Изобретение относится к теплотехнике, в частности к гофрированным вставкам для пластинчатых теплообменников.
Известны конструкции гофрированных вставок для пластинчатых теплообменников с выполненными на ребрах гофров двусторонними асимметричными выточками по авторским свидетельствам СССР №336489 [1], №591684 [2] и №962743 [3]. Наиболее близким аналогом является авторское свидетельство СССР №591684 [2].
Известна конструкция гофрированной вставки для пластинчатого теплообменника содержащая выполненные на ребрах гофров двусторонние асимметричные выточки, выполненные скругленными по радиусу сопряжения, а сужающиеся участки каждого канала выполнены с эквивалентным гидравлическим диаметром, составляющим 0,65-0,92 эквивалентного гидравлического диаметра гладкого участка канала, а высота канала гофра выполнена равной 4-6 шагам ребер гофров.
Недостатком известной конструкции является низкое значение ее теплогидравлической эффективности и недостаточно высокое качество ее изготовления. Это объясняется тем, что отсутствовало условие выбора необходимого значения внешнего радиуса R округления поверхностей поперечных выступов и канавок двусторонних асимметричных выточек в зависимости от отношения R/d, где d - эквивалентный гидравлический диаметр гладкого некруглого канала гофра. Как известно, внешний радиус округления турбулизатора в канале при всех прочих равных условиях определяет масштаб и интенсивность вихря, а следовательно, и уровень значений турбулентных параметров потока как на внешней границе вихря, так и в области повторного присоединения и повторно развития пограничного слоя. Поэтому значение радиуса округления, а вернее значение его отношение к эквивалентному гидравлическому диаметру гладкого участка канала, играет определяющую роль в уровне интенсификации теплообмена. При этом отсутствовал диапазон возможных значений радиуса R. В последние годы результатами систематических экспериментальных исследований [5, 6] установлено, что уровень теплогидравлической эффективности определяется и надежно управляем значениями безразмерного параметра R/d в определенном диапазоне их значений R/d=0.05-0.2. Именно в этом диапазоне значений реализуется новый и самый эффективный в теплогидравлическом отношении процесс рациональной интенсификаци теплообмена в каналах согласно научному открытию №242 [6].
Кроме того, у аналога сопряжение боковых граней поперечных выступов и канавок двусторонних асимметричных выточек происходит непосредственно с радиусной частью вершин гофров. В результате радиусная часть вершины гофра и связанные с ней двусторонние асимметричные выступы при изготовлении нагортовываются и представляют единое силовое плечо. Поэтому после процесса штамповки гофров при их сборке по требуемому значению шага ребер происходит не только уменьшение шага ребер гофров, но и сжатие радиусной части вершины гофра, поскольку радиусная часть гофра представляет собой гибкий шарнир рассмотренного силового плеча. В результате площадь самой узкой части сечения канала - вершины гофра дополнительно уменьшается. Необходимо отметить, что радиусная часть сечения канала у вершины гофра характеризуется наиболее низкими значениями интенсификации теплоотдачи. В результате сужения этой части сечения канала при изготовлении гофрированной вставки в ней дополнительно ухудшаются условия теплоотдачи из-за возникновения глубоко ламинизированного течения теплоносителя в угловой зоне при вершине сечения канала. При таких гидродинамических условиях в радиусной части сечения канала все турбулентные параметры потока теплоносителя, которые характерны для широкой части сечения некруглого канала, затухают. Поэтому в радиусной части сечения канала невозможно осуществить интенсификацию теплоотдачи, что приводит к ухудшению теплогидравлической эффективности гофрированной вставки.
Кроме того, у аналога отсутствует описание конструктивного выполнения боковых граней поперечных выступов и канавок двусторонних асимметричных выступов, которые играют основную роль в интенсификации теплоотдачи в радиусной части сечения канала в области вершины гофра.
Далее необходимо отметить, что у аналога периферийные гладкие участки каналов выполнятся сопряженными с двусторонними асимметричными выточками. При этом выполнение двусторонних асимметричных выточек характеризуется наибольшими значениями напряжений растяжения, которые беспрепятственно распространяются на ребра периферийных гладких участков каналов.
В результате действия сил растяжения ребра гладких участков каналов расширяются и на них появляется волнистость произвольной формы. Поэтому при сборке гофров по шагу ребер невозможно получить одинаковое их значение. В результате идентичность профиля каналов гофров нарушается, что приводит к неравномерному распределению потока теплоносителя в них и, как следствие, к ухудшению процесса теплоотдачи и повышению гидравлического сопротивления.
