сл о to
Nd
а ;о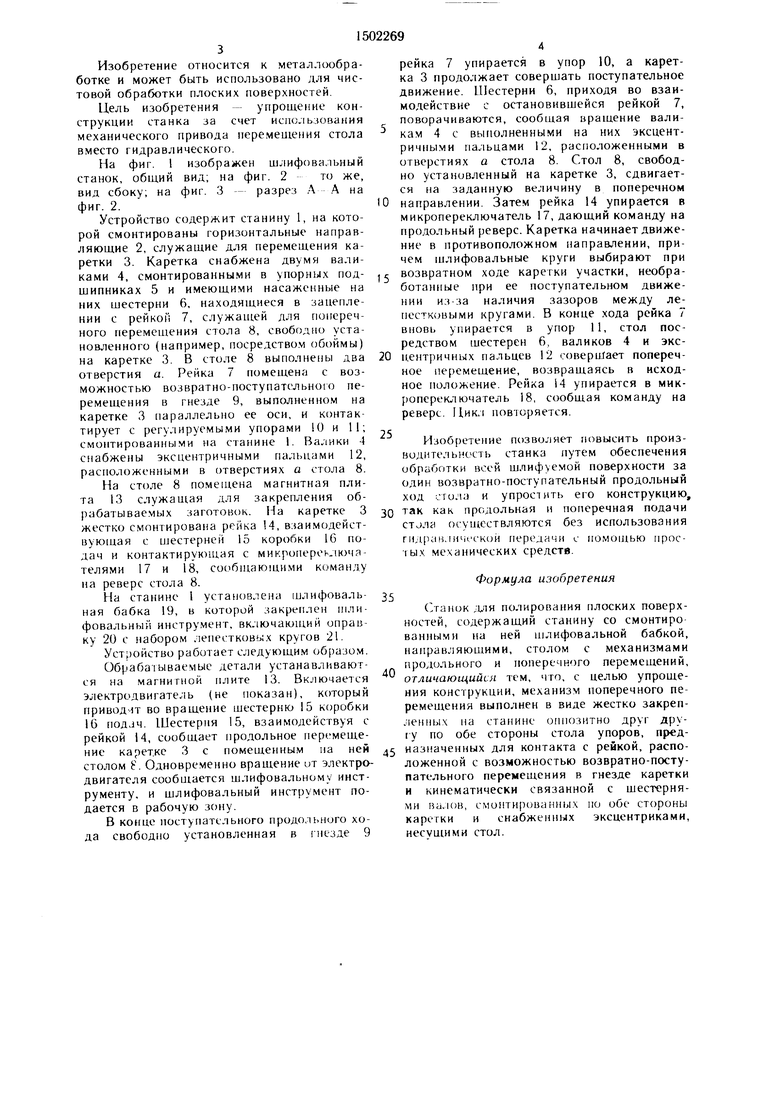
| название | год | авторы | номер документа |
|---|---|---|---|
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО | 1968 |
|
SU231330A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| Способ шлифования конических колес со спиральными зубцами | 1937 |
|
SU54158A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| Устройство для заточки свеклорежущих ножей | 1976 |
|
SU648386A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Устройство для шлифования деталей с радиусной поверхностью | 1986 |
|
SU1346401A1 |
| Устройство для поперечного перемещения абразивной ленты | 1985 |
|
SU1296378A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
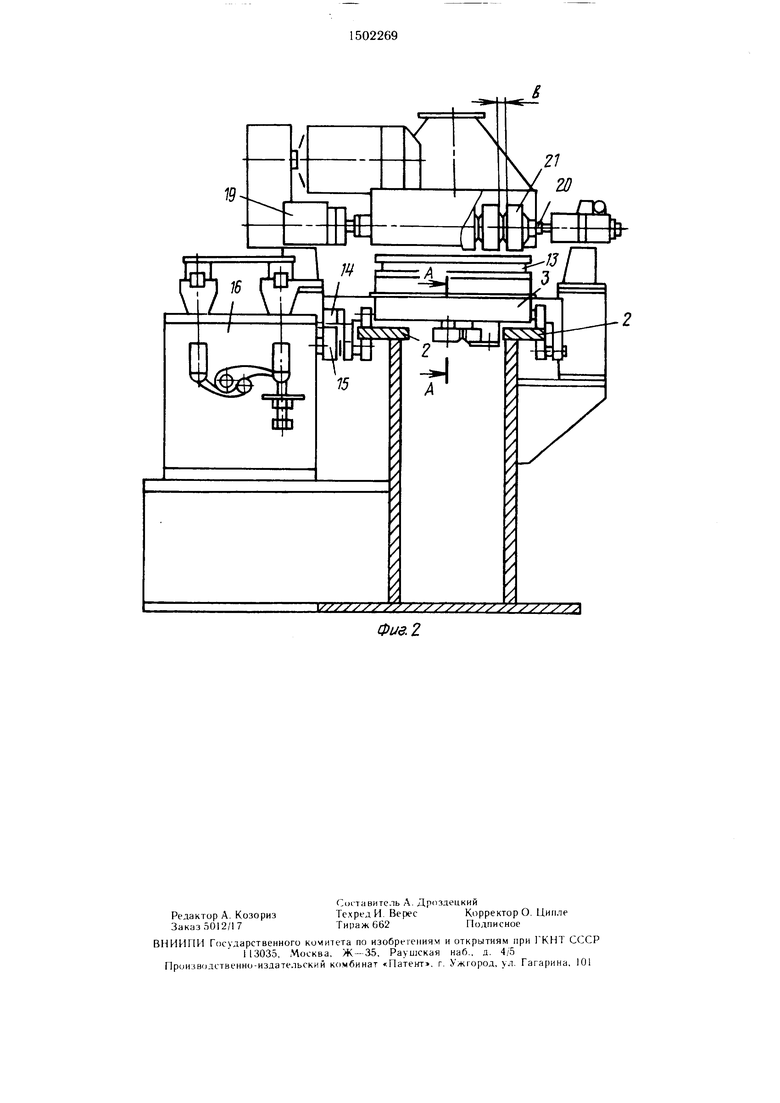
Изобретение относится к металлообработке и может быть использовано для чистовой обработки плоских поверхностей. Цель изобретения - упрощение конструкции за счет использования механического привода вместо гидравлического. Станок содержит станину, на которой смонтированы направляющие. На станине посредством