Настоящее изобретение относится к области неразрушающего контроля методом томографии лопатки газотурбинного двигателя, изготовленной из композитных материалов, в частности лопатки, содержащей выполненную в трех измерениях тканую основу. Изобретение, в частности, относится к изготовлению контрольного образца лопатки для эталонирования томографической системы, предназначенной для проведения систематического контроля таких лопаток в процессе их производства. К лопаткам, изготовленным из композитных материалов и прошедшим такую проверку, можно отнести, в частности, лопатки воздуходувки турбореактивного двигателя с истечением первичного и вторичного воздуха.
Лопатки воздуходувки турбореактивного двигателя с истечением первичного и вторичного воздуха могут быть выполнены из композитного материала, а именно из синтетических волокон, покрытых смолой. Изыскиваются возможности осуществления систематического неразрушающего контроля таких лопаток. С учетом используемых в этих целях материалов признано, что рентгеновская томография является наиболее эффективным способом неразрушающего контроля.
Например, в патенте US 6041132 приводится описание осуществления методом томографии неразрушающего контроля лопатки воздуходувки. Процесс томографической реконструкции связан со структурой волоконной массы, состоящей в данном случае из слоев ленточного материала. Согласно данному документу томографическая реконструкция соответствует данным слоям. Более конкретно, по меньшей мере, один эталонный слой модели-эталона вводится в память неевклидовой системы координат, а затем в процессе контроля реальной лопатки точки вышеупомянутого слоя преобразуются в эвклидову систему координат реальной детали. Такое двойное преобразование позволяет лучше показывать дефекты, в частности образование складок, которые характерны для данного типа лопаток, волоконная масса которых состоит из слоев ленточного материала.
Изобретение относится к области неразрушающего контроля методом томографии другого типа лопаток, содержащих объемную заготовку или предварительно созданный элемент, изготовленные из проволоки или сотканного волокна. Такая заготовка погружается в смолу. Например, в принадлежащем заявителю патенте ЕР 1526285 приводится описание подобного рода лопатки.
В процессе изготовления данного типа лопатки могут проявляться различные дефекты. Выявление и оценка данных дефектов обеспечивается проведением неразрушающего контроля методом томографии.
Характерным дефектом является скопление смолы внутри конструкции. Для выявления и оценки данных дефектов необходимо регулярно проводить эталонирование томографического оборудования при помощи контрольного образца лопатки, содержащего, в частности, такое скопление смолы, размеры и местоположение которого известны.
Изобретение относится к изготовлению данного контрольного образца лопатки.
В частности, изобретение относится к способу изготовления контрольного образца лопатки из композитных материалов для эталонирования процесса рентгеновского контроля аналогичных лопаток, отличающемуся тем, что изготавливают объемную заготовку из синтетической фибровой ткани; формируют полость в заранее определенном месте данной заготовки; размещают заготовку в литейной форме и подают в литейную форму под давлением смолу для получения контрольного образца лопатки.
Предпочтительно, чтобы контрольный образец лопатки предназначался для эталонирования томографической установки.
Вышеупомянутая полость может быть образована путем введения в выбранном в волоконной массе месте в закрытом состоянии средства для расширения, которое в заготовке раскрывается, перемещает волокна, а затем закрывается перед его извлечением из конструкции. В качестве приспособления для расширения могут использоваться ножницы.
В ходе проведенных исследований неожиданно было установлено, что впрыск под давлением жидкой смолы и ее последующая обработка при повышенных температурах не приводили к существенному изменению размеров предварительно образованной полости, а даже наоборот - последняя полностью заполнялась жидкой смолой на этапе впрыска смолы.
