Область техники
Изобретение относится к композитной лопатке, применяемой в любой отрасли промышленности (например, аэрокосмической, энергетической и пр.), где используется энергия потока. В частности, изобретение относится к композитной лопатке для турбомашины.
Изобретение также относится к неподвижной, или роторной, ступени турбомашины, содержащей указанные композитные лопатки.
Кроме того, предметом изобретения является способ изготовления лопатки из композитного материала.
Уровень техники
Из уровня техники хорошо известны осевые компрессоры, которые могут использоваться, например, в турбомашинах.
Эти компрессоры низкого или высокого давления имеют несколько ступеней вращающихся лопаток, называемых также подвижными. Ступени разделены выравнивающими ступенями, назначение которых заключается в изменении вектора скорости текучей среды, поступающей с предыдущей ступени, перед тем как она будет направлена в следующую ступень.
Указанные выравнивающие ступени образованы по существу неподвижными лопатками, также называемыми выравнивающими, которые соединяют внешний кожух с внутренним кожухом, причем два эти кожуха расположены концентрично и ограничивают между собой зону протекания воздуха или, говоря другими словами, «аэродинамический канал».
В настоящее время выравнивающие лопатки турбомашин принято изготавливать из металлов, например, из титановых сплавов (TA6V), стали или алюминия.
Также известно выполнение простых по форме лопаток из композитного материала. Это могут быть, например, лопатки соплового аппарата (т.е. лопатки OGV, от английских слов Outlet Guide Vane), используемые во вторичном тракте турбореактивного, двигателя и изготавливаемые с применением технологии ручного нанесения предварительно пропитанных тканей или технологии RTM (от английских слов Resin Transfer Moulding, трансферное формование пластмасс) из сухих плетеных или тканых заготовок.
Из патента US 2859936 известен способ изготовления прямолинейной лопатки, в соответствии с которым лопатка имеет у основания металлическую вставку, используемую для размещения пропитанных смолой волокон, после чего в литьевую форму дополнительно вводят смесь из смолы и коротких волокон, которая покрывает и охватывает собой указанные предварительно пропитанные волокна.
Кроме того, из заявки US 2010/0080710 на изобретение известен способ изготовления лопаток соплового аппарата, в соответствии с которым сваривают два металлических листа, образуя тем самым оболочку лопатки, в полость которой инжектируют пластмассу. Сцепление между различными компонентами лопатки обеспечивается только за счет механической связи между оболочкой и сердцевиной.
Из заявки US 2010/0129651, являющейся продолжением вышеупомянутой заявки, известен способ изготовления пера лопатки вентилятора или статора, в соответствии с которым между металлической оболочкой и композитным материалом сердцевины помещают слой полиуретана, с тем чтобы обеспечить более надежную связь между сердцевиной и оболочкой, уменьшив тем самым опасность расслаивания, а также компенсировать различия в расширении между композитным материалом и металлической оболочкой.
Наконец, из заявки US 2010/0150707 известен способ изготовления пера лопатки из композитного материала, например, для лопатки соплового аппарата, в соответствии с которым перо имеет полую оболочку, образованную отдельными слоями композитного материала, а также размещенную в этой оболочке гофрированную сердцевину, поддерживающую неизменным промежуток между стенками оболочки. На концах пера лопатки предусмотрены полки, закрепленные посредством приваривания или приклеивания.
К сожалению, каждый из перечисленных выше известных способов изготовления композитных лопаток страдает по меньшей мере одним из следующих недостатков:
- они не могут обеспечить сложные формы;
- они позволяют создавать лопатки относительно большой толщины (15-20 мм) типа лопаток для соплового аппарата, но не обеспечивают возможность изготовления компрессорных лопаток меньшей толщины (менее 10 мм);
- указанные полки лопаток не выполнены за одно целое с пером, и потому их приходится прикреплять позднее отдельным этапом;
- сцепление между компонентами лопатки обеспечивается за счет механической связи.
Задачи изобретения
Таким образом, задача настоящего изобретения заключается в разработке технического решения, лишенного недостатков известного уровня техники.
