Изобретение относится к инжекторному охлаждающему блоку для установки по меньшей мере одного инжектора в металлургических емкостях, в частности в электродуговых печах, с помощью которого в металлургическую емкость подаются такие среды, как газы и/или твердые вещества, причем посредством инжекторного охлаждающего блока, содержащего направляющие для охлаждающей среды, соответствующий инжектор под защитой окна установлен на стенке или в стенке металлургической емкости. Кроме того, изобретение относится к способу эксплуатации такого инжекторного охлаждающего блока.
В принципе инжекторный блок является конструктивным элементом, выполняемым обычно из меди, с расположенным внутри его каналом для охлаждающей воды. Благодаря водяному охлаждению и большой теплопроводности меди медный материал выдерживает температуру, препятствующую разрушению инжекторного блока во внутреннем пространстве электродуговой печи. Инжекторный блок имеет окно, через которое с помощью инжекционной системы в электродуговую печь могут вдуваться газы и/или твердые вещества. При этом инжекторный блок служит защите инжекционной системы от механической нагрузки со стороны шрота и сплавов, от теплового воздействия со стороны излучения горячего расплава металла, а также электрической дуги и от контакта с фазой расплавленного металла. Кроме того, водоохлаждаемый элемент в качестве специального стандартного узла элемента стенки печи закрывает внутреннее пространство печи снаружи.
В ранее известных решениях по инжекторным блокам или элементам речь в большинстве случаев идет о литых медных заготовках, в которые заливаются охлаждающие трубы диаметром около 70 мм, подключенные с заднего конца блока к подводу и отводу для воды, соответственно, к системе циркуляции воды. Благодаря большому диаметру залитых охлаждающих труб вода протекает по этим трубам с небольшой скоростью.
Это, в числе прочего, ведет к образованию отложений в охлаждающих трубах и тем самым к существенному уменьшению теплопроводности.
Ранее известные решения вследствие преждевременного разрушения под воздействием тепловых нагрузок в электродуговых печах имеют небольшой срок службы. Литые медные охлаждающие элементы из-за крупнозернистости имеют низкую однородность и прочность материала, и существует опасность, что во время отливки детали появятся усадочные раковины, ослабляющие структуру и несущие опасность неплотности детали. Сварные конструкции, изготавливаемые обычными способами сварки, из-за наличия множества сварных швов также содержат неоднородности, ослабляющие материал. Кроме того, эти сварные конструкции неэкономичны.
Относительно уровня техники в этой связи следует указать в качестве примеров на следующие публикации.
ЕР 1553192 А2 относится к устройству для установки по меньшей мере одного инжектора, посредством которого в плавильную печь, в частности в электродуговую печь, поступают такие среды, как кислород и/или углеродистые виды топлива. Соответствующий инжектор установлен под защитой зажимного приспособления на стенке или в стенке плавильной печи. При этом зажимное приспособление в отношении его установки в печи должно быть более вариабельным, а обслуживание детали, подверженной сильному износу, должно стать проще, для чего предусмотрено, чтобы зажимное приспособление было выполнено из нескольких частей - с нижним донным элементом, верхним крышечным элементом и с боковыми стенками, заменяемыми отдельно друг от друга.
