Изобретение относится к технологии изготовления гофрированных конструкций со складчатой структурой из тонколистовых материалов, обладающих упругими свойствами, например бумаги, картона, полимерной бумаги или подобных им материалов. Оно может быть использовано при производстве легкого заполнителя для многослойных панелей, элементов фильтров, упаковочного материала и других конструкций с рельефной поверхностью в виде зигзагообразного гофра.
Известен способ изготовления заполнителя со структурой типа Z-образного гофра, заключающийся в укладке пропитанного связующим листа армирующей ткани на трансформируемую формозадающую оправку, герметизации с помощью вакуумного мешка, выведении оправки в рельефное состояние и формовании изделия под действием атмосферного давления (Патент РФ №1706148, МКИ В 32 В 15/00, В 29 С 59/00. Устройство для изготовления изделий сложного профиля из композиционного материала, В.И.Халиулин, В.Е.Десятов, опубл. Бюл. №16 от 12.06.1996 г.) - [1].
Недостатком данного способа является то, что он позволяет формовать изделия только из композиционных материалов и не применим при использовании в качестве заготовки твердолистовых материалов.
Известен способ изготовления заполнителя типа Z-образного гофра, состоящий из предварительного формирования гофра с трапециевидной направляющей и линейной образующей, поперечного оппозитного выворачивания гофра до формирования заданного ячеистого рельефа (Патент РФ №2100120, МКИ В 21 D 13/00, 13/02. Способ изготовления зигзагообразного гофра (варианты) и устройство для его осуществления, В.И.Халиулин, Е.А.Скрипкин, опубл. Бюл. №36 от 27.12.1997 г.) - [2].
Недостатком указанного способа является невысокая точность рельефа Z-образного гофра в силу того, что в местах изгиба образуются скругления с радиусом значительной величины.
Известен способ изготовления заполнителя складчатой структуры типа Z-образного гофра из композиционного материала, включающий укладку плоского листа ткани, ослабление жесткости заготовки за счет нанесения на ткань связующего дискретно по участкам, образующим боковые грани заполнителя, с получением полос непропитанной ткани по линиям соединения боковых граней, отверждение связующего и деформирование заготовки согласно профилю ячеек (Патент РФ №2057647, МКИ B 29 D 9/00. Способ изготовления заполнителя из композиционного материала, В.И.Халиулин, В.Е.Десятов, опубл. Бюл. №10 от 10.04.1996 г.) - [3].
Недостатком указанного способа являются его ограниченные технологические возможности, так как он применим только к изготовлению заполнителя из композиционных материалов.
Известен способ изготовления зигзагообразного гофра, принятый за прототип и реализованный в устройстве, защищенном патентом РФ №2118217, МКИ В 21 D 13/00. Устройство для гофрирования листового материала, В.И.Халиулин, И.В.Двоеглазов, опубл. Бюл. №24 от 27.08.1998 г. - [4]. Способ заключается в том, что тонколистовую заготовку устанавливают в формообразующий узел в виде двух трансформируемых матриц, образующих герметичную полость, и формообразуют изделие методом гибки заготовки по зигзагообразным и пилообразным линиям одновременно по всей ее поверхности путем создания в герметичной полости вакуума.
Недостатком указанного способа являются его ограниченные технологические возможности, так как изгиб (складывание) осуществляют одновременно по всем зигзагообразным и пилообразным линиям на разметке заготовки. В итоге способ применим при конечных размерах заготовки и не может быть реализован для непрерывного производства зигзагообразного гофра из ленты.
Изобретение решает задачу расширения технологических возможностей изготовления рельефных деталей с зигзагообразной гофрированной структурой из твердолистовых материалов с высокими упругими свойствами путем непрерывного формообразования из ленты.
Поставленная задача решается тем, что в способе изготовления тонкостенной рельефной детали с зигзагообразной гофрированной структурой, включающем подачу заготовки в зону формообразования и изгиб листовой заготовки по зигзагообразным и пилообразным линиям согласно форме ячеек зигзагообразной структуры, согласно изобретению изготовление рельефной детали ведут поэтапно в циклическом режиме, по которому в зоне формообразования формуют комбинированную складчатую структуру, состоящую из зигзагообразного гофра и треугольного гофра, ребра которого ориентированы в направлении подачи заготовки и плавно переходящего в плоский участок заготовки, при этом зигзагообразный гофр сопряжен с треугольным гофром по пилообразным или зигзагообразным линиям, ориентированным поперек направления подачи заготовки, образуя рельефную деталь за один цикл, после чего зигзагообразный и треугольный гофры комбинированной складчатой структуры циклически растягивают до плоского состояния и заготовку протягивают в зону формообразования на заданную величину для формирования требуемой длины рельефной детали с зигзагообразной гофрированной структурой.
Циклическую подачу заготовки в зону формообразования при сопряжении по пилообразным линиям осуществляют на величину, равную двойному шагу между пилообразными линиями на разметке зигзагообразного гофра.
