Настоящее изобретение относится к способу управления для клети прокатного стана для прокатки полосы, которая имеет левую и правую сторону полосы.
Подобные способы являются общеизвестными.
При прокатке полос может произойти, что прокатываемая полоса по отношению к направлению движения полосы смещается в стороны. Смещение полосы имеет, как правило, следствием то, что полоса в поперечном направлении полросы прокатывается неравномерно. Неравномерная прокатка может привести к трудностям на последующих этапах обработки (в частности, в последующих клетях прокатного стана). Как правило, поэтому пытаются таким образом прокатывать полосу, чтобы в поперечном направлении полосы средняя линия клети прокатного стана и средняя линия полосы совпадали (среднее положение).
Из JP 07124620 А известно, что с помощью подходящих датчиков измеряемых значений на левой и правой стороне полосы со стороны впуска и выпуска определяется существующее там тянущее усилие, и формируется разность соответственно определенных тянущих усилий на стороне впуска и выпуска. Разности тянущих усилий подаются на управляющее устройство, которое на основе разностей определяет управляющее воздействие для сдвига полосы. Управляющее воздействие выдается на исполнительный элемент, посредством которого корректируется поперечное позиционирование в направлении к среднему положению.
Из DE 102004043790 А1 известен способ управления для клети прокатного стана для прокатки полосы, причем полоса имеет левую и правую стороны полосы. В этом способе управления посредством соответствующих датчиков измеренных значений определяются давления, которые создаются полосой и воздействуют на стороне впуска и выпуска в боковом направлении полосы на датчики измеренных значений. Измеренные значения подаются на управляющее устройство для клети прокатного стана, которое комбинирует измеренные значения друг с другом и таким способом выводит управляющее воздействие для клети прокатного стана, посредством которого противодействуют образованию односторонней кривизны полосы, выпускаемой из клети прокатного стана.
Способы, соответствующие уровню техники, работоспособны. Однако они могут быть усовершенствованы.
Задачей настоящего изобретения является предоставить решения, посредством которых поперечное позиционирование полосы реализуется простым способом. Эта задача с точки зрения технического решения, относящегося к способу, решается способом управления для клети прокатного стана с признаками пункта 1 формулы изобретения. С точки зрения программно-технического решения эта задача решается компьютерной программой с признаками пункта 2 формулы изобретения. С точки зрения технического решения, относящегося к устройству, эта задача решается носителем данных с признаками пункта 3 формулы изобретения, управляющим устройством с признаками пункта 4 формулы изобретения и устройством для прокатки с признаками пункта 5 формулы изобретения.
В соответствии с изобретением посредством соответствующего датчика измеренных значений на левой и правой сторонах полосы со стороны впуска и выпуска определяются тянущие усилия, существующие в полосе. Полученные тянущие усилия подаются на управляющее устройство для клети прокатного стана. Управляющее устройство определяет с помощью соотношения
δZ = ZLE + ZLA -ZRE - ZRA
меру для поперечного позиционирования полосы относительно клети прокатного стана. При этом ZLE - тянущее усилие, существующее в полосе, на левой стороне полосы со стороны впуска, ZLA - тянущее усилие, существующее в полосе, на левой стороне полосы со стороны выпуска, ZRE - тянущее усилие, существующее в полосе, на правой стороне полосы со стороны выпуска, ZRA - тянущее усилие, имеющееся в полосе, на правой стороне полосы со стороны выпуска, δZ - мера. На основе меры для поперечного позиционирования полосы управляющее устройство определяет управляющее воздействие для коррекции поперечного позиционирования полосы. Оно управляет клетью прокатного стана соответственно управляющему воздействию.
Компьютерная программа включает в себя последовательность машинных команд, причем последовательность машинных команд выполняется управляющим устройством. Выполнение последовательности машинных команд управляющим устройством обуславливает то, что управляющее устройство управляет клетью прокатного стана в соответствии с вышеописанным способом, когда управляющее устройство с клетью прокатного стана находится в рабочем соединении.
На носителе данных и в управляющем устройстве подобная компьютерная программа, соответственно, сохранена.
Другие преимущества и детали поясняются в последующем описании примера выполнения со ссылками на чертежи, на которых схематично представлено следующее.
