Изобретение относится к области неразрушающего контроля, в частности, к рентгеновскому (томографическому) исследованию деталей газотурбинного двигателя (ГТД) или реактивного двигателя, изготовленных из композитных материалов с наполнителями из углеродных и других нитей, а также лент, тканей или трехмерных плетеных каркасов и полимерными, углеродными или другими матрицами. В предлагаемом изобретении реализуется способ изготовления контрольного образца детали для определения пространственного разрешения томографической системы, предназначенной для проведения систематического контроля деталей в процессе их производства. К деталям, изготовленным из композитных материалов и прошедшим такую проверку относятся, в частности, лопатки вентилятора ГТД, которые могут быть выполнены из углеродных или других волокон, связанных полимерной матрицей.
Из уровня техники известен наиболее близкий к предлагаемому изобретению по технической сущности и достигаемому техническому результату способ изготовления контрольного образца детали из композитных материалов (Патент RU №2 450 922, МПК: В29С 45/14, В29С 70/24, В29С 70/48, G01N 23/18, опубл. 20.05.2012), который выбран автором за прототип.
Недостатком способа изготовления прототипа является невозможность прямых измерений намеренно введенных нарушений структуры или сплошности, что снижает точность определения достигнутой способности к обнаружению томографической системы, а также снижает воспроизводимость изготовления контрольных образцов.
Технической проблемой, решение которой обеспечивается при осуществлении предлагаемого изобретения, и невозможно обеспечить при использовании прототипа, является невозможность прямых измерений намеренно введенных нарушений структуры или сплошности, что снижает точность определения достигнутой способности к обнаружению томографической системы, а также снижает воспроизводимость изготовления контрольных образцов.
Технической задачей предлагаемого изобретения является способ изготовления контрольного образца из композитного материала для рентгеновского контроля детали и контрольный образец из композитного материала, позволяющие обеспечить прямые измерения намеренно введенных нарушений структуры или сплошности для увеличения точности определения достигнутой способности к обнаружению томографической системы, получить объективные данные о способности к обнаружению томографической системы на основе определения частных значений функции передачи модуляции, а также повысить воспроизводимость изготовления контрольных образцов из композитных материалов.
Техническая проблема решается тем, что в способе изготовления контрольного образца из композитного материала для рентгеновского контроля, заключающемся в том, что применяют деталь из композитного материала, согласно изобретению, в детали образуют как минимум одно отверстие, дополнительно применяют как минимум одну фигурную вставку, изготовленную из идентичного композитного материала, что и деталь, выполняют на фигурной вставке как минимум на одной стороне пазы с равными глубиной А, шириной Б и расстоянием В между пазами, в отверстие в детали устанавливают фигурную вставку, при этом форма отверстия в детали соответствует форме фигурной вставки с минимизацией зазоров между сопрягаемыми поверхностями отверстия детали и фигурной вставки, расположение армирующего материала в фигурной вставке соответствует расположению армирующего материала в детали, соединение фигурной вставки и отверстия детали фиксируют.
Кроме того, согласно изобретению, фиксацию фигурной вставки в отверстии детали осуществляют с помощью клеевого соединения или тугой посадки.
Кроме того, согласно изобретению, применяют сменные фигурные вставки с временной фиксацией в отверстии детали.
Кроме того, согласно изобретению, в детали образуют более одного отверстия.
Кроме того, согласно изобретению, пазы на фигурной вставке заполнены материалом матрицы.
Кроме того, согласно изобретению, пазы на фигурной вставке заполнены армирующим материалом.
Кроме того, согласно изобретению, контрольный образец изготовлен из части детали.
Кроме того, согласно изобретению, контрольный образец содержит более одной фигурной вставки.
Кроме того, согласно изобретению, пазы на фигурной вставке выполнены более, чем на одной ее стороне.
Техническая проблема решается тем, что контрольный образец из композитного материала, включающий деталь из композитного материала, согласно изобретению, дополнительно деталь содержит как минимум одно отверстие, как минимум одну фигурную вставку из идентичного композитного материала, что и деталь, на которой как минимум на одной стороне расположены пазы с равными глубиной А, шириной Б и расстоянием В между пазами, с возможностью установки фигурной вставки в отверстие детали, при этом форма отверстия в детали соответствует форме фигурной вставки с минимизацией зазоров между сопрягаемыми поверхностями отверстия детали и фигурной вставки, расположение армирующего материала в фигурной вставке соответствует расположению армирующего материала в детали, соединение фигурной вставки в отверстии детали зафиксировано.