Циклическую подачу заготовки в зону формообразования при сопряжении по зигзагообразным линиям осуществляют на величину, равную двойному шагу между зигзагообразными линиями на разметке зигзагообразного гофра.
Изготовление тонкостенной рельефной детали с зигзагообразной гофрированной структурой ведут циклически из непрерывной ленты.
По способу изготовления тонкостенной рельефной детали с зигзагообразной гофрированной структурой, включающему подачу заготовки в зону формообразования и изгиб листовой заготовки по зигзагообразным и пилообразным линиям согласно форме ячеек зигзагообразной структуры, новым является то, что изготовление рельефной детали ведут поэтапно в циклическом режиме, по которому в зоне формообразования осуществляют местное ослабление жесткости с одной стороны заготовки по зигзагообразной линии впадин, определяющей положение впадин гофрированной структуры, формуют комбинированную складчатую структуру, состоящую из зигзагообразного гофра и треугольного гофра, ребра которого ориентированы в направлении подачи заготовки и плавно переходящего в плоский участок заготовки, при этом зигзагообразный гофр сопряжен с треугольным гофром по зигзагообразной линии впадин, ориентированной поперек направления подачи заготовки, которая является линией ослабления жесткости материала заготовки, зигзагообразный и треугольный гофры комбинированной складчатой структуры растягивают до плоского состояния, а заготовку протягивают в зону формообразования на величину шага между зигзагообразными линиями впадин и выступов гофрированной структуры, после чего осуществляют местное ослабление жесткости с другой стороны заготовки по зигзагообразной линии выступов, определяющей положение выступов гофрированной структуры, формуют комбинированную складчатую структуру, состоящую из зигзагообразного гофра и треугольного гофра, ребра которого ориентированы в направлении подачи заготовки и плавно переходящего в плоский участок заготовки, при этом зигзагообразный гофр сопряжен с треугольным гофром по зигзагообразной линии выступов, которая является линией ослабления жесткости материала заготовки, образуя рельефную деталь за один цикл, после чего зигзагообразный и треугольный гофры комбинированной складчатой структуры циклически растягивают до плоского состояния, а заготовку протягивают в зону формообразования на величину шага между зигзагообразными линиями впадин и выступов гофрированной структуры для формирования требуемой длины рельефной детали с зигзагообразной гофрированной структурой. Изготовление тонкостенной рельефной детали с зигзагообразной гофрированной структурой ведут циклически из непрерывной ленты.
Сущность изобретения поясняется на фиг.1-6, где
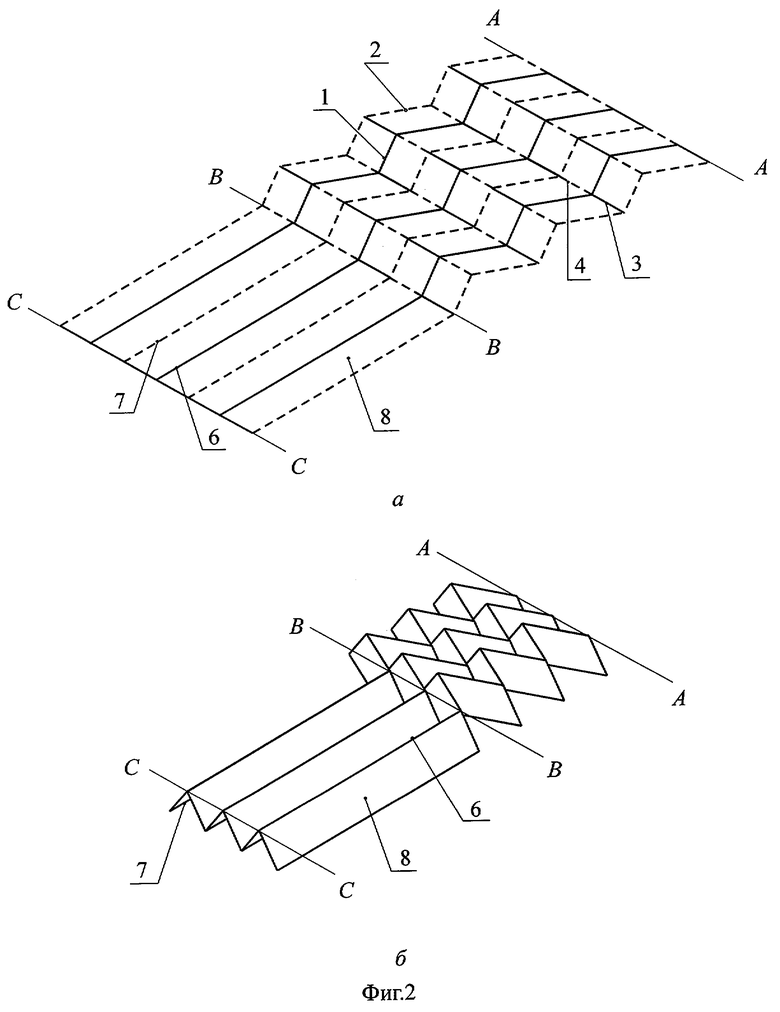
Фиг.1а-1б. - Зигзагообразная гофрированная структура (типа z-гофр): а - z-гофр в рельефном состоянии; б - развертка структуры с разметкой зигзагообразных и пилообразных линий изгиба.
