Изобретение касается прокатной установки, в частности тандемной прокатной установки для холоднокатаной ленты, а также способа для управления такой прокатной установкой. Далее, изобретение касается использования первой клети прокатной установки, в частности тандемной прокатной установки для холоднокатаной ленты.
Целью изобретения при распределении единичных обжатий при использовании прокатных станов может быть, в частности, при тандемной прокатной установке для холодной прокатки ленты, наряду с распределением единичных обжатий, также распределение единичных обжатий в соответствии с машиноконструктивными особенностями отдельной прокатной клети с целью ее оптимального исполнения в производственном отношении.
При периодически работающих непрерывных станах, которые используют в качестве входного материала как разделенные по длине горячекатаные ленты, а также ленты из печи колпакового отжига, при которых рулоны по технологическим причинам наматываются с ограниченным натяжением ленты, в результате этого может произойти, что первая прокатная клеть непрерывного прокатного стана может обеспечить лишь незначительную производительность прокатки.
Для того чтобы распределить общее единичное обжатие в прокатном стане в соответствии с технологическими требованиями или для оптимизации общего единичного обжатия, необходимо, чтобы эта первая прокатная клеть могла обеспечивать желаемую производительность прокатки. Повышение производительности прокатки прокатной клети может достигаться двумя путями, а именно за счет увеличения усилия прокатки и/или за счет увеличения напряжения при растяжении в металлической ленте.
Увеличение усилия прокатки может осуществляться, тем самым, за счет повышения системного давления гидравлической регулировки и/или увеличения поверхности поршня исполнительного цилиндра. При существующих установках эти возможности зачастую ограничены или целесообразное повышение усилия прокатки невозможно. Причина этого заключается, например, в том, что рабочее давление уже лежит вблизи допустимого предела давления и повышение по этой причине более не является возможным, или что не может быть произведено увеличение поверхности поршня, то есть встраивание нового исполнительного цилиндра.
В соответствии с этим повышение усилия прокатки может оказаться невыполнимым по той причине, что присутствующие станины клетей не могут более воспринимать дополнительные силы.
Увеличение натяжения ленты на стороне входа в производственном направлении перед первой прокатной клетью непрерывного прокатного стана может осуществляться также посредством встраивания S-образного ролика (роликового регулятора) или тянущего устройства, или содержащего несколько роликов роликового регулятора, или прокатной клети дуо. В случае существующих установок эти возможности также зачастую ограничены границами, которые заранее заданы конструктивными особенностями (площадь установки) или технологическими параметрами, например при смазанных маслом металлических лентах.
Заявка JP 57118812 А поясняет регулирование толщины ленты или пропускной способности для прокатной установки, причем предпринимается попытка компенсации ошибки толщины на входной стороне с помощью первой прокатной клети и в соответствии с этим управления другими прокатными клетями. С этой целью перед первой прокатной клетью определяется ошибка по толщине на стороне входа. После уменьшения толщины в первой прокатной клети определяется ошибка по толщине на стороне выхода. Это мера того, насколько хорошо была компенсирована ошибка по толщине на стороне входа. Последующие прокатные клети работают в этом случае с управлением в соответствии с ошибкой по толщине на стороне выхода первой прокатной клети. При этом первая прокатная клеть служит также в качестве первой прокатной клети с активной прокаткой, с помощью которой осуществляется существенное уменьшение толщины.
Заявка JP 54071759 А раскрывает регулировку натяжения ленты для прокатной установки, причем с помощью первой прокатной клети прокатной установки, расположенной в производственном направлении, осуществляется существенное уменьшение толщины металлической ленты. Тем самым, первая прокатная клеть выполнена не как исключительно ведущая прокатная клеть, а также вторая прокатная клеть выполнена не как исключительно первая прокатная клеть с активной прокаткой.
Задачей изобретения является указание улучшенной прокатной установки, в частности улучшенной тандемной прокатной установки для холоднокатаной ленты, а также улучшенного способа для управления такой прокатной установкой. В частности, прокатная установка должна занимать незначительную установочную площадь и обеспечивать улучшенную контролируемость прохождения ленты. В соответствии с этим задачей изобретения является дооборудование существующей прокатной установки, в частности существующей тандемной прокатной установки для холоднокатаной ленты, с тем, чтобы она могла приводиться в действие с использованием соответствующего изобретению способа управления.