WO 03/060169 А1 относится к способу пирометаллургической обработки металлов, расплавов металлов и/или шлаков в металлургическом агрегате, или в плавильном конверторе, в частности, для вдувания в электродуговую печь газов, насыщенных кислородом, с помощью инжекционного устройства, разгоняющего кислородосодержащие газы до сверхзвуковой скорости, и из которого эта струя, полностью защищенная обволакивающей ее газообразной оболочкой, используется для пирометаллургической обработки. При этом предусмотрено, чтобы газообразная оболочка была горячим газом, подаваемым в центральную высокоскоростную струю таким образом, чтобы относительная скорость и обмен импульсами между центральной высокоскоростной струей и струей горячего газа минимизировались (квазиизокинетическая подача). Кроме того, эта публикация касается инжекционного устройства для пирометаллургической обработки металлов, расплавов металлов и/или шлаков в металлургическом агрегате, или в плавильной емкости, в частности, для вдувания газов, насыщенных кислородом, и/или углеродистых веществ в электродуговую печь, причем инжекционное устройство разгоняет кислородосодержащие газы до сверхзвуковой скорости, и в которой время от времени к кислородосодержащим газам подмешиваются углеродистые вещества, предпочтительно частицы, и высокоскоростная струя из которой, защищенная окружающей ее газообразной оболочкой, используется для пирометаллургической обработки, в частности, для осуществления вышеописанного способа. При этом предусмотрена модульная структура отдельных узлов, состоящих из инжектора кислорода с внутренней стенкой и соплом Лаваля для ускорения насыщенных кислородом газов, окруженным штуцером для горячего газа, на выходном участке которого установлено сопло с кольцевым зазором или аналогичное конструктивное решение с сопоставимым воздействием на прохождение и ускорение горячего газа. С помощью этого инжекционного устройства и описанного способа должна стать возможной максимизация протяженности потока насыщенного кислородом газа, поступающего во внутреннее пространство металлургического агрегата, и глубины его проникновения в имеющийся слой шлака. При этом в значительной степени необходимо избежать недостатков ранее известных устройств для совместного использования кислорода и твердого вещества в различных режимах, а именно большого удельного расхода энергии, необходимости манипуляций и наличия нескольких отверстий в металлургическом агрегате, а также сложности структуры. С помощью описанного способа обволакивания центральной насыщенной кислородом струи газа горячим газом при возможно меньшей потере импульса для осуществления интенсивного перемешивания и перемещения, а также для улучшения подачи через сопла частиц твердых веществ, например носителей углерода, пыли или дополнительных компонентов, была достигнута максимизация протяженности и глубины проникновения газовой струи в слой шлака, расположенный поверх расплава металла.
Исходя из этого, в основу изобретения положена задача улучшения, или усовершенствования, известных способов и устройств при сохранении имеющихся преимуществ таким образом, чтобы устранить указанные недостатки, причем, в частности, по сравнению с ранее известными должны быть повышены срок службы и надежность деталей инжекторного охлаждающего блока для установки инжекционной системы, в частности, в электродуговой печи.
Задача в отношении инжекторного охлаждающего блока согласно изобретению решается за счет того, что толщина стенки инжекторного охлаждающего блока между его горячей стороной и основанием направляющей для охлаждающей среды выполнена изменяемой в зависимости от тепловой нагрузки на горячую сторону инжекторного охлаждающего блока.
Тепловая нагрузка больше всего на участках горячей стороны инжекторного охлаждающего блока, расположенных ближе всего к поверхности расплава или шлака. Поэтому согласно изобретению предусмотрено, чтобы охлаждающие каналы, дно которых ближе всего расположено к поверхности расплава, были выполнены с наименьшей толщиной стенки в направлении горячей стороны.
При этом в предпочтительном варианте выполнения направляющие для охлаждающей среды инжекторного охлаждающего блока для охлаждения, например водой, выполнены в виде охлаждающих отверстий и/или каналов, предпочтительно направляющие для охлаждающей среды инжекторного охлаждающего блока для охлаждения, например, водой выполнены в виде высверленных охлаждающих отверстий и/или выфрезерованных охлаждающих каналов. При этом с помощью выполненного таким образом инжекторного охлаждающего блока, в частности, заметно повышаются срок службы и эксплуатационная надежность по сравнению с ранее известными решениями, причем механически высверленные охлаждающие отверстия и/или выфрезерованные охлаждающие каналы имеют существенно меньший диаметр, или поперечное сечение отверстий, чем большие охлаждающие отверстия, полученные литьем. При этом эти охлаждающие отверстия и/или каналы предпочтительно имеют диаметр по меньшей мере 8 мм или малое поперечное сечение по меньшей мере 50 мм2. Поскольку охлаждающие каналы выфрезерованы, а охлаждающие отверстия высверлены, они по сравнению с отлитыми направляющими для охлаждающей среды имеют более гладкую поверхность и поэтому только незначительное гидравлическое сопротивление, так что скорость воды устанавливается высокой. Благодаря расположению нескольких охлаждающих отверстий или каналов рядом друг с другом получается охлаждение посредством оребрения, приводящее к увеличению нагрузочной водной поверхности, поскольку тепло отводится также и по боковым сторонам.