Фиг.2а-2б. - Комбинированная складчатая структура, составленная из треугольного гофра (Т-гофра) и z-гофра с пилообразными линиями, ориентированными перпендикулярно ребрам треугольного гофра: а - развертка структуры с ее разметкой; б - структура в рельефном состоянии.
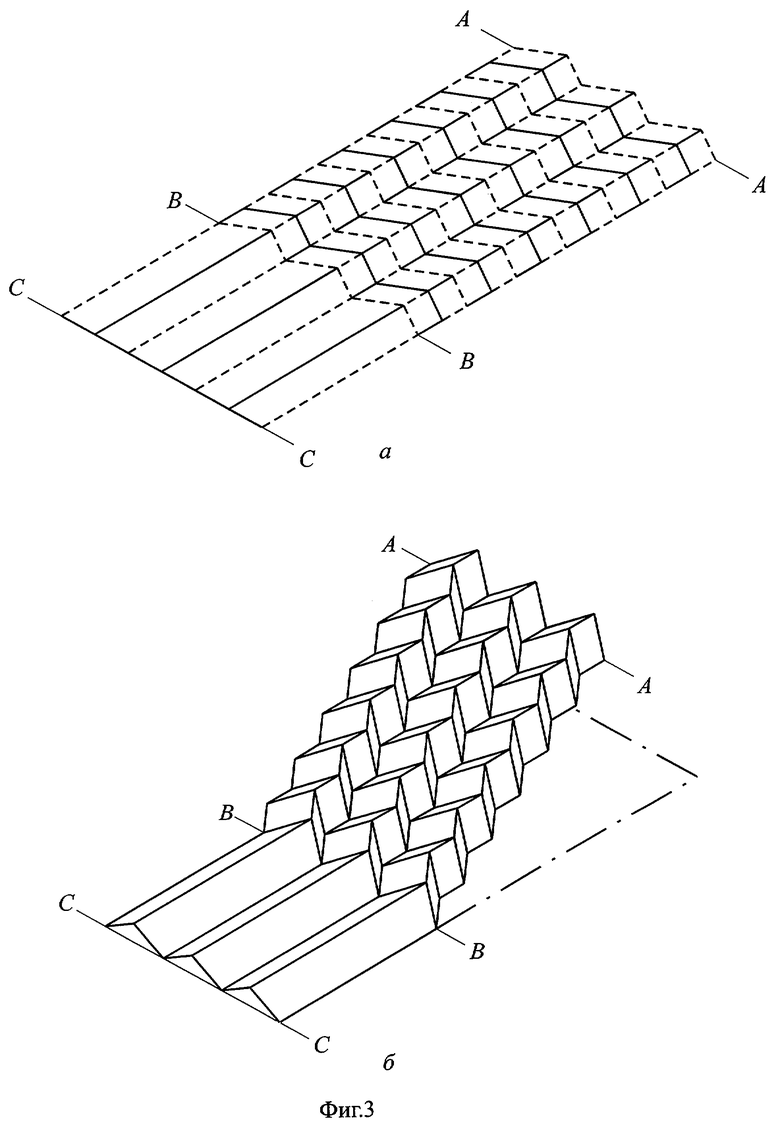
Фиг.3а-3б. - Комбинированная складчатая структура, составленная из Т-гофра и z-гофра с пилообразными линиями, ориентированными в одном направлении с ребрами Т-гофра: а - развертка структуры с ее разметкой; б - структура в рельефном состоянии.
