполнении V-образных канавок, или сборке декоративных листов. Кроме того, тепло предположительно остается в декоративном листе, если декоративный лист подвергается воздействию чистовой обработки. Как описано выше, поскольку декоративные листы предположительно часто обрабатываются в нагретом состоянии или с остаточным теплом во время этапов обработки, они предпочтительно имеют соответствующие тепловые характеристики. Вакуумное формование было известно как метод обработки декоративных листов. Поскольку декоративные листы выдерживаются в условиях нагрева и вакуума во время вакуумного формования, то необходимо, чтобы декоративные листы имели подходящие механические характеристики (прочность), в дополнение к тепловым характеристикам. Без этих характеристик декоративный лист отсоединится от элемента (склеиваемый материал). Кроме того, разрушение, растрескивание или сморщивание декоративного листа также имеет место, тем самым уменьшая обрабатываемость формованием; в результате конструктивная осуществимость получающихся элементов, архитектурных фасонных деталей и подобного является значительно ухудшенной.
[0004] Кроме того, в дополнение к обеспечению конструктивной осуществимости в окончательном состоянии путем предотвращения разрушения, растрескивания или сморщивания листа, как описано выше, выражение конструктивной осуществимости для внешнего вида или текстура (на ощупь) является также важной характеристикой, требующейся для декоративного листа. Как средство для выражения такой конструктивной осуществимости использовали способ нанесения рисунка на лист путем формирования углублений на его поверхности, обычно путем тиснения. Когда такое средство для выражения конструктивной осуществимости используется для слишком тонкого декоративного листа, декоративный лист трескается во время тиснения. Также, если декоративный лист является слишком тонким, углубления, сформированные путем тиснения, выступают из поверхности задней стороны декоративного листа; в результате, если декоративный лист приклеивают к элементу (склеиваемый материал), то углубления отделанного листа являются сплющенными.
[0005] Кроме того, если декоративный лист приклеивают к элементу (склеиваемый материал), клеящее вещество может наноситься на декоративный лист в некоторых случаях, для того чтобы улучшить клейкость (адгезионную способность) между декоративным листом и элементом, а также предохранять элемент (склеиваемый материал) от разрушения. В этом случае, если термоплавкий клей используют в качестве клеящего вещества, то, в зависимости от структуры или материала декоративного листа, углубления, образованные путем тиснения, могут стать неглубокими или исчезнуть.
ПЕРЕЧЕНЬ ССЫЛОК
[0006] Патентный документ 1: JP2000-326451A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0007] Среди известных декоративных листов, которые используются для получения декоративного элемента, в частности путем получения слоистого материала или обвертывания, такого как декоративный лист, раскрытый в патентном документе 1, декоративный лист, имеющий желательно меньшую толщину, превосходную обрабатываемость формованием, а также конструктивную осуществимость в смысле внешнего вида или текстуры (на ощупь), до сих пор не был предложен.
[0008] С точки зрения вышеописанных проблем целью настоящего изобретения является обеспечение декоративного листа, который удовлетворяет требованию по уменьшенной толщине и гарантирует превосходную обрабатываемость формованием, а также конструктивную осуществимость, включающую в себя внешний вид, текстуру (на ощупь) и тому подобное.
РЕШЕНИЕ ПРОБЛЕМЫ
[0009] Для достижения вышеуказанной цели авторы настоящего изобретения проводили обширные исследования и обнаружили, что цель может быть достигнута следующими изобретениями. Конкретно, настоящее изобретение обеспечивает следующие декоративные листы, а также следующий декоративный элемент, полученный путем использования декоративных листов.
[0010]
1. Декоративный лист, содержащий основной лист, сформированный из полиэфирной смолы или полиолефиновой смолы, и орнаментальный слой и защищающий поверхность слой, обеспеченные на основном листе в этом порядке;
при этом декоративный лист имеет общую толщину 70-135 μм, по меньшей мере защищающий поверхность слой имеет углубления, причем максимальная глубина каждого углубления составляет 15-100% исходя из общей толщины и не менее чем 15 μм, при этом отношение модуля упругости при растяжении при 120°C к модулю упругости при растяжении при 20°C составляет 1:12-1:160 и отношение максимальной нагрузки, приложенной в определенной точке, при 120°C к максимальной нагрузке, приложенной в определенной точке, при 20°C с удлинением в 30 мм, составляет 1:1,7-1:30.
2. Декоративный лист по пункту 1, при этом декоративный лист дополнительно включает слой смолы между основным листом и защищающим поверхность слоем.
3. Декоративный лист по пункту 1 или 2, в котором основной лист формируют из полиолефиновой смолы.
4. Декоративный лист по пункту 2 или 3, в котором слой смолы сформирован из полиолефиновой смолы.
5. Декоративный лист по любому из пунктов 1-4, в котором защищающий поверхность слой представляет собой отвержденную полимерную композицию, отверждаемую ионизирующей радиацией.
6. Декоративный лист по любому из пунктов 1-5, при этом декоративный слой имеет основной лист, орнаментальный слой, слой смолы и защищающий поверхность слой в этом порядке; причем слой смолы и защищающий поверхность слой являются прозрачными.
7. Декоративный лист по любому из пунктов 1-6, при этом декоративный слой используется для получения слоистого материала и обвертывания.
8. Декоративный элемент, в котором поверхность на стороне основного листа декоративного листа по любому из пунктов 1-7 приклеена к склеиваемому материалу посредством клеевого слоя.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0011] Настоящее изобретение делает возможным производить декоративный лист, который удовлетворяет требованию уменьшенной толщины, а также гарантирует превосходную обрабатываемость формованием и конструктивную осуществимость, включающую внешний вид, текстуру (на ощупь) и тому подобное.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
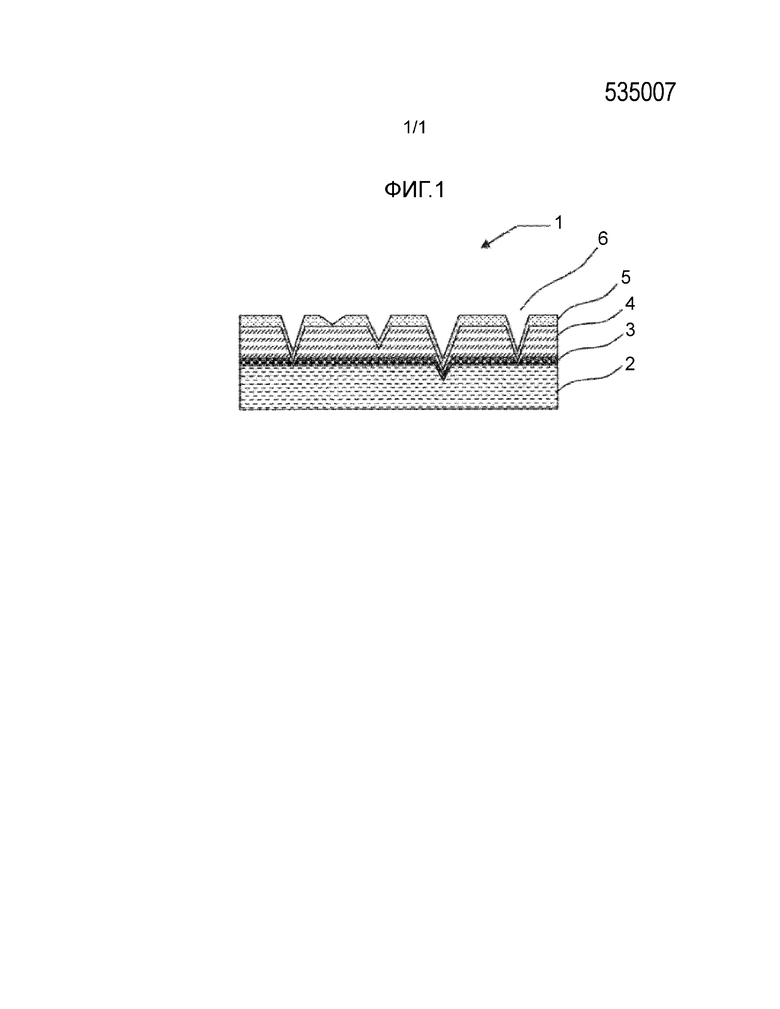
[0012] Фиг.1 представляет собой схематическую диаграмму, показывающую предпочтительный пример структуры декоративного листа настоящего изобретения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0013] Декоративный лист по настоящему изобретению включает основной лист, сформированный из полиэфирной смолы или полиолефиновой смолы, а также орнаментальный слой и защищающий поверхность слой, обеспеченные на основном листе в этом порядке. Декоративный лист имеет общую толщину 70-135 μм. По меньшей мере защищающий поверхность слой имеет углубления. Максимальная глубина каждого углубления составляет 15—100% исходя из суммарной толщины и не меньше чем 15 μм. Отношение модуля упругости при растяжении при 120°C к модулю упругости при растяжении при 20°C (которое в дальнейшем в этом документе может быть просто названо как "модуль упругости при растяжении") составляет 1:12-1:160, и отношение максимальной нагрузки, приложенной в определенной точке, при 120°C к максимальной нагрузке, приложенной в определенной точке, при 20°C при удлинении в 30 мм (которое в дальнейшем в этом документе может быть просто названо как "отношение максимальной нагрузки, приложенной в определенной точке"), составляет 1:1,7-1:30.