В случае прокатных установок, которые должны перекрывать большой производственный спектр применительно к прочности материала и общей степени прокатки, возникают дальнейшие точки зрения, в соответствии с которыми может осуществляться распределение производительности прокатки по отдельным прокатным клетям. В отдельных прокатных клетях прокатной установки в обычном случае в распоряжении находится высокая производительность прокатки, так как те или иные прокатные клети выполнены для максимального пластического деформирования.
В соответствии с изобретением - предпочтительно при малых потребных степенях прокатки - находящаяся в распоряжении или введенная производительность прокатки используется, исходя из того, что отдельные обжатия при прокатке в прокатных клетях распределяются по прокатным клетям таким образом, что первая в производственном направлении стальной ленты клеть прокатного стана (входная прокатная клеть) принимает на себя функцию тянущей прокатной клети для увеличения натяжения на входе. В этом случае в соответствии с изобретением тянущая прокатная клеть служит главным образом для увеличения натяжения металлической ленты на входе, и общая степень прокатки для металлической ленты за счет распределения того или иного единичного обжатия распределяется по оставшимся прокатным клетям прокатной установки.
Если, например, подлежащая реализации общая степень прокатки состоящей из пяти прокатных клетей прокатной установки составляет 10% толщины металлической ленты, то при линейном распределении общей степени прокатки по оставшимся четырем прокатным клетям линии прокатного стана при суммарном распределении каждая прокатная клеть принимала бы на себя лишь приблизительно 2,5% прокатки. То есть вместо соответствующей прокатки в 2% при пятикратной, поочередно следующей прокатке, в соответствии с изобретением общая степень прокатки распределяется по четырем, следующим за ведущей прокатной клетью прокатным клетям, каждая из которых может принять по прокатке лишь на 0,5% больше. Таким образом, в соответствии с изобретением осуществляется перераспределение производительности прокатки по прокатным клетям, которые следуют в производственном направлении за входной/ведущей прокатной клетью.
В соответствии с изобретением достигается экономия дополнительных агрегатов с повышающей натяжение ленты функцией за счет использования одной присутствующей прокатной клети для повышения натяжения ленты на входе, а также улучшенное направление ленты. За счет лучшего направления ленты обеспечивается улучшенная контролируемость и стабилизация прохождения металлической ленты путем выравнивания усилий растяжения вследствие развязки относительно эксцентричностей рулона на разматывателе.
Соответствующая изобретению прокатная установка содержит в непрерывном прокатном стане большое количество прокатных клетей, причем одна, настроенная на прокатку клеть, выполнена в качестве агрегата с функцией увеличения натяжения ленты, в качестве так называемой ведущей клети.
Далее в соответствии с изобретением в распоряжение предоставляется способ управления прокатной установки, причем одна прокатная клеть управляется таким образом, что она функционирует для металлической ленты в качестве агрегата с функцией увеличения натяжения ленты.
В соответствии с изобретением прокатная установка сконфигурирована или эксплуатируется таким образом, что хотя с помощью тянущей прокатной клети может осуществляться прокатка металлической ленты, от нее, однако, в основном отказываются и с помощью тянущей прокатной клети осуществляется увеличение механического натяжения металлической ленты на входе.
Повышение механического натяжения металлической ленты на входе осуществляется посредством пригодной эксплуатации тянущей прокатной клети. Это, например, генераторный режим, при котором валки тянущей прокатной клети не приводятся в действие. В соответствии с этим обеспечивается возможность привода валков тянущей прокатной клети таким образом, что рабочие и/или опорные валки тянущей прокатной клети приводятся в действие с вращением против производственного направления металлической ленты. Далее, возможен привод рабочих и/или опорных валков таким образом, что они перемещают металлическую ленту вперед в производственном направлении, причем, однако, этот привод является менее мощным по сравнению с приводом прокатной клети с активной прокаткой, которая следует в производственном направлении. При этом не должно происходить проскальзывания между металлической лентой и рабочими валками, а также между опорными и рабочими валками прокатной клети, или, если это невозможно реализовать, проскальзывание должно быть по возможности минимальным.
При одной форме исполнения изобретения первая прокатная клеть для активной прокатки прокатной установки представляет собой направленную в производственном направлении металлической ленты вторую прокатную клеть. С помощью этой первой прокатной клети для активной прокатки осуществляется первое существенное уменьшение толщины металлической ленты. То есть это означает также, что тянущая прокатная клеть в производственном направлении металлической ленты является первой прокатной клетью прокатной установки, предпочтительно первой прокатной клетью тандемной прокатной установки.