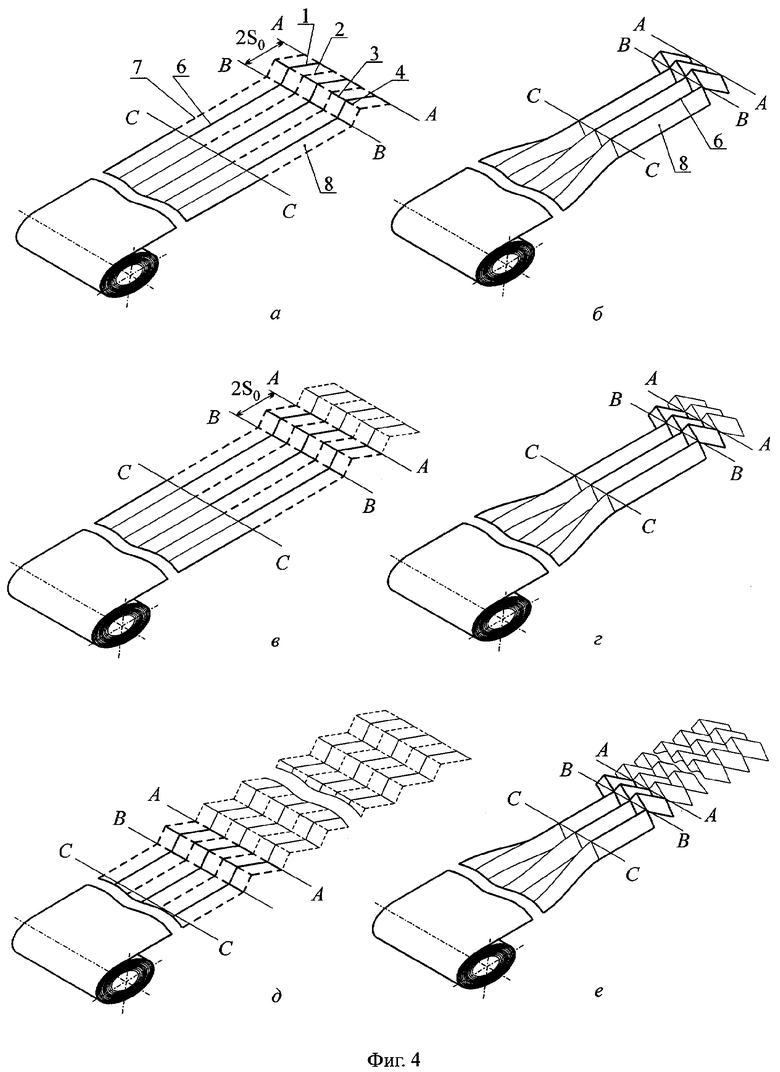
Фиг.4а-4е. - Схема поэтапного формообразования детали со структурой зигзагообразного гофра при использовании комбинированной складчатой структуры, у которой пилообразные линии z-гофра перпендикулярны ребрам Т-гофр: а - развертка структуры на первом этапе; б - первый этап процесса - формообразование первой комбинированной складчатой структуры, состоящей из двухрядной ленты z-гофра с примыкающим Т-гофром; в - развертка структуры на втором этапе; г - формообразование комбинированной складчатой структуры на втором этапе; д - развертка структуры на произвольном этапе; е - произвольный этап формообразования.
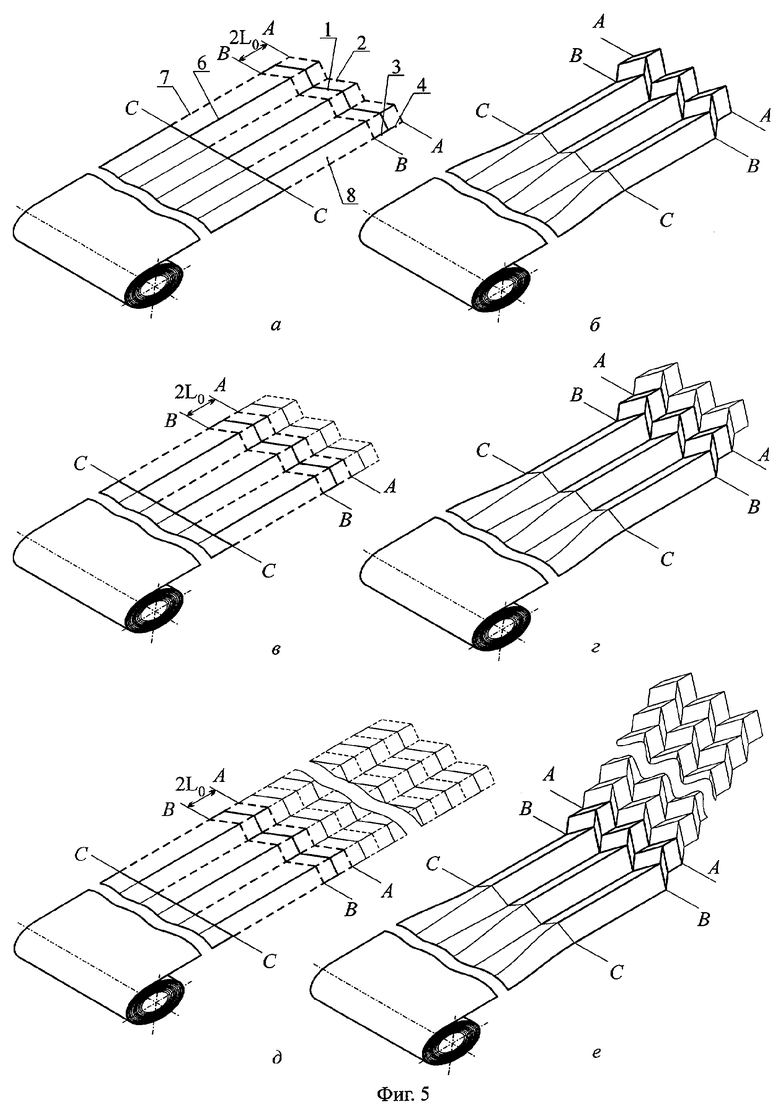
Фиг.5а-5е. - Схема поэтапного формообразования зигзагообразного гофра с использованием комбинированной складчатой структуры, у которой направление пилообразных линий z-гофра и ребер Т-гофра совпадает: а - развертка структуры на первом этапе; б - первый этап процесса - формообразование первой комбинированной складчатой структуры, состоящей из двухрядной ленты z-гофра с примыкающим Т-гофром; в - развертка структуры на втором этапе; г - формообразование комбинированной складчатой структуры на втором этапе; д - развертка структуры на произвольном этапе; е - произвольный этап формообразования.