Согласно другому признаку настоящего изобретения предусмотрено, чтобы для выравнивания охлаждения вокруг окна инжекторного охлаждающего блока соответствующие охлаждающие отверстия и/или каналы для подачи воды были выполнены в направлении вокруг окна инжекторного охлаждающего блока.
В альтернативном варианте выполнения настоящего изобретения предусмотрено, чтобы для выравнивания охлаждения вокруг окна инжекторного охлаждающего блока соответствующие охлаждающие отверстия и/или каналы для подачи воды были выполнены в обоих направлениях вокруг окна инжекторного охлаждающего блока. В этом случае подвод и сток должны пересекаться и производиться в двух плоскостях.
Согласно другому признаку настоящего изобретения для изменения скорости и подачи воды рекомендуется устанавливать в охлаждающих отверстиях и/или каналах по меньшей мере один вытеснительный элемент и/или по меньшей мере одну направляющую пластину. При этом этот вытеснительный элемент и/или направляющая пластина могут состоять из металлов или же из термостойких пластмасс, как, например, в числе прочего, из политетрафторэтилена.
В одном из вариантов выполнения настоящего изобретения предусмотрено, чтобы инжекторный охлаждающий блок соединялся с охлаждающими отверстиями и/или каналами посредством промежуточного включения по меньшей мере одной распределительной камеры. В этом варианте выполнения может быть предусмотрено, что в распределительной камере для сохранения скорости литья установлены по меньшей мере один вытеснительный элемент и/или по меньшей мере одна направляющая пластина.
Согласно другому признаку настоящего изобретения предусмотрено, чтобы охлаждающие отверстия и/или каналы для предотвращения образования отложений были выполнены с внутренней облицовкой. Эта облицовка благодаря своей малой теплопроводности по сравнению с теплопроводным материалом частично обеспечивает также индивидуальное регулирование охлаждения устройства.
Согласно другому признаку настоящего изобретения рекомендуется, чтобы инжекторный охлаждающий блок состоял из горячекатаного и/или кованого материала с хорошей теплопроводностью, как, например, из меди или медного сплава. В результате из прокатанного или выкованного материала с хорошей теплопроводностью, каким, например, среди прочего, является медь, элементарно получают вещество с очень хорошей однородностью, хорошей теплопроводностью и большой прочностью. При этом для дальнейшего повышения прочности и твердости, предпочтительно, предусмотрено, чтобы инжекторный охлаждающий блок путем ковки и/или прокатки был дополнительно выполнен с наклепом.
Согласно последнему признаку настоящего изобретения в отношении инжекторного охлаждающего блока предусмотрено, чтобы инжекторный охлаждающий блок состоял из двух установленных под углом друг к другу пластин, выполненных из одного общего пластинчатого элемента, причем чтобы он с помощью гибочного приспособления мог изгибаться в соответствии с углом.
Кроме того, задача, положенная в основу изобретения, решается с помощью способа по пункту 10 формулы изобретения. В отношении вытекающих из этого преимуществ во избежание повторов следует указать на описанные преимущества инжекторного охлаждающего блока согласно изобретению.
В качестве прокатанного или выкованного материала с хорошей теплопроводностью, каким является, среди прочего, медь, используется, как упоминалось, материал с очень хорошей однородностью, хорошей теплопроводностью и большой прочностью, а благодаря описанной модели охлаждения и описанной технологии производства можно избежать слабых мест в зонах инжекторного блока, подверженных большой тепловой нагрузке. Охлаждение блока существенно улучшается и индивидуально подгоняется под температурные нагрузки варьированием диаметра отверстий или поперечного сечения охлаждающих каналов, направления потока и скорости воды, а также удалением дна отверстий и охлаждающих каналов от горячей стороны. Подача воды по охлаждаемой поверхности может выравниваться путем изменения направления. Поверхность, на которую подается вода, значительно увеличивается.