В соответствии с изобретением прокатный стан отличается тем, что он не содержит ни устройства с S-образными роликами, ни устройства натяжения или роликового регулятора с несколькими роликами, а также не содержит расположенного перед непрерывным станом прокатной клети дуо.
По этой причине в соответствии с изобретением можно производить соответствующее переоснащение уже существующей прокатной установки. В соответствии с изобретением это осуществляется за счет того, что производится демонтаж присутствующего устройства с S-образным расположением роликов, устройства натяжения или роликового регулятора с несколькими роликами или прокатной клети дуо, и первая прокатная клеть непрерывного прокатного стана эксплуатируется в качестве тянущей прокатной клети с функцией увеличения натяжения ленты.
Далее, изобретение касается (дооснащенного) прокатного стана, в частности (дооснащенного) стана холодной прокатки с (дооснащенной) прокатной установкой, предпочтительно (дооснащенной) тандемной прокатной установки для холодной прокатки ленты. Этот прокатный стан содержит в качестве агрегата с функцией увеличения натяжения ленты на стороне входа предпочтительно только одну единственную прокатную клеть непрерывного прокатного стана, которая соответствующим образом эксплуатируется в качестве тянущей прокатной клети с функцией увеличения натяжения ленты. То есть соответствующий изобретению прокатный стан не содержит ни устройства с S-образными роликами, ни устройства натяжения или роликового регулятора с несколькими роликами, и не содержит также прокатную клеть дуо.
Дальнейшие предпочтительные формы исполнения изобретения вытекают из прочих, зависимых пунктов формулы изобретения.
В последующем изобретение поясняется более подробно на основании примеров исполнения со ссылкой на приложенные чертежи. Чертежи показывают:
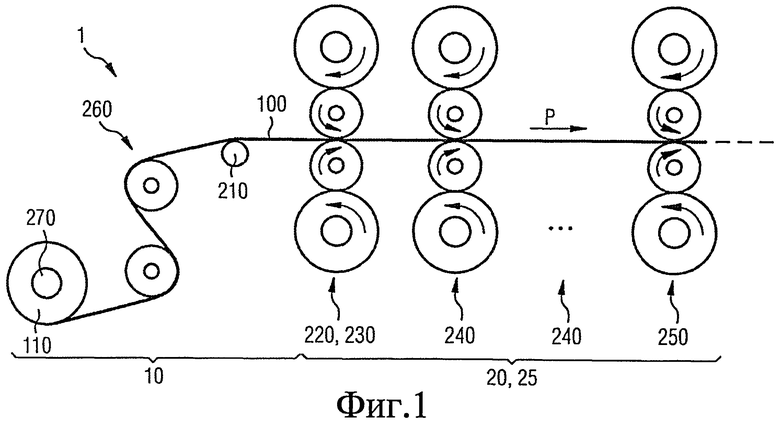
фиг. 1 - тандемную прокатную установку для холодной прокатки ленты в соответствии с уровнем техники для непрерывной работы, и
фиг. 2 - соответствующую изобретению тандемную прокатную установку для холодной прокатки ленты, также для непрерывной работы.
Последующие исполнения касаются тандемной прокатной установки с выполненным в соответствии с изобретением участком 10 входа металлической ленты и настроенным в соответствии с изобретением непрерывным прокатным станом 20. При этом, в частности, непрерывный прокатный стан 20 эксплуатируется или управляется иным образом по сравнению с уровнем техники, что оказывает влияние на участок 10 входа металлической ленты тандемной прокатной установки для холоднокатаной ленты. То есть на участке 10 входа металлической ленты агрегат 260 с функцией увеличения натяжения ленты (фиг. 1) оказывается устаревшим. Изобретение не должно, однако, быть ограниченным тандемными прокатными установками 1 для холодной прокатки ленты, а в целом касаться непрерывных прокатных станов 20. При этом под непрерывным прокатным станом 20 понимается конструкция прокатных клетей, которая состоит из по меньшей мере двух, расположенных друг за другом в производственном направлении Р металлической ленты 100, предпочтительно расположенных непосредственно друг за другом прокатных клетей 220; 230; 240; 250. То есть это означает также, что изобретение может применяться при непрерывном прокатном стане с двумя прокатными клетями.
