Область применения
Изобретение относится к бритвенным приборам и бритвенным лезвиям улучшенного качества и способам изготовления бритвенных лезвий и аналогичных режущих инструментов с острыми и прочными режущими кромками.
Уровень техники
Бритвенные лезвия, как правило, изготавливаются из подходящего материала основы, такого как металл или керамика. На бритвенном лезвии формируется кромка клиновидной формы, самый край которой имеет радиус закругления меньший, чем примерно 1000 Å, и внутренний угол между поверхностями, образующими клиновидную кромку, составляет менее 30°. Так как в процессе бритья лезвие подвергается достаточно жестким нагрузкам, часто приводящим к повреждению кромки, было предложено наносить на него один или несколько слоев дополнительного материала покрытия, что будет способствовать облегчению процесса бритья и/или увеличению твердости, прочности и/или коррозионной устойчивости бреющей кромки. Предлагался целый ряд материалов для нанесения в качестве покрытия, таких как полимерные материалы, металлы и сплавы, а также иные материалы, включая алмаз и алмазоподобные углеродные материалы. Алмаз и алмазоподобные углеродные материалы характеризуются существенным преобладанием sp3-связей, плотностью выше 2.5 г/см3 и пиком Рамана около 133 см-1 (для алмаза) и около 1550 см-1 (для алмазоподобного углерода). Каждый такой слой (или слои) дополнительного материала придают изделию такие характеристики, как лучше качество бритья, повышенная твердость, прочность кромки и/или устойчивость к коррозии, без ухудшения геометрии изделия и эффективности режущих свойств бреющей кромки. Однако такие предложения не были признаны удовлетворительными, так как алмазные или алмазоподобные покрытия проявляли плохую адгезию к клиновидной кромке основы и имели тенденцию отставать от нее.
Сущность изобретения
Настоящее изобретение относится к способу формирования покрытия на бритвенном лезвии. Способ содержит следующие этапы:
а) обеспечение основы;
б) формирование клиновидной заостренной кромки на упомянутой основе с внутренним углом менее чем 30° и радиусом закругления менее 1000 Å;
в) помещение упомянутой основы в вакуумную камеру;
г) введение первой твердой мишени в упомянутую вакуумную камеру;
д) введение газа в вакуумную камеру для ионизации,
е) генерация потока ионов из упомянутой первой твердой мишени путем приложения отрицательного напряжения к упомянутой первой твердой мишени в виде импульсов, в результате чего упомянутые ионы образуют тонкопленочное покрытие на клиновидной заостренной кромке основы.
Первая твердая мишень может быть выполнена из металла, углерода или бора. Металл может быть одним из группы, в которую входят Al, Nb, Zr, Cr, V, Та, Ti, W, Ni, Hf, Si, Mo, или же сплавом элементов данной группы в любом сочетании.
Способ может содержать дополнительный этап: ж) генерация потока дополнительных ионов из упомянутой первой твердой мишени путем приложения второго более низкого отрицательного напряжения к упомянутой первой твердой мишени в виде импульсов, в результате чего упомянутые ионы образуют тонкопленочное покрытие на клиновидной заостренной кромке основы.
Способ может содержать дополнительный этап: ж) вращение упомянутой основы вокруг оси во время этапа е).
Способ может содержать дополнительные этапы: ж) введение второй твердой мишени в упомянутую вакуумную камеру, з) генерация потока ионов из упомянутой второй твердой мишени путем приложения отрицательного напряжения к упомянутой второй твердой мишени в виде импульсов, в результате чего упомянутые ионы образуют тонкопленочное покрытие на клиновидной заостренной кромке основы. Вторая твердая мишень может быть расположена в другом положении по отношению к основе, нежели первая твердая мишень.
Генерируемые на этапе з) импульсы могут прилагаться таким образом, что во время импульса развивается пик потока мощности в диапазоне от 0.1 кВт/см2 до 20 кВт/см2. Генерируемые на этапе з) импульсы могут прилагаться с частотой в диапазоне от 5 Гц до 10 000 Гц. Генерируемые на этапе з) импульсы могут иметь напряжение в диапазоне от -100 В до -10000 В. Генерируемые на этапе з) импульсы могут иметь длительность в диапазоне от 10 мкс до 10000 мкс. Генерируемые на этапе з) импульсы могут давать плотность тока на мишени в диапазоне от 0.1 до 10 А/см2.