Задачей настоящего изобретения является повышение теплогидравлической эффективности гофрированной вставки для пластинчатого теплообменника и качества их изготовления. Указанная цель достигается тем, что гофрированная вставка для пластинчатого теплообменника с двусторонними асимметричными выточками, выполненными скругленными по радиусу сопряжения, равному 1-10 толщинам материала гофра, и имеющей сужающиеся участки каждого канала, выполненные с эквивалентным гидравлическим диаметром, составляющим 0,65-0,92 эквивалентного гидравлического диаметра гладкого участка канала, с высотой канала гофра, равной 4-6 шагам ребер гофров, снабжена внешним радиусом R сопряжения поверхностей двусторонних асимметричных выточек, образующих смежные и плавно скругленные поперечные направлению потока теплоносителя выступы и канавки асимметричных выточек, значение отношения которого к значению эквивалентного гидравлического диаметра гладкого участка канала d равно 0,05-0,20 (R/d=0.05-0,2), при этом максимальная длина сечения n поперечных выступов и канавок на ребрах гофров определяется как расстояние между местами сопряжения радиусом R1 боковых граней сечения поперечных выступов и канавок двусторонних асимметричных выточек с ребрами гофров, при этом сопряжение боковых граней сечения двусторонних асимметричных выточек с ребрами по радиусу сопряжения R1 выполняется на расстоянии k от места сопряжения радиусной части вершин гофров с их ребрами, равном или большем значению половины внутреннего радиуса округления вершин гофров R2 (k≥0,5*R2), а сечения боковых граней поперечных выступов и канавок асимметричных выточек выполнены в виде сопряженных разнонаправленных двух дуг одинакового радиуса R1, кроме того, на периферийных участках ребер гофров на входе и выходе теплоносителя из гофрированной вставки для образования гладких периферийных участков каналов треугольного сечения выполнены эквидистантно расположенные впадины двусторонних симметричных выточек глубиной h1, значение которых в h2 раза меньше глубины h2 впадин двусторонних симметричных выточек (h1=0,5*h2).
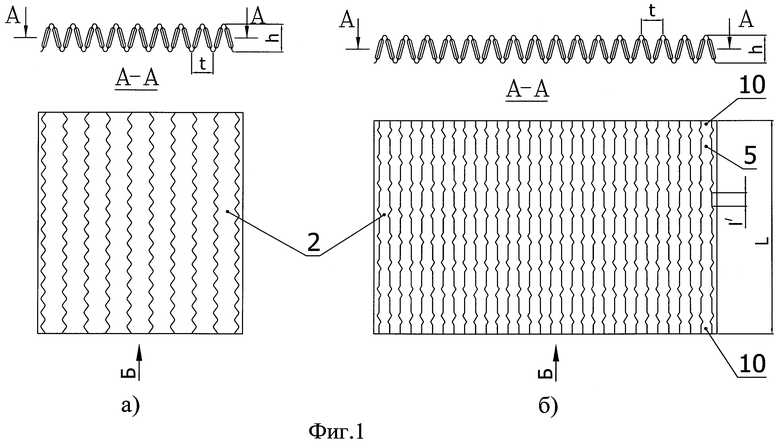
На фиг.1 изображена гофрированная вставка для пластинчатого теплообменника с двусторонними асимметричными выточками:
а) гофрированная вставка с непрерывно выполненными двусторонними асимметричными выточками.
б) гофрированная вставка с дискретно выполненными двусторонними асимметричными выточками.
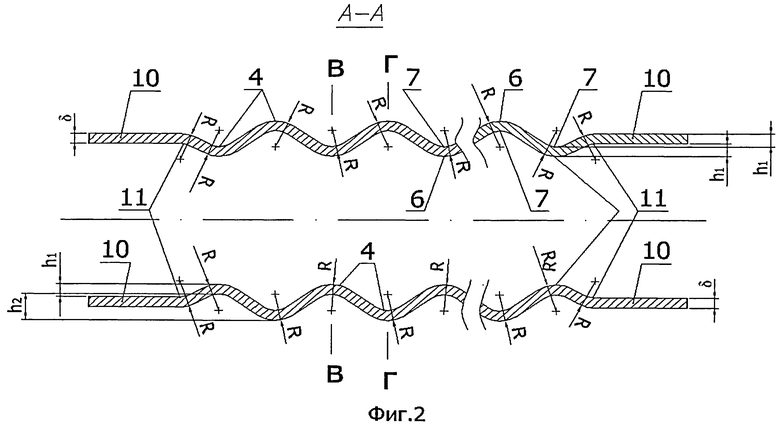
На фиг.2 изображено сечение А-А рис.1а одного канала гофра в увеличенном масштабе.