Фиг. 1 показывает два из трех важных участков обычной тандемной прокатной установки 1 для холодной прокатки ленты, а именно участок 10 входа металлической ленты и примыкающий к нему в производственном направлении Р металлической ленты 100 непрерывный прокатный стан 20. Далее в тандемной прокатной установке 1 для холодной прокатки ленты располагается участок выхода металлической ленты (не изображен), который содержит, например, наматыватель для реверсивного режима работы или следующие, примыкающие к тандемной прокатной установке 1 для холоднокатаной ленты, агрегаты, такие как, например, дрессировочный/правильный прокатный стан.
Участок 10 входа металлической ленты тандемной прокатной установки 1 для холоднокатаной ленты содержит расположенную с возможностью замены на разматывающем устройстве 270 и разматываемую катушку 110, металлическая лента 100 которой через агрегат 260 с функцией увеличения натяжения ленты и отклоняющий ролик 210 поступает в непрерывный прокатный стан 20 (в данном случае соответствует области 25 с активной прокаткой прокатной установки 1) тандемной прокатной установки 1 для холоднокатаной ленты. Для монтажа или увеличения высоты механического прохода металлической ленты 100 через агрегат 260 с функцией увеличения натяжения ленты он выполнен в качестве S-образного ролика или S-образной конструкции роликов (роликового регулятора), натяжного или роликового регулятора с несколькими роликами или в качестве так называемого ведущего элемента (прокатная клеть дуо).
Блоки с роликовыми регуляторами направляют и правят металлическую ленту 100, и поддерживают ее внутренние напряжения при растяжении, в то время как, например, расположенные выше прохождения металлической ленты 100 и регулируемые ролики с помощью механического привода могут опускаться из исходной позиции на поверхность ленты в рабочую позицию. Попеременно изогнутая лента в рабочей позиции роликового регулятора с несколькими роликами покидает блок роликового регулятора на рабочем ролике, расположенном после очага деформации приданной прокатной клети 220 на высоте линии прохождения прокатной клети (не изображено). В представленном примере исполнения уровня техники на фиг. 1 агрегат 260 с функцией увеличения натяжения ленты выполнен в качестве устройства с S-образными роликами (роликового регулятора).
Непрерывный стан 20 содержит большое количество прокатных клетей 220; 230; 240; 250, все из которых функционируют в качестве прокатных клетей 220; 230; 250 для активной прокатки. То есть при прокатке металлической ленты 200 во всех прокатных клетях 220; 230; 240; 250 прокатной установки 1 происходит не несущественное уменьшение толщины металлической ленты 100. То есть первая прокатная клеть 220 (называемая также входной клетью) непрерывного стана 20 является одновременно также первой прокатной клетью 230 для активной прокатки.
В случае изображенного на фиг. 2 изобретения непрерывный стан 20, который по своей структуре может соответствовать показанной в уровне технике, управляется теперь иным образом. За счет этого в соответствии с изобретением возникает измененный участок 10 входа металлической ленты и, тем самым, построенная иным образом, соответствующая изобретению прокатная установка 1, в частности, построенная иным образом, соответствующая изобретению тандемная прокатная установка 1 для холодной прокатки ленты.
В целом при соответствующей изобретению тандемной прокатной установке 1 вместо дополнительного агрегата 260 с функцией увеличения натяжения ленты, в производственном направлении Р металлической ленты 100, перед самой областью 25 активной прокатки (участок 25 непрерывного прокатного стана 20, на котором осуществляется основное уменьшение толщины металлической ленты 100) непрерывного прокатного стана 20, первая прокатная клеть 220 непрерывного прокатного стана 20 используется с функцией тянущего элемента с целью создания механического усилия натяжения в металлической ленте 100. За счет того, что в соответствии с изобретением механическое создание усилия натяжения может осуществляться в расположенной в производственном направлении Р металлической ленты первой прокатной клети 220 непрерывного прокатного стана 20, отпадает необходимость в использовании агрегата 260 с функцией увеличения натяжения ленты, как он изображен, например, на фиг. 1 в форме устройства с S-образными роликами. В соответствии с изобретением первая прокатная клеть 220 изменяется только по своей функции, вследствие чего теперь расположенная в производственном направлении Р вторая прокатная клеть 230 внутри непрерывного прокатного стана 20 представляет собой первую клеть 230 для активной прокатки.