В частности, изобретение направлено на создание лопаток сложной формы с уменьшением объема последующих операций станочной обработки или отделки.
Другая задача изобретения состоит в создании лопаток, характеризующихся широким диапазоном возможных толщин.
Следующая задача - получение лопаток, у которых перо и полка выполнены за одно целое.
Наконец, еще одна задача изобретения состоит в получении лопаток, в которых сцепление между компонентами обеспечивается за счет химической связи.
Сущность изобретения
Изобретение относится к лопатке турбомашины из композитного материала, оснащенной пером. Данная лопатка характеризуется тем, что содержит первую смолу, армированную длинными волокнами, и вторую смолу, армированную короткими волокнами, причем указанные первая и вторая смолы являются химически совместимыми или идентичными, при этом длинные волокна служат для повышения жесткости лопатки, а короткие волокна, диспергированные во второй смоле, служат для заполнения частей лопатки, не армированных длинными волокнами, и придают лопатке по существу конечную форму.
В соответствии с отдельными вариантами изобретения лопатка характеризуется по меньшей мере одним из нижеперечисленных признаков или их определенной комбинацией.
Она снабжена на одном из концов пера средством крепления, обеспечивающим прикрепление этой лопатки к внешнему элементу, причем указанное средство крепления выполнено за одно целое с пером лопатки.
Длинные волокна размещены в краевой зоне оболочки лопатки или в промежуточном положении между краевой зоной оболочки и сердцевиной лопатки.
Длинные волокна помещены таким образом, что одно и то же длинное волокно находится по длине как в краевой зоне оболочки лопатки, так и в промежуточном положении между краевой зоной оболочки и сердцевиной лопатки.
Длинные волокна проходят непрерывно между пером и средством крепления.
Средство крепления представляет собой полку или утолщение в форме ласточкина хвоста.
Перо и полка образуют Г-образный или Т-образный профиль.
Короткие волокна и длинные волокна выбраны из группы, включающей в себя стекловолокна и углеродные волокна.
Длинные волокна являются однонаправленными или ткаными, а короткие волокна имеют длину менее нескольких миллиметров.
В качестве первой и второй смол использованы термопластичные смолы.
В качестве первой и второй смол использованы термоотверждающиеся смолы.
Оболочка лопатки дополнительно снабжена защитой от эрозии.
Первая смола и/или вторая смола включают в себя наполнители, обеспечивающие защиту лопатки от эрозии.
Изобретение также относится к способу изготовления лопатки турбомашины из композитного материала, оснащенной пером и средством крепления, обеспечивающим прикрепление к внешнему элементу и выполненным за одно целое с указанным пером, при этом лопатка содержит длинные волокна, размещенные по меньшей мере на части оболочки лопатки, и короткие волокна, заполняющие части лопатки, не заполненные длинными волокнами, причем способ включает в себя по меньшей мере следующие последовательно выполняемые этапы:
a) изготовление предварительно упрочненных пластин, содержащих длинные волокна, предварительно пропитанные первой термопластичной смолой;
b) разрезание пластин до требуемых размеров;
c) формовка пластин;
d) литьевое формование сердцевины пера и сердцевины средства крепления с использованием второй термопластичной смолы, к которой добавлены короткие волокна, причем указанная вторая смола идентична первой смоле или химически совместима с нею, а указанные предварительно отформованные пластины действуют в качестве композитных вставок в литейной форме.
Предметом изобретения является также ступень турбомашины, содержащая композитные лопатки типа описанных выше.