[0014] Декоративный лист по настоящему изобретению описан ниже подробно со ссылкой на фиг.1. Фиг.1 показывает предпочтительный пример структуры декоративного листа по настоящему изобретению. Декоративный лист 1, показанный на фиг.1, имеет орнаментальный слой 3, слой 4 смолы, а также защищающий поверхность слой 5, которые сформированы в этом порядке на основном листе 2. Защищающий поверхность слой 5 имеет углубления 6. Кроме того, как показано на фиг.1, углубления 6 включают в себя, например, те, которые образованы внутри защищающего поверхность слоя 5, и те, которые образованы в основном листе 2.
[0015] Прежде всего, относительно характеристик декоративного листа по настоящему изобретению, ниже объясняются общая толщина, отношение модулей упругости при растяжении, а также отношение максимальной нагрузки, приложенной в определенной точке.
[0016] Общая толщина декоративного листа по настоящему изобретению должна быть примерно 70-135 μм. Хотя желательна общая толщина менее 70 μм исходя из требуемого уменьшения в толщине пленки, сопротивление царапанию становится недостаточным или орнаментальный слой не может быть достаточно защищен. С другой стороны, если толщина больше чем 135 μм, имеет место отслаивание (упругое последействие) декоративного слоя от элемента при обвертывании, а также не могут быть гарантированы превосходная обрабатываемость или конструктивная осуществимость. С той же точки зрения общая толщина составляет предпочтительно 75-125 μм и более предпочтительно 90-125 μм.
[0017] Необходимо, чтобы отношение модуля упругости при растяжении при 120°С к модулю упругости при растяжении при 20°С декоративного листа по настоящему изобретению было 1:12-1:160. Если отношение модулей упругости при растяжении меньше чем 1:12 (модуль упругости при растяжении при 20°С меньше), могут получаться выступ, придавливание или трещина на декоративном листе на этапе резки после обвертывания, тем самым уменьшая обрабатываемость (обрабатываемость резанием). Напротив, когда отношение модуля упругости при растяжении составляет больше чем 1:160 (модуль упругости при растяжении при 20С больше), то декоративный лист станет избыточно мягким, если декоративный лист нагревается. Это вызывает возврат углублений из-за нагревания при обвертывании или других этапах обработки, тем самым снижая конструктивную осуществимость. С той же точки зрения, отношение модуля упругости при растяжении составляет предпочтительно 1:20-1:130, более предпочтительно 1:30-1:100 и еще более предпочтительно 1:30-1:75.
[0018] Модуль упругости при растяжении определяют путем измерения модуля упругости при растяжении при 120°С и модуля упругости при растяжении при 20°С, а также вычисления отношения этих величин. Модуль упругости при растяжении вычисляют по следующей формуле, на основе первой линейной части кривой зависимости деформаций от напряжения, которая получается путем приготовления декоративного листа, отштампованного в образец гантелеобразной формы согласно JIS K6732, и также выполнения измерения, используя установку для испытаний на растяжение и сжатие при температурах 120°С и 20°С со скоростью растяжения 50 мм/мин и расстоянием 80 мм между зажимами.
E=Δρ/Δε
E: Модуль упругости при растяжении
Δρ: Разница в напряжении согласно первоначальной средней площади поперечного сечения в двух точках на прямой линии
Δε: Разница в растяжении между теми же двумя точками
[0019] Для декоративного листа по настоящему изобретению отношение максимальной нагрузки в определенной точке при 120°С к максимальной нагрузке в определенной точке при 20°С при удлинении в 30 мм должно быть 1:1,7-1:30. Если отношение максимальной нагрузки в определенной точке составляет меньше чем 1:1,7 (максимальная нагрузка в определенной точке при 20°С - меньше) выступ, могут получаться впадина или трещина на декоративном листе при резке листа после обвертывания, тем самым снижая обрабатываемость (обрабатываемость резанием). Кроме того, при отношении максимальной нагрузки в определенной точке меньше чем 1:1,7 декоративный лист становится избыточно твердым и желательные углубления не могут быть сформированы, тем самым снижая конструктивную осуществимость. С другой стороны, если отношение максимальной нагрузки в определенной точке составляет больше 1:30 (максимальная нагрузка в определенной точке при 20°С - меньше), то декоративный лист будет становиться избыточно мягким, когда декоративный лист нагревается. Это вызывает возврат углублений нагреванием при обвертывании или других этапах обработки, тем самым снижая конструктивную осуществимость. С той же точки зрения отношение максимальной нагрузки в определенной точке составляет предпочтительно 1:2,5-1:25 и более предпочтительно 1:5-1:15.
[0020] Отношение максимальной нагрузки в определенной точке определяют путем измерения максимальной нагрузки в определенной точке при 120°С и максимальной нагрузки в определенной точке при 20°С, а также вычисления отношения этих величин. Максимальная нагрузка в определенной точке представляет собой величину, полученную с помощью приготовления декоративного листа, выштампованного в образец гантелеобразной формы согласно JIS K6734, и выполнения измерения, используя установку для испытаний на растяжение/сжатие при температурах 120°С и 20°С со скоростью растяжения 50 мм/мин и расстоянием 80 мм между зажимами.
Основной лист
[0021] Впоследствии, ниже объясняются слои, составляющие декоративный лист по настоящему изобретению.
[0022] Основной лист декоративного листа по настоящему изобретению формируют из полиэфирной смолы или полиолефиновой смолы. Путем использования основного листа, изготовленного из одной из этих смол, отношение модуля упругости при растяжении и отношение максимальной нагрузки в определенной точке могут быть установлены в заданном интервале, тем самым гарантируя превосходную обрабатываемость формованием и превосходную конструктивную осуществимость.
[0023] Широкое разнообразие известных полиэфирных смол, используемых в родственных областях, может применяться в качестве полиэфирной смолы. Примеры полиэфирной смолы включают в себя полиэтилентерефталат (который в дальнейшем в этом документе может также называться как PET(ПЭТ)), полибутилентерефталат, полиэтиленнафталат, полиакрилат, поликарбонат, сополимер этилентерефталат-изофталат, а также полиакрилат. Из них предпочтительны полиэтилентерефталат и полибутилентерефталат, а более предпочтителен полиэтилентерефталат.