Основа может находиться под напряжением, падающим в диапазоне от -20 В до -1000 В.
Газ может быть одним из группы инертных газов, таких как Ar, Ne, Kr, Xe, или из группы химически активных газов, таких как N2, CH4, C2H2, O2, или любым сочетанием инертных и активных газов. Газ может иметь давление в диапазоне 1-10 миллиторр.
Краткое описание рисунков
Хотя в конце настоящего описания и приводится формула, четко формулирующая то, что формирует настоящее изобретение, предполагается, что настоящее изобретение будет более понятным из нижеследующего описания в сочетании с сопровождающими его рисунками.
Рис.1. Аксонометрический вид бритвенного прибора в соответствии с настоящим изобретением.
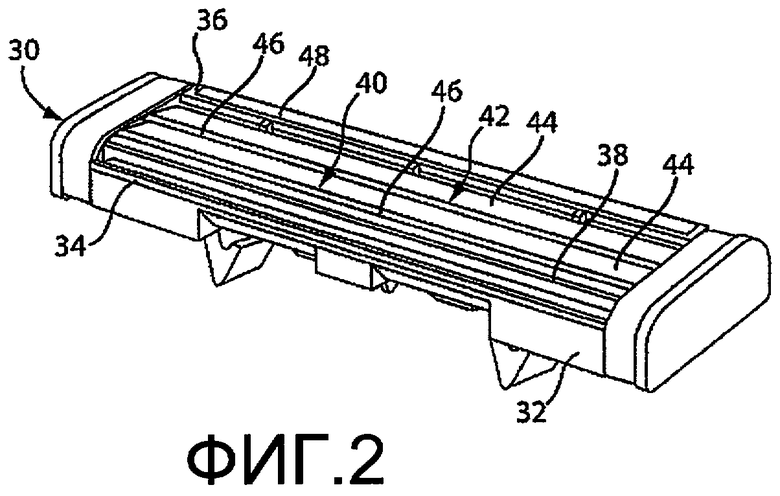
Рис.2. Аксонометрический вид другого бритвенного прибора в соответствии с настоящим изобретением.
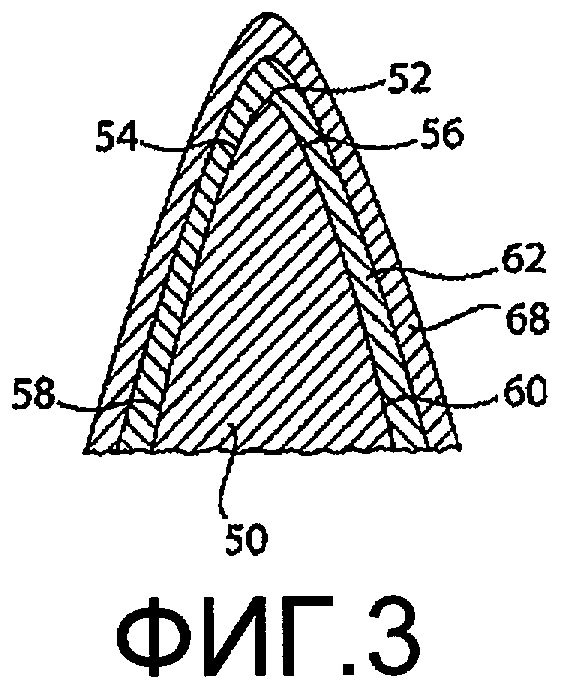
Рис.3. Схематичное изображение геометрии кромки бритвенного лезвия в соответствии с настоящим изобретением.
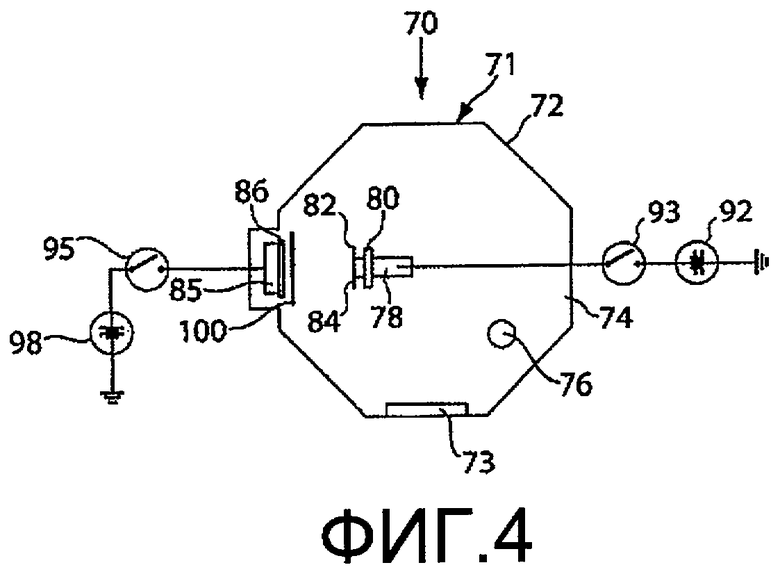
Рис.4. Схема установки для осуществления способа в соответствии с настоящим изобретением.
