Изобретение относится к обработке металлов давлением, в частности к устройствам для гофрирования ленточного материала.
Известны устройства для изготовления ленты с гофрами, расположенными в шахматном порядке по авторским свидетельствам СССР №361000 [1] и 1022765 [2]. Наиболее близким аналогом является авторское свидетельство СССР №1022765.
Известно устройство для изготовления ленты с гофрами, расположенными в шахматном порядке, содержащее установленные на общем основании и связанные с приводом возвратно-поступательный механизм подачи ленты, связанный с механизмом регулировки шага ребер гофров, блок гофрирования с плитами и колонками и с установленными друг против друга на плитах матрицами в виде пластин и пуансонов в виде гребенок, смещенных по шагу их зубьев, связанный с механизмом регулировки высоты гофров и механизмами возвратно-поступательного перемещения блока гофрирования в плоскости, перпендикулярной к направлению движения исходной ленты, как в направлении вдоль колонок, так и в направлении, перпендикулярном направлению движения исходной ленты [1].
Недостатком известного устройства является недостаточная жесткость матриц, которые в процессе штамповки отклоняются от вертикального положения. В результате увеличивается установленный зазор между пуансонами и матрицами, что приводит к появлению заусенцев и загибов множества острых кромок ребер и существенному снижению теплогидравлической эффективности гофрированной теплообменной поверхности. При этом ввиду цикличности таких отклонений матриц их прочность и долговечность невелики. Кроме того, в течение времени жизни матриц нарушается стабильность геометрических параметров гофров (их высоты и шага ребер), что практически исключает возможность использования рассматриваемого устройства в производстве гофрированных теплообменных поверхностей.
Кроме того, в рассматриваемом устройстве величина перемычки постоянная и не предусмотрена возможность регулирования размера перемычек, расположенных на половине высоты множества ребер гофров. Однако величина перемычек должна изменяться в зависимости от высоты h гофров. Опыт эксплуатации устройства по авторскому свидетельству №1022765 показал, что для гофров с малой их высотой (h=1-3,5 мм) величина перемычек ребер гофров должна быть меньше, чем для гофров с большой высотой (h≥3,5 мм). При этом, если для гофров с высотой h≥3,5 мм применить значение величины перемычек, оптимальное для гофров с высотой h=1-3,5 мм, перемычки разрушаются и гофрированная пластина рассыпается на отдельные узкие гофрированные ленты. Поэтому, если штамповый блок используется для изготовления гофров с их высотой h=1-7 мм, необходимо устанавливать высоту кулачка, обеспечивающую оптимальную величину перемычки для гофра с высотой h=7 мм. В результате для гофров с высотой h=1-3,5 мм величина перемычки будет переразмерена, что обуславливает увеличение величины отгиба множества острых кромок ребер гофров в месте перемычек. Эти отгибы обуславливает необоснованное увеличение гидравлических потерь и существенное снижение теплогидравлической эффективности гофрированной теплообменной поверхности с гофрами, расположенными в шахматном порядке и их высотой h=1-3,5 мм.
Кроме того, в рассматриваемом устройстве не указаны величины толщин пуансонов и матриц (а следовательно, и радиусы их скруглений), а также величины зазора между смежными матрицами. Очевидно, что с целью повышения компактности гофрированной теплообменной поверхности, а следовательно, и ее теплогидравлической эффективности необходимо стремиться к наименьшим значениям толщины пуансонов и матриц (а следовательно, и к наименьшему значению радиуса их скругления), а также к уменьшению величины зазора между смежными матрицами в каждой плите. Кроме того, неоправданно большой зазор между матрицами приводит к появлению загибов у множества острых кромок ребер, что существенно снижает теплогидравлическую эффективность гофрированной теплообменной поверхности с гофрами, расположенными в шахматном порядке.
Далее необходимо отметить, что в рассматриваемом устройстве отсутствуют какие-либо устройства на общем основании для фиксации исходной ленты различной ширины и ее строго перпендикулярного направления перемещения к плоскости пуансонов и матриц штампового блока. В результате невозможно выставить и зафиксировать исходную ленту в нужном направлении. Даже если каким-то образом удалось бы выставить исходную ленту в требуемом направлении, все равно невозможно ее зафиксировать в нужном направлении, т.к. любое случайное внешнее воздействие (например, вибрация устройства) неизбежно исказит выставленное направление движения исходной ленты. Поэтому рассматриваемое устройство не может обеспечить надежное изготовление из исходной ленты гофрированных пластин с гофрами, расположенными в шахматном порядке.