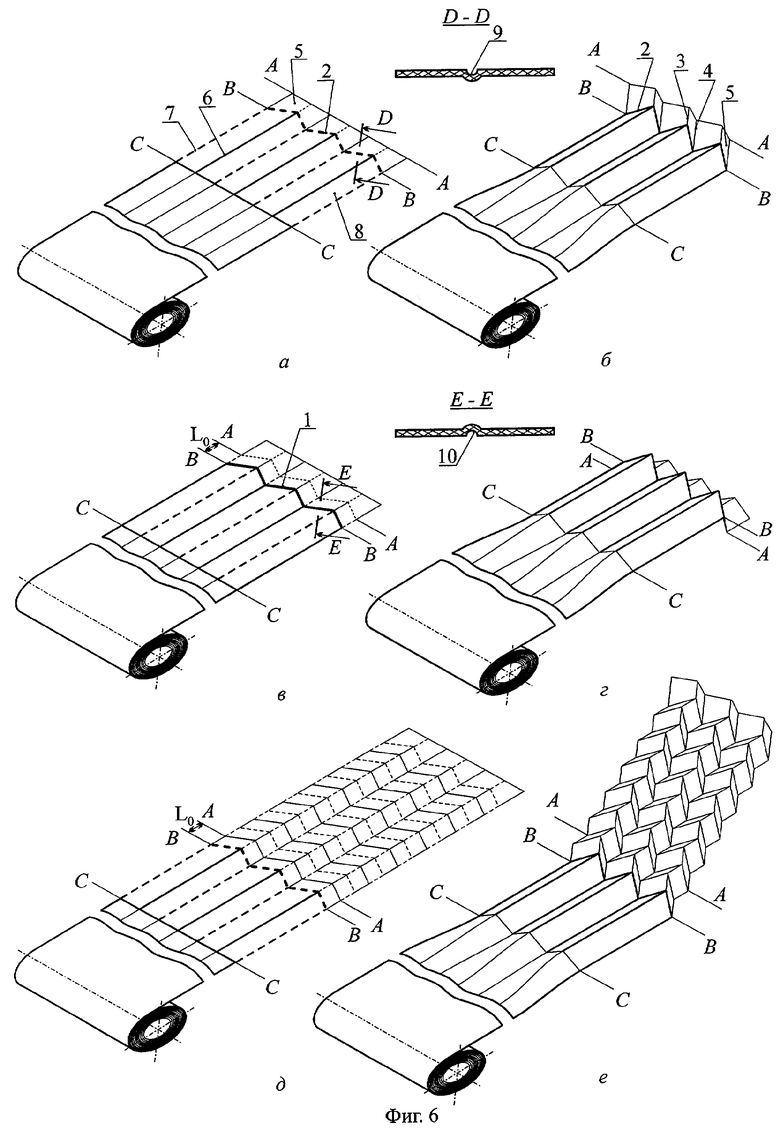
Фиг.6а-6е. - Схема формообразования зигзагообразного гофра с предварительным ослаблением жесткости заготовки путем введения канавок по зигзагообразным линиям:
а - развертки на первом этапе -формирование канавки по зигзагообразной линии впадин; б - формообразование комбинированной складчатой структуры, у которой лента z-гофра состоит из одного ряда четырехугольных граней с примыкающим Т-гофром; в - развертка на втором этапе - формирование канавки по зигзагообразной линии выступов с другой стороны заготовки; г - формирование рельефной структуры на втором этапе; д - развертка на произвольном этапе; е - произвольный этап получения рельефной структуры z-гофра с примыкающим Т-гофром.
Структура z-гофра характеризуется зигзагообразными линиями впадин 2, отрезками 3 пилообразных линий, по которым образуются выступы, и отрезками 4 пилообразных линий, по которым образуются впадины, и четырехугольными гранями 5.
Зигзагообразный гофр имеет складчатую структуру, т.е. разворачивается на плоскость без разрывов и наложения материала. Характерные для заполнителя линии на развертке обозначены теми же цифрами. Разметка z-гофра на развертке задается параметрами 2S0, 2L0, V0 (Фиг.16), где 2S0 - двойной шаг между пилообразными линиями; 2L0 - двойной шаг между зигзагообразными линиями вершин или впадин, соответственно; V0 -амплитуда зигзагообразных линий на разметке. Соответствующие параметры рельефного z-гофра (Фиг.1а) обозначены 2S, 2L, V.
Комбинированные структуры, состоящие из z-гофра и сопряженного с ним Т-гофра, показаны на Фиг.2а-2б и Фиг.3а-3б. При этом ребра треугольного гофра, расположенные сверху, обозначены - 6, нижние ребра - 7, боковые грани - 8. Характерные для Т-гофра линии на развертке обозначены теми же цифрами. Участок, принадлежащий z-гофру, ограничен линиями А-А и В-В, и Т-гофру - В-В и С-С.