[0024] Широкое разнообразие известных полиолефиновых смол, используемых в родственных областях, может применяться в качестве полиолефиновой смолы. Примеры полиолефиновых смол включают в себя полиэтилен (такой как полиэтилен низкой плотности, полиэтилен средней плотности или полиэтилен высокой плотности), полипропилен, полиметилпентен, полибутен, сополимеры этилена и пропилена, а также сополимеры пропилена и бутена. Из них предпочтительны полиэтилен и полипропилен. Полиолефиновая смола более предпочтительна в том, что отношение модуля упругости при растяжении и отношение максимальной нагрузки в определенной точке могут легче устанавливаться в заданном интервале.
[0025] Толщина основного листа составляет предпочтительно примерно от 20 до 130 μм, предпочтительно примерно от 30 до 100 μм и более предпочтительно примерно от 40 до 80 μм. При установлении толщины основного листа в этом интервале общая толщина декоративного листа может легче регулироваться в определенном интервале по настоящему изобретению; более того, могут быть гарантированы превосходная обрабатываемость формованием и конструктивная осуществимость.
[0026] Кроме того, основной лист предпочтительно формируют из цветной смолы. Использованием цветной смолы, когда элемент, который приклеивается к декоративному листу, имеет цветовой тон шероховатой поверхности, возможно по желанию спрятать поверхностный цветовой тон. Это гарантирует дополнительно превосходную конструктивную осуществимость, а также гарантирует стабильность цветного тона орнаментального слоя, которая обеспечивается согласно необходимости.
[0027] Пигмент, используемый для вышеприведенной цели, может быть соответственно выбран согласно применению. При помощи красителя, например, прозрачная краска или непрозрачная краска могут быть добавлены к основному листу. Обычно необходимо покрывать поверхность элемента, служащего в качестве склеиваемого материала; следовательно, основной лист предпочтительно имеет непрозрачную краску. Примеры пигментов включают в себя неорганические пигменты, такие как сажа (индийские чернила), сурьма в тонком порошке, титановый белый, сурьмяные белила, желтый крон, титановый желтый, красный железооксидный пигмент, красный кадмиевый, ультрамарин синий или кобальтовая синь; органические пигменты или краски, такие как хинакридон красный, изоиндолиновый желтый или фталоцианиновый синий; металлические пигменты, изготовленные из чешуйчатой фольговой полосы алюминия, латуни или тому подобного; перламутровые пигменты, изготовленные из чешуйчатой фольговой полосы слюды, покрытой диоксидом титана, основного карбоната свинца или тому подобного.
[0028] Количество пигмента составляет обычно примерно 1-50 частей по массе исходя из 100 частей по массе смолы, составляющей основной слой.
[0029] Кроме того, для того чтобы улучшить, например, межслойное прилипание между основным листом и другими слоями или связь между основным листом и различными склеиваемыми материалами, одна или обе поверхности основного листа могут быть физически или химически обработаны методом окисления, способом штамповки неровности или тому подобным.
[0030] Примеры методов окисления включают в себя обработку в коронном разряде, хромовую окислительную обработку, обработку пламенем, обработку горячим воздухом, обработку озоном или ультрафиолетом и тому подобное. Примеры способов штамповки неровности включают в себя пескоструйную обработку, обработку растворителем. Пригодную обработку поверхности выбирают из этих методов согласно типу основного материала. С точки зрения эффекта и удобства использования предпочтительно выбирают обработку в коронном разряде.
[0031] Кроме того, могут быть осуществлены обработки, такие как обеспечение грунтовочного слоя или заднего грунтовочного слоя, для того чтобы усилить межслойное прилипание между основным листом и другими слоями.
[0032] Кроме того, при необходимости, может быть добавлен неорганический наполнитель к основному листу. Примеры неорганических наполнителей включают в себя порошки или тому подобное из карбоната кальция, сульфата бария, глины, талька, кремнезема (диоксида кремния), глинозема (оксида алюминия) и тому подобного. Количество неорганического наполнителя обычно составляет примерно от 2 до 50 частей по массе исходя из 100 частей по массе смолы, составляющей основной слой.
[0033] Основной лист может также содержать при необходимости другие добавки, например пенообразователь, огнезащитный состав, смазку, антиоксидант, УФ поглотитель, светостабилизатор и тому подобное.
[0034] Орнаментальный слой
Орнаментальный слой в декоративном листе по настоящему изобретению предназначен для придания декоративной отделки декоративному листу по настоящему изобретению. Орнаментальный слой может быть ровным слоем с равномерной окраской, которая покрывает всю поверхность декоративного листа слоем с рисунком с различными отпечатанными изображениями, образованными путем использования чернил и принтера, или комбинацией из таких слоев.
[0035] Примерами чернил, которые будут использоваться для орнаментального слоя, являются те, которые получены соответственно смешиванием красителя, такого как пигмент или краска, наполнителя, растворителя, стабилизатора, пластификатора, катализатора, отвердителя и тому подобного, со связывающим веществом.
[0036] Связывающее вещество особенно не ограничивается, и могут применяться термопластичные смолы, отверждаемые смолы, такие как однокомпонентная отверждаемая смола, двухкомпонентная отверждаемая смола и тому подобное. Примеры термопластичных смол включают в себя смолы на основе сополимера винилхлорид/винилацетат, смолы на основе сополимера винилхлорид/винилацетат/акрил, смолы на основе хлорированного полипропилена, акриловые смолы, смолы на полиэфирной основе, смолы на основе полиамида, бутиральные смолы, смолы на основе полистирола, смолы на основе нитроцеллюлозы, а также смолы на основе ацетата целлюлозы. Примеры термопластичных смол включают в себя смолы на основе полиуретана и акрил-уретановые смолы. Произвольно выбранная смола или смолы из этих примеров могут быть использованы по отдельности или в комбинации из двух или более.
[0037] Примеры пигментов включают в себя неорганические пигменты, такие как сажа (индийские чернила), сурьма в тонком порошке, титановый белый, сурьмяные белила, желтый крон, титановый желтый, красный железооксидный пигмент, красный кадмиевый, ультрамарин синий или кобальтовая синь; органические пигменты или краски, такие как хинакридон красный, изоиндолиновый желтый и фталоцианиновый синий; металлические пигменты, изготовленные из чешуйчатой фольговой полосы алюминия, латуни или тому подобного; перламутровые пигменты, изготовленные из чешуйчатой фольговой полосы слюды, покрытой диоксидом титана, или основного карбоната свинца.
[0038] Если орнаментальный слой имеет рисунок или узор на нем, примеры узоров включают в себя узоры древесной структуры, узоры зернистой каменной структуры, имитирующей поверхность породы, такие как узоры под мрамор (например, травертиновый узор под мрамор), узоры под ткань, имитирующие текстуру ткани, тканеподобные узоры, рисунки под кафель, а также рисунки под кирпич. Примеры также включают в себя комбинации вышеприведенных узоров, такие как мозаика или пэтчворк. Эти узоры формируются при помощи многокрасочной печати, использующей триадные краски, т.е. желтую, красную, синюю, а также черную; или многокрасочную печать с дополнительными красками, которая осуществляется путем использования пластин для соответствующих красок, составляющих узор. Так как настоящее изобретение делает возможным выражение текстуры (на ощупь) путем формирования углублений, которые описываются далее, узоры древесной структуры пригодны с точки зрения получения реалистической текстуры.
[0039] Толщина орнаментального слоя может быть соответствующим образом выбрана согласно желательному рисунку или узору и составляет обычно примерно от 1 до 20 μм, а предпочтительно - примерно от 1 до 10 μм.