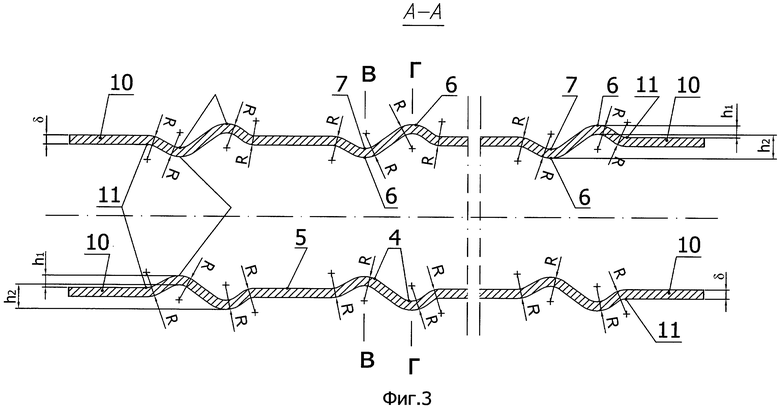
На фиг.3 изображено сечение А-А рис.1б одного канала гофра в увеличенном масштабе.
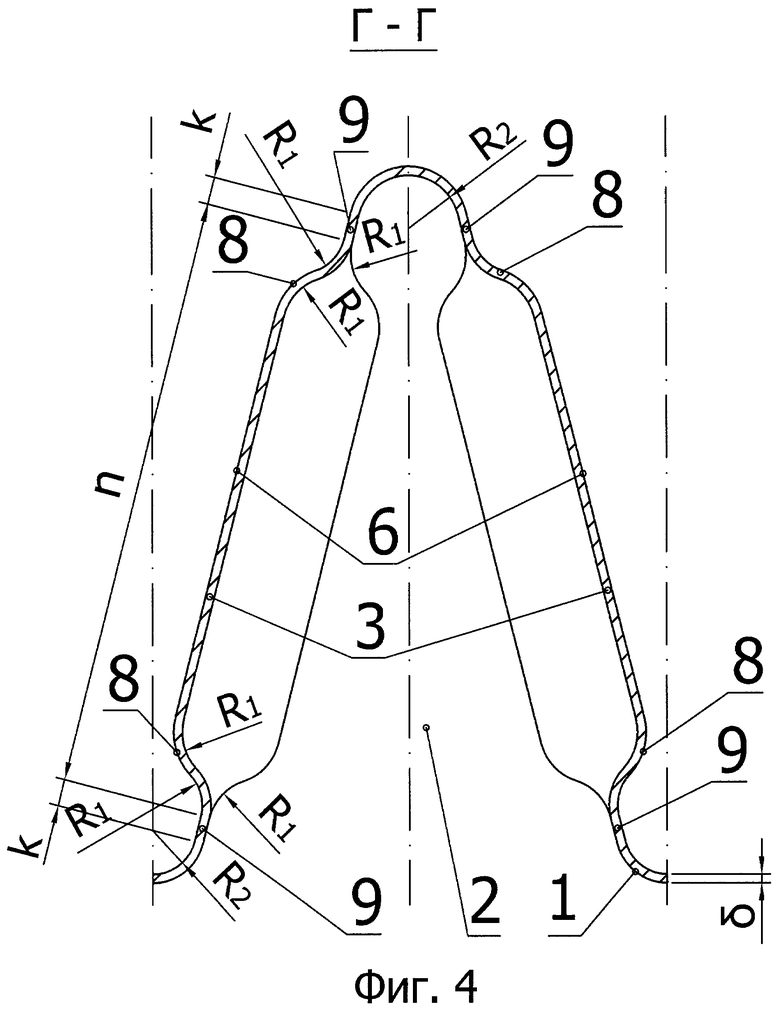
На фиг.4 изображено сечение Г-Г канала гофра по выступам двусторонних асимметричных выточек.