На фиг.4а-4е показана схема формообразования z-гофра из ленты в цикле путем создания на каждом этапе цикла промежуточной комбинированной складчатой структуры, состоящей из двухрядной ленты z-гофра и примыкающего к нему участка Т-гофра. При данной схеме пилообразные линии z-гофра 3, 4 ориентированы перпендикулярно ребрам 6, 7 Т-гофра. Линиями А-А и В-В выделена зона, на которой осуществляется формообразование z-гофра. Между линиями В-В и С-С находится зона формообразования Т-гофра. За линией С-С идет зона плавного перехода треугольного гофра в синусоидальный гофр с понижением его рельефа в плоскую полосу.
Зона формообразования комбинированной структуры располагается между линиями А-А и С-С. На фиг.4а, 4в, 4д изображена заготовка в плоском (растянутом) состоянии с линиями разметки на первом, втором и "n"-ом этапе формообразования. Соответственно на фиг.4б, 4 г, 4е показана лента в рельефном состоянии для каждого из перечисленных этапов. Циклическая подача заготовки в зону формообразования равна величине 2S0 - двойному шагу между пилообразными линиями.
На фиг.5а-5е показана схема формообразования z-гофра, отличающаяся от предыдущей тем, что пилообразные линии 3, 4 на z-гофре ориентированы в том же направлении, что и ребра 6, 7 Т-гофра.
На фиг.6а-6е представлена схема непрерывного формообразования z-гофра, при которой на каждом этапе цикла формируется лента z-гофра, состоящая только из одного ряда четырехугольных граней 5 и прилегающего к ней Т-гофра. Зоной формообразования z-гофра служит участок ленты, ограниченный линиями А-А и В-В, а Т-гофра - линиями В-В и С-С. В сечениях Д-Д и Е-Е (фиг.6в) видны канавки 9 и 10 на соответствующей стороне заготовки. Канавки выполнены по зигзагообразным линиям впадин и выступов соответственно. На фиг.6а, 6в, 6д показаны развертки заготовки с комбинированной структурой на первом, втором и произвольном этапе, а на фиг.6б, 6г, 6е - соответствующее поэтапное рельефное состояние полосы.
В основе предлагаемого способа лежат следующие геометрические и физические посылки.
1. Зигзагообразный гофр может сопрягаться с треугольным гофром, образуя комбинированные складчатые структуры, разворачивающиеся в плоскость. При этом сопряжение треугольного гофра с z-гофром может быть в двух вариантах. Первый, когда пилообразные линии 3 и 4 z-гофра перпендикулярны ребрам 6 - Т-гофра и сопряжение граней Т-гофра и z-гофра идет по пилообразным линиям (фиг.2а-2б), и второй, когда сопряжение граней Т-гофра и z-гофра идет по зигзагообразным линиям вершин или впадин, а направление пилообразных линий z-гофра и ребер Т-гофра совпадает (фиг.3а-3б).
Такие комбинированные структуры могут трансформироваться из плоского положения развертки до рельефного состояния любой густоты и обратно до плоского положения.
При этом возникают только изгибные деформации по ребрам структуры, а грани z-гофра и Т-гофра не испытывают деформаций. Таким образом, комбинированная структура на всех этапах формообразования остается складчатой, и заготовка подвергается деформированию изгиба только по линиям разметки.
2. На реальном материале (бумага, картон) можно легко осуществить плавный переход от треугольного гофра к гофру с синусоидальной направляющей и далее в плоскую полосу, что позволяет реализовать процесс формообразования z-гофра из непрерывной полосы.
3. Бумага и картон на полимерной основе (номекс, фенилон и т.п.) обладают повышенными упругими свойствами, что позволяет их многократно изгибать с образованием ребер и снова растягивать в плоское состояние. При этом в местах последнего изгиба материал "запоминает" положение линии ребра изгиба и после снятия растягивающих усилий каждый раз возвращается из плоского состояния в рельефное.
Способ реализуется следующим образом.
На первом этапе (фиг.4а) плоскую заготовку подают в зону формообразования, располагающуюся на участке между линиями А-А и С-С.
Затем, на этом участке осуществляют формообразование путем изгиба (складывания) заготовки одновременно по зигзагообразным 1, 2, пилообразным 3, 4 и прямым 6, 7 линиям.
Получают комбинированную складчатую структуру (фиг.4б), представляющую собой зигзагообразный гофр, сопряженный с треугольным гофром по пилообразной линии.
Z-гофр состоит из двух рядов четырехугольных граней с расположением пилообразных линий перпендикулярно ребрам 6, 7 треугольного гофра. Треугольный гофр формируется на участке между линиями В-В и С-С. Затем он плавно переходит в синусоидальный гофр и далее в плоскую ленту заготовки.