Соответствующая изобретению тандемная прокатная установка 1 для холодной прокатки ленты содержит соответствующий изобретению участок 10 входа металлической ленты с разматывателем 270 и отклоняющим роликом 210. Соответствующий изобретению непрерывный прокатный стан 20 содержит большое количество прокатных клетей 220, 260; 230; 240; 250, причем прокатными клетями с активной прокаткой являются только прокатные клети 230; 240; 250, которые расположены после первой прокатной клети 220. Ориентированная в производственном направлении Р металлической ленты 100 первая клеть выполнена в качестве агрегата с функцией увеличения натяжения ленты. В последующем эта первая прокатная клеть 220 обозначается как тянущая прокатная клеть 260, которая теперь не является активной с точки зрения прокатки, а служит главным образом для повышения механического натяжения металлической ленты 100. Однако существует возможностью эксплуатации этой тянущей прокатной клети 260 в качестве прокатной клети 220, 260 для активной прокатки, что может создавать преимущество, в частности, для реверсивной эксплуатации реверсивной прокатной установки (см. также ниже) или также при необходимом существенном снижении толщины металлической ленты 100.
Для реализации в тянущей прокатной клети 260 функции увеличения натяжения ленты, валки ведущей прокатной клети 260, которая предпочтительно выполнена в качестве прокатной клети кварто, прикладывают усилие к металлической ленте 100, которое в статическом случае воздействует на поверхность (выполненную плоской сторону) металлической ленты 100 в основном перпендикулярно. В ходе эксплуатации прокатной установки 1 этого усилия, оказываемого на металлическую ленту 100, недостаточно для того, чтобы оставить в металлической ленте 100 существенную пластическую деформацию. Большая часть деформации металлической ленты 100, обусловленной ведущей прокатной клетью 260, имеет при этом эластичный характер.
Чтобы теперь придать ведущей прокатной клети 260 функцию увеличения натяжения ленты, возможны три эксплуатационных режима прокатной клети 260. Это показано на фиг. 2 в тянущей прокатной клети с помощью точечных или пунктирных стрелок.
Так, например, возможна эксплуатация тянущей прокатной клети 260 в генераторном режиме. При этом в генераторном режиме могут вращаться все или только один или большое количество валков тянущей прокатной клети 260. Другие валки могут вращаться, например, в правом или левом положении. При этом, однако, все валки ведущей прокатной клети 260 предпочтительно работают в генераторном режиме. За счет этого на металлическую ленту 100 воздействует направленная против производственного направления Р сила, так что в металлической ленте 100 в производственном направлении Р за ведущей прокатной клетью 260 создаются напряжения при растяжении, которые позволяют последующей второй прокатной клети (первая прокатная клеть для активной прокаткой) 230 и другим последующим прокатным клетям 240; 250 добиться эффективной степени прокатки.
Далее, возможен привод тянущей прокатной клети 260 с правым или левым вращением с помощью двигателя. При этом правое или левое вращение должно относиться к рабочим валкам тянущей прокатной клети 260. Опорные валки тянущей прокатной клети 260 приводятся в действие в соответственно противоположном направлении вращения или вращаются в генераторном режиме. Так, с одной стороны, обеспечивается возможность привода в действие рабочих валков тянущей прокатной клети 260 таким образом, что они в области «очага деформации» вращаются против производственного направления Р (тангенциальная составляющая). В ходе эксплуатации прокатной установки 1 эти рабочие валки вращаются, конечно, в противоположном направлении, поскольку сила, передаваемая из металлической ленты 100 на рабочие валки больше, чем само приводное усилие рабочих валков. То есть рабочие валки и, возможно, приданные опорные валки вращаются как сообщающиеся валки последующей в производственном направлении Р активной прокатной клети 230; 240; 250.
В соответствии с этим обеспечивается возможность привода рабочих валков тянущей прокатной клети 260 в том же направлении вращения, что и сообщающихся рабочих валков последующей прокатной клети 230; 240; 250 для активной прокатки. При этом, однако, предпочтительно, чтобы они приводились в действие с меньшим усилием по сравнению со следующими прокатными клетями 230; 240; 250 для активной прокатки с целью придания металлической ленте 100 внутренних напряжений при растяжении. Соответствующим образом могут приводиться в действие опорные валки тянущей прокатной клети 260. При этом вновь обеспечивается возможность соответствующего привода в действие только одной части валков. Другие валки могут работать, например, в генераторном режиме.