Другие преимущества и детали изобретения вытекают из зависимых пунктов формулы изобретения и последующего описания, в котором вариант выполнения изобретения, представленный на чертежах, поясняется более подробно. При этом существенными для изобретения наряду с вышеприведенными комбинациями признаков являются также отдельные признаки или другие комбинации из них.
При этом
фиг.1 изображает схематически вид сверху первого варианта выполнения инжекторного охлаждающего блока согласно изобретению, а
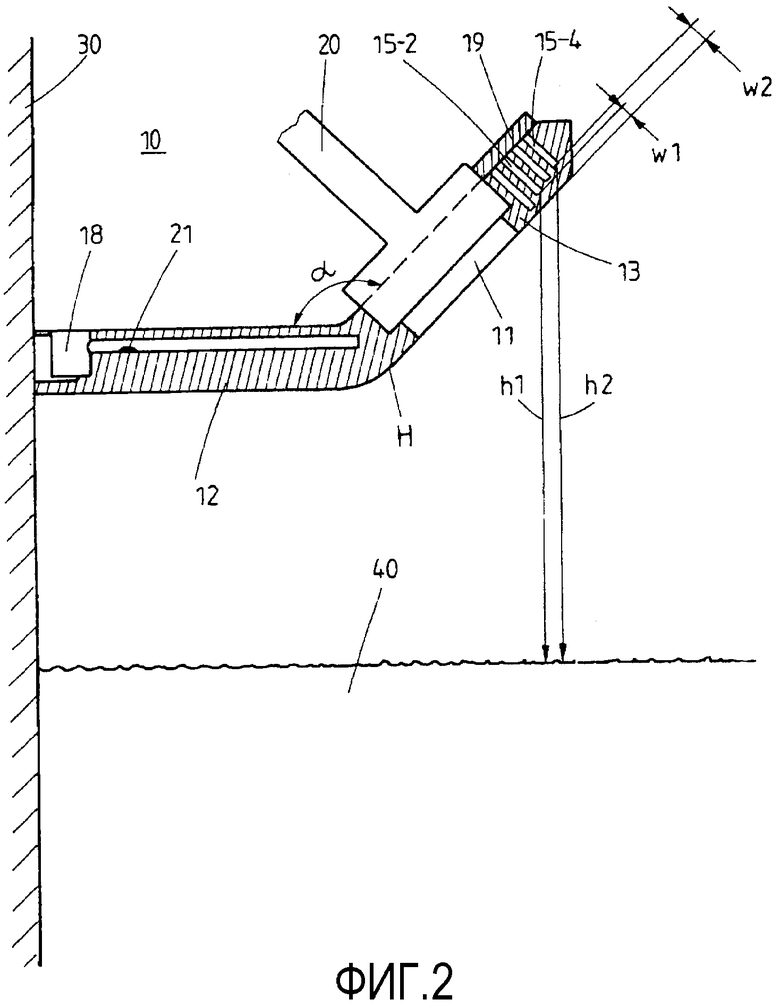
фиг.2 - инжекторный охлаждающий блок согласно изобретению в сечении по линии II-II на фиг.1.
Инжекторный охлаждающий блок везде обозначен цифрой 10 и служит для установки по меньшей мере одного инжектора 20 в металлургических емкостях, в частности в электродуговых печах, с помощью которого в металлургическую емкость подаются такие среды, как газы и/или твердые вещества, причем посредством инжекторного охлаждающего блока 10, содержащего направляющие 14, 15 для охлаждающей среды, соответствующий инжектор под защитой окна 11 установлен на стенке или в стенке 30 металлургической емкости. На фиг.1 и 2 инжекторный охлаждающий блок 10 согласно изобретению изображен в различных видах. Кроме того, настоящее изобретение относится к способу эксплуатации такого инжекторного охлаждающего блока 10.