[0040] Слой смолы
Слой смолы в декоративном листе по настоящему изобретению предпочтительно обеспечивается при необходимости с точки зрения защиты орнаментального слоя декоративного листа; улучшения обрабатываемости формованием путем регулирования суммарной толщины, модуля упругости при растяжении, а также максимальной нагрузки в определенной точке декоративного листа; и увеличения сопротивления царапанию.
[0041] Предпочтительные примеры смолы для составления слоя смолы включают в себя акриловую смолу, поликарбонатную смолу, полиуретановую смолу, полистироловую смолу, виинилхлоридную смолу, а также винилацетатную смолу, вдобавок к полиэфирной смоле и полиолефиновой смоле, использованных в качестве основного листа. С точки зрения улучшения обрабатываемости формованием и сопротивления царапанию полиэфирная смола и полиолефиновая смола предпочтительны, а полиолефиновая смола более предпочтительна. Кроме того, с той же точки зрения, смола для составления основного слоя и смола для составления слоя смолы, обе являются предпочтительно полиолефиновыми смолами.
[0042] Слой смолы обеспечивается в произвольно выбранном месте между основным листом и защищающим поверхность слоем. С точки зрения защиты орнаментального слоя слой смолы предпочтительно обеспечивают между орнаментальным слоем и защищающим поверхность слоем.
[0043] Слой смолы может быть прозрачным и непрозрачным. Когда слой смолы обеспечивают между орнаментальным слоем и защищающим поверхность слоем, то с точки зрения более ясной видности орнаментального слоя слой смолы является предпочтительно прозрачным. Термин "прозрачный", используемый в настоящем описании, означает бесцветный прозрачный, окрашенный прозрачный, а также полупрозрачный. Кроме того, когда применяется окрашенный слой смолы, то окрашивающее вещество является окрашивающим веществом, подобным тому, которое использовано для основного листа.
[0044] Толщина слоя смолы составляет предпочтительно примерно от 10 до 110 μм, более предпочтительно примерно от 20 до 90 μм и еще более предпочтительно примерно от 30 до 80 μм. При конкретизировании толщины слоя смолы, чтобы была в вышеупомянутых интервалах, общую толщину декоративного листа можно легче регулировать в пределах интервала, определенного в настоящем изобретении, тем самым гарантируя защиту орнаментального слоя, улучшение в обрабатываемости формованием путем регулирования суммарной толщины, модуля упругости при растяжении, а также максимальной нагрузки в определенной точке декоративного листа и улучшение в сопротивлении царапанию.
[0045] Кроме того, с точки зрения защиты орнаментального слоя и гарантирования превосходного сопротивления царапанию толщина слоя смолы предпочтительно больше, чем толщина основного листа.
[0046] Кроме того, для того чтобы улучшить клейкость между слоем смолы и другими слоями декоративного листа по настоящему изобретению, может быть осуществлена физическая или химическая обработка поверхности, такая как метод окисления или способ штамповки неровности, на одной или обеих поверхностях слоя смолы. Предпочтительные примеры физических или химических обработок включают в себя описанные методы, которые следует использовать для обработки поверхности основного листа.
[0047] Защищающий поверхность слой
Декоративный лист по настоящему изобретению обеспечивают защищающим поверхность слоем для придания характеристик поверхности, включающих в себя сопротивление царапанию, абразивную стойкость, устойчивость к химическому воздействию и тому подобное. Защищающий поверхность слой обеспечивается непосредственно на орнаментированном слое или посредством другого слоя, например слоя смолы, описанного выше. Защищающий поверхность слой предпочтительно состоит из слоя, полученного путем нанесения композиции смолы, содержащей отверждаемую смолу, и отверждения композиции. С этим защищающим поверхность слоем, сформированным путем отверждения отверждаемой смолы, возможно улучшать характеристики поверхности декоративного листа.
[0048] Предпочтительные примеры отверждаемых смол, использованных для формирования защищающего поверхность слоя, включают в себя термопластичные смолы, такие как двухкомпонентная отверждаемая смола, а также отверждаемая ионизирующим излучением смола. Отверждаемая смола может быть гибридной смолой, включающей в себя множество различных типов смолы. В этом случае, например, отверждаемая ионизирующим излучением смола и термопластичная смола могут использоваться вместе.
[0049] Из них, с точки зрения увеличения плотности поперечных связей смолы, составляющей защищающий поверхность слой, и увеличения сопротивления царапанию или абразивной стойкости поверхности слоя, предпочтительны отверждаемые ионизирующим излучением смолы. Отверждаемые в пучке электронов смолы более предпочтительны из-за того, что они могут наноситься без использования растворителя и могут легче обрабатываться.
[0050] Отверждаемая ионизирующим излучением смола
Отверждаемая ионизирующей радиацией смола относится к смоле, которая имеет поперечные связи или отверждается, когда она подвергается типу электромагнитных волн или излучения заряженных частиц, имеющих квант энергии, который делает возможным образование поперечных связей или полимеризацию молекул, такому как ультрафиолетовые лучи или поток электронов. Точнее говоря, пригодная, отверждаемая ионизирующим излучением смола может быть выбрана из обычных отверждаемых ионизирующим излучением смол, включающих в себя полимеризующиеся мономеры, полимеризующиеся олигомеры и преполимеры.
[0051] Типичные предпочтительные примеры включают в себя как полимеризующиеся мономеры мономеры на основе метакрилата, имеющие радикальную полимеризующуюся ненасыщенную группу в молекуле. Среди них более предпочтительны многофункциональные метакрилаты. В настоящем описании термин "метакрилат" означает "акрилат или метакрилат". Это применяется также к другим подобным терминам. Любые метакрилаты, имеющие две или более этилен-ненасыщенных связи в молекуле, могут использоваться как многофункциональный метакрилат. Число этиленненасыщенных связей особенно не ограничивается. Эти многофункциональные метакрилаты могут использоваться по отдельности или в комбинации из двух или более.
[0052] Примеры полимеризующихся олигомеров включают в себя олигомеры, имеющие радикальную полимеризующуюся ненасыщенную группу в молекуле, такие как олигомеры на основе эпоксиметакрилата, олигомеры на основе уретанметакрилата, олигомеров на основе сложного полиэфирного метакрилата, олигомеров на основе простого полиэфирного метакрилата.
[0053] Кроме того, другие примеры полимеризующихся олигомеров включают в себя высокогидрофобные олигомеры на основе полибутадиенметакрилата, в которых метакрилатная группа присоединена к боковой цепи полибутадиенового олигомера; кремнийорганические олигомеры на основе метакрилата, имеющие полисилоксановую связь в основной цепи; аминопластовые олигомеры на основе метакрилата, полученные путем модифицирования аминопласта, имеющего много реакционно-способных групп в маленькой молекуле; и олигомеры, имеющие катионную полимеризующуюся функциональную группу в молекуле, такие как новолачного типа эпоксидные смолы, бисфенольного типа эпоксидные смолы, алифатические простые виниловые эфиры или ароматические простые виниловые эфиры.
[0054] В настоящем изобретении монофункциональный метакрилат может соответствующим образом использоваться вместе с многофункциональным метакрилатом или тому подобным, для того чтобы снизить вязкость, поскольку цель настоящего изобретения не искажается. Монофункциональный метакрилат может использоваться отдельно или в комбинации из двух или более типов.
[0055] Толщина защищающего поверхность слоя составляет предпочтительно примерно от 2 μм до 20 μм и более предпочтительно примерно от 2 μм до 10 μм, с точки зрения гарантирования характеристик поверхности, включающих в себя превосходное сопротивление царапанию и ее устойчивость, а также абразивную стойкость, устойчивость к химическому воздействию и тому подобное.