Краткое описание чертежей
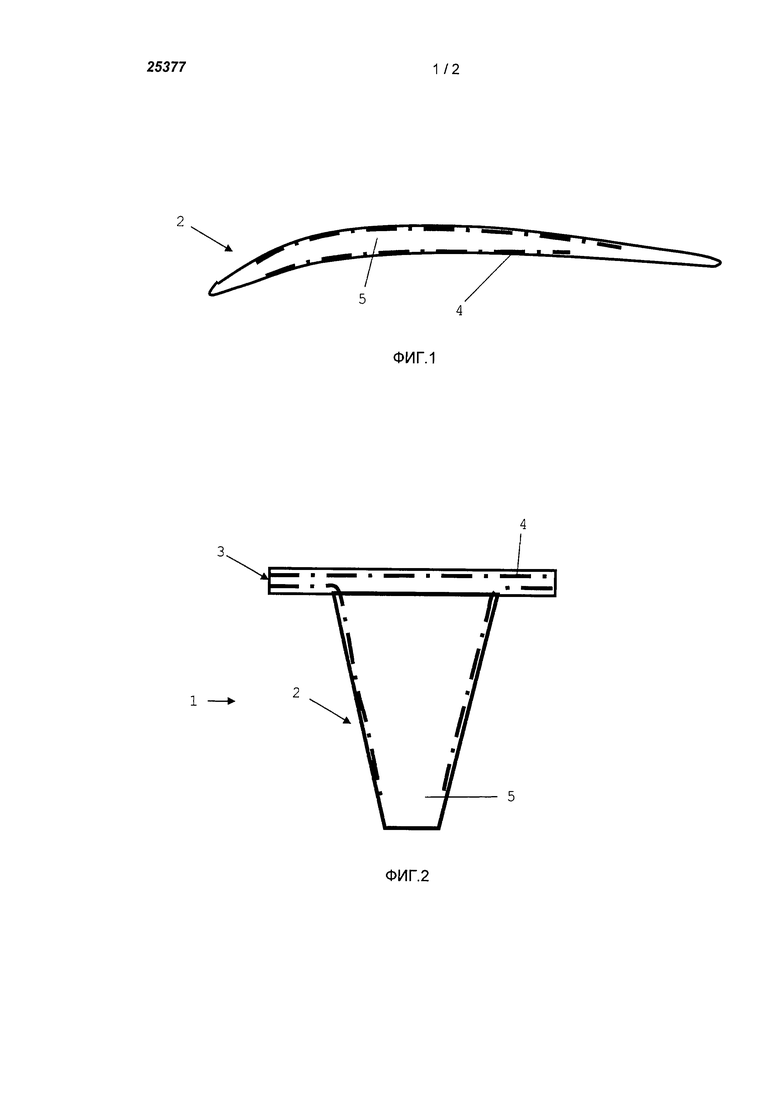
Фиг. 1 схематически в поперечном разрезе изображает перо заявляемой лопатки.
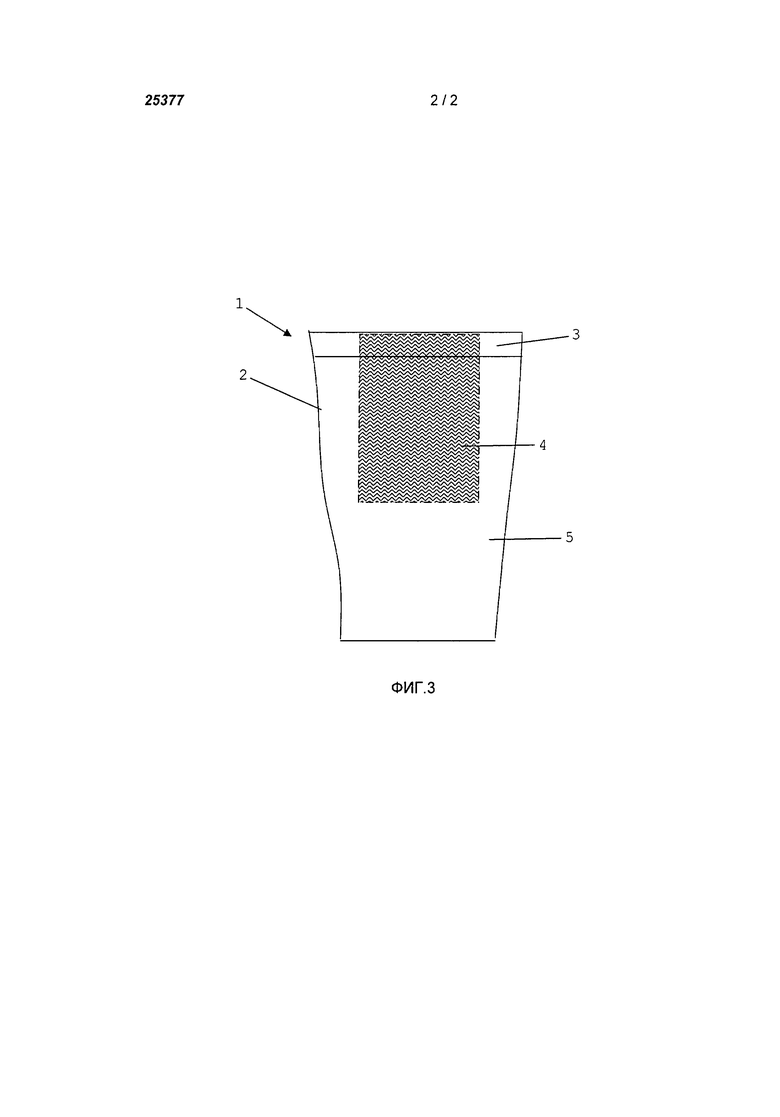
Фиг. 2 схематически в продольном разрезе изображает перо заявляемой лопатки, объединенное с полкой.
Фиг. 3 схематически изображает заявляемую лопатку спереди.
Используемые номера позиций
1 - Лопатка
2 - Перо
3 - Полка или утолщение лопатки либо, в более общем случае, средство крепления лопатки к внешнему элементу
4 - Длинные волокна
5 - Короткие волокна
Общее описание изобретения
Предлагаемую лопатку можно использовать в любой области, где требуются лопатки, вне зависимости от того, являются ли они подвижными или статичными. Так, например, в авиапромышленности ее можно использовать в качестве компрессорной лопатки или лопатки для соплового аппарата (лопатки OGV).
В соответствии с изобретением лопатка выполнена из композитного материала и содержит армирующий наполнитель из непрерывных волокон, называемых также длинными волокнами, и армирующий наполнитель из коротких волокон. Предусмотрена органическая матрица, связанная с каждым из армирующих наполнителей таким образом, что все матрицы являются идентичными или химически совместимыми, обеспечивая химическую связь между различными компонентами. В качестве органических матриц можно использовать термопластичные или термоотверждающиеся смолы.