Фиг.1 - устройство прокатки и полоса на виде сверху,
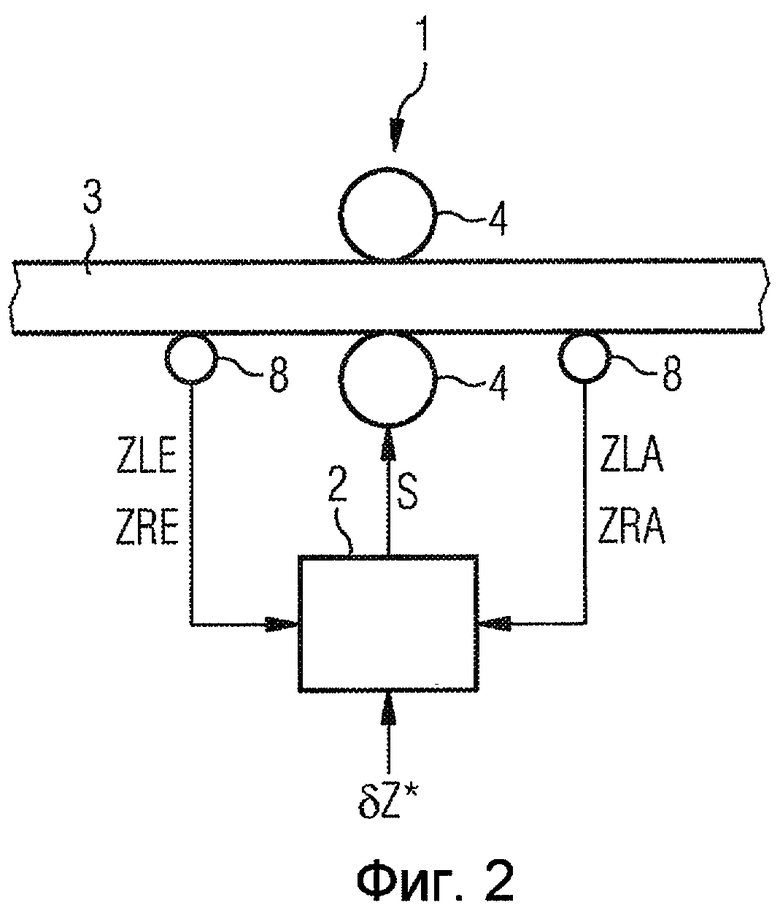
Фиг.2 - устройство прокатки и полоса по фиг.1 на виде сбоку,
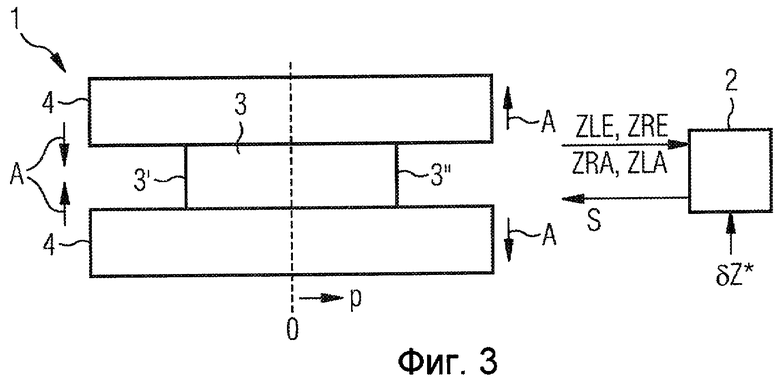
Фиг.3 - устройство прокатки и полоса по фиг.1 на виде спереди,
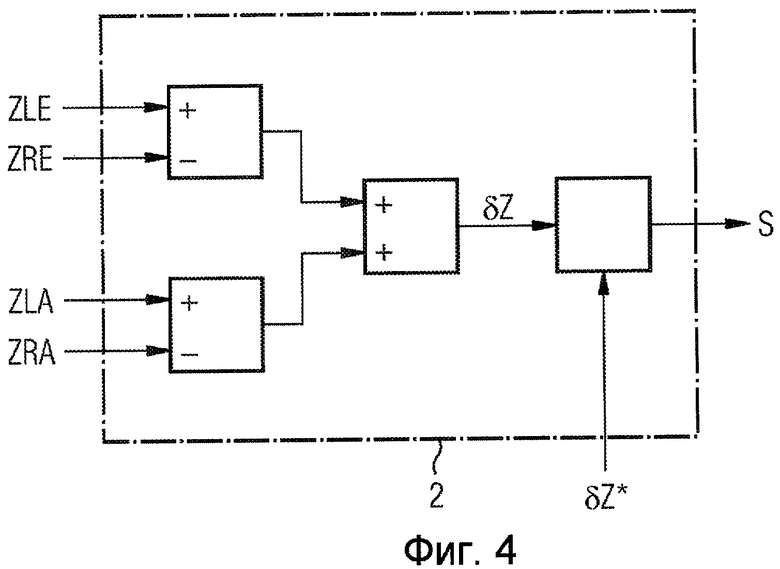
Фиг.4 - возможный способ определения управляющего воздействия.