На следующем этапе отформованный участок растягивают до плоского состояния (фиг.4в). Осуществляют подачу заготовки на величину, равную двойному шагу (2S0) между пилообразными линиями и повторяют формообразование комбинированной структуры на участке между линиями А-А и С-С. При этом формируется следующий участок z-гофра, состоящий двух рядов четырехугольных граней, и примыкающий к нему участок Т-гофра, расположенный между линиями В-В и С-С.
Отформованная ранее двухрядная полоса z-гофра в силу упругости материала восстанавливает структуру z-гофра, приданную ей на предыдущем этапе. Далее отформованный участок снова растягивают до плоского состояния. Ленту подают на величину 2S0 и процесс повторяют в цикле до тех пор, пока не будет получена рельефная деталь с зигзагообразной гофрированной структурой нужной длины (фиг.4е).
Другой вариант способа получения z-гофра реализуют путем поэтапного формообразования комбинированной складчатой структуры, у которой пилообразные линии 3, 4 z-гофра ориентированы в одном направлении с ребрами 6, 7 у Т-гофра.
На первом этапе (фиг.5а) заготовку подают в зону формообразования, которая ограничивается линиями А-А и С-С. Затем осуществляют изгиб (складывание) заготовки одновременно по зигзагообразным линиям А-А, В-В (фиг.5а) и по отрезкам 6, 7 в зоне В-В, С-С. Результатом этой операции является комбинированная структура, включающая z-гофр, состоящий из двух рядов граней четырехугольной формы, и сопряженный с ним по зигзагообразной линии треугольный гофр (фиг.5б).
На следующем этапе осуществляют растяжение гофрированного участка до плоского состояния (фиг.5в) и подачу заготовки на величину двойного шага (2L0) между зигзагообразными линиями впадин. Далее производят изгиб до получения комбинированной структуры на участке между линиями А-А и С-С (фиг.5г).
Формообразование продолжается в цикле до получения рельефной детали с зигзагообразной гофрированной структурой нужной длины с продольным расположением пилообразных линий (фиг.5д, 5е).
Третий вариант способа реализуют следующим образом. В зону формообразования подают заготовку и ведут местное ослабление жесткости материала формированием канавки 9 по зигзагообразной линии впадин, определяющей положение впадин гофрированной структуры с одной стороны заготовки (фиг.6а).
Далее осуществляют формообразование фрагмента заготовки, расположенного между линиями А-А и С-С (фиг.6б), изгибом по зигзагообразной линии 2, ослабленной канавкой 9, отрезкам пилообразных линий 3, 4 и продольным линиям 6, 7 до получения комбинированной складчатой структуры, состоящей из z-гофра в виде одного ряда четырехугольных граней 5 и сопряженного с ним по зигзагообразной линии впадин Т-гофра.
На следующем этапе рельефный участок растягивают до плоского состояния (фиг.6в) и подают заготовку на величину шага (L0) между зигзагообразными линиями впадин и вершин, после чего формируют канавку 10 с другой стороны заготовки по зигзагообразной линии вершин 1, определяющей положение вершин гофрированной структуры.
Затем осуществляют изгиб фрагмента заготовки, расположенного между линиями А-А и С-С по разметке до получения комбинированной структуры из z-гофра и Т-гофра (фиг.6г).
После данной операции рельефную часть ленты растягивают, формируют канавку 9 по зигзагообразным линиям впадин 2 (фиг.6д) и операции повторяются далее в цикле до получения z-гофра нужной длины.
Предварительное формирование канавок по зигзагообразным линиям позволяет более точно позиционировать линии изгиба, что в свою очередь, повышает точность z-гофра.
Таким образом, предложены способы, которые позволяют получить из тонколистовых материалов с высокими упругими свойствами рельефную деталь с зигзагообразной гофрированной структурой из непрерывной ленты с ориентацией z-гофра в продольном и перечном направлениях с высокой точностью.
Использованные источники
1. Патент РФ №1706148, МКИ В 32 В 15/00, В 29 С 59/00. Устройство для изготовления изделий сложного профиля из композиционного материала, В.И.Халиулин, В.Е.Десятов, опубл. Бюл. №16 от 12.06.1996 г.
2. 2 Патент РФ №2100120, МКИ В 21 D 13/00, 13/02 Способ изготовления зигзагообразного гофра (варианты) и устройство для его осуществления, В.И.Халиулин, Е.А.Скрипкин, опубл. Бюл. №36 от 27.12.1997 г.
3. Патент РФ №2057647, МКИ B 29 D 9/00, Способ изготовления заполнителя из композиционного материала, В.И.Халиулин, В.Е.Десятов, опубл. Бюл. №10 от 10.04.1996 г.