Задачей настоящего изобретения является повышение стойкости матриц и качества широкой номенклатуры изготавливаемых на предлагаемом устройстве изделий. Указанная цель достигается тем, что устройство для изготовления ленты с гофрами, расположенными в шахматном порядке, содержит установленные на общем основании и связанные с приводом возвратно-поступательный механизм подачи ленты, связанный с механизмом регулировки шага ребер гофров, блок гофрирования с плитами и колонками и с установленными друг против друга на плитах матрицами в виде пластин и пуансонов в виде гребенок, смещенных по шагу их зубьев, связанный с механизмом регулировки высоты гофров и механизмом возвратно-поступательного перемещения блока гофрирования в плоскости, перпендикулярной как к направлению движения исходной ленты, так и к направлению движения штампового блока вдоль колонок, снабжено матрицами, каждая из которых выполнена из двух смежных частей с сечением каждой части в виде полки уголка переменного сечения, с толщиной рабочей части сечения тела матрицы не менее чем в 7,5 раза меньше толщины сечения основания тела матрицы, причем смежные матрицы в каждой плите установлены зеркально противоположно и соединены заклепками с зазором не менее суммы толщины пуансона и двух с половиной толщин ленты, а шаг расположения заклепок вдоль матриц выполнен по меньшей мере через каждый зуб пуансона и со смещением расположения заклепок вдоль нижней матрицы относительно расположения заклепок вдоль верхней матрицы на величину, равную ширине зуба пуансонов, толщина которых как минимум равна толщине сечения рабочей части тела матрицы и при этом как минимум в 3 раза превышает толщину исходного листового материала, при этом штамповый блок гофрирования имеет возможность перемещения под действием кулачка, расположенного на ведомой звездочке, и толкателя на величину, равную по меньшей мере сумме ширины зуба пуансона и половины толщины исходного листового материала, и регулирования величины этого перемещения с помощью регулировочных прокладок, расположенных между опорной пластиной и общим основанием, при этом на общем основании перед и за механизмом регулировки подачи ленты установлены два одинаковых по конструкции блока механизмов, каждый из которых выполнен в едином блоке с расположенными один под другим механизмами регулируемой фиксированной установки ленты в зависимости от ширины ленты и регулируемого возвратно-поступательного перемещения механизма регулируемой фиксированной установки ленты в направлении, перпендикулярном направлению движения ленты, а на общем основании между блоками механизма регулируемой фиксированной установки ленты в зависимости от ее ширины и механизма регулируемого возвратно-поступательного перемещения механизма регулируемой фиксированной установки ленты в зависимости от ее ширины в направлении, перпендикулярном направлению движения ленты, установлен механизм постоянного торможения ленты, а механизм регулируемой фиксированной установки ленты в зависимости от ширины ленты состоит из расположенного на одной стороне общего основания устройства корпуса блока с гладким отверстием для закрепления в нем с возможностью вращения регулировочного винта, соединенного с резьбовыми отверстиями регулируемых губок с возможностью их перемещения навстречу друг другу или друг от друга вдоль направляющей губок, установленной в корпусе направляющих губок с возможностью его перемещения вдоль направляющих корпуса направляющей губок, причем в одной из регулируемых направляющих губок резьбовое отверстие выполнено с правой резьбой, в другой - с левой, а механизм регулируемого возвратно-поступательного перемещения механизма регулируемой фиксированной установки ленты в зависимости от ширины ленты в направлении, перпендикулярном направлению движения ленты, выполнен в этом же корпусе блока под механизмом регулируемой фиксированной установки ленты в зависимости от ширины ленты и включает регулируемый винт, установленный в гладком круглом отверстии корпуса блока механизмов, расположенного с другой стороны общего основания устройства с возможностью его вращения, серьгу, жестко связанную с корпусом направляющей регулируемых губок, с выполненным в ней резьбовым отверстием для соединения с регулируемым винтом и с возможностью возвратно-поступательного перемещения механизма регулируемой фиксированной установки ленты в зависимости от ширины ленты в направлении, перпендикулярном направлению движения ленты, а конструкция механизма постоянного торможения ленты содержит нижнюю опорную пластину, по которой передвигается лента, на которую уложена прижимная пластина, выше которой на некотором расстоянии установлена верхняя опорная пластина, а между верхней опорной пластиной и прижимной пластиной установлена пружина с усилием сжатия, обеспечивающим усилие, прилагаемое подающей рамкой к отштампованному гофру, не приводящее к деформации отштампованного гофра и обеспечивающее надежную фиксацию ленты при необходимой величине ее передвижки после завершения процесса штамповки гофров, а также в условиях случайных воздействий на ленту при движении рамки назад (в обратном направлении) и при вибрации устройства.