В дальнейшем изобретение поясняется описанием способа изготовления контрольного образца лопатки, приводимого в качестве примера, со ссылками на прилагаемые фигуры чертежей, в числе которых:
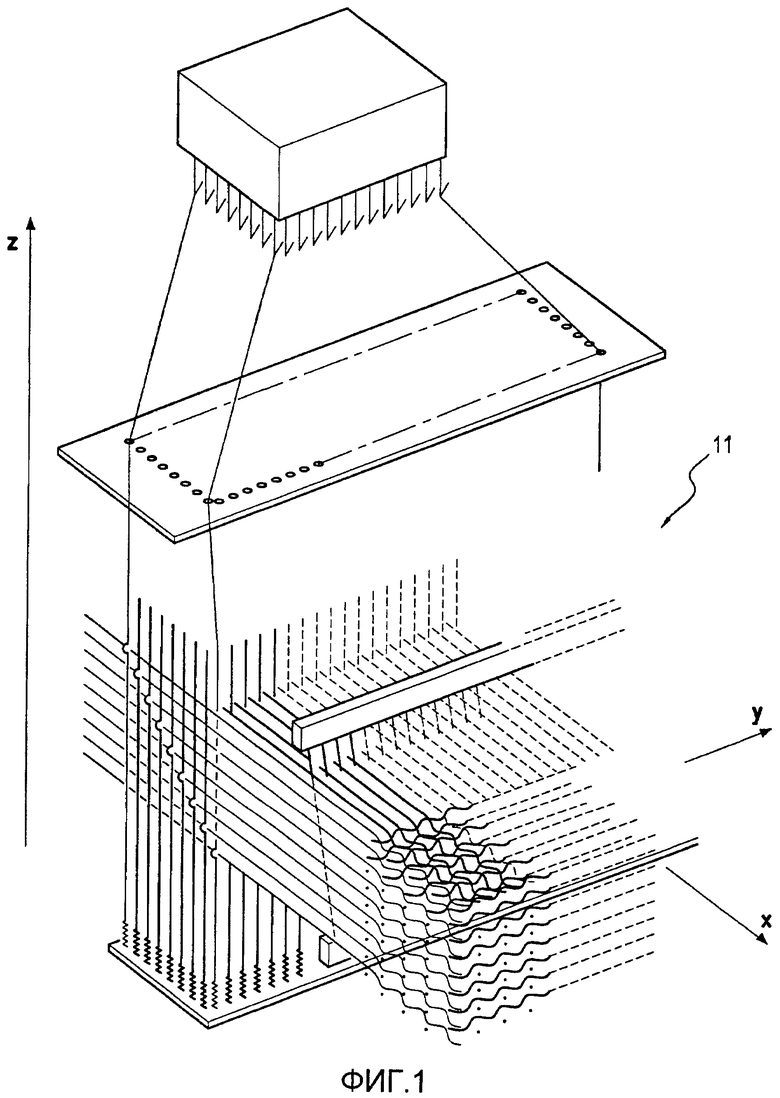
Фиг.1 изображает в трехмерном пространстве процесс изготовления методом переплетения объемной заготовки;