Следует обратить внимание на то, чтобы валки тянущей прокатной клети 260 работали между собой, равно и как рабочие валки тянущей прокатной клети 260 работали с металлической лентой 100, с по возможности минимальным проскальзыванием, предпочтительно, совсем без проскальзывания. Это означает, в частности, что управление тянущей прокатной клетью 260 с целью повышения механического натяжения на входе металлической ленты 100 осуществляется таким образом, чтобы внешняя окружная скорость того или иного рабочего валка ведущей прокатной клети 260 в основном соответствовала линейной скорости металлической ленты 100 и производилось наложение этих обоих векторов скоростей в зазоре между валками тянущей прокатной клети 260. Аналогичным образом это действует также в отношении опорных валков тянущей прокатной клети 260. В одной форме исполнения изобретения проскальзывание между металлической лентой 100 и рабочим валком тянущей прокатной клети 260 составляет приблизительно от 0,1% до 0,75%, предпочтительно от 1% до 2%, в частности, от 3% до 5%, и в особо предпочтительном случае от 6% до 10%. То есть внешняя окружная скорость рабочего валка тянущей прокатной клети 260 предпочтительно меньше на эту процентную величину скорости металлической ленты 100. В предпочтительных формах изобретения проскальзывания, однако, не возникает.
В соответствии с этим представляется возможным всегда схожий приводной или генераторный тип эксплуатации валков в тянущей прокатной клети 260. Можно, например, приводить в действие только опорные валки ведущей прокатной клети 260 и эксплуатировать ее рабочие валки в генераторном режиме. Можно также приводить в действие лишь те валки тянущей прокатной клети 260, которые находятся на одной стороне металлической ленты 100, а другую сторону эксплуатировать в генераторном режиме.
Изобретение может применяться для всех прокатных установок 1. Это относится как к прокатным установкам 1, для которых вновь должна быть определена концепция, так и к уже существующим прокатным установкам 1, которые переоборудуются в соответствии с изобретением. Аналогичное действует в отношении способов эксплуатации прокатной установки 1. В случае дооборудованных прокатных установок 1 агрегат 260 с функцией увеличения натяжения ленты демонтируется и прокатная клеть непрерывного прокатного стана 20 эксплуатируется в соответствии с изобретением в качестве тянущей прокатной клети 260. За счет этого дооборудованная прокатная установка имеет применительно к своим размерам меньшую длину, в результате чего в прокатную установку 1 или прокатный стан 1 могут встраиваться другие агрегаты.
Кроме того, изобретение может применяться как для непрерывно работающих (фиг. 2), так и для эксплуатирующихся в реверсивном режиме (только обозначено на фиг. 2) прокатных установок 1.
Реверсивная прокатная установка 1 содержит на своем, расположенном напротив участка 10 входа металлической ленты, заднем конце опять же отклоняющий ролик 210 и наматывающее устройство, на которое может наматываться рулон 110.
При реверсивном режиме работы (заключенное в скобки изображение по фиг. 2) эксплуатирующей прокатной установки 1 предпочтительно, чтобы после первого прохождения металлической ленты 100 через непрерывный прокатный стан 20 последняя прокатная клеть 250 непрерывного прокатного стана 20 управлялась или работала для второго прохождения металлической ленты 100 как соответствующая изобретению тянущая прокатная клеть 260. Первая прокатная клеть 220, функционирующая при первом прохождении в качестве тянущей прокатной клети 260, при втором прохождении металлической ленты 100 в этом случае управляется предпочтительно в качестве последней прокатной клети 250 для активной прокатки. При третьем прохождении процесс снова протекает наоборот. То есть при использовании реверсивной прокатной установки 1 как первая прокатная клеть 220, так и последняя прокатная клеть 250 (ссылочное обозначение для первого прохождения металлической ленты 100) могут эксплуатироваться или использоваться каждая в качестве тянущей прокатной клети 260, и для последующего прохождения металлической ленты 100 также в качестве последней прокатной клети 250 для активной прокатки.
При реверсивной установке можно, однако, также использовать первую (220/250) и последнюю прокатную клети (250/220) чередующимся образом в качестве тянущей прокатной клети 260 (первая клеть) и при этом не осуществлять управление соответствующей другой последней клетью и не принуждать ее работать одновременно, не придавая ей важной функции.
Изобретение может применяться, в частности, при уже существующих тандемных прокатных установках 1 для холодной прокатки ленты, которые покрывают большую ширину ленты одного производственного спектра применительно к общей степени прокатки, или применяться, в частности, при таких прокатных установках 1, которые располагают резервами производительности прокатки (также для максимально необходимой прокатки) в отдельных прокатных клетях. Таким образом в данном случае осуществляется использование первой прокатной клети 220; (250) с активной прокаткой в качестве тянущей прокатной клети 260, которая не осуществляет существенной прокатки металлической ленты 100. Теряемое за счет этого единичное обжатие распределяется по оставшимся прокатным клетям (220); 230; 240; 250 прокатной установки 1. За счет использования первой прокатной клети 220; (250) в качестве тянущей прокатной клети 260 осуществляется стабилизация и выравнивание прохождения ленты за счет разъединения с разматывателем 270; улучшенное направление ленты, в частности, при имеющей клинообразную форму узкой ленте; и увеличение натяжения ленты на входе. (Заключенные в скобки ссылочные обозначения касаются реверсивного режима работы соответствующей изобретению реверсивной прокатной установки 1).