На фиг.1 изображен общий вид устройства спереди;
На фиг.2 - сечение по А-В-С-Д устройства на фиг.1;
На фиг.3 - вид сверху устройства на фиг.1;
На фиг.4 - блок пуансонов, матриц и съемников;
На фиг.5 изображена конструкция матрицы;
На фиг.6 - конструкция пуансона;
На фиг.7 - гофрированная пластина.
Устройство содержит общее основание 1 с расположенными на нем механизмами.
Блок гофрирования состоит из верхней 2 нижней 3 матриц с упорами 4, установленными на пружинах 5 и расположенными с двух сторон от верхнего 6 и нижнего 7 пуансонов, верхних 8 и нижних 9 съемников с упорами 10, установленными на пружинах 11. Матрицы 2, 3, пуансоны 6, 7 и съемники 8, 9 закреплены соответственно на верхней 12 и нижней 13 плитах. При этом матрицы выполнены из двух смежных частей 14 и 15, сечение каждой из которых выполнено в виде сечения полки уголка переменного сечения, в котором толщина d рабочей части тела матрицы 16 выполнена как минимум в 7,5 раза меньше толщины m сечения основания тела матрицы 17 с радиусом скругления r, равным половине толщины d рабочей части сечения матрицы. При этом толщины рабочей части матриц 16 и пуансонов 6, 7 выполнены одинаковыми. Обе части матрицы 14 и 15 установлены зеркально противоположно относительно их переменных сечений полок уголка с зазором k, равным как минимум сумме толщины пуансона d и двух толщин δ исходной ленты 18, и соединены друг с другом с помощью заклепок 19, расположенных в основании тела матриц 17. Установка заклепок 18 вдоль верхней 2 и нижней 3 матриц выполнена с шагом t1, равным как минимум двум значениям ширины I' зуба 20 верхнего 6 или нижнего 7 пуансонов. При этом вдоль нижней 3 матрицы расположение заклепок 18 выполнено со смещением относительно расположения заклепок 18 в верхней 6 матрице на величину, равную ширине I' зуба 20 пуансонов. Верхняя 12 и нижняя 13 плиты установлены в колонках 21. Верхняя плита 12 соединена с механизмом изменения высоты гофров, состоящим из салазок 22, клина 23 и регулировочного винта 24 с контргайкой 25, соединенных через кулису 26 с эксцентриковым валом 27, установленным в стойках 28.
Механизм подачи исходной ленты установлен на общем основании 1 и состоит из механизма регулировки шага t гофров в виде установленного в ползуне 29 регулировочного винта 30 с контргайкой 31, тяги 32 с шарниром 33, приводной втулки 34, установленного в направляющей 35 толкателя 36, взаимодействующего с подающей рамкой 37 и возвратной пружиной 64.
Механизм постоянного торможения исходной ленты 18 служит для постоянного торможения исходной ленты 18 при рабочем и холостом (обратном) ходе подающей рамки 37 и установлен на общем основании 1 между блоками механизма регулируемой фиксированной установки ленты в зависимости от ее ширины и механизмом регулируемого возвратно-поступательного перемещения механизма регулируемой фиксированной установки ленты в зависимости от ее ширины в направлении, перпендикулярном направлению движения ленты. Конструкция механизма постоянного торможения состоит из верхней 38 и нижней 39 опорных пластин, прижимной пластины 40 и пружины 41, расположенной между прижимной пластиной 40 и верхней опорной пластиной 38. Исходная лента 18 в конструкции механизма постоянного торможения ленты расположена между опорной 39 и прижимной 40 пластинами.
Механизм регулируемой фиксированной установки ленты в зависимости от ее ширины и механизм регулируемого возвратно-поступательного перемещения механизма регулируемой фиксированной установки ленты в зависимости от ширины ленты в направлении, перпендикулярном направлению движения ленты, выполнены в едином блоке, расположены один под другим и включают в себя каждый по одному корпусу блока 42, установленному с разных сторон общего основания 1 вдоль направления А движения исходной ленты 18.
В предлагаемом устройстве выполнено два таких блока механизмов, которые установлены перед штамповым блоком и за механизмом подачи исходной ленты 18.
Механизм регулируемой фиксированной установки ленты в зависимости от ее ширины состоит из корпуса блока 42 с гладким отверстием для закрепления в нем регулировочного винта 44 с возможностью его вращения. Винт 44 соединен с резьбовыми отверстиями 47 серег 46, выполненных в едином блоке с регулируемыми направляющими губками 45, расположенными на корпусе 43 с возможностью их перемещения вдоль корпуса 43 навстречу друг другу или друг от друга. На корпусе 43 установлена жестко связанная с ним серьга 48 с резьбовым отверстием 49. При этом в одной из регулируемых направляющих губок 45 резьбовое отверстие 47 выполнено с правой резьбой, а в другой - с левой.