Кроме того, согласно изобретению, фиксация фигурной вставки в отверстии детали включает клеевое соединение или тугую посадку.
Кроме того, согласно изобретению, фиксация фигурной вставки в отверстии детали включает клеевое соединение временной фиксации.
Кроме того, согласно изобретению деталь содержит более одного отверстия.
Кроме того, согласно изобретению, пазы на фигурной вставке заполнены материалом матрицы.
Кроме того, согласно изобретению, пазы на фигурной вставке заполнены армирующим материалом.
Кроме того, согласно изобретению, контрольный образец выполнен из части детали.
Кроме того, согласно изобретению, контрольный образец содержит более одной фигурной вставки.
Кроме того, согласно изобретению, пазы на фигурной вставке содержатся более, чем на одной ее стороне.
Предлагаемое техническое решение способа изготовления контрольного образца из композитных материалов для рентгеновского контроля опробуется, контрольный образец из композитных материалов для рентгеновского контроля изготавливается.
Как в прототипе, основой контрольного образца является деталь из композитного материала.
В отличие от прототипа, в детали образуют как минимум одно отверстие, дополнительно применяют как минимум одну фигурную вставку, изготовленную из идентичного композитного материала, что и деталь, выполняют на фигурной вставке как минимум на одной стороне пазы с равными глубиной А, шириной Б и расстоянием В между пазами, в отверстие в детали устанавливают фигурную вставку, при этом форма отверстия в детали соответствует форме фигурной вставки с минимизацией зазоров между сопрягаемыми поверхностями отверстия детали и фигурной вставки, расположение армирующего материала в фигурной вставке соответствует расположению армирующего материала в детали, соединение фигурной вставки и отверстия детали фиксируют.