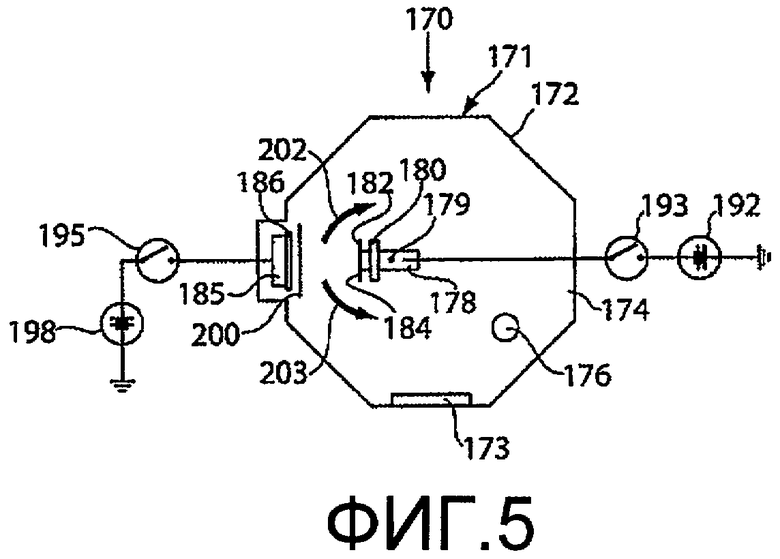
Рис.5. Схема другой установки для осуществления способа в соответствии с настоящим изобретением.
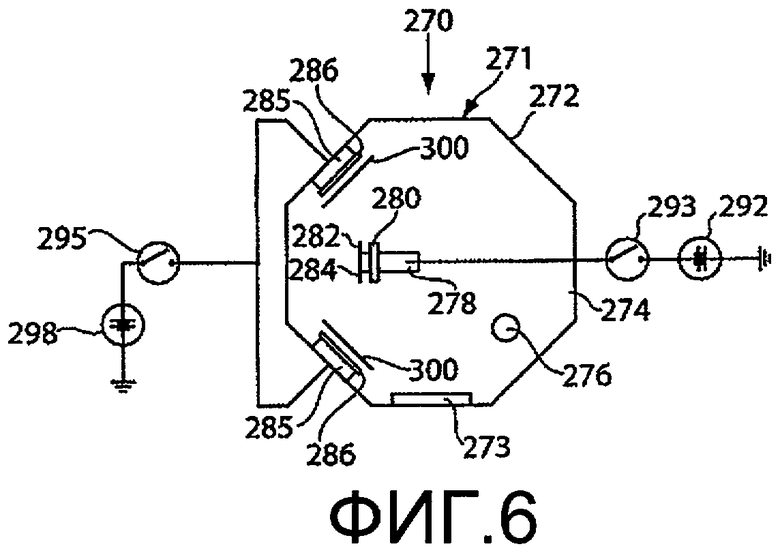
Рис.6. Схема еще одной установки для осуществления способа в соответствии с настоящим изобретением.
Подробное описание изобретения
Как показано на рис.1, бритвенный прибор 10 включает нижний элемент 12, отлитый из высокопрочной пластмассы и имеющий элементы крепления к рукоятке и структурный элемент 14, определяющий его передний край, вытянутый в поперечном направлении и контактирующий с кожей. На нижнем элементе 12 установлено переднее лезвие 16, имеющее заостренную кромку 18, и заднее лезвие 20, имеющее заостренную кромку 22. Верхний элемент 24, отлитый из пластмассы, имеет элемент 26, определяющий поверхность контакта с кожей и расположенный за кромкой лезвия 22; к нижнему элементу 24 крепится полоска 28 из композитного материала, облегчающая бритье.