Механизм регулируемого возвратно-поступательного перемещения механизма регулируемой фиксированной установки ленты в зависимости от ширины ленты в направлении, перпендикулярном направлению движения ленты, состоит из корпуса блока 42 с гладким отверстием для закрепления в нем регулировочного винта 50 с возможностью его вращения. Винт 50 соединен с резьбовым отверстием 49 серьги 48, жестко связанной с корпусом 43.
Механизм возвратно-поступательного перемещения штампового блока в направлении, перпендикулярном направлению А перемещения исходной ленты 18, включает установленный на оси 52 главного привода приводной шкив 53, ведущую звездочку 54, связанную цепью 55 с ведомой звездочкой 56, установленной на оси 57, кулачок 58, взаимодействующий с ним толкатель 59, опорную пластину 60, блок регулировочных прокладок 61, регулирующий величину зазора 62 между толкателем 59 и нижней плитой 13, и пружину 63.
Устройство работает следующим образом.
При повороте эксцентрикового вала 27 кулиса 26 через салазки 22 и клин 23, зафиксированный в требуемом положении с помощью регулировочного винта 24 с контргайкой 25 механизма изменения высоты гофров, нажимает на верхнюю плиту 12, верхний пуансон 6, закрепленный в верхней плите 12, и через пружины 5 и 11 нажимает соответственно на верхнюю матрицу 2 и на верхний съемник 8. Первоначально съемник 8 своими упорами 10 устанавливается на упоры 10 нижнего съемника 9, сжимает пружины 11 до момента касания упоров 4, установленных на верхней 2 и нижней 3 матрицах. Далее пружины 5 и 11 продолжают сжиматься до встречи верхней 2 и нижней 3 матриц с исходной лентой 18. После встречи матриц 2 и 3 с исходной лентой 18 скорость перемещения верхней матрицы 2 относительно скорости перемещения верхнего пуансона 6 уменьшается. Поэтому пуансоны своими зубьями 20 нажимают на исходную ленту 18, прорывают ее и входят в промежутки между зубьями нижнего пуансона 7 на глубину, соответствующую требуемой высоте гофров h. Зубья 20 пуансонов 6 и 7 формируют радиус скругления при вершине гофров, затягивают исходную ленту 18 в зазор m между рабочими частями тела матриц 16 и формируют ребра гофров и их профили сечений только для половины сечения короткого канала от радиуса скругления до половины высоты гофра. При этом вершины половин сечений отштампованных смежных коротких каналов последовательно расположены вверх-вниз.
При дальнейшем повороте эксцентрикового вала 27 до завершения первого оборота эксцентрикового вала 27 верхний пуансон 6 выходит из нижнего пуансона 7, а матрицы 2 и 3 и съемники 8 и 9 под действием пружин 5 и 11 возвращаются в исходное положение. Под действием пружин 11 съемники 8 и 9 снимают с пуансонов 6 и 7 и матриц 2 и 3 отформованные гофры. В это же время вращающий момент от эксцентрикового вала 27 через ведущую звездочку 54 и цепь 55 передается на ведомую звездочку 56, установленную на оси 57. Под действием сжатой пружины 63 блок формовки гофров через нижнюю плиту 13 прижат к толкателю 59, установленному в опорной пластине 60 и продолжающему скольжение по опорной поверхности кулачка 58. При этом требуемый зазор 62 между общим основанием 1 и опорной пластиной 60 обеспечивается специально подобранными регулировочными прокладками 61. Одновременно эксцентриковый вал 27 через приводные втулки 34, тяги 32, шарниры 33 перемещает ползуны 29. Установленные в ползуне 29 регулировочные винты 30 с контргайками 31 перемещают толкатели 36, установленные в направляющих 35, и подающую рамку 37. Подающая рамка 37 упирается в отштампованный гофр, перемещает его вместе с исходной лентой 18 на требуемую величину. В это время эксцентриковый вал завершил вращение от В.М.Т. на 270°. В течение завершения полного оборота эксцентрикового вала 27 и вплоть до 90° его последующего оборота приводная втулка 34 через тяги 32 и шарниры 33 перемещает ползуны 29 с закрепленными в них регулировочными винтами 30 с контргайками 31 в крайнее заднее положение. Под действием пружины 64 подающая рамка 37 и толкатели 36, постоянно прижатые к регулировочным винтам 30, также перемещаются в крайнее заднее положение (холостой ход). Необходимо отметить, что исходная лента 18 постоянно прижата механизмом постоянного торможения ленты усилием, обеспечивающим незатрудненное ее перемещение без деформации отштампованных гофров. Поэтому при движении подающей рамки 37 назад (холостой ход) обеспечивается неподвижность исходной ленты 18 при случайных воздействиях двигающейся назад рамки или вибраций, что, в свою очередь, обеспечивает неизменность требуемой величины перемещения исходной ленты 18, выполненного подающей рамкой 37 после завершения процесса штамповки гофров.