Пазы зафиксированной фигурной вставки, прижатые к детали, формируют квадратные отверстия для определения частных значений функции передачи модуляции аналогично квадратным отверстиям, применяемым в ISO 15708-3 «Non-destructive testing - Radiation methods for computed tomography Part 3: Operation and interpretation» для получения отклика (response factor) томографической системы.
Томографическая система контроля является частным случаем применения рентгеновского контроля деталей.
Способ изготовления контрольного образца из композитного материала для рентгеновского контроля и контрольный образец из композитного материала позволяет получать объективные данные о способности к обнаружению томографической системы на основе определения частных значений функции передачи модуляции в интересующих частях детали, а также позволяет выполнять прямые измерения пазов на фигурной вставке при ее изготовлении, что повышает воспроизводимость изготовления контрольных образцов.
Предлагаемое техническое решение поясняется фигурами 1-7.
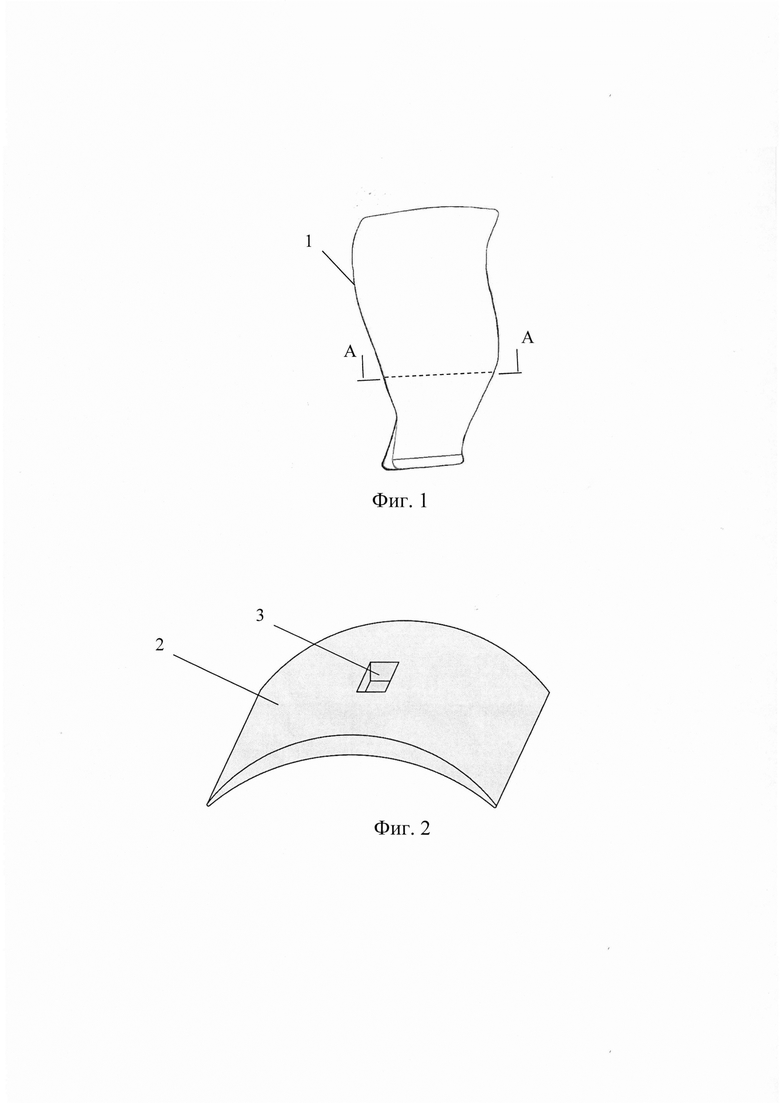
На фиг. 1 представлен пример детали 1, из которой изготавливается контрольный образец.
На фиг. 2 представлена часть контрольного образца 2, изготовленного из детали 1, с отверстием 3 под фигурную вставку.
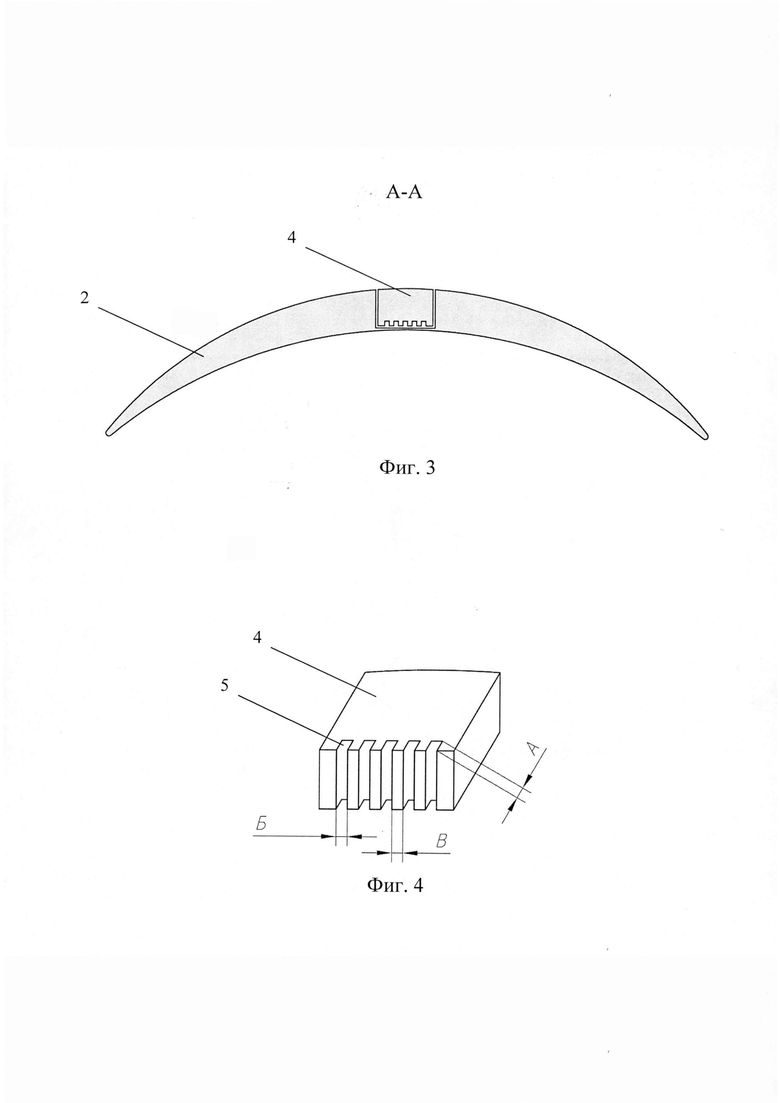
На фиг. 3 представлено сечение А-А контрольного образца 2, содержащего фигурную вставку 4, установленную в отверстие детали, используемой для изготовления контрольного образца.