На рис.2 представлен бритвенный прибор 30 типа, описанного в патенте США №4586255 (автор Jacobson), включающего литой корпус 32 с передней частью 34 и задней частью 36. В корпус 32 упруго защелкиваются элемент безопасности 38, головной лезвийный блок 40 и задний лезвийный блок 42. Каждый из лезвийных блоков 40, 42 включает в себя элемент 44 лезвия с заостренной кромкой 46. Композитный элемент 48 для облегчения бритья закрепляется за счет сил трения в углублении в задней части 36.
На рис.3 схематически показан участок кромки лезвий 16, 20 и 44. Лезвие включает основную часть 50 из нержавеющей стали с заостренной кромкой клиновидной формы, сформированной в результате последовательности операций, включающих шлифование, грубое хонингование и финишное хонингование, в результате чего образуется область острия 52, имеющего, как правило, радиус закругления менее чем 1000 Å, а также финишно хонингованные участки 54 и 56 граней, угол между которьми составляет менее чем примерно 30°, плавно переходящие в грубо хонингованные участки 58 и 60 граней. Более предпочтительным является, чтобы острие 52 имело радиус закругления 750 Å, а внутренний угол между его гранями составлял менее чем примерно 30°, и еще более предпочтительно, чтобы острие 52 имело радиус закругления 500 Å, а внутренний угол между его гранями составлял менее чем примерно 25°. На острие 52 и грани 54-60 наносится тонкопленочный слой или покрытие из нитрида хрома, имеющее толщину менее чем около 3000 Å, более предпочтительно - менее чем около 2000 Å, и еще более предпочтительно - менее чем около 1000 Å. На тонкопленочный слой 62 может быть нанесено дополнительное теломерное покрытие 68.
Аппарат 70 для получения лезвий, типа показанных на рис.3, схематично представлен на рис.4. Аппарат 70 включает вакуумную камеру 71 из нержавеющей стали, имеющую стенки 72, дверь 73 и основание 74, а также разъем 76 для подключения подходящей системы откачки воздуха (не показана). В вакуумной камере 71 установлен суппорт 78 с вертикальным опорным элементом 80, на который устанавливается батарея бритвенных лезвий 82 таким образом, что их заточенные кромки 84 параллельны друг другу и выступают наружу относительно опорного элемента 80. В вакуумной камере 71 устанавлен также суппорт 85 для крепления элемента мишени 86 из хрома (Cr). Мишень 86 представляет собой вертикальную пластину шириной около 12 см и длиной около 37 см. Суппорты 78 и 85 электрически изолированы от вакуумной камеры 71, при этом электрические разъемы обеспечивают подключение батареи лезвий 82 к источнику 92 напряжения смещения через выключатель 93, и мишени 86 через выключатель 95 к источнику питания 98. Рядом с мишенью 86 находится заслонка 100, выполненная с возможностью перемещения из открытого положения в положение, закрывающее мишень, размещенную в непосредственной близости к ней.
Опорный элемент 80 обеспечивает опору для батареи лезвий 82 таким образом, что кромки лезвий 84 находятся на расстоянии примерно 7 см от находящейся напротив них мишени 86. Опорный элемент 80 может быть выполнен с возможностью вращения вокруг оси таким образом, что заостренные кромки лезвий могут располагаться под различными углами к мишени 86.
В одном из способов обработки батарея лезвий 82 (высотой 30 см) закрепляется в опорном элементе 80. Из вакуумной камеры 71 откачивается воздух. Мишень 86 подвергается очистке с помощью излучаемых коротких импульсов высокой мощности (HIPIMS) в течение 5 минут. HIPIMS (от high power impulse magnetron sputtering) представляет собой способ распыления коротких импульсов с использованием высоких энергий. Очистка мишени 86 производится в атмосфере аргона при давлении газа 3 миллиторр. Выключатель 95 замкнут, с источника питания подается напряжение -1200 В, ток составляет 1600 А, а пиковая мощность импульсов составляет 1.6 кВт/см2 и постепенно увеличивается в ходе способа. Частота импульсов устанавливается на уровне 100 Гц, а длительность импульсов составляет 40 мкс.
Очистка мишени 86 может проводиться и при других параметрах, например при давлении от 1 до 5 миллиторр, напряжении от -500 до -2500 В, токе от 500 до 2500 А, пиковой мощности от 0.1 до 20.0 кВт/см2, частоте импульсов от 50 до 200 Гц и длительности импульсов от 10 мкс до 500 мкс.