Согласно фиг.1-3, устройство прокатки содержит клеть 1 прокатного стана и управляющее устройство 2 для клети 1 прокатного стана. Посредством клети 1 прокатного стана в процессе функционирования осуществляется прокатка полосы 3, которая имеет левую сторону 3' полосы и правую сторону 3” полосы, например, при выполнении как клеть кватро с опорными валками или при выполнении как клеть сексто с опорными и промежуточными валками. Также возможны другие выполнения, например, как так называемая двадцативалковая клеть прокатного стана. Другие валки на чертеже не показаны.
Управляющее устройство 2 управляет всей работой клети 1 прокатного стана. Например, оно управляет окружной скоростью рабочих валков 4, установкой клети 1 прокатного стана, усилием прокатки и т.д. Управление клетью 1 прокатного стана с помощью управляющего устройства 2 ниже еще будет рассмотрено в той мере, в какой это требуется для понимания заявленного изобретения.
Управляющее устройство 2 выполняется, как правило, в виде программируемого управляющего устройства, например, как управление с программируемой памятью (SPS). Поэтому способ работы управляющего устройства 2 определяется посредством компьютерной программы 5, с помощью которого управляющее устройство 2 программируется.
Для программирования управляющего устройства 2 устанавливается компьютерная программа 5. Она включает в себя последовательность машинных команд 6. Последовательность машинных команд 6 выполняется управляющим устройством 2. Выполнение последовательности машинных команд 6 посредством управляющего устройства 2 обуславливает то, что управляющее устройство 2 управляет клетью 1 прокатного стана согласно способу управления, который ниже будет описан более подробно. Управляющее устройство 2 должно для этого, разумеется, находиться в рабочем соединении с клетью 1 прокатного стана.
Компьютерная программа 5 сохранена на носителе 7 данных, например на EEPROM. Носитель 7 данных, по меньшей мере, частично, связан с управляющим устройством 2 информационно-технически. Так, например, возможно, что управляющее устройство 2, когда оно выполняет свой способ управления, постоянно выполняет компьютерную программу 5, сохраненную на носителе 7 данных. В этом случае носитель 7 данных во время исполнения способа управления связан с управляющим устройством 2. В качестве альтернативы возможно, что управляющее устройство 2 имеет внутри собственное, не показанное на чертеже ЗУ (= внутренний носитель данных), в котором оно сохраняет компьютерную программу 5 после считывания с носителя 7 данных, показанного на фиг.1. В этом случае носитель 7 данных должен соединяться с управляющим устройством 2 только временно. Вновь в качестве альтернативы или дополнительно также возможно, что компьютерная программа 5 подается на управляющее устройство 2 через не показанное на чертеже сетевое соединение. В этом случае требуется только внутренний носитель данных управляющего устройства 2.
В рамках обработки компьютерной программы 5 управляющее устройство 2 управляет датчиками 8 измеренных значений, которые соотнесены с клетью 1 прокатного стана. Посредством датчиков 8 измеренных значений определяются тянущие усилия ZLE, ZLA, ZRE, ZRA, которые существуют на левой и правой стороне 3', 3” полосы со стороны впуска и выпуска. При этом ZLE обозначает тянущее усилие, существующее в полосе, на левой стороне 3' полосы со стороны впуска. ZLA обозначает тянущее усилие, существующее в полосе, на левой стороне 3' полосы со стороны выпуска. ZRE обозначает тянущее усилие, существующее в полосе, на правой стороне 3” полосы со стороны впуска. ZRA обозначает тянущее усилие, существующее в полосе, на правой стороне 3” полосы со стороны выпуска.