В соответствии с изобретением за счет увеличения натяжения металлической ленты 100 теряемое за счет тянущей прокатной клети 260 возможное единичное обжатие может компенсироваться внутри непрерывного прокатного стана 20, так что соответствующий изобретению непрерывный прокатный стан 20 или соответствующая изобретению прокатная установка 1 может реализовывать те же обжатия по толщине, как и непрерывный прокатный стан 20 в соответствии с уровнем техники. В частности, преимуществом при этом является незначительная длина общей установки, так как можно отказаться от агрегата 260 с функцией увеличения натяжения ленты (см. фиг. 1). Наряду с ограниченным расходом энергии это обеспечивает также меньшие затраты на техническое обслуживание.
В соответствии с изобретением расположенная в производственном направлении Р металлической ленты 100 первая прокатная клеть после входа в непрерывный прокатный стан 20 не обязательно должна быть выполнена в качестве тянущей прокатной клети 260 или управляться как таковая. Таким же образом возможно применение изобретения для другой прокатной клети или нескольких прокатных клетей 220; 230; 240; 250 прокатной установки 1. Так, например, можно также, в частности, при имеющем сравнительно большую длину непрерывном прокатном стане 20, исполнять расположенную в производственном направлении Р далее сзади прокатную клеть 230; 240; 250 дополнительно к первой прокатной клети 220 в качестве тянущей прокатной клети 260 или осуществлять управление ею в качестве тянущей прокатной клети 260.
В соответствии с этим возможно применение изобретения для последней в производственном направлении Р прокатной клети 250, чтобы увеличить перед ней натяжение металлической ленты 100. С этой целью последняя прокатная клеть 250, 260 приводится в действие в производственном направлении Р, причем внешняя окружная скорость рабочих валков последней прокатной клети 250, 260 (ведущая прокатная клеть 260) незначительно больше, чем скорость металлической ленты 100; или последняя прокатная клеть 250, 260 приводится в действие с большей приводной мощностью по сравнению с расположенной перед ней в производственном направлении Р прокатной клетью 220; 230; 240. То есть это означает также, что указанные выше параметры проскальзывания должны использоваться в обратном порядке; то есть внешняя окружная скорость рабочих валков последней прокатной клети 250, 260 должна быть выше предпочтительно на указанную выше процентную величину скорости металлической ленты 100 в зазоре между валками последней прокатной клети 250, 260.
На фиг. 2 чертежа прокатные клети 220; 230; 240; 250; 260 непрерывного прокатного стана 2 выполнены в качестве прокатных клетей кварто. Изобретение не должно быть, однако, ограничено прокатными клетями кватро, а касаться всех конструктивных форм прокатных клетей 220; 230; 240; 250; 260 для активной прокатки. Так, например, изобретение применимо также к прокатным клетям дуо или сексто для активной прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2286858C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2005 |
|
RU2409435C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2376085C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИНТЕГРИРОВАННОГО МОНИТОРИНГА И КОНТРОЛЯ ПЛОСКОСТНОСТИ ПОЛОСЫ И ПРОФИЛЯ ПОЛОСЫ | 2007 |
|
RU2434711C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2466807C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОЙ ХОЛОДНОКАТАНОЙ ПРОДУКЦИИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2466808C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ИЗ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2002 |
|
RU2293618C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛА, В ЧАСТНОСТИ АЛЮМИНИЯ, А ТАКЖЕ СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ | 2004 |
|
RU2357813C2 |