Затем лезвия 82 подвергаются предварительной обработке (так называемой ионной гравировке) в атмосфере аргона под давлением от 1 до 5 миллиторр. Выключатель 100 при этом замкнут. На мишень 98 с источника питания 98 подается напряжение -1000 В, ток составляет 1500 А, а пиковая мощность импульсов составляет 1.25 кВт/см2 и постепенно увеличивается в ходе способа. Частота импульсов устанавливается на уровне 105 Гц, а длительность импульсов составляет 50 мкс. На лезвия подается высокое напряжение с источника 92, значение которого может меняться от низких значений до значения в диапазоне от -500 до -1000 В при среднем токе 2.5 А. Заслонка 100 остается открытой. При таких условиях пиковая плотность тока ионов к лезвиям составляет 0.2 А/см2. Значительная часть выбрасываемого потока металла ионизируется, и фракция ионов метала в нем достигает 30%. Значительная часть ионов металла ионизируется дважды. В результате происходит бомбардировка кромок лезвий ионами металлов высоких энергий. Результатом ионной бомбардировки является встраивание гравирующего металла, то есть хрома, в кромки лезвий на глубину примерно 30 нм. Встраивание способствует лучшей адгезии покрытия к кромке лезвий по механизму эпитаксиального роста покрытия с локализацией вокруг отдельных зерен кромки лезвия. После окончания цикла ионной гравировки выключатели 93 и 95 размыкаются.
Ионная гравировка может проводиться и при других параметрах, например, при давлении от 0.5 до 5 миллиторр в течение от 1 до 10 минут. С источника 98 на мишень может подаваться напряжение от -500 до -3000 В, при токе от 500 до 3000 А, пиковой мощности от 0.1 до 20 кВт/см2, частоте импульсов от 50 до 300 Гц и длительности импульсов от 1 мкс до 1000 мкс. С источника 92 на лезвия может подаваться напряжение смещения, значение которого может меняться от низких значений до значений от -500 до -1000 В при токе от 1.0 до 2.5 А. Пиковая плотность тока ионов к лезвиям может составлять от 0.01 до 0.5 А/см2.
После этого на лезвия 82 наносится тонкопленочное покрытие CrN в атмосфере аргона и азота. После цикла очистки основ заслонка остается открытой, в камеру 71 начинают подавать 200 нормальных см3 газообразного азота и 150 нормальных см3 газообразного аргона, и одновременно включается питание катода и падающее напряжение. Начальное давление аргона составляет 2 миллиторр, а начальное давление азота составляет 1 миллиторр. Заслонка 100 перед хромовой мишенью 86 находится в открытом положении. С источника питания 98 на хромовую мишень 86 подается напряжение на уровне -700 В, ток составляется 700 А, а пиковая мощность 0.5 МВт, которая остается постоянной в течение всего процесса. Частота импульсов составляет 200 Гц, а их длительность составляет 100 мкс. На лезвия с источника 92 подается высокое напряжение смещения в диапазоне от -50 до -1000 В при среднем токе 1 А. Пиковая плотность ионного тока к лезвиям в таких условиях составляет 0.4 А/см2. Значительная часть выбрасываемого потока металла ионизируется, и фракция ионов металла в нем достигает 15%. Значительная часть ионов металла ионизируется дважды, а значительная часть молекул азота диссоциирует. В таких условиях происходит бомбардировка кромок лезвий ионами металлов с высокой энергией. В результате ионной бомбардировки металл образует на кромке лезвия покрытие. Толщина металлического покрытия на кромке лезвия может составлять от 50 до 5000 Å.
Нанесение покрытия на лезвия может производиться и при других значениях параметров, например при подаче от 25 до 500 нормальных см3 газообразного азота, 25 до 500 нормальных см3 газообразного аргона, давлении аргона от 1 до 10 миллиторр, давлении азота от 1 до 10 миллиторр. Питание от источника 98 к хромовой мишени 86 может подаваться под напряжением от -100 до -1000 В, при токе от 100 до 5000 А, пиковой мощности от 0.1 до 20 кВт/см2, частоте импульсов от 5 до 10000 Гц и длительности импульсов от 10 до 10000 мкс. С источника 92 на лезвия может подаваться высокое напряжение смещения в диапазоне от -20 до -1000 В при токе от 0.1 до 10 А. Пиковая плотность тока ионов к лезвиям может составлять от 0.01 до 0.5 А/см2.