[0056] Композиция смолы, составляющая защищающий поверхность слой, может содержать различные добавки помимо тех, которые упомянуты выше, поскольку эксплуатационные показатели не нарушаются. Примеры добавок включают в себя ингибиторы полимеризации, образующие поперечные связи вещества (сшиватели), антистатики, улучшающие клейкость добавки, антиоксиданты, выравнивающие добавки, придающие тиксотропность добавки, связующие агенты, пластификаторы, противопенные добавки наполнители, а также растворители.
[0057] Углубления
Защищающий поверхность слой имеет углубления. С углублениями декоративный лист по настоящему изобретению имеет, в частности, превосходную текстуру (на ощупь). Углубления присутствуют по меньшей мере в защищающем поверхность слое. Как показано на фиг.1, углубления включают в себя те, которые сформированы внутри защищающего поверхность слоя, а также те, которые сформированы в основном листе. С точки зрения получения превосходной текстуры (на ощупь), предпочтительно обеспечивать не только углубления, сформированные внутри защищающего поверхность слоя, но и комбинацию углублений, сформированных внутри защищающего поверхность слоя с теми, которые сформированы в слое смолы, теми, которые сформированы в орнаментальном слое, или теми, которые сформированы в основном листе.
[0058] Максимальная глубина каждого углубления должна быть не менее чем 15 μм, а также должна быть 15-100 % относительно суммарной толщины декоративного листа. С такой максимальной глубиной возможно предотвращать разлом декоративного листа в процессе тиснения, а также предотвращать случай, когда обработанные углубления сплющиваются. В результате, может быть гарантирована превосходная текстура (на ощупь), тем самым гарантируя превосходную конструктивную осуществимость. С этой точки зрения максимальная глубина составляет предпочтительно 15-80%, более предпочтительно 25-80%. Кроме того, нижний предел максимальной глубины составляет предпочтительно не менее чем 20 μм и более предпочтительно не менее чем 30 μм. Когда максимальная глубина углублений составляет 100% относительно общей толщины декоративного листа, то выступы появляются в задней поверхности декоративного листа.
[0059] Максимальную глубину углублений измеряли следующим образом. Для тридцати произвольно выбранных углублений высоту от самой низкой точки каждого углубления до поверхности защищающего поверхность слоя измеряли, используя устройство измерения формы неровности (шероховатости) поверхности при следующих условиях: величина отсечки 2,50 мм, фильтр отсечки: 2 RC, способ корректировки наклона: линейный. Наибольшую глубину определяли как максимальную глубину.
[0060] Способ формирования углублений в защищающем поверхность слое особенно не ограничивается. Например, принимая во внимание удобство работы, предпочтительно тиснение. Тиснение может выполняться обычным способом с использованием ротационного устройства для тиснения или известного типа с листовой подачей.
[0061] Клеевой слой
Декоративный лист по настоящему изобретению при необходимости может иметь клеевой слой. В частности, когда декоративный лист по настоящему изобретению имеет слой смолы, то является эффективным обеспечивать клеевой слой для улучшения клейкости между слоем смолы и орнаментальным слоем. Клейкое вещество, обычно использующееся для декоративного листа, может применяться для формирования клеевого слоя. Толщина клеевого слоя составляет предпочтительно примерно от 0,1 до 50 μм и более предпочтительно 1-30 μм с точки зрения гарантирования достаточной клейкости.
[0062] Клеящее вещество особенно не ограничивается, и примеры включают в себя клеящие вещества на основе полиуретана, акриловые клеящие вещества, клеящие вещества на эпоксидной основе, а также клей на основе каучука. Среди них клеящие вещества на основе полиуретана предпочтительны с учетом прочности клеевого соединения. Примеры клеящих веществ на основе полиуретана включают в себя двухкомпонентные отверждаемые клеящие вещества на основе уретановой смолы. Двухкомпонентное отверждаемое клеящее вещество на основе уретановой смолы получают путем использования двухкомпонентной отверждаемой уретановой смолы, включающей в себя гидроксисоединение, такое как простой полиэфир полиола, сложный полиэфир полиола или акриловый полиол, а также различные полиизоцианатные соединения, такие как толилендиизоцианат, гексаметилендиизоцианат.
[0063] Кроме того, смола на акрил-полиэфир-винилхлорид-винилацетатной основе и тому подобное может также использоваться как подходящие клеящие вещества, поскольку они легко проявляют клейкость при нагревании и сохраняют прочность клеевого соединения даже в применении при высоких температурах.
[0064] Клеевой слой может формироваться при помощи известного слойформирующего способа, такого как метод нанесения покрытия с использованием клеевых композиций, изготовленных из вышеприведенных смол.
[0065] Грунтовочный слой
При необходимости декоративный лист по настоящему изобретению может быть обеспечен грунтовочным слоем между двумя произвольно выбранными слоями, для того чтобы улучшить межслойную клейкость. В частности, является эффективным обеспечивать грунтовочный слой между защищающим поверхность слоем и другим слоем, например, когда обеспечен слой смолы между защищающим поверхность слоем и слоем смолы, с точки зрения гарантирования превосходного сопротивления царапанию для декоративного листа по настоящему изобретению.
[0066] Грунтовочный слой является прозрачным или полупрозрачным. Грунтовочный слой может формироваться, например, из связывающей смолы, подобной той, которая используется для орнаментального слоя, описанного выше. Толщина грунтовочного слоя составляет предпочтительно примерно от 0,5 до 20 μм, и более предпочтительно – в интервале 1-5 μм.
[0067] Способ получения декоративного листа
В качестве способа получения декоративного листа по настоящему изобретению ниже описан способ получения декоративного листа, имеющего основной лист, орнаментальный слой, слой смолы, а также защищающий поверхность слой, которые формируют в этом порядке; этот декоративный лист представляет собой один из предпочтительных вариантов осуществления декоративного листа по настоящему изобретению. Декоративный лист по настоящему изобретению получают, например, путем последовательного осуществления этапа (1) обеспечения орнаментального слоя на основном листе, этапа (2) обеспечения слоя смолы на орнаментальном слое и этапа (3) нанесения отверждаемой композиции смолы на слой смолы и отверждение композиции смолы, тем самым формируя защищающий поверхность слой в этом порядке.
[0068] Сначала этап (1) является этапом обеспечения орнаментального слоя на основном листе. Орнаментальный слой обеспечивают путем формирования желательного цветного слоя или рисунчатого слоя при помощи нанесения на основной лист чернил, которые будут использованы для орнаментального слоя. Нанесение чернил может осуществляться известными способами нанесения покрытий, такими как глубокая печать, нанесение покрытия с удалением излишков с помощью планки, нанесение покрытия валиком, покрытие, наносимое реверсивным валиком, нанесение покрытия с помощью валика (ракеля) с сечением в форме запятой или тому подобное. Нанесение чернил предпочтительно осуществляют глубокой печатью.
[0069] Кроме того, когда обработка поверхности осуществляется на основном листе, обработка может осуществляться перед нанесением чернил, использованных для орнаментированного слоя. Примером обработки поверхности является обеспечение грунтовочного слоя на передней поверхности или задней поверхности основного листа. Когда грунтовочный слой обеспечивается на передней поверхности основного листа, т.е. между основным листом и орнаментальным слоем, грунтовочный лист формируется перед нанесением чернил, используемых для орнаментального слоя. Когда грунтовочный слой обеспечивается как задний грунтовочный слой на задней поверхности основного листа, т.е. на стороне, противоположной стороне, на которой обеспечивается орнаментальный слой, грунтовочный слой может быть сформирован перед нанесением чернил, используемых для орнаментального слоя, или при нанесении чернил, используемых для орнаментального слоя. Грунтовочный слой может быть сформирован путем нанесения композиции смолы для формирования грунтовочного слоя, используя известный метод нанесения покрытия, например глубокую печать, нанесение покрытия с удалением излишков с помощью планки, нанесение покрытия валиком, нанесение покрытия реверсивным валиком, нанесение покрытия с помощью валика (ракеля) с сечением в форме запятой.