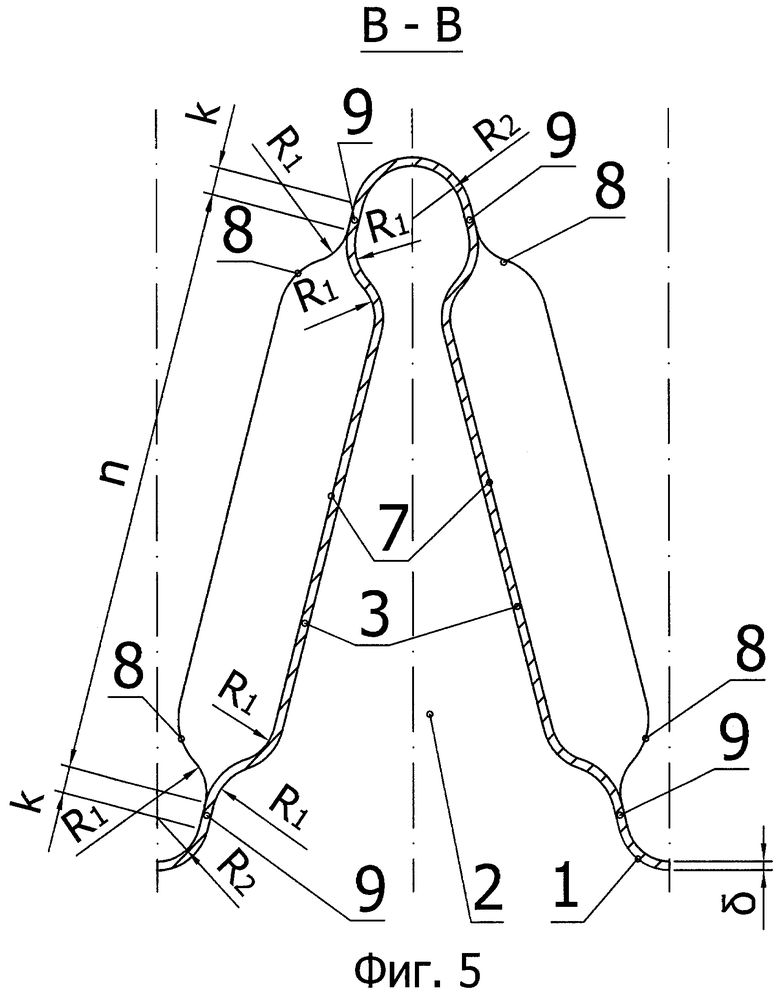
На фиг.5 изображено сечение В-В канала гофра по впадинам двусторонних асимметричных выступов.
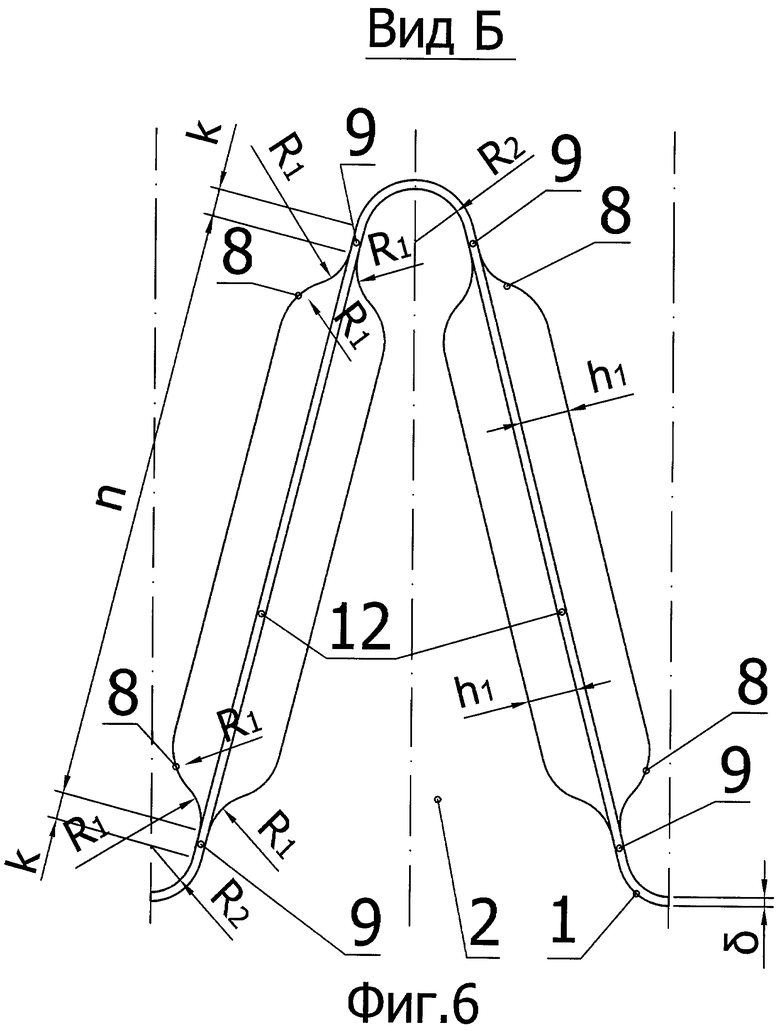
На фиг.6 изображен вид по стрелке Б на периферийные участки каналов.