каретки 3 установлен стол 8. На каретке 3 выполнено гнездо 9, в котором установлена с возможностью возвратно-поступательного перемещения и контактирования с регулируемыми упорами рейка 7, служащая для поперечного перемещения стола. Рейка 7 взаимодействует через шестерни 6 с валиками 4, смонтированными на каретке 3 и снабженными эксцентричными пальцами 12. Эксцентричные пальцы 12 помещены в отверстиях "а" стола 8. За один возвратно-поступательный продольный ход стол совершает маятниковое перемещение в поперечном направлении, обеспечивая обработку всей полируемой поверхности шлифовальным инструментом, выполненным наборным из лепестковых кругов 21. 3 ил.
физ.З
Изобретение относится к металлообработке и может быть использовано для чистовой обработки плоских поверхностей.
Цель изобретения - упрощение конструкции станка за счет испс.1ьзования механического привода перемещения стола вместо гидравлического.
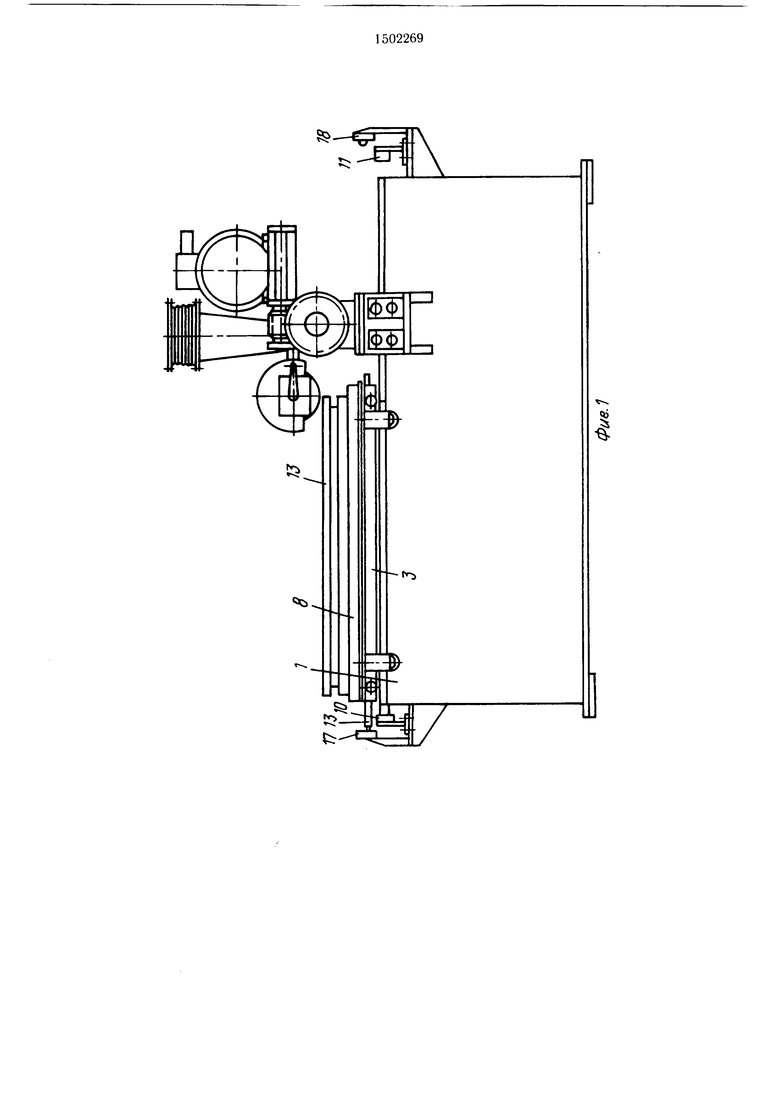
На фиг. 1 изображен шлифовальный станок, общий вид; на фиг. 2то же,
вид сбоку; на фиг. 3 - разрез Л А на фиг. 2.