При этом в инжекторном охлаждающем блоке 10 согласно изобретению предусмотрено, чтобы инжекторный охлаждающий блок 10 состоял из горячекатаного и/или кованого материала с хорошей теплопроводностью, например из меди или медного сплава (как, например, из CuAg, CuCrZr или же CuNiBe). Соответственно предусмотрено, чтобы при изготовлении инжекторного охлаждающего блока 10 материал с хорошей теплопроводностью, как, например, медь или медный сплав, деформировался с помощью горячей прокатки и/или ковки и подвергался горячему наклепу. В результате из прокатанного или выкованного материала с хорошей теплопроводностью, как, например, среди прочего, медь, элементарно получают вещество с очень хорошей однородностью, хорошей теплопроводностью и большой прочностью. Инжекторный охлаждающий блок 10, предпочтительно, путем ковки и/или прокатки дополнительно может быть выполнен с наклепом.
В варианте выполнения инжекторного охлаждающего блока 10 согласно изобретению, изображенном на фиг.2, этот инжекторный охлаждающий блок 10 состоит из двух установленных под углом друг к другу пластин 12, 13, выполненных из общего пластинчатого элемента. При этом этот пластинчатый элемент с помощью гибочного приспособления может изгибаться в соответствии с заданным углом α.
Кроме того, в варианте выполнения, изображенном на фиг.2, инжекторный охлаждающий блок 10 для охлаждения, например водой, содержит охлаждающие отверстия 14, кроме того, дополнительно или альтернативно могут быть предусмотрены также охлаждающие каналы 15. При этом эти охлаждающие отверстия 14 и/или охлаждающие каналы 15, предпочтительно, имеют диаметр по меньшей мере 8 мм или малое поперечное сечение по меньшей мере 50 мм2, причем охлаждающие каналы выполняются фрезерованием, так что скорость воды устанавливается большой. Благодаря расположению нескольких соответствующих охлаждающих отверстий 14 и каналов 15 рядом друг с другом получается охлаждение оребрением, приводящее к увеличению нагрузочной водной поверхности, поскольку тепло отводится также и по боковым сторонам.
В варианте выполнения инжекторного охлаждающего блока 10 согласно изобретению, изображенном на фиг.1, для выравнивания охлаждения соответствующие охлаждающие отверстия 14 и/или каналы 15 выполнены вокруг окна 11 инжекторного охлаждающего блока 10. Возможно также, чтобы вода в соседних направляющих для охлаждающей среды спрямлялась, направлялась по часовой стрелке или против нее, или попеременно в противоположных направлениях вращения. В последнем случае подвод и сток должны пересекаться и производиться в двух плоскостях.
Охлаждающие каналы закрываются с задней стороны металлической пластиной 19, которая также может состоять из меди или медного сплава. Эта пластина крепится с помощью винтов или сварки, в том числе электроннолучевой сварки. Между пластиной и деталью устанавливается термостойкое уплотнение.
Возможно также, чтобы для изменения скорости и подачи воды, в охлаждающих отверстиях 14 и/или каналах 15 устанавливались вытеснительные элементы и направляющие пластины, состоящие из металлов или же из термостойких пластмасс, как, например, среди прочего, из политетрафторэтилена.
Соединение охлаждающих отверстий 14 с охлаждающими каналами 15 может осуществляться непосредственно или путем промежуточного включения распределительных камер 18. Для сохранения скорости литья в распределительных камерах в них также могут быть установлены вытеснительные элементы и направляющие пластины.
В результате того, что охлаждающие отверстия 14 и/или каналы 15 выполняются механически, они имеют существенно меньшую шероховатость, чем изготовленные литьем направляющие для охлаждающей среды, благодаря чему потери в потоке воды уменьшаются.
Для предотвращения образования отложений охлаждающие отверстия 14 и/или каналы 15 могут быть облицованы изнутри. Эта облицовка благодаря своей малой теплопроводности по сравнению с теплопроводным материалом частично обеспечивает также индивидуальное регулирование охлаждения устройства.