Армирующий наполнитель из непрерывных волокон обеспечивает конструктивную прочность лопаток, тогда как армирующий наполнитель из коротких волокон, связанный со своей смолой, используется для заполнения объема и придания лопатке конченой или по существу конечной формы. Благодаря объединению этих двух материалов удается также получать сложные формы, которые может принимать лопатка, и придавать лопатке непосредственно ее конечную форму, т.е. с объединением пера со средством его крепления, на выходе из литейной формы после изготовления.
В предпочтительном случае непрерывные волокна являются однонаправленными или ткаными, а короткие волокна имеют длину в несколько миллиметров или меньше. Диаметр коротких волокон равен, как правило, 1-15 мкм при максимальной длине 1 мм. В соответствии с изобретением короткие и непрерывные волокна могут быть как одной, так и разной природы. Так, например, длинные и короткие волокна могут представлять собой, соответственно, углеродные волокна или стекловолокна. Точно так же разными по природе могут быть волокна в пределах одной и той же группы коротких или длинных волокон: например, в группу длинных волокон могут входить как стекловолокна, так и углеродные волокна.
В предпочтительном случае короткие волокна находятся в сердцевине лопатки, а непрерывные волокна - в краевой зоне оболочки (тогда непрерывные волокна будут повторять очертания внешней поверхности лопатки), либо в промежуточном положении между краевой зоной оболочки и сердцевиной. В этом последнем случае смешанные со смолой короткие волокна будут заполнять также пространство между промежуточным положением и краевой зоной оболочки. Согласно другим вариантам настоящего изобретения, если смотреть по длине волокон, одно и то же длинное волокно располагается последовательно как в краевой зоне оболочки лопатки, так и в промежуточном положении.