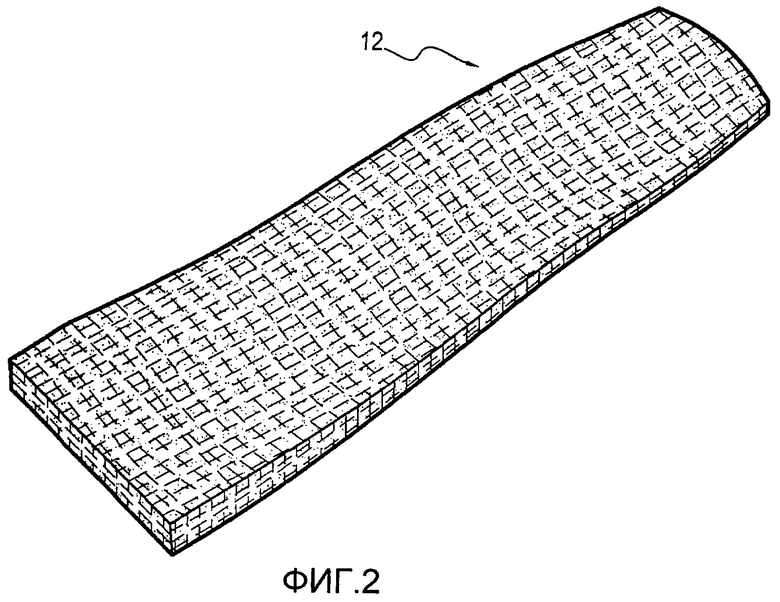
Фиг.2 - в схематичном виде полученную таким образом заготовку;
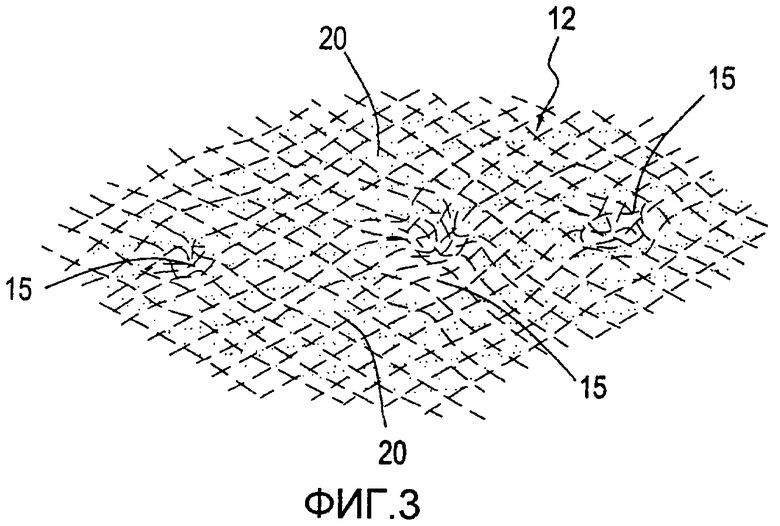
Фиг.3 - полости, образуемые в данной заготовке;
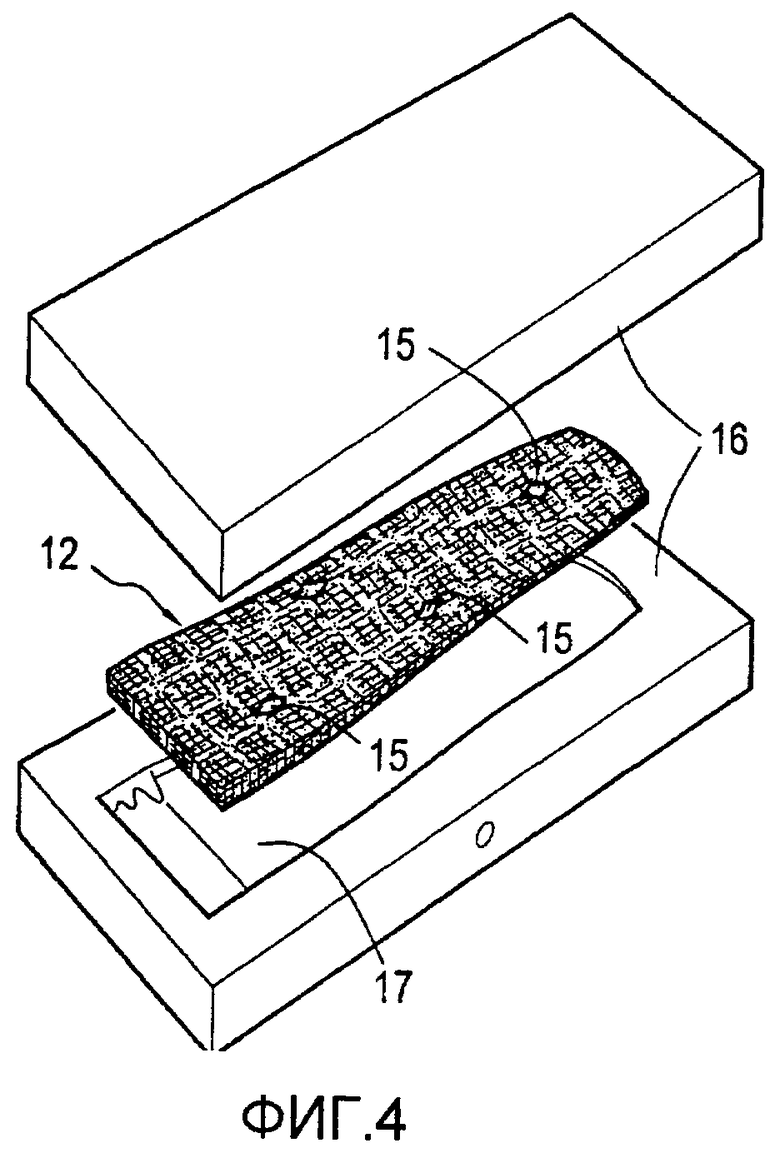
Фиг.4 - покрытие заготовки жидкой смолой, подаваемой под давлением в литейную форму;
Фиг.5 - вид контрольного образца лопатки.