На фиг.2 показано, что толщина W стенки инжекторного охлаждающего блока между дном отдельных охлаждающих каналов и горячей стороной Н инжекторного охлаждающего блока может быть различной. Согласно изобретению эта толщина стенки в соответствии с тепловой нагрузкой горячей стороны Н является разной. На фиг.2 охлаждающий канал 15-2 выфрезерован глубже, чем канал 15-4, поскольку его дно менее удалено от поверхности расплава или шлака, чем дно канала 15-4, т.е. поскольку H1 меньше Н2. Более глубокое выполнение канала 15-2 по сравнению с каналом 15-4 означает, что толщина стенки между дном охлаждающего канала и горячей стороной инжекторного охлаждающего блока меньше, чем толщина стенки между дном канала 15-4 и горячей стороной; это означает, что W1 меньше W2.
Перечень позиций
10 - инжекторный охлаждающий блок
11 - окно
12 - первая пластина
13 - вторая пластина
14 - охлаждающее отверстие
15 - охлаждающие каналы
18 - распределительная камера
20 - инжектор
30 - стенка емкости
40 - шлак или расплав
Н - горячая сторона
W - толщина стенки/удаление
h1,2 - удаление дна охлаждающего канала от поверхности шлака или расплава.
Изобретение относится к области металлургии, в частности к инжекторному охлаждающему блоку для установки инжектора в металлургической емкости. Инжекторный охлаждающий блок содержит направляющие для охлаждающего средства и инжектор, установленный на/или в стенке металлургической емкости. При этом толщина стенки инжекторного охлаждающего блока между его горячей стороной и дном направляющих для охлаждающего средства выполнена различной в зависимости от тепловой нагрузки горячей стороны инжекторного охлаждающего блока. Направляющие для охлаждающей среды выполнены в виде высверленных охлаждающих отверстий и/или выфрезерованных охлаждающих каналов. Использование изобретения обеспечивает повышение срока службы инжекторного охлаждающего блока. 2 н. и 9 з.п. ф-лы, 2 ил.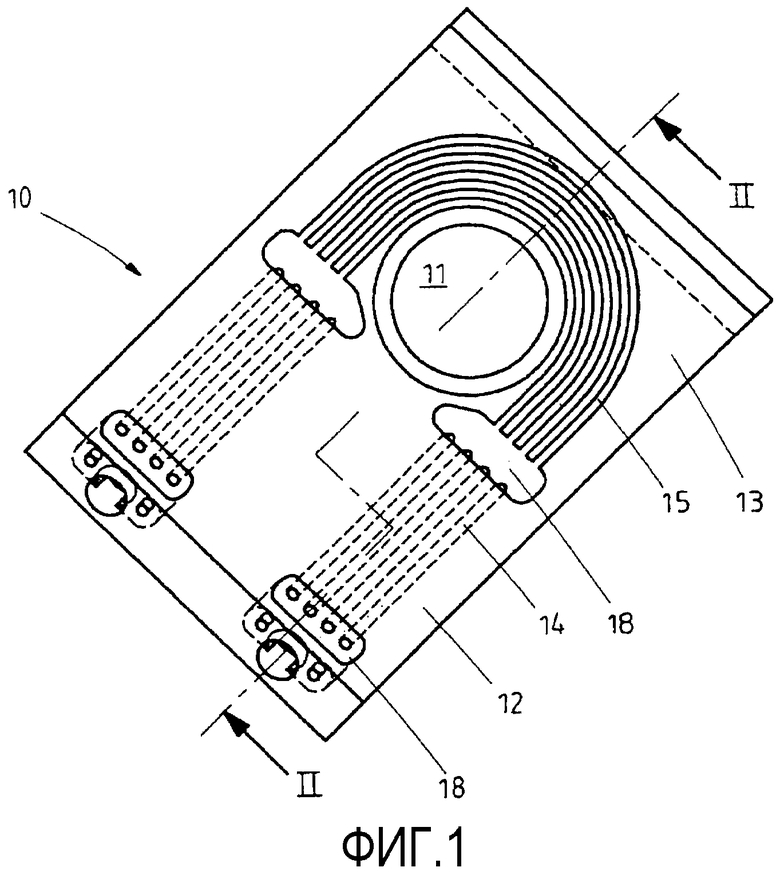
1. Инжекторный охлаждающий блок (10) для установки в стенке или на стенке металлургической емкости, в частности электродуговой печи, инжектора (20), предназначенного для подачи в металлургическую емкость газов и/или твердых веществ, содержащий окно (11) для установки инжектора (20) и направляющие для охлаждающей среды, отличающийся тем, что толщина (W) стенки инжекторного охлаждающего блока (10) между горячей стороной (Н) инжекторного охлаждающего блока (10) и дном направляющих для охлаждающей среды выполнена различной в зависимости от тепловой нагрузки горячей стороны, причем направляющие для охлаждающей среды инжекторного охлаждающего блока (10) выполнены в виде механически высверленных охлаждающих отверстий (14) и/или выфрезерованных охлаждающих каналов (15).