При начале второго оборота эксцентрикового вала 27 после В.М.Т вращающий момент от эксцентрикового вала 27 через ведущую звездочку 54 и цепь 55 передается на ведомую звездочку 56, установленную на оси 57. В это время толкатель 59 сходит с опорной поверхности кулачка 58 и упирается в опорную поверхность ведомой звездочки 56, и скользит по ней в течение всего второго оборота эксцентрикового вала 27. Под действием сжатой пружины 63 блок формовки гофров через нижнюю плиту 13 прижат к толкателю, установленному в опорной пластине 60. Как только толкатель 59 сошел с опорной поверхности кулачка 58 под действием сжатой пружины 63 блок формовки гофров через нижнюю плиту 13 перемещается за толкателем 59 до упора нижней плиты 13 в опорную пластину 60 на величину установленного зазора, равную как минимум сумме ширины I' зуба 20 пуансонов 6 и 7 и половины толщины δ исходной ленты 18. Остальные процессы во время второго оборота эксцентрикового вала 27 повторяются, как и при первом его повороте. Однако во время второго оборота эксцентрикового вала происходит формирование перемычек между рядами коротких каналов сложного треугольного (трапециевидного) профиля, расположенных в шахматном порядке, и доформовка полного профиля коротких каналов, полученных после первого оборота эксцентрикового вала 27. Далее процессы повторяются с циклом в два оборота. Однако процесс штамповки гофрированных пластин может быть закончен цикличностью в один оборот эксцентрикового вала 27, если до этого было выполнено как минимум два оборота эксцентрикового вала 27.
Введение в предлагаемое устройство конструкции матрицы с сечением полки уголка переменного сечения и соединение двух частей матриц заклепками обусловлено необходимостью повышения прочности и стойкости матриц. У аналога длина рабочей части тела матрицы необоснованно большая и равна длине полки уголка, что в несколько раз больше необходимой длины рабочей части тела матрицы. При этом рабочая часть тела матрицы характеризуется небольшой толщиной, равной 3-5 толщинам ленты, и работает на изгиб. Поэтому с целью повышения прочности и стойкости конструкции матрицы в предлагаемом устройстве сечение матрицы в виде полки уголка переменного сечения с небольшой величиной длины рабочей части тела матрицы существенно повышает жесткость, прочность и долговечность матрицы. При этом более толстая часть сечения основания тела матрицы, в сравнении с толщиной сечения рабочей части тела матрицы, играет роль надежной заделки рабочей части тела матрицы. Поэтому возникающие изгибающие усилия в рабочей части тела матрицы не могут привести к изгибу основания тела матрицы относительно вершины уголка профиля сечения матрицы. Расчетным и экспериментальным методами в течение многолетней эксплуатации аналога предлагаемого устройства нами установлено, что при возможных рабочих длинах рабочей части тела матрицы значение отношения толщины основания тела матрицы к толщине рабочей части тела матрицы должно быть не менее 5 при коэффициенте запаса прочности 2,5. Однако, как показал опыт, этого оказалось недостаточно. Поэтому для увеличения сопротивления конструкции матрицы циклически возникающим изгибающим усилиям, приложенным к радиусной части сечения рабочей части тела матрицы, обе части матрицы были соединены заклепками через средние части сечения тела матриц. При этом жесткость и стойкость конструкции матрицы многократно увеличилась, а проблема долговечности матриц была решена.