В соответствии с одним из возможных вариантов изобретения поверхность предлагаемой композитной лопатки снабжена защитой от эрозии.
Детальное описание изобретения
Ниже в порядке иллюстративного примера, не ограничивающего объем правовой охраны изобретения, приводится детальное описание изобретения применительно к лопатке, используемой в турбомашине, а точнее - в первой, низконапорной части такой машины.
В соответствии с изобретением, как показано на фиг.2, лопатка 1 имеет перо 2 и у его основания полку 3 или, говоря в общем смысле, средство, обеспечивающее крепление лопатки к какому-либо внешнему элементу. В конкретном случае, относящемся к выравнивающей компрессорной лопатке, перо имеет на своем первом конце основание, выполненное с возможностью крепления к внешнему кожуху компрессора, тогда как второй его конец, т.е. головная часть, пера соединяется с внутренним кожухом компрессора. Если в качестве основания использована конструкция типа полки, то она может образовывать Т-образный профиль (показан на фиг.2), Г-образный профиль или же профиль любой другой подходящей формы. В примере, продемонстрированном на фиг.3, основание пера вместо полки снабжено утолщением 3 в форме ласточкина хвоста. Таким образом, это утолщение имеет две наклонные стороны, расширяющиеся в направлении от основания пера к третьей стороне, перпендикулярной плоскости пера. Объем правовой охраны изобретения распространяется также на композитную лопатку, имеющую только одно перо.
На фиг.1-3 схематически проиллюстрировано то, как проходят длинные волокна 4 и короткие волокна 5 по поперечному сечению пера, по продольному сечению основания пера, объединенного с полкой, и по всей лопатке. Армирующий наполнитель из длинных волокон 4 помещен в оболочку или расположен вблизи оболочки лопатки, а остальная часть лопатки заполнена армирующим наполнителем из коротких волокон 5. Как показано на фиг.1-3, из армирующего наполнителя, образованного длинными волокнами, может состоять только часть оболочки, при этом оболочка лопатки, не состоящая из этого наполнителя, заполняется армирующим наполнителем из коротких волокон 5. Таким образом, оболочка лопатки в зоне передней и задней кромок может не иметь длинных волокон и состоять исключительно из коротких волокон. Подобным же образом, армирующий наполнитель из длинных волокон может проходить в оболочке в продольном направлении лопатки от ее полки до точки, находящейся на расстоянии, по существу равном половине высоты пера, причем это расстояние, разумеется, может быть изменено.
Как показано на фиг.2, длинные волокна проходят предпочтительно непрерывно между пером и полкой либо, в более общем случае, между пером и средством крепления лопатки к внешнему элементу.
Данная лопатка может быть выполнена заявленным способом, обеспечивающим изготовление термопластичной лопатки с объединенным с ней за одно целое средством крепления, например, полкой. Данный способ описан ниже в виде иллюстративного примера, не ограничивающего объем правовой охраны изобретения. Он включает в себя по меньшей мере следующие последовательно выполняемые этапы:
a) изготовление предварительно упрочненных пластин, т.е. пластин, подвергнутых по меньшей мере частичному уплотнению, содержащих длинные волокна 4 и первую термопластичную смолу;
b) разрезание пластин до требуемых размеров;
c) формовка пластин;
d) литьевое формование сердцевины пера 2 и сердцевины средства 3 крепления с использованием второй термопластичной смолы, к которой добавлены короткие волокна, причем указанная вторая смола идентична первой смоле или химически совместима с нею, а указанные предварительно отформованные пластины действуют в качестве композитных вставок в литейной форме.
Согласно изобретению лопатку конечной формы можно получить уже непосредственно на выходе литейной формы. По завершении этапа d) литьевого формования деталь можно также подвергнуть другим операциям, например, станочной обработке или другой операции, необходимой для обеспечения защиты от эрозии. Средства такой защиты можно ввести непосредственно в деталь путем добавления наполнителей в первую и/или вторую смолу в процессе изготовления.