На фиг. 4 представлен пример выполнения фигурной вставки 4, содержащей пазы 5 с равными шириной А, глубиной Б и расстоянием В между ними.
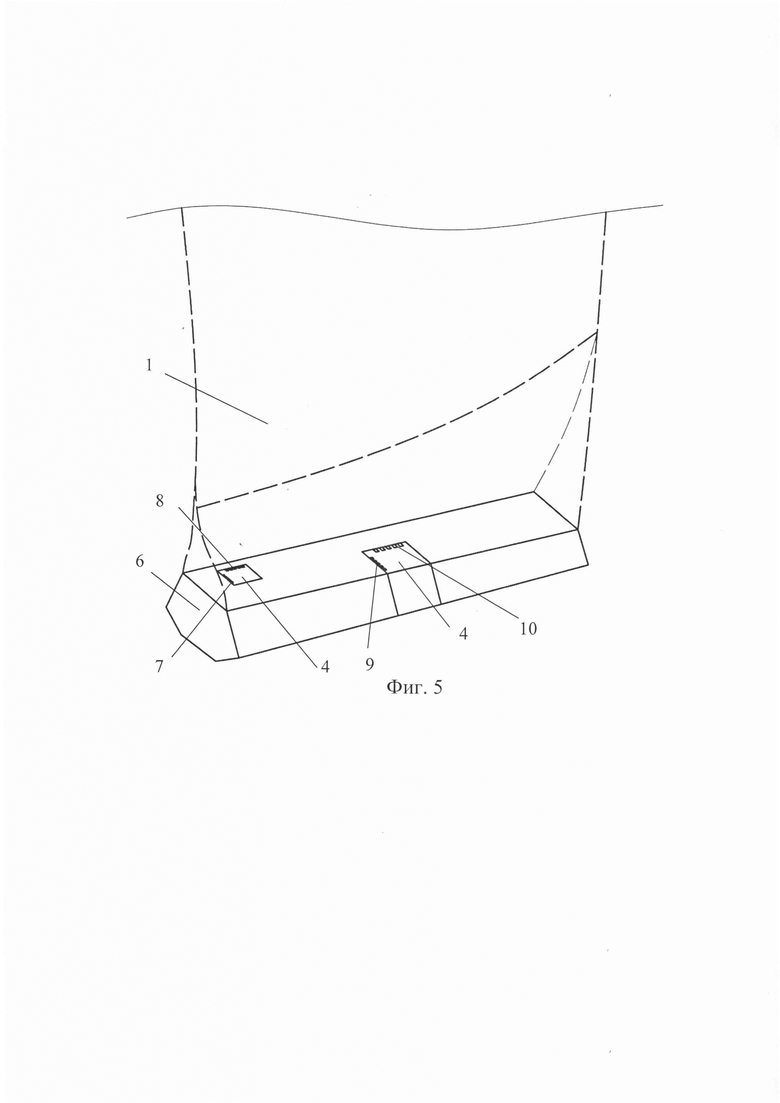
На фиг. 5 представлен пример контрольного образца 6 из части детали 1, содержащий две фигурные вставки 4 с пазами, нанесенными на разные стороны фигурных вставок.