Конкретное выполнение датчиков 8 измеренных значений выбирается по потребности. Например, датчики 8 измеренных значений, с одной стороны, со стороны впуска и с другой стороны, со стороны выпуска могут быть скомпонованы в соответствующий сегментированный ролик измерения тянущего усилия. Подобные ролики измерения тянущего усилия общеизвестны. Однако в качестве альтернативы возможны и другие выполнения.
Полученные тянущие усилия ZLE, ZLA, ZRE, ZRA подаются на управляющее устройство 2. Управляющее устройство 2 определяет на основе полученных ZLE, ZLA, ZRE, ZRA меру δZ для поперечного позиционирования р полосы 3 относительно клети 1 прокатного стана. В частности, см. фиг.4, управляющее устройство 2 определяет δZ с помощью соотношения
δZ = ZLE + ZLA -ZRE - ZRA.
С помощью меры δZ - при необходимости в связи с номинальной мерой δZ* - управляющее устройство 2 определяет управляющее воздействие S. Управляющее воздействие S выдается на клеть 1 прокатного стана. Таким образом, клеть 1 прокатного стана управляется в соответствии с управляющим воздействием S.
Управляющее воздействие S обуславливает коррекцию поперечного позиционирования р полосы 3. Она может, например, см. схематично показанную стрелку А на фиг.3, представлять собой клиновую установку рабочих валков 4.
Возможно, что управляющее воздействие S постоянно зависит от меры δZ (или от разности меры δZ и номинальной меры δZ*). Однако управляющее воздействие S может также, подобно двухточечному регулятору, иметь гистерезис.
Приведенное выше описание служит исключительно пояснению заявленного изобретения. Объем защиты заявленного изобретения должен, напротив, определяться исключительно приложенной формулой изобретения.
Изобретение относится к области прокатного производства. Технический результат - упрощение позиционирования полосы при ее прокатке. Полоса (3) прокатывается в клети (1) прокатного стана. Посредством соответствующих датчиков (8) усилий измеряются значения тянущих усилий на левой и правой сторонах (3′, 3′′) полосы со стороны впуска и выпуска в полосе (3). Полученные тянущие усилия подаются на управляющее устройство (2) для клети (1) прокатного стана, которое определяет управляющее воздействие (S) для коррекции поперечного позиционирования (р) полосы (3) и управляет клетью (1) прокатного стана соответственно управляющему воздействию (S). 4 н.п. ф-лы, 4 ил.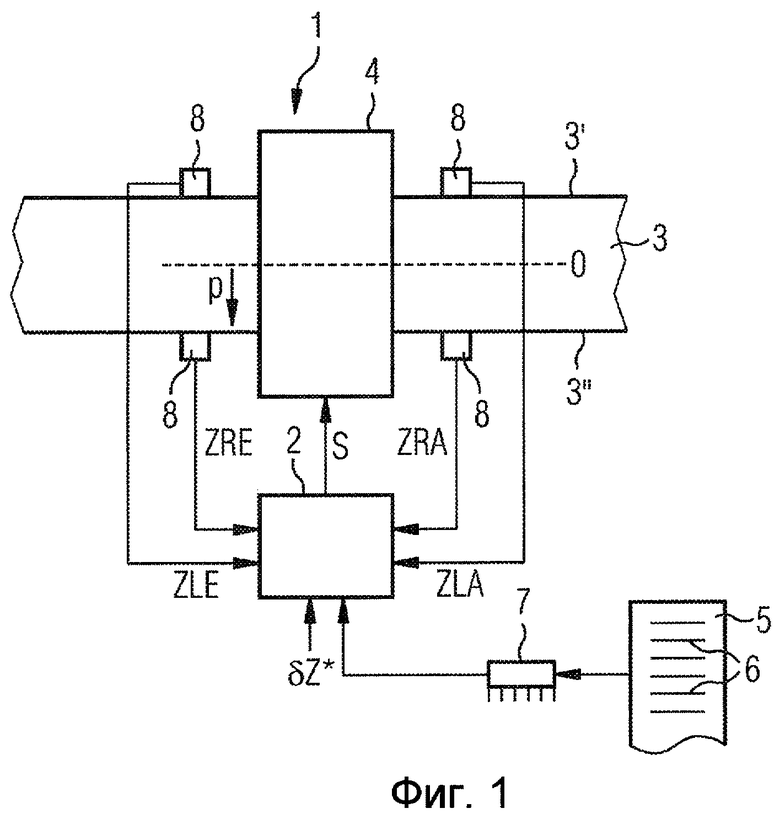
1. Способ управления клетью (1) прокатного стана для прокатки полосы (3), которая имеет левую и правую сторону (3′, 3′′), включающий определение тянущих усилий (ZLE, ZLA, ZRE, ZRA), имеющихся в полосе, посредством соответствующих датчиков (8) тянущих усилий на левой и правой стороне (3′, 3′′) полосы со стороны ее впуска и выпуска, подачу полученных тянущих усилий (ZLE, ZLA, ZRE, ZRA) на управляющее устройство (2) клети (1) прокатного стана, определение управляющим устройством (2) с помощью соотношения δZ=ZLE+ZLA-ZRE-ZRA меры (δZ) для поперечного позиционирования (р) полосы (3) относительно клети (1) прокатного стана, определение управляющим устройством (2) управляющего воздействия (S) для коррекции поперечного позиционирования (р) полосы (3) на основе меры (δZ) для поперечного позиционирования (р) полосы (3) и управление клетью (1) прокатного стана соответственно управляющему воздействию (S),