Как уже говорилось выше, в результате использования на этапах а) и d) одинаковой смолы или химически совместимых смол, разные компоненты лопатки оказываются соединенными друг с другом посредством химической связи.
Способ распространяется также на изготовление термопластичных или термоотверждающихся лопаток, содержащих оболочку, состоящую по меньшей мере частично из длинных волокон, и сердцевину, состоящую по меньшей мере частично из коротких волокон, причем этапы этого способа являются соответствующим образом адаптированными.
Следует также уточнить, что в случае изготовления композитной лопатки с термопластичной матрицей армирующий наполнитель из непрерывных волокон предпочтительно представляет собой предварительно пропитанный наполнитель, тогда как при изготовлении композитной лопатки с термоотверждающейся матрицей, например эпоксидного типа, следует использовать либо сухой, либо предварительно пропитанный армирующий наполнитель.
Преимущества изобретения
Благодаря использованию композитных материалов лопатки, изготавливаемые описанным выше способом, характеризуются меньшей массой по сравнению с лопатками известного уровня техники.
Благодаря уменьшению числа этапов способа снижаются затраты на изготовление лопатки, причем конечную форму лопатки удается обеспечить уже непосредственно на выходе из литьевой формы.
Благодаря использованию одной и той же смолы или совместимых смол как для непрерывных, так и для коротких волокон удается обеспечить химическую связь между разными компонентами (внутри лопатки, а также между ней и средством крепления) и в конечном счете создать композитную лопатку со сплошной матрицей.
Настоящее изобретение позволяет изготавливать легкие и недорогие неподвижные или подвижные лопатки.
Предлагаемый способ позволяет получать сложные формы с широкими пределами толщин.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОПАТКА ДЛЯ ТУРБОМАШИНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОЙ ЛОПАТКИ | 2014 |
|
RU2605481C2 |
| ЛОПАТКА ДЛЯ ТУРБОМАШИНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОЙ ЛОПАТКИ | 2014 |
|
RU2602316C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПРЯМЛЯЮЩЕГО АППАРАТА И ПОЛУЧЕННЫЙ ТАКИМ СПОСОБОМ СПРЯМЛЯЮЩИЙ АППАРАТ | 2011 |
|
RU2564740C2 |
| КРЕПЛЕНИЕ ЛОПАТКИ В ДЕРЖАТЕЛЕ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА ПУТЕМ ФИКСАЦИИ | 2011 |
|
RU2583183C2 |
| КОМПОЗИЦИОННАЯ ЛОПАТКА ТУРБОМАШИНЫ | 2007 |
|
RU2350757C1 |
| КОМПОЗИТНЫЙ КОРПУС ДЛЯ КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ОСЕВОЙ ТУРБОМАШИНЫ | 2015 |
|
RU2684079C2 |
| БАРАБАН РОТОРА ТУРБОМАШИНЫ | 2015 |
|
RU2596894C1 |
| ТУРБИННАЯ ЛОПАТКА | 1993 |
|
RU2088764C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО ПРОФИЛЯ И КОМПОЗИТНЫЙ ПРОФИЛЬ | 2018 |
|
RU2741043C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ТУРБОМАШИНЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА, ЛОПАТКА ТУРБОМАШИНЫ И ТУРБОМАШИНА | 2010 |
|
RU2552652C2 |