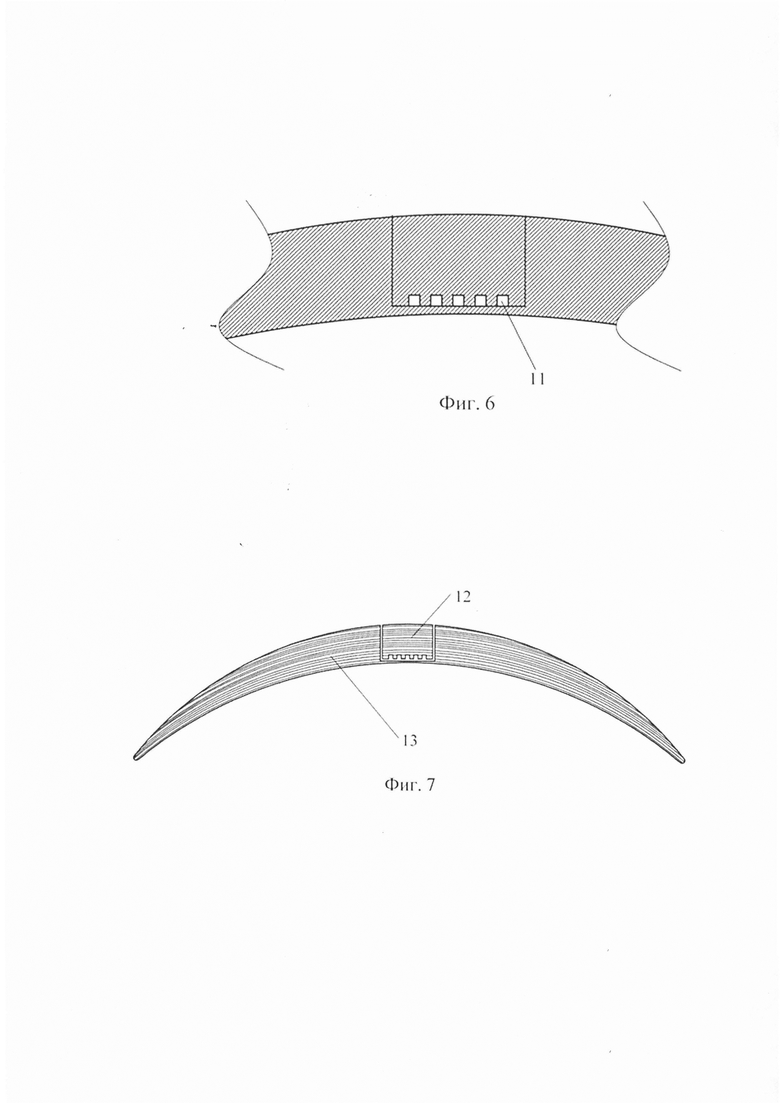
На фиг. 6 представлен вид формирования квадратных отверстий 11.
На фиг. 7 представлен пример соответствия расположения армирующего материала 13 детали, из которой изготовлен контрольный образец, и расположения армирующего материала 12 фигурной вставки.
Способ изготовления контрольного образца из композитного материала осуществляют следующим образом. В детали, например, в лопатке 1, изготовленной из композитного материала, например, методом прессования из препрегов или методом инфузии в трехмерный плетеный каркас (фиг. 1), или части детали, например, замка лопатки (фиг. 5) образуют (формируют) как минимум одно отверстие 3 (фиг. 2), например, фрезерованием. Контрольный образец может быть выполнен из части детали, содержащей область интереса в зависимости от поставленной детали, например, (фиг. 5), что позволяет снизить массу и габариты контрольного образца, например, для контроля детали контрольный образец может быть вырезан из пера или замка лопатки.
Дополнительно применяют фигурную вставку 4, изготовленную, например, фрезерованием, из идентичного (такого же) композитного материала, что и деталь, причем расположение армирующего материала 12 (нитей, лент, тканей или трехмерных плетеных каркасов) в фигурной вставке должно соответствовать расположению армирующего материала 13 в детали (фиг. 7), используемой для изготовления контрольного образца. На фигурной вставке выполняют, например, фрезерованием как минимум на одной ее стороне пазы 5 с равными глубиной А, шириной Б и расстоянием В между пазами (фиг. 4). В отверстие 3 детали устанавливают фигурную вставку 4, форма отверстия должна соответствовать форме фигурной вставки для минимизации зазоров (без позиции) между сопрягаемыми поверхностями отверстия и фигурной вставки, соединение фигурной вставки 4 и отверстия 3 детали фиксируют. При этом фиксацию фигурной вставки 4 в отверстии 3 детали 2 осуществляют с помощью клеевого соединения или тугой посадки (не показано), что позволяет предотвратить самопроизвольное разъединение детали и фигурной вставки. В качестве клеевого соединения может быть применен клей, например, на эпоксидной, уретановой или другой основе.
Также могут применяться сменные фигурные вставки с использованием соединений временной фиксации, что позволяет удешевить изготовление контрольного образца. В качестве временной фиксации может быть применен, например, клей, чувствительный к давлению. Фигурные вставки могут устанавливаться в разных областях интереса детали в зависимости от поставленной задачи.