Гофрированная вставка [Фиг.1-6] для пластинчатого теплообменника с двусторонними асимметричными выточками состоит из гофров 1 с каналами 2 и размещается в пластинчатом теплообменнике между плоскими разделительными пластинами или в трубчато-ленточном теплообменнике между коридорными рядами плоских трубок. На ребрах 3 гофров 1 выполнены двусторонние ассиметричные выточки 4, которые могут быть выполнены непрерывно друг за другом или дискретно разделенными гладкими участками канала 5 длиной l', не превышающей пяти эквивалентных гидравлических диаметров d гладкого участка канала. Двусторонние асимметричные выточки 4 на ребрах 3 гофров 1 образуют периодическое сужение и расширение каналов 2. При этом эквивалентный гидравлический диаметр канала в самом узком его сечении d* составляет (0,65-0,92)*d.
Выполнение внешнего радиуса R сопряжения поверхностей двусторонних асимметричных выточек 4, образующих смежные и плавно скругленные поперечные направлению потока теплоносителя выступы 6 и канавки 7 [Фиг.1-6], отношение значения которого к значению эквивалентного гидравлического диаметра гладкого участка канала d равно 0,05-0,20 (R/d=0.05-0,2) позволяет надежно обеспечивать наибольшие значения интенсификации теплоотдачи и наименьшие значения гидравлического сопротивления теплоносителя при выбранных значениях отношения d*/d. При этом при любых выбранных значениях отношения d*/d, исходя из технологических возможностей изготовления двусторонних асимметричных выточек, необходимо стремиться к наименьшим значениям радиуса R и отношения R/d. Это объясняется тем, что с уменьшением значения радиуса R уменьшается масштаб вихря (диаметр вихря) и увеличивается его интенсивность (скорость вращения вихря). В результате уменьшается вихревая область и, в конечном счете, уменьшаются гидравлические потери в вихревой пристенной области канала и в канале в целом. Увеличение интенсивности вихря обуславливает увеличение плотности распределения турбулентных пульсаций и их абсолютных значений, особенно на внешней границе вихря, где происходит основная выработка турбулентности. В результате в оторвавшемся пограничном слое существенно увеличиваются значения турбулентных параметров потока. В точке повторного присоединения и в области повторного развития пограничного слоя резко увеличиваются значения турбулентных параметров потока, что обуславливает рост более чем на порядок турбулентной теплопроводности у стенке канала и увеличение значения теплоотдачи до 2,8 раза. При этом происходит рост гидравлического сопротивления не более чем в 2,8 раза. Таким образом, в предлагаемой конструкции гофрированной вставки с двусторонними ассиметричными выточками реализуется новый процесс рациональной интенсификации теплообмена, зарегистрированный в 1981 г. в качестве научного открытия №242 [6]. Далее, зная значения выбранного отношения R/d и d, нетрудно определить требуемое значение R.