4. Патент РФ №2118217, МКИ В 21 D 13/00. Устройство для гофрирования листового материала, В.И.Халиулин, И.В.Двоеглазов, опубл. Бюл. №24 от 27.08.1998 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ | 2003 |
|
RU2256556C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ | 2005 |
|
RU2303501C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОГО ЗАПОЛНИТЕЛЯ ИЗ КОМПОЗИТОВ | 2008 |
|
RU2381084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ КОМПОЗИТОВ СКЛАДЧАТОГО ЗАПОЛНИТЕЛЯ ДЛЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2008 |
|
RU2371315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ ) | 2008 |
|
RU2375139C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2205084C1 |
| ЗАПОЛНИТЕЛЬ ПОВЫШЕННОЙ ЖЕСТКОСТИ И СПОСОБ МОДЕЛИРОВАНИЯ РАСПОЛОЖЕНИЯ ЭЛЕМЕНТОВ ЖЕСТКОСТИ ЗАПОЛНИТЕЛЯ | 2005 |
|
RU2307739C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1997 |
|
RU2118217C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2005 |
|
RU2317168C2 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2003 |
|
RU2241562C1 |
Предложенное решение относится к технологии изготовления гофрированных конструкций со складчатой структурой из тонколистовых материалов. Способ включает подачу заготовки в зону формообразования и изгиб листовой заготовки по зигзагообразным и пилообразным линиям согласно форме ячеек зигзагообразной структуры. Изготовление рельефной детали ведут поэтапно в циклическом режиме, по которому в зоне формообразования формуют комбинированную складчатую структуру, состоящую из зигзагообразного гофра и треугольного гофра. Ребра треугольного гофра ориентированы в направлении подачи заготовки. Зигзагообразный гофр сопряжен с треугольным гофром по пилообразным или зигзагообразным линиям, ориентированным поперек направления подачи заготовки. Согласно первому варианту, за один цикл образуется рельефная деталь, после чего зигзагообразный и треугольный гофры комбинированной складчатой структуры циклически растягивают до плоского состояния и заготовку протягивают в зону формообразования на заданную величину для формирования требуемой длины рельефной детали с зигзагообразной гофрированной структурой. Согласно второму варианту, формообразованию комбинированной складчатой структуры может предшествовать попеременное местное ослабление жесткости материала по зигзагообразной линии выступов и впадин с разных сторон заготовки. Данное техническое решение расширяет технологические возможности изготовления рельефных деталей. 2 н. и 4 з.п. ф-лы, 6 ил.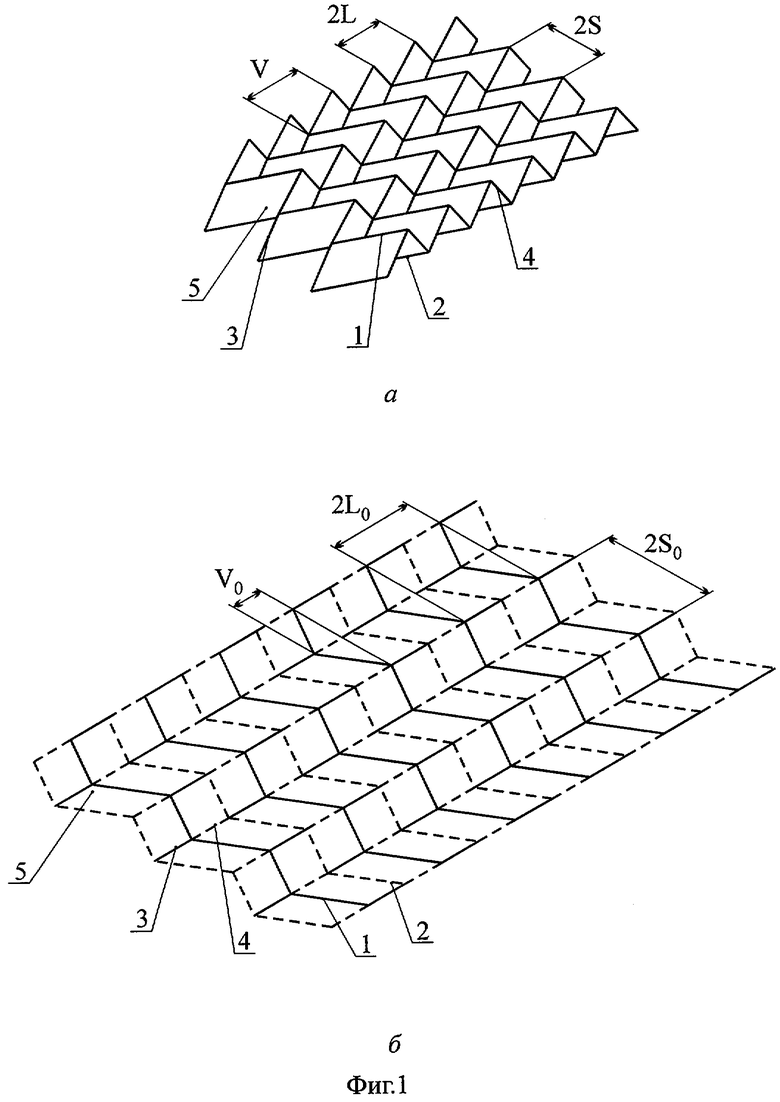
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1997 |
|
RU2118217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНОГО ГОФРА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2100120C1 |
| US 3992162 А, 16.11.1976 | |||
| Способ изготовления многослойной панели криволинейной формы с зигзагообразным гофрированным заполнителем | 1990 |
|
SU1830326A1 |