Элемент мишени 86 может быть из металла, углерода или бора. Металл может быть одним из группы, в которую входят Al, Nb, Zr, Cr, V, Ta, Ti, W, Ni, Hf, Si, Mo, или же сплавом элементов данной группы в любом сочетании.
На кромки лезвий, покрытые CrN, может быть нанесено дополнительное покрытие из политетрафтороэтиленового теломера (ПТФЭ) в соответствии с патентом США №3518110. Способ включает подогрев лезвий в нейтральной атмосфере аргона и образование на режущей кромке лезвий сцепленного с ними полимерного покрытия из твердого ПТФЭ, уменьшающего трение. Теломерное покрытие может иметь толщину в диапазоне от 100 до 2000 Å.
На рис.5 представлена альтернативная установка 170 для получения лезвий типа показанных на рис.3. Аппарат 170 включает вакуумную камеру 171 из нержавеющей стали, имеющую стенки 172, дверь 173 и основание 174, а также разъем 176 для подключения подходящей системы откачки воздуха (не показана). В вакуумной камере 171 установлен суппорт 178 с вертикальным опорным элементом 180, на который устанавливается батарея бритвенных лезвий 182 таким образом, что заточенные кромки 184 выступают наружу относительно опорного элемента 180. В вакуумной камере 171 устанавливается также суппорт 185 для крепления элемента мишени 186. Мишень 186 представляет собой вертикальную пластину шириной около 12 см и длиной около 37 см. Суппорты 178 и 185 электрически изолированы от вакуумной камеры 171, при этом электрические разъемы обеспечивают подключение батареи лезвий 182 к источнику 192 напряжения смещения через выключатель 193, и мишени 186 через выключатель 195 к источнику питания 198. Рядом с мишенью 186 находится заслонка 200, выполненная с возможностью перемещения из открытого положения в положение, закрывающее мишень, размещенную в непосредственной близости к ней.
Опорный элемент 180 обеспечивает опору для батареи лезвий 182 таким образом, что кромки лезвий 184 находятся на расстоянии примерно 7 см от находящейся напротив них мишени 186. Опорный элемент суппорта 180 может быть выполнен с возможностью вращения вокруг оси 179 таким образом, что заостренные кромки лезвий могут располагаться под различными углами к элементу мишени 186. Стрелками 202 и 203 указаны направления вращательного движения опорного элемента суппорта 180, в котором установлена батарея лезвий 182 с кромками лезвий 184, вокруг оси вращения 179. Вращение кромок лезвий 184 относительно оси 179 позволяет получить тонкопленочное покрытие CrN на многочисленных гранях клиновидных заостренных кромок. Вращение может проводится как во время одной из операций ионной гравировки или нанесения тонкопленочного покрытия, так и во время обеих из них.
На рис.6 показан еще один вариант аппарата 270 для получения лезвий типа показанных на рис.3. Аппарат 270 включает вакуумную камеру 271 из нержавеющей стали, имеющую стенки 272, дверь 273 и основание 274, а также разъем 276 для подключения подходящей системы откачки воздуха (не показана). В вакуумной камере 271 установлен суппорт 278 с вертикальным опорным элементом 280, на который устанавливается батарея бритвенных лезвий 282 таким образом, что их заточенные кромки 284 выступают наружу относительно опорного элемента 280. В вакуумной камере 271 устанавливаются также два суппорта 185 для крепления элементов мишеней 286. Каждая из мишеней 286 представляет собой вертикальную пластину шириной около 12 см и длиной около 37 см. Суппорты 278 и 285 электрически изолированы от вакуумной камеры 271, при этом электрические разъемы обеспечивают подключение батареи лезвий 282 к источнику 292 напряжения смещения через выключатель 293, и мишеней 286 через выключатель 295 к источнику питания 298. Рядом с мишенями 286 находятся заслонки 300, выполненные с возможностью перемещения из открытых положений в положения, закрывающие мишени, размещенные в непосредственной близости к ним.
Мишени 286 располагаются в разных местах камеры 271 по отношению к батарее лезвий 282, так что они образуют различные углы по отношению к граням заточенных клиновидных кромок лезвий. Обе мишени используются в процессах ионной гравировки и нанесения тонкопленочного покрытия.