Лопатка турбомашины из композитного материала оснащена пером и содержит первую смолу, армированную длинными волокнами, и вторую смолу, армированную короткими волокнами. Первая и вторая смолы являются химически совместимыми или идентичными. Длинные волокна служат для повышения жесткости лопатки, а короткие волокна, диспергированные во второй смоле, служат для заполнения частей лопатки, не армированных длинными волокнами, и придают лопатке конечную форму. Длинные волокна размещены в промежуточном положении между краевой зоной оболочки и сердцевиной лопатки. Короткие волокна расположены в сердцевине лопатки и между промежуточным положением и краевой зоной оболочки. Другое изобретение группы относится к ступени турбомашины, содержащей лопатки, выполненные, как указано выше. Группа изобретений позволяет снизить массу лопаток и упростить их изготовление. 2 н. и 12 з.п. ф-лы, 3 ил.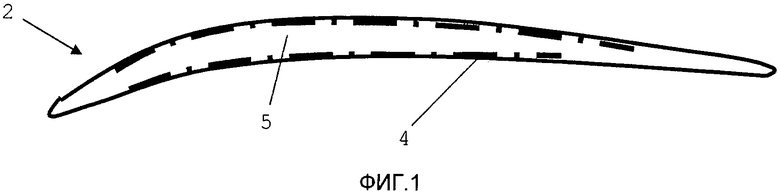
1. Лопатка (1) турбомашины из композитного материала, оснащенная пером (2), отличающаяся тем, что лопатка (1) содержит первую смолу, армированную длинными волокнами (4), и вторую смолу, армированную короткими волокнами (5), причем указанные первая и вторая смолы являются химически совместимыми или идентичными, длинные волокна (4) служат для повышения жесткости лопатки (1), короткие волокна (5), диспергированные во второй смоле, служат для заполнения частей лопатки, не армированных длинными волокнами (4), и придают лопатке (1) по существу конечную форму, при этом длинные волокна размещены в промежуточном положении между краевой зоной оболочки и сердцевиной лопатки; короткие волокна расположены в сердцевине лопатки и между промежуточным положением и краевой зоной оболочки.
2. Лопатка по п. 1, отличающаяся тем, что она снабжена, на одном из концов пера (2), средством (3) крепления, обеспечивающим прикрепление лопатки (1) к внешнему элементу, причем указанное средство (3) крепления выполнено за одно целое с пером (2) лопатки.
3. Лопатка по п. 1, отличающаяся тем, что длинные волокна (4) размещены в краевой зоне оболочки лопатки (1).
4. Лопатка по п. 1, отличающаяся тем, что одно и то же длинное волокно (4) находится по длине как в краевой зоне оболочки лопатки (1), так и в промежуточном положении между краевой зоной оболочки и сердцевиной лопатки (1).
5. Лопатка по любому из пп. 2-4, отличающаяся тем, что длинные волокна (4) проходят непрерывно между пером (2) и средством (3) крепления.
6. Лопатка по п. 2, отличающаяся тем, что средство (3) крепления представляет собой полку или утолщение в форме ласточкина хвоста.
7. Лопатка по п. 6, отличающаяся тем, что перо (2) и полка образуют Г-образный или Т-образный профиль.
8. Лопатка по п. 1, отличающаяся тем, что короткие волокна (5) и длинные волокна (4) выбраны из группы, включающей в себя стекловолокна и углеродные волокна.
9. Лопатка по п. 1, отличающаяся тем, что длинные волокна (4) являются однонаправленными или ткаными, а короткие волокна (5) имеют длину менее нескольких миллиметров.
10. Лопатка по п. 1, отличающаяся тем, что в качестве первой и второй смол использованы термопластичные смолы.
11. Лопатка по п. 1, отличающаяся тем, что в качестве первой и второй смол использованы термоотверждающиеся смолы.
12. Лопатка по любому из пп. 1-4, 6-11, отличающаяся тем, что оболочка лопатки дополнительно снабжена защитой от эрозии.
13. Лопатка по любому из пп. 1-4, 6-11, отличающаяся тем, что первая смола и/или вторая смола включают в себя наполнители, обеспечивающие защиту лопатки от эрозии.
14. Ступень турбомашины, содержащая лопатки по любому из пп. 1-13.
| Колосоуборка | 1923 |
|
SU2009A1 |
| US 4949921 A, 21.08.1990 | |||
| US 5380152 A, 10.01.1995 | |||
| US 4098559 A, 04.07.1978 | |||
| US 2859936 A, 11.11.1958 | |||
| Узел соединения лопатки с полкой | 1978 |
|
SU729370A1 |