где δZ является мерой, ZLE - тянущее усилие, существующее в полосе (3), на левой стороне (3′) полосы со стороны впуска, ZLA - тянущее усилие, существующее в полосе (3), на левой стороне (3′) полосы со стороны выпуска, ZRE - тянущее усилие, существующее в полосе (3), на правой стороне (3′′) полосы со стороны впуска, ZRA - тянущее усилие, существующее в полосе (3), на правой стороне (3′′) полосы со стороны выпуска.
2. Носитель данных, содержащий компьютерную программу (5), которая включает в себя последовательность машинных команд (6), причем последовательность машинных команд (6) выполняется управляющим устройством (2) клети (1) прокатного стана, при этом выполнение последовательности машинных команд (6) управляющим устройством (2) обуславливает то, что управляющее устройство (2) управляет клетью (1) прокатного стана в соответствии со способом по п.1, когда управляющее устройство (2) с клетью (1) прокатного стана находится в рабочем соединении.
3. Управляющее устройство клетью (1) прокатного стана с носителем данных по п.2.
4. Устройство прокатки с клетью (1) прокатного стана, управляемой управляющим устройством (2), причем клеть (1) прокатного стана выполнена с возможностью прокатки полосы (3) с левой и правой сторонами (3′, 3′′) полосы, причем с клетью (1) прокатного стана соотнесены датчики (8) для определения измеренных значений тянущих усилий (ZLE, ZLA, ZRE, ZRA), существующих в полосе на ее левой и правой (3′, 3′′) сторонах со стороны впуска и выпуска и подачи полученных тянущих усилий (ZLE, ZLA, ZRE, ZRA) в управляющее устройство (2), которое выполнено с возможностью определения с помощью соотношения δZ=ZLE+ZLA-ZRE-ZRA меры (δZ) для поперечного позиционирования (р) полосы (3) относительно клети (1) прокатного стана, при этом управляющим устройством (2) выполнено с возможностью на основе меры (δZ) определения управляющего воздействия (S) для коррекции поперечного позиционирования (р) полосы (3) для поперечного позиционирования (р) полосы (3), а клеть (1) прокатного стана выполнена с возможностью управления соответственно управляющему воздействию (S),
где - δZ является мерой, ZLE - тянущее усилие, существующее в полосе (3), на левой стороне (3′) полосы со стороны впуска, ZLA - тянущее усилие, существующее в полосе (3), на левой стороне (3′) полосы со стороны выпуска, ZRE - тянущее усилие, существующее в полосе (3), на правой стороне (3′′) полосы со стороны впуска, ZRA - тянущее усилие, существующее в полосе (3), на правой стороне (3′′) полосы со стороны выпуска.
| DE 102004043790 А1, 09.03.2006 | |||
| JP 07127620 А, 16.05.1995 | |||
| DE 3413424 А1, 25.10.1984 | |||
| DE 3413269 А1, 25.10.1984 | |||
| Устройство для компенсации эксцентриситета валков прокатной клети | 1990 |
|
SU1704871A1 |