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под каждым приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как «40 мм», следует рассматривать как «около 40 мм».
Все документы, на которые приводятся ссылки в настоящем Подробном Описании Изобретения, упоминаются исключительно с целью ссылки; цитирование какого-либо документа не означает признание факта, что использование цитируемых изобретений является необходимым условием для реализации настоящего изобретения. Если какое-либо значение или определение понятия противоречит значению или определению данного понятия в документе, на который делается ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в данном документе.
Несмотря на то, что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, для специалистов в данной области техники очевидно, что возможно внесение различных изменений и модификаций в изделие, не нарушающих идею и объем изобретения. С этой целью в прилагаемой формуле изобретения представлены все возможные подобные изменения и модификации в объеме настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕЗВИЯ БРИТВЕННОГО ПРИБОРА | 2009 |
|
RU2450916C1 |
| БРИТВЕННОЕ ЛЕЗВИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, СПОСОБ НАНЕСЕНИЯ ТВЕРДОГО УГЛЕРОДНОГО ПОКРЫТИЯ НА ЛЕЗВИЕ И БРИТВЕННЫЙ БЛОК | 1995 |
|
RU2238185C2 |
| БРИТВЕННОЕ ЛЕЗВИЕ С АМОРФНЫМ АЛМАЗНЫМ ПОКРЫТИЕМ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, БРИТВЕННЫЙ БЛОК (ВАРИАНТЫ) | 2004 |
|
RU2336159C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ ДЛЯ БРИТЬЯ, ЛЕЗВИЕ ДЛЯ БРИТЬЯ И БРИТВЕННЫЙ БЛОК (ВАРИАНТЫ) | 1992 |
|
RU2110399C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЯ БРИТВЫ, ЛЕЗВИЕ БРИТВЫ И УСТРОЙСТВО ДЛЯ БРИТЬЯ | 1992 |
|
RU2108234C1 |
| БРИТВЕННОЕ ЛЕЗВИЕ | 2004 |
|
RU2377118C2 |
| ЛЕЗВИЕ БРИТВЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2258602C2 |
| БРИТВЕННОЕ ЛЕЗВИЕ | 2012 |
|
RU2567169C2 |
| ИЗОГНУТЫЕ БРИТВЕННЫЕ ЛЕЗВИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2530919C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА БРИТВЫ МЕТОДОМ АТОМНО-СЛОЕВОГО ОСАЖДЕНИЯ | 2010 |
|
RU2526347C2 |
Изобретение относится к способу формирования бритвенного лезвия. Способ включает следующие этапы: обеспечение основы, формирование клиновидной заостренной кромки на основе с внутренним углом менее чем 30° и радиусом закругления менее 1000 Ǻ, помещение основы в вакуумную камеру, введение первой твердой мишени в вакуумную камеру, введение газа в вакуумную камеру для ионизации и генерация потока ионов из первой твердой мишени путем приложения отрицательного напряжения к первой твердой мишени в виде импульсов. В результате ионы образуют тонкопленочное покрытие на клиновидной заостренной кромке основы. Технический результат - повышение качества лезвия и прочности режущих кромок. 16 з.п. ф-лы, 6 ил.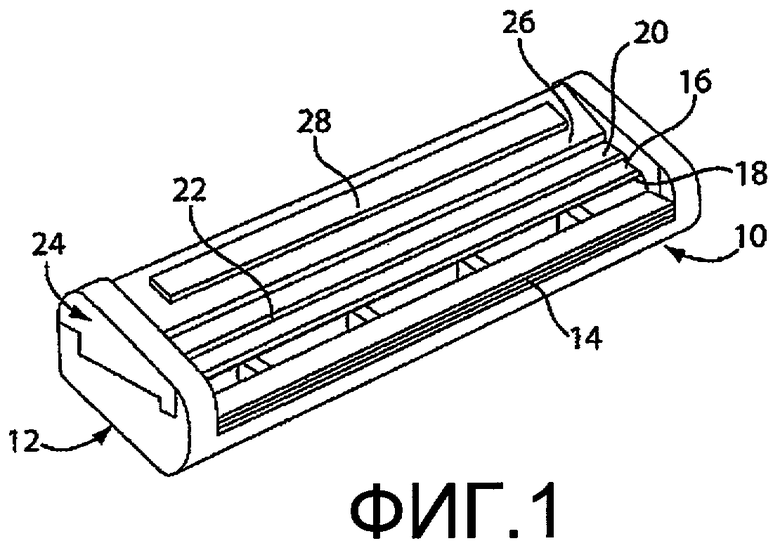
1. Способ формирования бритвенного лезвия, содержащий этапы, на которых:
а) обеспечивают основу;
б) формируют клиновидную заостренную кромку на упомянутой основе с внутренним углом менее чем 30° и радиусом закругления менее 1000 Ǻ;
в) помещают упомянутую основу в вакуумную камеру;
г) вводят первую твердую мишень в упомянутую вакуумную камеру;
д) вводят газ в вакуумную камеру для ионизации, и
е) генерируют поток ионов из упомянутой первой твердой мишени путем приложения отрицательного напряжения к упомянутой первой твердой мишени в виде импульсов, в результате чего упомянутые ионы образуют тонкопленочное покрытие на клиновидной заостренной кромке основы.