[0070] Этапом (2) является этап обеспечения слоя смолы на орнаментальном слое. Слой смолы может быть сформирован после того, как нанесено клеящее вещество на основной слой, на котором сформировали орнаментальный слой, путем использования композиции смолы для формирования слоя смолы. Точнее говоря, слой смолы может быть связан или соединен с помощью давления с орнаментальным слоем экструзионным наслоением, сухим наслоением, влажным наслоением, термическим наслоением или тому подобным.
[0071] Этапом (3) является этап нанесения отверждаемой композиции смолы и отверждения смолы, тем самым формирующим защищающий поверхность слой. Защищающий поверхность слой получают путем нанесения отверждаемой ионизирующим излучением композиции смолы, которая содержит отверждаемую ионизирующим излучением смолу, на слой смолы или на грунтовочный слой, сформированный при необходимости на слое смолы, и отверждения композиции.
[0072] Нанесение композиции для формирования защищающего поверхность слоя может осуществляться известным способом, таким как глубокая печать, нанесение покрытия с удалением излишков с помощью планки, нанесение покрытия валиком, нанесение покрытия реверсивным валиком, нанесение покрытия с помощью валика (ракеля) с сечением в форме запятой и тому подобное, способом таким, что толщина после отверждения композиции становится обычно примерно от 1 до 20 μм. Среди этих методов предпочтительно нанесение способом глубокой печати.
[0073] Когда используют отверждаемую ионизирующим излучением композицию смолы для формирования защищающего поверхность слоя, неотвердевший слой смолы, сформированный путем нанесения композиции смолы, облучают ионизирующим радиальным лучом, таким как электронный пучок или ультрафиолетовый луч; в результате слой смолы подвергается сшиванию и отверждению, тем самым образуя защищающий поверхность слой. Когда электронный пучок применяют как ионизирующий радиальный пучок, его ускоряющее напряжение может быть надлежащим образом выбрано в соответствии с применяемой смолой или толщиной слоя. Обычно является предпочтительным отверждение неотвержденного слоя смолы при ускоряющем напряжении примерно от 70 до 300 кВ.
[0074] Величина облучения обычно устанавливается до величины, при которой плотность сшивания отверждаемой ионизирующим излучением смолы достигает предельного значения. Величина облучения составляет обычно 5-300 кГр (0,5-30 Мрад), и предпочтительно - 10-50 кГр (1-5 Мрад).
[0075] Нет особенного ограничения в отношении источников электронного пучка, и могут использоваться различные типы ускорителей электронного пучка, такие как ускорители Кокрофта-Уолтона, ускоритель Ван-де-Граафа, ускорители типа резонансного трансформатора, ускорители типа трансформатора с изолированной магнитной системой, линейные ускорители, ускорители Dynamitron или ускорители высокочастотного типа.
[0076] Когда используются ультрафиолетовые лучи для ионизирующего облучения, то используется ультрафиолетовое излучение, имеющее длину волны от 190 до 380 нм. Полезные примеры источников ультрафиолетового излучения включают в себя, но не ограничиваются, ртутные лампы высокого давления, ртутные лампы низкого давления, металлогалогенидные лампы, а также дуговые угольные лампы.
[0077] Кромее того, когда термопластичная композиция смолы используется для формирования защищающего поверхность слоя, то осуществляют термообработку термопластичной композиции смолы для отверждения композиции смолы, тем самым формируя защищающий поверхность слой.
[0078] Декоративный лист по настоящему изобретению делает возможным удовлетворять требование по уменьшенной толщине, а также гарантировать превосходную обрабатываемость формованием и конструктивную осуществимость, включая внешний вид (включая окончательное состояние) и текстуру (на ощупь). Кроме того, поскольку декоративный лист по настоящему изобретению гарантирует, в частности, превосходные тепловые характеристики и механические характеристики (прочность), декоративный лист по настоящему изобретению не будет отсоединяться от элемента, а также не разрушится, не растрескается или не сморщится даже на этапе обработки в жестких условиях, таких как условия вакуума или нагревания, используемых в получении слоистого материала, обвертывание, вакуумное формование или тому подобное. С такими характеристиками декоративный лист по настоящему изобретению имеет превосходную обрабатываемость формованием и в результате гарантирует превосходную конструктивную осуществимость, когда декоративный лист приклеен к элементу. Поэтому декоративный лист по настоящему изобретению используется соответствующим образом для получения слоистого материала, обвертывания, вакуумного формования.
[0079] Декоративный элемент
Декоративный элемент по настоящему изобретению получают путем приклеивания вышеупомянутого декоративного листа по настоящему изобретению к элементу (склеиваемый материал) путем получения слоистого материала, обвертывания, вакуумного формования или тому подобным и при необходимости, обрабатывая, получающийся слоистый материал. Склеиваемый материал приклеивают к стороне декоративного листа посредством клеевого слоя.
[0080] Примеры склеиваемых материалов включают в себя плоскую доску, изогнутую доску, а также тому подобные доски из различных материалов, трехмерные изделия и тонкие листы (или пленки). Примеры листовых материалов включают в себя деревянные одиночные пластины, деревянную многослойную фанеру, а также древесноволокнистые материалы, такие как древесностружечные или MDF (medium density fiber board materials – среднеплотные древесноволокнистые материалы); листовые материалы из железа, алюминия и тому подобного; листовые материалы из стекла или керамики, а именно: гончарные изделия; нецементные керамические материалы, такие как гипс, негончарные керамические листовые материалы, такие как ALC (autoclaved lightweight aerated concrete-легкий бетон автоклавного твердения) листовые материалы; и листовые материалы из акриловой смолы, полиэфирной смолы, полистироловой смолы или полиолефиновой смолы, такие как полипропропилен, смола ABS (acrylonitrile-butadiene-styrene copolymer – акрилонитрилбутадиенстирольные сополимеры), фенольная смола, винилхлоридная смола, смола на основе целлюлозы или каучук. Примеры материалов трехмерных изделий или тонких листов включают в себя деревянные листовые материалы, подобные тем, которые перечислены выше, металлические материалы, подобные тем, которые перечислены выше, керамические материалы, подобные тем, которые упомянуты выше, а также каучуковые материалы, подобные тем, которые перечислены выше.
[0081] Клеящее вещество, которое следует использовать для клеевого слоя для приклеивания декоративного листа к склеиваемому материалу, особенно не ограничивается, и могут использоваться известные клеящие вещества. Например, предпочтительно могут быть использованы термопластичные клеящие вещества и клеящие под давлением вещества. В качестве смолы, которую следует использовать для клеящего вещества, составляющего клеевой слой, применяется, например по меньшей мере один член, выбранный из группы, состоящий из акриловых смол, смол на основе полиуретана, смол на основе винилхлорида, смол на основе винилацета, винилхлорид-винилацетатный сополимер, стирол-акриловый полимер, смолы на основе сложного полиэфира и смолы на основе полиамида. Также возможно применять двухкомпонентное отверждаемое клеящее вещество, содержащее изоцианат в качестве отвердителя или клеящее вещество на основе сложного полиэфира.
[0082] Клеевой слой может содержать влияющую на вязкость добавку. Пригодную влияющую на вязкость добавку выбирают из акриловых влияющих на вязкость добавок, влияющих на вязкость добавок на основе уретана, влияющих на вязкость добавок на силиконовой основе, влияющих на вязкость добавок на основе каучука.