На фигурах чертежей в схематичном виде изображен способ изготовления контрольного образца лопатки, который включает в себя этап создания объемной заготовки путем переплетения синтетических волокон посредством ткацкого станка 11, представленного в схематичном виде на фиг.1. В связи с тем, что описание аналогичного этапа содержится в патенте ЕР 1526285, в данном случае его описание опускается. При этом изобретение может применяться для всех типов трехмерного плетения, в результате которого может быть изготовлена заготовка 12, аналогичная представленной на фиг.2. В этих целях предпочтительно использовать волокно из углерода. Однако может также применяться стекло- и арамидное волокно.
Основным содержанием следующего этапа (фиг.3) является формирование полостей 15 в определенных местах заготовки. Полости могут быть образованы при помощи вышеупомянутого средства для расширения.
Обработанная подобным образом заготовка 12 размещается в литейной форме 16, содержащей оттиск искомого контрольного образца лопатки, по своей форме и размерам аналогичной типу лопатки, которая будет подвергаться неразрушающему контролю методом томографии. Затем в литейную форму под давлением нагнетается жидкая смола, которая может нагреваться до температуры, способствующей ее полимеризации. При этом специалистами может осуществляться контроль над всеми параметрами.
Например, может использоваться успешно апробированная эпоксидная смола марки PR 520. Могут также использоваться и другие термоотверждаемые смолы, в частности другие марки эпоксидной смолы, полиэфирные, фенольные смолы и т.д.
На этапе литья соблюдаются следующие условия (не являющиеся в полной мере обязательными):
- впрыск смолы под углом 165° с расходом 300 см3/мин для заполнения литейной формы;
- давление впрыска - до 17 бар;
- сушка при температуре 180° в течение двух часов.
Следует отметить, что перед нагнетанием жидкой смолы в заготовку ее целостность может быть нарушена и другими действиями.
К ним, в частности, можно отнести порыв пряди для плетения, который выявляется в результате томографии. Для придания более конкретного характера таким дефектам в определенных местах достаточно разъединить, например, при помощи простых ножниц некоторые пряди волокна контрольного образца лопатки и установить картографическое представление параметров данных разрезов. Такие разрезы 20 схематично показаны на фиг.3. После этого выполняются операции по отливке в форму, представленные на фиг.4.
Полученный в результате литья контрольный образец 22 изображен на фиг.5.
Изобретение относится к способу изготовления контрольного образца лопатки из композитного материала для эталонирования процесса рентгеновского контроля схожих лопаток. Способ включает формирование объемной заготовки, сплетенной из синтетических волокон, а затем формирование в выбранных местах заготовки полостей. После осуществляют размещение заготовки в литейной форме и подают в литейную форму под давлением смолу для получения данного контрольного образца лопатки. При этом полости формируют путем введения средства для расширения в выбранные места волоконной структуры заготовки для перемещения волокон. Достигаемый при этом технический результат заключается в повышении эффективности способа контроля и выявления дефектов указанных лопаток. 2 з.п. ф-лы, 5 ил.
1. Способ изготовления контрольного образца лопатки из композитного материала для эталонирования процесса рентгеновского контроля схожих лопаток, отличающийся тем, что формируют объемную заготовку (12), сплетенную из синтетических волокон, формируют в выбранных местах заготовки полости (15), размещают заготовку в литейной форме и подают в литейную форму под давлением смолу для получения данного контрольного образца лопатки.
2. Способ по п.1, отличающийся тем, что полости (15) формируют путем введения средства для расширения в выбранные места волоконной структуры заготовки для перемещения волокон.
3. Способ по п.1, отличающийся тем, что перед впрыском смолы в выбранных местах заготовки осуществляют разрезание части прядей (20) волокон.
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ ЩЕЛОЧНЫХ И ЩЕЛОЧНОЗЕМЕЛЬНЫХ МЕТАЛЛОВ ИЗ РАСПЛАВОВ | 1987 |
|
SU1526285A1 |
| DE 10252671 C1, 04.12.2003 | |||
| US 6041132 A, 21.03.2000 | |||
| WO 2004103665 A2, 02.12.2004 | |||
| US 5066442 A, 19.11.1991 | |||
| Способ регулирования качества композиционных материалов | 1990 |
|
SU1789905A1 |