При этом контрольный образец, например, 6 (фиг.5) может содержать несколько фигурных вставок 4, что позволяет одновременно исследовать способность к обнаружению томографической системы для различных областей интереса в детали.
Кроме того, пазы на фигурной вставке могут быть выполнены более, чем на одной ее стороне, например, на сторонах 7, 8, 9, 10 (фиг. 5), в том числе с другими равными величинами А, Б, В, что позволяет удешевить изготовление контрольного образца, а также исследовать способность к обнаружению томографической системы для деталей, имеющих существенные отличия радиационной толщины в разных направлениях.
В месте соединения отверстия детали и фигурной вставки формируются квадратные отверстия 11 (фиг. 6). Форма и расположение отверстий под фигурные вставки в детали и фигурных вставок, а также расположение пазов на фигурных вставках выбирают, исходя из поставленных для контроля задач. Фигурную вставку изготавливают из того же композитного материала, что и деталь, по той же технологии, что и деталь, при формировании вставки следует учитывать, что расположение армирующего материала (нитей, лент, тканей или трехмерных плетеных каркасов) 12 в фигурной вставке (фиг. 7) должно соответствовать расположению армирующего материала 13 в детали, используемой для изготовления контрольного образца.
Пазы на фигурной вставке могут быть заполнены материалом матрицы (связующего) (без позиции), что позволяет исследовать способность к обнаружению томографической системы в части отсутствия или смещения армирующего материала. Пазы на фигурной вставке могут быть заполнены армирующим материалом (без позиции). Заполнение пазов на фигурной вставке армирующим материалом, например, без пропитки материалом матрицы или с пропиткой, но без полимеризации в случае полимерных композитных материалов позволяет исследовать способность к обнаружению томографической системы в части отсутствия материала матрицы или отсутствия полимеризации.
Таким образом, выполнение предлагаемого изобретением способа изготовления контрольного образца из композитных материалов для рентгеновского контроля и контрольного образца из композитных материалов для рентгеновского контроля с вышеуказанными отличительными признаками, в совокупности с известными признаками, позволяет получать объективные данные о способности к обнаружению томографической системы на основе определения частных значений функции передачи модуляции в интересующих частях детали, а также позволяет выполнять прямые измерения пазов на фигурной вставке при ее изготовлении, что повышает воспроизводимость изготовления контрольных образцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТРОЛЬНОГО ОБРАЗЦА ЛОПАТКИ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2442128C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТРОЛЬНОГО ОБРАЗЦА ЛОПАТКИ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2450922C2 |
| Способ ремонта изделий из полимерных композиционных материалов | 2020 |
|
RU2740214C1 |
| СКЛЕИВАНИЕ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2618055C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ ХАРАКТЕРИСТИКИ КОМПОЗИТНОГО МАТЕРИАЛА ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2010 |
|
RU2535236C2 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ, УПАКОВКА И НОСИТЕЛЬ, ВЫПОЛНЕННЫЕ НА ОСНОВЕ КОМПОЗИТНОГО МАТЕРИАЛА, И СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИТНОГО МАТЕРИАЛА | 2008 |
|
RU2379066C1 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ | 2010 |
|
RU2550200C2 |
| КОМПОЗИТНЫЙ ИЗНАШИВАЕМЫЙ КОМПОНЕНТ | 2021 |
|
RU2779482C2 |
| КОМПОЗИТНАЯ ИЗНАШИВАЕМАЯ ДЕТАЛЬ | 2021 |
|
RU2781511C2 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ ДЛЯ ИМПЛАНТАТОВ | 2016 |
|
RU2727976C2 |
Группа изобретений относится к области неразрушающего контроля. Раскрыт способ изготовления контрольного образца из композитного материала для рентгеновского контроля, заключающийся в том, что применяют деталь из композитного материала, при этом в детали образуют как минимум одно отверстие, дополнительно применяют как минимум одну фигурную вставку, изготовленную из идентичного композитного материала, что и деталь, выполняют на фигурной вставке как минимум на одной стороне пазы с равными глубиной А, шириной Б и расстоянием В между пазами, в отверстие в детали устанавливают фигурную вставку, при этом форма отверстия в детали соответствует форме фигурной вставки с минимизацией зазоров между сопрягаемыми поверхностями отверстия детали и фигурной вставки, расположение армирующего материала в фигурной вставке соответствует расположению армирующего материала в детали, соединение фигурной вставки и отверстия детали фиксируют. Также раскрыт контрольный образец из композитного материала. Группа изобретений позволяет получать объективные данные о способности к обнаружению томографической системы на основе определения частных значений функции передачи модуляции в интересующих частях детали, а также позволяет выполнять прямые измерения пазов на фигурной вставке при ее изготовлении, что повышает воспроизводимость изготовления контрольных образцов. 2 н. и 16 з.п. ф-лы, 7 ил.