[0083] Клеевой слой может быть сформирован путем нанесения вышеупомянутой смолы в подходящей форме, такой как в виде раствора или в виде эмульсии, при помощи глубокой печати, трафаретной печати, нанесения обратного изображения, используя фотогравировальную пластину, или тому подобное, а затем высушивая смолу.
[0084] Толщина клеевого слоя особенно не ограничивается, но предпочтительно составляет примерно от 1 до 100 μм. С такой толщиной клеевой слой гарантирует превосходную клейкость.
[0085] Кроме того, примеры способа для приклеивания декоративного листа к склеиваемому материалу включают в себя способ наслаивания, в котором декоративный лист наслаивают на панелеобразный склеиваемый материал посредством клеящего вещества путем приложения давления, используя прижимной ролик; обвертывание, в котором декоративные листы последовательно снабжаются промежуточным клеящим веществом и последовательно присоединяются под давлением к многим сторонам склеиваемого материала, используя множество различно ориентированных валиков, тем самым формируя слоистый материал; и формование в вакууме, в котором декоративный лист, прикрепленный к неподвижной раме, нагревают посредством листа из силиконовой резины, используя нагреватель до заданной температуры, при которой декоративный лист размягчается, и вакуумный фасонный штамп вдавливают в нагретый и размягченный декоративный лист при всасывании воздуха из вакуумного фасонного штампа вакуумным насосом или тому подобным, тем самым плотно закрепляя декоративный лист в вакуумном фасонном штампе.
[0086] Когда клей-расплав (термопластичное клеящее вещество) применяют для наслоения или обвертывания, температура нагрева меняется в зависимости от типа смолы, составляющей клеящего вещества; однако температура нагрева составляет обычно примерно от 160 до 200°C. Для реагирующего клея-расплава температура нагрева составляет примерно от 100 до 130°C. Кроме того, поскольку вакуумное формование обычно осуществляется при нагревании, то температура нагрева составляет обычно примерно от 80 до 130°C и предпочтительно примерно 90-120°C.
[0087] Полученный таким образом декоративный лист может быть разрезан на произвольные части и может быть обеспечен произвольной декоративной отделкой, такой как прорезание канавок и снятие фасок, на поверхности или оконечной части торца, используя режущий инструмент, такой как фасонная фреза или нож. Декоративный элемент может использоваться для различных целей, например архитектурного интерьерного и экстерьерного элемента, такого как стена, потолочное покрытие или пол; архитектурных фасонных деталей, таких как оконная рама, дверь, перила, плинтус, карниз или декоративная накладка; декоративного поверхностного листового материала, используемого в шкафах для кухни, фурнитуре, осветительных электрических устройствах, оборудовании для офисной автоматизации или тому подобном или внутренней части, или наружной стороны автомобиля.
ПРИМЕРЫ
[0088] Настоящее изобретение ниже подробно объясняется со ссылкой на примеры. Однако настоящее изобретение не ограничено этими примерами.
[0089] Метод оценки
(1) Пригодность обработки (свойство обвертывания)
Состояния декоративных элементов, полученных в примерах и в сравнительных примерах, исследовали визуальным осмотром и оценивали на основании следующих критериев.
A: Не наблюдалось изменения во внешнем виде.
B: Наблюдалось незначительное разъединение между склеиваемым материалом и декоративным листом.
C: Наблюдался отскок, т.е. удаление декоративного листа от склеиваемого материала, или неудачное обвертывание (прилипание).
[0090] (2) Пригодность обработки (обрабатываемость резанием)
Декоративные элементы, полученные в примерах и сравнительных примерах, резали при помощи фасонной фрезы, а состояния обработанных поверхностей после резания исследовали визуальным осмотром и оценивали на основе следующих критериев.
A: Наблюдалось маленькое изменение во внешнем виде.
B: Наблюдалось незначительные выступание, придавливание, трещина или тому подобное, но на приемлемом уровне для практического использования.
C: Наблюдалось значительные выступание, придавливание, трещина или тому подобное
[0091] (3) Конструктивная осуществимость
Внешние виды (углубления) декоративных элементов, полученные в примерах и сравнительных примерах, исследовали визуальным осмотром, а также оценивали на основе следующих критериев.
A: Углубления сохранялись и текстура (на ощупь) была превосходной; таким образом конструктивная осуществимость была превосходной.
B: Хотя некоторые углубления были слегка неглубокими, текстура (на ощупь) была ощутимой; таким образом, конструктивная осуществимость была на приемлемом уровне для практического использования.
B-: Хотя некоторые углубления были слегка неглубокими, текстура (на ощупь) сохранялась; таким образом, конструктивная осуществимость была на приемлемом уровне для практического использования.
C: Углубления были совершенно неглубокими или утеряны; таким образом, текстура (на ощупь) была утеряна.
[0092] (4) Сопротивление царапанию
Твердость по карандашной шкале для каждого декоративного элемента, полученного в примерах и сравнительных примерах, измеряли согласно JIS K5600-5-4, используя прибор (PSH540-40IP (Model No.), Toyo Seiki Seisaku-sho) для испытания на твердость царапанием карандашом слоя покрытия, а также карандаш (Mitsubishi Pencil Co., Ltd.) для оценочного испытания на твердость царапанием. Измеренную твердость оценивали на основе следующих критериев.
A: Разрушение декоративного листа, наступившее при твердости карандаша HB или более.
B: Разрушение декоративного листа, наступившее при твердости карандаша 3B-B.
C: Разрушение декоративного листа, наступившее при твердости карандаша 4B или менее.
[0093] Пример 1
Печатную краску, содержащую двухкомпонентную отверждаемую акрилоуретановую смолу в качестве связывающего вещества, наносили на одну поверхность основного листа, который представлял собой лист полипропиленовой смолы (толщина: 50 μм), обработанный двусторонним коронным разрядом, глубокой печатью, тем самым обеспечив орнаментальный слой (толщина: 2 μм), имеющий узор древесной структуры. Двухкомпонентную смешанную уретаннитроцеллюлозную композицию смолы наносили на другую сторону основного листа, тем самым формируя задний грунтовочный слой (толщина: 2 μм). Прозрачное, на основе полиуретановой смолы клеящее вещество наносили на орнаментальный слой для образования клеевого слоя (толщина после сушки: 3 μм). Затем слой смолы (толщина: 19 μм) формировали термоэкструзией из расплава прозрачной полипропиленовой смолы, используя Т-образную экструзионную головку таким образом, чтобы декоративный лист имел общую толщину (80 μм), показанную в таблице 1.
[0094] Затем, после того как применили обработку коронным разрядом к поверхности слоя смолы, двухкомпонентную отверждаемую композицию акрилоуретановой смолы наносили глубокой печатью для образования грунтовочного слоя (толщина после сушки: 1 μм); кроме того, прозрачную, отверждаемую электронным пучком композицию смолы (отверждаемая электронным пучком смола: трехфункциональный уретановый акрилат) наносили (содержание твердых веществ: 3 г/м2) способом нанесения покрытия валиком, и композицию сушили для формирования неотвержденного слоя смолы. Неотвержденный слой смолы затем отверждали при помощи облучения электронным пучком (приложение напряжения: 125 КэВ, 5 мрад) при концентрации кислорода 200 миллионных частей, таким образом получая защищающий поверхность слой (толщина: 3 μм). После этого осуществляли тиснение относительно стороны листа с защищающим поверхность слоем, тем самым формируя несимметричный узор сосуда ксилеммы древесины, имеющего углубления с максимальной глубиной 50 μм. Декоративный лист из примера 1 получали таким образом.