Выполнение максимальной длины n сечения поперечных выступов и канавок на ребрах 3 гофров 1 [Фиг.4, 5, 6] определяется как расстояние между местами сопряжения радиусом R1 боковых граней 8 сечения поперечных выступов 6 и канавок 7 двусторонних асимметричных выточек 4 с ребрами 3 гофров 1. При этом сопряжение боковых граней 8 сечения двусторонних асимметричных выточек 4 с ребрами 3 по радиусу сопряжения R1 выполняется на расстоянии k от места сопряжения радиусной части вершин гофров с их ребрами 3, равном или большем значению половины внутреннего радиуса округления вершин гофров R2 (k≥0,5*R2). Такое конструктивное выполнение позволяет разрушить равнонапряженную (силовую) связь радиусной части вершины гофра с двусторонними ассиметричными выточками 4 за счет их разделения недеформируемыми гладкими участками 9 ребер гофров. В этом случае участки 9 ребер 3 гофров 1 выполняют роль гибкого шарнира между радиусной частью гофра и поперечными выступами 6 и канавками 7 двусторонних асимметричных выточек 4. Кроме того, выполнение разделительных участков 9 ребер 3 гофров 1 позволяет увеличить площадь радиусной части сечения гофра, повысить в нем скорость течения теплоносителя до значений, позволяющих интенсифицировать в нем процесс теплоотдачи и увеличить теплогидравлическую эффективность вставки. При этом, как показал технологический опыт изготовления таких конструкций вставок, минимальное значение длины k разделительного участка 9 ребра 3, сопрягающего радиусную часть вершины сечения гофра и двусторонние асимметричные выступы 6 и канавки 7, составляет половину внутреннего радиуса округления R2 радиусной части гофра (k≥0,5*R2). Поэтому максимальная длина сечения n поперечных выступов 6 и канавок 7 двусторонних асимметричных выточек 4 на ребрах 3 гофров 1 не превышает расстояние между местами сопряжения радиусом R1 боковых граней 8 сечения поперечных выступов 6 и канавок 7 двусторонних асимметричных выточек 4 с ребрами 3 гофров 1.
Выполнение сечения боковых граней 8 поперечных выступов 6 и канавок 7 двусторонних асимметричных выточек 4 в виде сопряженных разнонаправленных двух дуг одинакового радиуса R1 [Фиг.4, 5, 6] позволяет создать двусторонние асимметричные выточки с поперечными выступами и канавками в области радиусной части вершины сечения канала, которая характеризуется большей площадью, чем у аналога. В результате обтекания их потоком теплоносителя в сравнении с аналогом дополнительно интенсифицируется процесс теплоотдачи в этой области, где уровень интенсификации теплообмена минимальный. Это в конечном итоге приводит к увеличению интенсификации теплообмена и повышению теплогидравлической эффективности гофрированной вставки.
Выполнение на периферийных участках ребер гофров на входе и выходе теплоносителя из гофрированной вставки [Фиг.1, 2, 3, 6] гладких периферийных участков каналов 10 треугольного сечения обеспечивается выполнением эквидистантно расположенных впадин 11 двусторонних симметричных выточек глубиной h1, значение которых в 2 раза меньше глубины h2 впадин 7 двусторонних асимметричных выточек 4 (h1=0,5*h2). В результате обеспечивается снятие напряжения растяжения в материале гофра до нуля. Поэтому при выполнении периферийных гладких участков каналов 10 гофров 1 в штампе происходит только гибка, а не растяжение материала гофра. В результате формуются периферийные гладкие участки каналов 10 гофров 1 треугольного сечения, а их ребра 12 гофров 1 не имеют волнистости. Поэтому сборка гофров по шагу ребер обеспечивает надежную воспроизводимость профиля сечения каналов гофрированной вставки, что обеспечивает равномерное распределение потока теплоносителя. В результате уменьшаются потери давления теплоносителя и увеличивается теплоотдача гофрированной вставки и ее теплогидравлическая эффективность.
Библиография
1. А.с. №336489. Опубликовано 21.061972 г., Бюл. №14 за 1972 г.
2. А.с. №591684. Опубликовано 05.02.1978 г., Бюл. №5 за 1978 г.
3. А.с. №962743. Опубликовано 30.09.1982 г., Бюл. №36 за 1988 г.
4. Dubrovsky E.V. Highly Effective Plate-Fin Heat Exchanger Surfaces - from Conception to Manufacturing. Proceedings of the First International Conference on Aerospace Heat Exchanger Technology. Palo Alto, CA, USA, 15-17 February 1993, pp. 501-548.
5. Дрейцер Г.А., Мякочин А.С. Влияние геометрической формы турбулизаторов на эффективность интенсификации конвективного теплообмена в трубах. - М.: ж. Теплоэнергетика, 2002, №6, с.57-59.
6. Воронин Г.И., Дрейцер Г.А., Дубровский Е.В., Калинин Э.К., Ярхо С.А. Закономерность изменения теплоотдачи на стенках каналов с дискретной турбулизацией потока при вынужденной конвекции. Научное открытие №242. Бюл. №36, за 1981 г.