2. Инжекторный охлаждающий блок (10) по п.1, отличающийся тем, что охлаждающие каналы (15) выполнены проходящими вокруг окна (11) инжекторного охлаждающего блока (10) с возможностью протекания охлаждающей среды в охлаждающих каналах (15) в направлении вокруг окна (11) или обтекания окна (11) в охлаждающих каналах (15), выполненных параллельными, по часовой стрелке и против нее.
3. Инжекторный охлаждающий блок (10) по п.1, отличающийся тем, что он содержит по меньшей мере одну распределительную камеру (18) для соединения охлаждающих отверстий (14) с охлаждающими каналами (15), причем распределительная камера (18) соединяет между собой несколько охлаждающих отверстий (14) или несколько охлаждающих каналов (15), или по меньшей мере одно охлаждающее отверстие (14) и по меньшей мере один охлаждающий канал (15), в том случае, если инжектор (20) имеет как одно охлаждающее отверстие (14), так и один охлаждающий канал (15), сообщающиеся между собой.
4. Инжекторный охлаждающий блок (10) по п.1, отличающийся тем, что выфрезерованные охлаждающие каналы (15) закрыты металлической пластиной (19).
5. Инжекторный охлаждающий блок (10) по одному из пп.1-4, отличающийся тем, что в направляющих для охлаждающей среды (14, 15) и/или в распределительной камере (18) установлен по меньшей мере один вытеснительный элемент (21) и/или установлена по меньшей мере одна направляющая пластина.
6. Инжекторный охлаждающий блок (10) по п.1, отличающийся тем, что направляющие для охлаждающей среды (14, 15) для предотвращения образования отложений выполнены с внутренней облицовкой.
7. Инжекторный охлаждающий блок (10) по п.4, отличающийся тем, что блок (10) и/или металлическая пластина (19) выполнены из горячекатаного и/или кованого материала с высокой теплопроводностью, например из меди или медного сплава.
8. Инжекторный охлаждающий блок (10) по одному из пп.1-7, отличающийся тем, что он выполнен путем дополнительной ковки и/или прокатки с наклепом.
9. Инжекторный охлаждающий блок (10) по п.1, отличающийся тем, что он состоит из двух установленных под углом друг к другу пластин (12, 13), выполненных из одного общего пластинчатого элемента.
10. Способ установки инжектора (20) для подачи газов и/или твердых веществ в стенке или на стенке металлургической емкости посредством инжекторного охлаждающего блока (10) по одному из пп.2-9, при котором охлаждающая среда в параллельных направляющих для охлаждающего средства обтекает окно (11) по часовой стрелке и/или против нее.
11. Способ по п.10, отличающийся тем, что скорость потока охлаждающей среды варьируют в зависимости от количества отводимого тепла.
| WO 03060169 A1, 30.07.2003 | |||
| EP 1884731 A1, 06.02.2008 | |||
| US 2002001332 A1, 03.01.2002 | |||
| FR 1503332 A, 24.11.1967 | |||
| RU 2005118555 A, 20.01.2006 | |||
| СПОСОБ ПИРОМЕТАЛЛУРГИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ, МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ И/ИЛИ ШЛАКОВ, А ТАКЖЕ ИНЖЕКТОРНОЕ УСТРОЙСТВО | 2003 |
|
RU2301837C2 |