Введение минимально необходимого зазора k между матрицами, равного сумме толщины пуансона d и двух с половиной толщин ленты δ (k≥d+2,5·δ) диктуется тем, что при меньшей величине минимально возможного зазора, равного k=d+2·δ, происходит быстрый износ внутренней поверхности рабочей части тела матриц и развиваются максимальные усилия изгиба, приложенные к радиусной части рабочей части тела матриц. Это приводит к более быстрому выходу из строя конструкций матриц. Опыт эксплуатации матриц с различными значениями зазоров показал, что при величине зазора k=d+(2,5-3,5)·δ износ рабочей части тела матрицы не изменяется и на порядок меньше, чем при зазоре k=d+2·δ. Однако при величине зазора k=d+2,5·δ на множестве ребер коротких каналов гофрированной пластины практически отсутствуют заусенцы и загибы. А при зазоре k=d+(3,0-3,5)·δ уже появляются заусенцы и загибы. Это приводит к снижению теплогидравлической эффективности интенсификации теплообмена в таких теплообменных поверхностях, что менее предпочтительно. Причину этого явления можно проанализировать на Фиг.4. В предлагаемом устройстве реализуется новый принцип штамповки из ленты гофрированной пластины с гофрами, расположенными в шахматном порядке, при котором вместо процесса резки ленты используется процесс разрыва пуансонами ленты, зажатой между двумя прямолинейными плоскими образующими (матрицами). При этом две точки разрыва ленты R1 и R2 постоянно находятся между пуансоном и матрицами независимо от глубины хода верхнего пуансона. Поэтому кромки пуансонов и матриц не тупятся и отсутствуют заусенцы и загибы у множества острых кромок коротких каналов. Таким образом, выбранное минимальное значение зазора k обеспечивает существенное повышение долговечности пуансонов и матриц при высоком качестве изготавливаемых гофров, расположенных в шахматном порядке. Кроме того, минимально необходимый зазор k между матрицами, равный сумме толщины пуансона d и двух с половиной толщин ленты δ (k≥d+2,5·δ) обуславливает более высокое значение компактности теплообменной поверхности и, как следствие, более высокое значение теплогидравлической эффективности теплообменной поверхности.
Введение минимального значения отношения толщины пуансона d к толщине ленты δ как 3:1 (d≥3·δ) обусловлено тем, что первичное прорывание ленты пуансонами при штамповке гофров требует высокой устойчивости пуансонов к изгибу и поломке при высокой долговечности (до 1000 раб. часов). Опыт использования такого типа устройства показал, что при значении толщины пуансона d≤3·δ пуансоны не выдерживают назначенного срока их долговечности и начинают изгибаться или ломаться, что неизбежно приводит и к разрушению матриц. Кроме того, минимально возможная толщина пуансона обуславливает более высокое значение компактности теплообменной поверхности и, как следствие, более высокое значение ее теплогидравлической эффективности.
Введение перемещения штампового блока под действием кулачка 58, расположенного на ведомой звездочке 56, и толкателя 59 на величину, равную как минимум сумме ширины зуба пуансона I' и половины толщины δ исходного листового материала, с возможностью регулирования величины этого перемещения с помощью регулировочных прокладок 61 обусловлено следующим. В предлагаемом устройстве формирование перемычки происходит при втором обороте эксцентрикового вала 27. Опытная эксплуатация подобного устройства-аналога [1] показала, что если выполнить передвижку блока формовки гофров на величину, меньшую величины суммы ширины зуба пуансона I' и половины толщины δ ленты, перемычка разрывается, что недопустимо. При передвижке штампового блока на величину, равную сумме ширины зуба пуансона I' и половины толщины δ исходного листового материала, величина перемычки наименьшая, что обуславливает наименьшие гидравлические потери теплоносителя при обтекании перемычки в теплообменной поверхности и более высокое значение теплогидравлической эффективности в ней. Кроме того, такое точное значение передвижки штампового блока невозможно осуществить только кулачком и толкателем без регулирующих плоских прокладок.
Введение на общем основании перед и за механизмом регулировки подачи ленты двух одинаковых по конструкции блоков механизмов, каждый из которых в едином блоке включает механизм регулируемой фиксированной установки ленты в зависимости от ширины ленты и механизм регулируемого возвратно-поступательного перемещения механизма регулируемой фиксированной установки ленты в зависимости от ширины ленты в направлении, перпендикулярном направлению движения ленты, обусловлено следующим. В предлагаемом устройстве должны использоваться ленты различной ширины. Поэтому для исключения возможности несанкционированного перемещения исходной ленты в результате случайных воздействий на нее передвижениями подающей рамки и вибрациями устройства, а также с целью повышения качества изготавливаемых гофрированных пластин необходимо располагать исходную ленту в направляющих губках. Кроме того, установка на общем основании 1 предлагаемого устройства двух таких блоков механизмов друг за другом продиктована необходимостью обеспечить установку направления движения исходной ленты по общему основанию 1, перпендикулярно плоскости пуансонов и матриц. Без такой установки ленты возможны ее отклонения от этого направления, что приведет к браку изготавливаемых на устройстве гофрированных пластин.
Введение механизма постоянного торможения ленты служит для исключения несанкционированного передвижения исходной ленты вместе с отштампованным гофром после его перемещения подающей рамкой на необходимую величину. Источниками случайных воздействий на исходную ленту являются вибрации устройства и возвратно-поступательные перемещения подающей рамки. При этом нормальное усилие пружины механизма постоянного торможения ленты подбирается таким, чтобы прикладываемое к отштампованному гофру усилие подающей рамки обеспечивало незатрудненное перемещение гофра с исходной лентой на необходимую величину без деформации отштампованного гофра. Кроме того, нормально приложенное к ленте усилие пружины механизма постоянного торможения ленты должно обеспечить неизменной необходимую величину передвижки ленты после штамповки гофра при случайных воздействиях рамки во время ее обратного (холостого) хода и от вибраций устройства.