1. Способ изготовления контрольного образца из композитного материала для рентгеновского контроля, заключающийся в том, что применяют деталь из композитного материала, отличающийся тем, что в детали образуют как минимум одно отверстие, дополнительно применяют как минимум одну фигурную вставку, изготовленную из идентичного композитного материала, что и деталь, выполняют на фигурной вставке как минимум на одной стороне пазы с равными глубиной А, шириной Б и расстоянием В между пазами, в отверстие в детали устанавливают фигурную вставку, при этом форма отверстия в детали соответствует форме фигурной вставки с минимизацией зазоров между сопрягаемыми поверхностями отверстия детали и фигурной вставки, расположение армирующего материала в фигурной вставке соответствует расположению армирующего материала в детали, соединение фигурной вставки и отверстия детали фиксируют.
2. Способ по п. 1, отличающийся тем, что фиксацию фигурной вставки в отверстии детали осуществляют с помощью клеевого соединения или тугой посадки.
3. Способ по п. 1, отличающийся тем, что применяют сменные фигурные вставки с временной фиксацией в отверстии детали.
4. Способ по п. 1, отличающийся тем, что в детали образуют более одного отверстия.
5. Способ по п. 1, отличающийся тем, что пазы на фигурной вставке заполнены материалом матрицы.
6. Способ по п. 1, отличающийся тем, что пазы на фигурной вставке заполнены армирующим материалом.
7. Способ по п. 1, отличающийся тем, что контрольный образец изготовлен из части детали.
8. Способ по п. 1, отличающийся тем, что контрольный образец содержит более одной фигурной вставки.
9. Способ по п. 1, отличающийся тем, что пазы на фигурной вставке выполнены более, чем на одной ее стороне.
10. Контрольный образец из композитного материала, выполненный из детали из композитного материала, отличающийся тем, что дополнительно деталь содержит как минимум одно отверстие, как минимум одну фигурную вставку из идентичного композитного материала, что и деталь, на которой как минимум на одной стороне расположены пазы с равными глубиной А, шириной Б и расстоянием В между пазами, с возможностью установки фигурной вставки в отверстие детали, при этом форма отверстия в детали соответствует форме фигурной вставки с минимизацией зазоров между сопрягаемыми поверхностями отверстия детали и фигурной вставки, расположение армирующего материала в фигурной вставке соответствует расположению армирующего материала в детали, соединение фигурной вставки и отверстия детали фиксируют.
11. Контрольный образец по п. 10, отличающийся тем, что фиксация фигурной вставки в отверстии детали включает клеевое соединение или тугую посадку.
12. Контрольный образец по п. 10, отличающийся тем, что фиксация фигурной вставки в отверстии детали включает клеевое соединение временной фиксации.
13. Контрольный образец по п. 10, отличающийся тем, что деталь содержит более одного отверстия.
14. Контрольный образец по п. 10, отличающийся тем, что пазы на фигурной вставке заполнены материалом матрицы.
15. Контрольный образец по п. 10, отличающийся тем, что пазы на фигурной вставке заполнены армирующим материалом.
16. Контрольный образец по п. 10, отличающийся тем, что контрольный образец выполнен из части детали.
17. Контрольный образец по п. 10, отличающийся тем, что контрольный образец содержит более одной фигурной вставки.
18. Контрольный образец по п. 10, отличающийся тем, что пазы на фигурной вставке содержатся более, чем на одной ее стороне.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТРОЛЬНОГО ОБРАЗЦА ЛОПАТКИ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2450922C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ, ПОДКРЕПЛЕННОЙ КЕРАМИЧЕСКИМИ ВОЛОКНАМИ | 2009 |
|
RU2499076C2 |
| Способ изготовления эталонных образцов для дефектоскопии | 1989 |
|
SU1705730A1 |
| CN 102830001 A, 19.12.2012. | |||