[0095] На заднюю сторону грунтовочного слоя полученного декоративного листа наносили термопластичное клеящее вещество на основе полиуретана (клей-расплав), "PUR704 (Model No.)" Kleiberit, Japan) для формирования клеевого слоя (толщина: 20 μм). Перед тем как отверждали клеящее вещество, декоративный лист деформировали согласно форме винилхлоридного склеиваемого материала, имеющего L-образное поперечное сечение, тем самым соединяя склеиваемый материал и декоративный лист вместе для получения декоративного элемента. Для полученного декоративного элемента проводили вышеприведенные оценки. Таблица 1 показывает результаты.
[0096] Примеры 2-10
Декоративные листы из примеров 2-10, а также декоративные элементы, имеющие эти листы, получали способом, подобным способу из примера 1, за исключением того, что толщину слоя смолы изменяли, так чтобы декоративный лист имел общую толщину, указанную в таблице 1, и/или материал основного листа изменяли, так чтобы декоративный лист имел отношение модуля упругости при растяжении или отношение максимальной нагрузки в определенной точке, указанные в таблице 1. Для полученных декоративных листов проводили вышеприведенные оценки. Таблица 1 показывает результаты.
[0097] Пример 11
Декоративный лист из примера 1, а также декоративный элемент, имеющий декоративный лист, получали способом, подобным способу из примера 1, за исключением того, что лист, изготовленный из полиэтилентерефталатной смолы, использовали как основной лист (толщина: 70 μм), и клеевой слой и слой смолы не были обеспечены. Для полученных декоративных элементов проводили вышеприведенные оценки. Таблица 1 показывает результаты.
[0098] Сравнительные примеры 1-6
Декоративные листы сравнительных примеров 1-6, а также декоративные элементы, имеющие декоративные листы, получали способом, подобным способу из примера 1, за исключением того, что толщину слоя смолы изменяли, так чтобы декоративный лист имел общую толщину, указанную в таблице 1, и/или материал основного листа изменяли, так чтобы декоративный лист имел отношение модуля упругости при растяжении или отношение максимальной нагрузки в определенной точке, указанные в таблице 1. Для полученных декоративных элементов проводили вышеприведенные оценки. Таблица 1 показывает результаты.
[0099] Сравнительный пример 7
Декоративный лист из сравнительного примера 7, а также декоративный элемент, имеющий декоративный лист, получали способом, подобным способу из примера 11, за исключением того, что полиэтилентерефталатную смолу, составляющую основной лист, заменяли, так чтобы декоративный лист имел отношение максимальной нагрузки в определенной точке, указанное в таблице 1. Для полученного декоративного элемента проводили вышеприведенные оценки. Таблица 1 показывает результаты.
[0100] Таблица 1
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0101] Декоративный лист по настоящему изобретению удовлетворяет требованию по уменьшенной толщине, а также гарантирует превосходную обрабатываемость формованием и конструктивную осуществимость, включающие в себя внешний вид (включая окончательное состояние) и текстуру (на ощупь). Поскольку декоративный лист по настоящему изобретению гарантирует, в частности, превосходные тепловые характеристики и механические характеристики (прочность), декоративный лист по настоящему изобретению гарантирует превосходную обрабатываемость формованием даже на этапе обработки в жестких условиях, таких как условия вакуума или нагрева, как в получении слоистого материала, обвертывании, вакуумном формовании или тому подобном. Таким образом, декоративный лист по настоящему изобретению гарантирует превосходную конструктивную осуществимость, когда декоративный лист приклеивают к элементу. С такими характеристиками декоративный лист по настоящему изобретению может применяться для различных целей. Например, архитектурный интерьерный или экстерьерный элемент, такой как стена, потолок или пол; архитектурные фасонные детали, такие как оконная рама, дверь, перила, плинтус, карниз или декоративная накладка; декоративный поверхностный слоистый материал, который следует использовать для шкафов для кухни, фурнитуры, осветительных электрических устройств, оборудования для офисной автоматизации или тому подобного; или внутренней части, наружной стороны и тому подобного для автомобилей.
Ссылочные позиции
[0102]
1. Декоративный лист
2. Основной лист
3. Орнаментальный слой
4. Слой смолы
5. Связывающий слой
6. Защищающий поверхность слой
7. Углубление
Изобретение относится к декоративно-облицовочным материалам и касается декоративного листа и декоративного элемента, в котором он применяется. Лист включает основной лист, сформированный из полиэфирной смолы или полиолефиновой смолы; орнаментальный слой и защищающий поверхность слой. Декоративный лист имеет общую толщину 70-135 μм, защищающий поверхность слой имеет углубления, причем максимальная глубина каждого углубления составляет 15-100% исходя из общей толщины и не меньше чем 15 μм, при этом отношение модуля упругости при растяжении при 120°C к модулю упругости при растяжении при 20°C составляет 1:12-1:160, и отношение максимальной нагрузки в определенной точке при 120°C к максимальной нагрузке в определенной точке при 20°C с удлинением в 30 мм составляет 1:1,7-1:30. Изобретение обеспечивает создание декоративного листа, который позволяет удовлетворять требование по уменьшенной толщине, а также гарантирует превосходную обрабатываемость и конструктивную осуществимость, включая внешний вид и текстуру на ощупь. 2 н. и 6 з.п. ф-лы, 1 ил., 1 табл.
1. Декоративный лист, включающий в себя основной лист, сформированный из полиэфирной смолы или полиолефиновой смолы; а также орнаментальный слой и защищающий поверхность слой, обеспеченные на основном листе в этом порядке;
при этом декоративный лист имеет общую толщину 70-135 μм, и по меньшей мере защищающий поверхность слой имеет углубления, причем максимальная глубина каждого углубления составляет 15-100% исходя из общей толщины и не менее чем 15 μм, при этом отношение модуля упругости при растяжении при 120°C к модулю упругости при растяжении при 20°C составляет 1:12-1:160 и отношение при 120°C максимальной нагрузки, приложенной в определенной точке, к максимальной нагрузке, приложенной в определенной точке, при 20°C с удлинением в 30 мм составляет 1:1,7-1:30.
2. Декоративный лист по п.1, при этом декоративный лист дополнительно включает в себя слой смолы между основным листом и защищающим поверхность слоем.
3. Декоративный лист по п.1 или 2, в котором основной лист сформирован из полиолефиновой смолы.
4. Декоративный лист по п.2 или 3, в котором слой смолы сформирован из полиолефиновой смолы.
5. Декоративный лист по любому из пп.1-4, в котором защищающий поверхность слой представляет собой отвержденную полимерную композицию, отверждаемую ионизирующим излучением.
6. Декоративный лист по любому из пп.1-5, при этом декоративный слой имеет основной лист, орнаментальный слой, слой смолы и защищающий поверхность слой, в этом порядке; причем слой смолы и защищающий поверхность слой являются прозрачными.
7. Декоративный лист по любому из пп.1-6, при этом декоративный слой используется для получения слоистого материала и обвертывания.
8. Декоративный элемент, в котором поверхность на стороне основного листа декоративного листа по любому из пп.1-7 приклеена к склеиваемому материалу посредством клеевого слоя.
| JP 2006123536 A, 18.05.2006 | |||
| JP 2004017617 A, 22.01.2004 | |||
| JP 2010071004 A, 02.04.2010 | |||
| JP 2000326451 A, 28.11.2000 | |||
| ЛИСТ С ОРНАМЕНТОМ ДЛЯ ПРИМЕНЕНИЯ ПРИ ПРОИЗВОДСТВЕ ДЕКОРАТИВНОГО СЛОИСТОГО МАТЕРИАЛА, ДЕКОРАТИВНЫЙ СЛОИСТЫЙ МАТЕРИАЛ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2100210C1 |