Библиография
1. А.с. №361000. Опубликовано 07.12.1972 г., Бюл. №1 за 1973 г.
2. А.с. №1022765. Опубликовано 15.06.1983 г., Бюл. №22.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления ленты с гофрами,расположенными в шахматном порядке | 1980 |
|
SU1022765A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2012 |
|
RU2518016C1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| Устройство для поперечного гофрирования полосового материала | 1981 |
|
SU963612A1 |
| Устройство для гофрирования полосо-ВОгО МАТЕРиАлА | 1979 |
|
SU829260A1 |
| РАССЕЧЕННАЯ ГОФРИРОВАННАЯ ПОВЕРХНОСТЬ ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА | 1998 |
|
RU2135922C1 |
| Устройство для гофрирования ленты и скрепления гофров | 1982 |
|
SU1044393A1 |
Изобретение относится к области обработки металлов давлением, в частности к оснастке для гофрирования ленточного материала. Устройство содержит установленные на общем основании и связанные с приводом возвратно-поступательный механизм подачи ленты с подающей рамкой, соединенный с механизмом регулировки шага ребер гофров, штамповый блок гофрирования с матрицами в виде пластин и пуансонами в виде гребенок, связанный с механизмом регулировки высоты гофров и механизмами его возвратно-поступательного перемещения в плоскости, перпендикулярной как к направлению движения исходной ленты, так и к направлению движения штампового блока вдоль колонок. При этом каждая матрица выполнена из двух смежных частей с сечением каждой части в виде полки уголка переменного сечения определенной толщины. Смежные матрицы в каждой плите установлены зеркально противоположно и соединены заклепками с определенным зазором и шагом расположения заклепок. На общем основании перед и за механизмом регулировки подачи ленты установлены два одинаковых блока механизмов, каждый из которых состоит из расположенных один под другим механизмов регулируемой фиксированной установки ленты в зависимости от ширины ленты и регулируемого возвратно-поступательного перемещения механизма регулируемой фиксированной установки в направлении, перпендикулярном направлению движения лент. Между упомянутыми блоками установлен механизм постоянного торможения ленты. Повышается стойкость матриц и качество гофрированных лент. 2 з.п. ф-лы, 7 ил.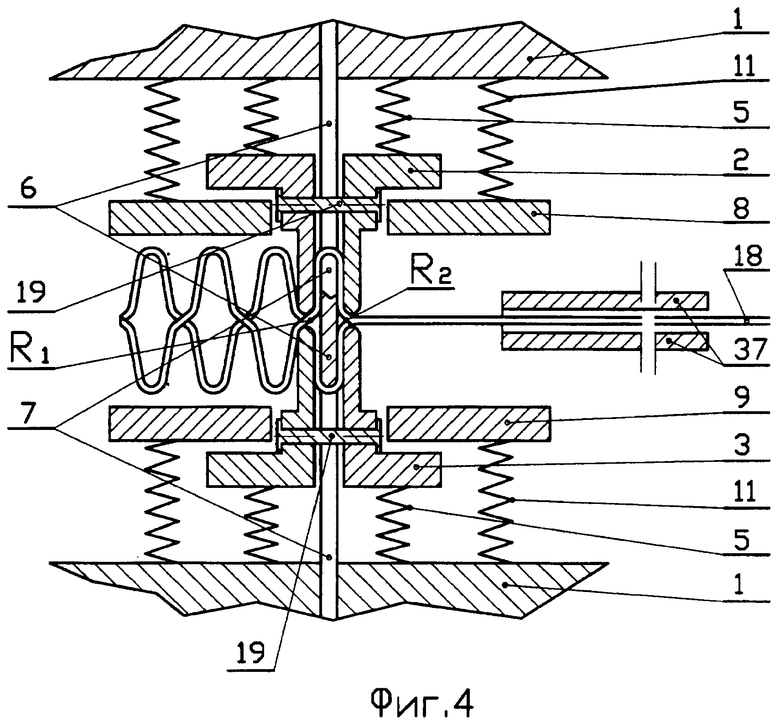
1. Устройство для изготовления ленты с гофрами, расположенными в шахматном порядке, содержащее установленные на общем основании и связанные с приводом возвратно-поступательный механизм подачи ленты с подающей рамкой, соединенный с механизмом регулировки шага ребер гофров, штамповый блок гофрирования с плитами и колонками и с установленными напротив друг друга на плитах матрицами в виде пластин и пуансонов в виде гребенок, смещенных по шагу их зубьев, связанный с механизмом регулировки высоты гофров и механизмами его возвратно-поступательного перемещения в плоскости, перпендикулярной как к направлению движения исходной ленты, так и к направлению движения штампового блока вдоль колонок, отличающееся тем, что каждая матрица выполнена из двух смежных частей с сечением каждой части в виде полки уголка переменного сечения, с толщиной рабочей части сечения тела матрицы не менее чем в 7,5 раза меньше толщины сечения основания тела матрицы, причем смежные матрицы в каждой плите установлены зеркально противоположно и соединены заклепками с зазором не менее суммы толщины пуансона и двух с половиной толщин ленты, а шаг расположения заклепок вдоль матриц выполнен по меньшей мере через каждый зуб пуансона и со смещением расположения заклепок вдоль нижней матрицы относительно расположения заклепок вдоль верхней матрицы на величину, равную ширине зуба пуансонов, толщина которых равна толщине сечения рабочей