2. Способ по п.1, отличающийся тем, что упомянутая первая твердая мишень выполнена из металла, или углерода, или бора.
3. Способ по п.2, отличающийся тем, что упомянутый металл выбирают из группы, состоящей из Al, Nb, Zr, Cr, V, Та, Ti, W, Ni, Hf, Si, Mo, и сплава, содержащего элементы данной группы в любой комбинации.
4. Способ по п.1, отличающийся тем, что дополнительно содержит этап, на котором:
ж) генерируют поток дополнительных ионов из упомянутой первой твердой мишени путем приложения второго более низкого отрицательного напряжения к упомянутой первой твердой мишени в виде импульсов, в результате чего упомянутые ионы образуют тонкопленочное покрытие на клиновидной заостренной кромке основы.
5. Способ по п.1, отличающийся тем, что содержит дополнительный этап, на котором:
ж) вращают упомянутую заготовку вокруг оси во время этапа е).
6. Способ по п.1, отличающийся тем, что дополнительно содержит этапы, на которых:
ж) вводят вторую твердую мишень в упомянутую вакуумную камеру,
з) генерируют поток ионов из упомянутой второй твердой мишени путем приложения отрицательного напряжения к упомянутой второй твердой мишени в виде импульсов, в результате чего упомянутые ионы образуют тонкопленочное покрытие на клиновидной заостренной кромке основы.
7. Способ по п.6, отличающийся тем, что упомянутая вторая твердая мишень расположена в другом положении относительно упомянутой основы, нежели упомянутая первая твердая мишень.
8. Способ по п.1, отличающийся тем, что импульсы на этапе е) обеспечивают таким образом, что в импульсе развивается плотность мощности в диапазоне от 0,1 кВт/см2 до 20 кВт/см2.
9. Способ по п.1, отличающийся тем, что на этапе е) генерируют импульсы с частотой в диапазоне от 5 Гц до 10000 Гц.
10. Способ по п.1, отличающийся тем, что на этапе е) генерируют импульсы с напряжением в диапазоне от -100 В до -10000 В.
11. Способ по п.1, отличающийся тем, что на этапе е) генерируют импульсы длительностью в диапазоне от 10 мкс до 10000 мкс.
12. Способ по п.1, отличающийся тем, что импульсы на этапе е) генерируют таким образом, что пиковая плотность ионного тока на мишень составляет от 0,01 А/см2 до 0,5 А/см2.
13. Способ по п.1, отличающийся тем, что напряжение на основе изменяют в диапазоне от -20 В до -1000 В.
14. Способ по п.1, отличающийся тем, что газ является инертным.
15. Способ по п.1, отличающийся тем, что газ является химически активным.
16. Способ по п.1, отличающийся тем, что газ выбирают из группы, состоящей из Ar, Ne, Kr, Xe, N2, CH4, С2Н2, O2 и любых их комбинаций.
17. Способ по п.1, отличающийся тем, что газ находится под давлением в диапазоне от 1 мторр до 10 мторр.
| US 20060277767 А1, 14.12.2006 | |||
| WO 2006027016 A1, 16.03.2006 | |||
| БРИТВЕННОЕ ЛЕЗВИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, СПОСОБ НАНЕСЕНИЯ ТВЕРДОГО УГЛЕРОДНОГО ПОКРЫТИЯ НА ЛЕЗВИЕ И БРИТВЕННЫЙ БЛОК | 1995 |
|
RU2238185C2 |
| WO 9219425 A2, 12.11.1992. | |||