Изобретение относится к теплотехнике, в частности к гофрированным вставкам для пластинчатых теплообменников. Гофрированная вставка для пластинчатого теплообменника содержит двусторонние асимметричные выточки, выполненные скругленными по радиусу скругления и образующие сужающиеся участки каждого канала, выполненные с эквивалентным гидравлическим диаметром, составляющим 0,65-0,92 эквивалентного гидравлического диаметра гладкого участка канала, с высотой канала гофра, равной 4-6 шагам ребер гофров, отношение значения внешнего радиуса R сопряжения поверхностей двусторонних асимметричных выточек, образующих смежные и плавно скругленные поперечные направлению потока теплоносителя выступы и канавки асимметричных выточек, к значению эквивалентного гидравлического диаметра гладкого участка канала d равно 0,05-0,20 (R/d=0.05-0,20), при этом максимальная длина n сечения поперечных выступов и канавок на ребрах гофров определяется как расстояние между местами сопряжения радиусом R1 боковых граней сечения поперечных выступов и канавок двусторонних асимметричных выточек с ребрами гофров, при этом сопряжение боковых граней сечения двусторонних асимметричных выточек с ребрами гофров по радиусу сопряжения R1 выполняется на расстоянии k от места сопряжения радиусной части вершин гофров с их ребрами, равном или большем значения половины внутреннего радиуса округления вершин гофров R2 (k≥0,5*R2), а сечения боковых граней поперечных выступов и канавок асимметричных выточек выполнены в виде сопряженных разнонаправленных двух дуг одинакового радиуса R1, кроме того, на периферийных участках ребер гофров на входе и выходе теплоносителя из гофрированной вставки для образования гладких периферийных участков каналов треугольного сечения выполнены эквидистантно расположенные впадины двусторонних симметричных выточек глубиной h1, значение которых в 2 раза меньше глубины h2 впадин двусторонних асимметричных выточек (h1=0,5*h2). Технический результат - повышение теплогидравлической эффективности гофрированной вставки для пластинчатого теплообменника и качества их изготовления. 6 ил.
Гофрированная вставка для пластинчатого теплообменника, содержащая двусторонние асимметричные выточки, выполненные скругленными по радиусу скругления и образующие сужающиеся участки каждого канала, выполненные с эквивалентным гидравлическим диаметром, составляющим 0,65-0,92 эквивалентного гидравлического диаметра гладкого участка канала, с высотой канала гофра, равной 4-6 шагам ребер гофров, отличающаяся тем, что, с целью повышения тепловых и аэродинамических характеристик, отношение значения внешнего радиуса R сопряжения поверхностей двусторонних асимметричных выточек, образующих смежные и плавно скругленные поперечные направлению потока теплоносителя выступы и канавки асимметричных выточек, к значению эквивалентного гидравлического диаметра гладкого участка канала d равно 0,05-0,20 (R/d=0,05-0,20), при этом максимальная длина n сечения поперечных выступов и канавок на ребрах гофров определяется как расстояние между местами сопряжения радиусом R1 боковых граней сечения поперечных выступов и канавок двусторонних асимметричных выточек с ребрами гофров, при этом сопряжение боковых граней сечения двусторонних асимметричных выточек с ребрами гофров по радиусу сопряжения R1 выполняется на расстоянии k от места сопряжения радиусной части вершин гофров с их ребрами, равном или большем значения половины внутреннего радиуса скругления вершин гофров R2 (k≥0,5·R2), а сечения боковых граней поперечных выступов и канавок асимметричных выточек выполнены в виде сопряженных разнонаправленных двух дуг одинакового радиуса R1, кроме того, на периферийных участках ребер гофров на входе и выходе теплоносителя из гофрированной вставки для образования гладких периферийных участков каналов треугольного сечения выполнены эквидистантно расположенные впадины двусторонних симметричных выточек глубиной h1, значение которой в 2 раза меньше глубины h2 впадин двусторонних асимметричных выточек (h1=0,5·h2).
| SU 962743 A2, 30.09.1982 | |||
| Гофрированная вставка для пластинчатого теплообменника | 1976 |
|
SU591684A2 |
| ГОФРИРОВАННАЯ ВСТАВКА ДЛЯ ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА | 0 |
|
SU336489A1 |
| CN 201440052 U, 21.04.2010. | |||