Устройство содержит станину 1, на которой смонтированы горизонтальные направляющие 2, служащие для перемещения каретки 3. Каретка снабжена двумя валиками 4, смонтированными в упорных под- щипниках 5 и имеющими насаженные на них шестерни 6, находящиеся в зацеплении с рейкой 7, служащей для поперечного перемещения стола 8, свободно установленного (например, посредством обоймы) на каретке 3. В столе 8 выполнены два отверстия а. Рейка 7 помещена с возможностью возвратно-поступательного перемещения в гнезде 9, выполненном на каретке 3 параллельно ее оси, и контактирует с регулируемыми упорами 10 и 11; смонтированными на станине 1. Валики 4 снабжены эксцентричными пальцами 12, расположенными в отверстиях а стола 8.
На столе 8 помещена магнитная плита 13 служащая для закрепления обрабатываемых заготовок. На каретке 3 жестко смонтирована рейка 14, взаимодейст- с щестерней 15 коробки 16 подач и контактирующая с микропереключателями 17 и 18, сообщающими команду на реверс стола 8.
На станине 1 установлена шлифовальная бабка 19, в которой закреплен шлифовальный инструмент, вк.чючающий оправку 20 с набором . lenecTKOBbJx кругов 21.
Устройство работает следующим образом.
Обрабатываемые детали устанавливаются на магнитной плите 13. Включается электродвигатель (не показан), который привод-1т во вращение щестерню 15 коробки 16 юдач. Шестерня 15, взаимодействуя с рейкой 14, сообщает продольное перемещение каретке 3 с помещенным на ней столом 8. Одновременно вращение DT электродвигателя сообщается шлифовальному инструменту, и щлифовальный инструмент подается в рабочую зону.
В конце поступательного продол1 ного хода свободно установленная в 1незде 9
02269
4
рейка 7 упирается в упор 10, а каретка 3 продолжает соверщать поступательное движение. Шестерни 6, приходя во взаимодействие с остановивщейся рейкой 7, поворачиваются, сообщая вращение вали- кам 4 с выполненными на них эксцентричными пальцами 12, расположенными в отверстиях а стола 8. Стол 8, свободно установленный на каретке 3, сдвигается на заданную величину в поперечном
10 направлении. Затем рейка 14 упирается в микропереключатель 17, дающий команду на продольный реверс. Каретка начинает движение в противоположном направлении, причем щлифовальные круги выбирают при
,5 возвратном ходе каретки участки, необработанные при ее поступательном движении из-за наличия зазоров между лепестковыми кругами. Б конце хода рейка 7 вновь упирается в упор 11, стол посредством щестерен 6, валиков 4 и экс20 п.ентричных пальцев 12 соверЩает поперечное перемещение, возвращаясь в исходное положение. Рейка 14 упирается в микропереключатель 18, сообщая команду на реверс. Цикл повторяется.
5
0
5
0
5
Изобретение позволяет повысить производительность станка путем обеспечения обработки всей щлифуемой поверхности за один возвратно-поступательный продольный ход сто. и упростить его конструкцию, так как продольная и поперечная подачи стола осуществляются без использования ),1ичоской передачи с помощью простых механических средств.
Формула изобретения
(уганок ;1ля полирования плоских поверхностей, содержащий станину со смонтиро ванными на ней ц лифовальной бабкой, направляющими, столом с механизмами продольного и поперечного перемещений, отличающийся тем, что, с целью упрощения конструкции, механизм поперечного перемещения выполнен в виде жестко закреплен па станине оппознтно друг дру- ly по обе стороны стола упоров, предназначенных для контакта с рейкой, расположенной с возможностью возвратно-поступательного перемещения в гнезде каретки и кинематически связанной с щестерня- ми риалов, смонтироваипьгх по обе стороны каретки и снабженных эксцентриками, несущими стол.
Фие.2
| Лоскутов В | |||
| В | |||
| Шлифовальные станки М., 1978, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