части тела матрицы и при этом как минимум в 3 раза превышает толщину исходного листового материала, при этом штамповый блок гофрирования имеет возможность перемещения под действием кулачка, расположенного на ведомой звездочке, и толкателя на величину, равную по меньшей мере сумме ширины зуба пуансона и половине толщины исходного листового материала, и регулирования величины этого перемещения с помощью регулировочных прокладок, расположенных между опорной пластиной и общим основанием, при этом на общем основании перед и за механизмом регулировки подачи ленты установлены два одинаковых блока механизмов, каждый из которых состоит из расположенных один под другим механизмов регулируемой фиксированной установки ленты в зависимости от ширины ленты и регулируемого возвратно-поступательного перемещения механизма регулируемой фиксированной установки в направлении, перпендикулярном направлению движения ленты, а на общем основании между блоками механизма регулируемой фиксированной установки ленты в зависимости от ее ширины и механизма регулируемого возвратно-поступательного перемещения механизма регулируемой фиксированной установки ленты в зависимости от ее ширины в направлении, перпендикулярном направлению движения ленты, установлен механизм постоянного торможения ленты.
2. Устройство по п.1, отличающееся тем, что механизм регулируемой фиксированной установки ленты в зависимости от ширины ленты состоит из расположенного на одной стороне общего основания устройства корпуса блока с гладким отверстием для закрепления в нем с возможностью вращения регулировочного винта, соединенного с резьбовыми отверстиями регулируемых губок с возможностью их перемещения вдоль направляющей губок, установленной в корпусе направляющих губок с возможностью его перемещения вдоль направляющих корпуса направляющей губок, причем в одной из регулируемых направляющих губок резьбовое отверстие выполнено с правой резьбой, в другой - с левой, а механизм регулируемого возвратно-поступательного перемещения механизма регулируемой фиксированной установки ленты в зависимости от ширины ленты в направлении, перпендикулярном направлению движения ленты, выполнен в том же корпусе блока под механизмом регулируемой фиксированной установки ленты в зависимости от ширины ленты и включает регулировочный винт, установленный в гладком отверстии корпуса блока механизмов, расположенного с другой стороны общего основания устройства с возможностью его вращения, серьгу, жестко связанную с корпусом направляющей регулируемых губок, с выполненным в ней резьбовым отверстием для соединения с регулировочным винтом и с возможностью возвратно-поступательного перемещения механизма регулируемой фиксированной установки ленты в зависимости от ширины ленты в направлении, перпендикулярном направлению движения ленты.
3. Устройство по п.1, отличающееся тем, что механизм постоянного торможения ленты содержит нижнюю опорную пластину, по которой передвигается лента, на которую уложена прижимная пластина, выше которой на некотором расстоянии установлена верхняя опорная пластина, а между верхней опорной пластиной и прижимной пластиной установлена пружина, имеющая усилие сжатия, обеспечивающее усилие, прилагаемое подающей рамкой к отштампованному гофру, не приводящее к деформации отштампованного гофра, и обеспечивающее надежную фиксацию величины необходимой передвижки ленты после штамповки гофров в условиях случайного воздействия на ленту при движении рамки назад и при вибрации устройства.
| Устройство для изготовления ленты с гофрами,расположенными в шахматном порядке | 1980 |
|
SU1022765A1 |
| УСТРОЙСТВО ДЛЯ БИГОВКИ ЛИСТОВОГО МАТЕРИАЛА | 2005 |
|
RU2284238C1 |
| SU 1824781 A1, 10.08.1996 | |||
| US 4981744 A1, 01.01.1991. | |||