Изобретение относится к прокатной установке, в частности тандемной прокатной установке для холоднокатаной ленты, с несколькими прокатными клетями, расположенными в одном прокатном стане, причем в производственном направлении (Р) металлической ленты первая прокатная клеть выполнена в качестве ведущей прокатной клети и служит в качестве входа для участка непрерывного прокатного стана, в котором осуществляется существенное уменьшение толщины металлической ленты, и за счет соответствующего управления ведущей прокатной клетью может достигаться увеличение механического натяжения на входе металлической ленты. Раскрыт также способ управления прокатной установкой, в частности тандемной прокатной установкой для изготовления металлической ленты, в котором в производственном направлении (Р) металлической ленты первой прокатной клетью управляют как ведущей прокатной клетью, в котором с помощью ведущей прокатной клети осуществляют существенное увеличение механического натяжения на входе металлической ленты без существенного уменьшения толщины металлической ленты. Обеспечивается распределение единичных обжатий в соответствии с конструктивными особенностями отдельной прокатной клети в прокатном стане. 3 н. и 14 з.п. ф-лы, 2 ил.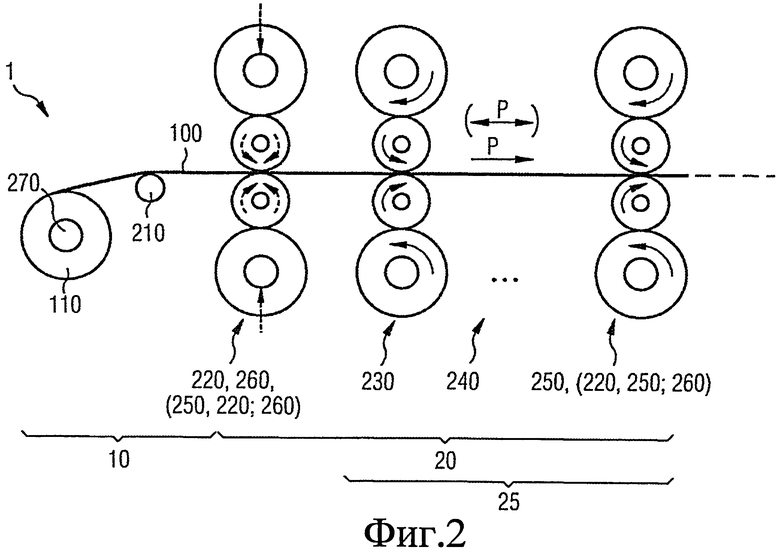
1. Прокатная установка, в частности тандемная прокатная установка (1) холодной прокатки ленты, для изготовления металлической ленты (100), содержащая несколько прокатных клетей (220, 260; 230; …; 250), расположенных в одном прокатном стане (20), причем в производственном направлении (Р) металлической ленты (100) первая прокатная клеть (220) выполнена в качестве тянущей прокатной клети (220, 260) и служит в качестве входа для участка (25) прокатного тандем-стана (20), на котором осуществляется основное уменьшение толщины металлической ленты (100) и посредством соответствующего управления тянущей прокатной клетью (220, 260) может достигаться увеличение механического натяжения на входе металлической ленты (100), причем
в производственном направлении (Р) металлической ленты (100) вторая прокатная клеть выполнена в качестве первой прокатной клети (230) для активной прокатки, с помощью которой реализуется первое существенное уменьшение толщины металлической ленты (100).
2. Прокатная установка по п.1, в которой с помощью тянущей прокатной клети (220, 260) может реализовываться уменьшение толщины стальной ленты (100), от которого, однако, в основном отказываются в пользу увеличения механического натяжения металлической ленты (100) на входе.
3. Прокатная установка по п.1, в которой тянущая прокатная клеть (220, 260) или ее опорные и/или рабочие валки при прокатке металлической ленты (100), по меньшей мере, частично,
выполнены с возможностью приведения в действие в производственном направлении (Р) металлической ленты (100), причем этот привод предпочтительно является более слабым, чем привод следующей в производственном направлении (Р) прокатной клети (230; 240; …; 250),
выполнены с возможностью приведения в действие в генераторном режиме, и/или
выполнены с возможностью приведения в действие против производственного направления (Р).
4. Прокатная установка по п.3, в которой тянущая прокатная клеть (220, 260) может приводиться в действие таким образом, что между рабочим валком тянущей прокатной клети (220, 260) и металлической лентой (100) в основном не происходит проскальзывания.
5. Прокатная установка по п.4, в которой прокатная установка (1) в производственном направлении (Р) металлической ленты (100) содержит после прокатной клети (230) для активной прокатки, по меньшей мере, одну следующую прокатную клеть (240; …; 250) для активной прокатки.
6. Прокатная установка по п.1, в которой прокатная установка (1) не содержит расположенного перед прокатным тандем-станом (20) предварительно включенного агрегата с увеличивающим натяжение ленты действием, например, в виде устройства с S-образными роликами, натяжного роликового регулятора и/или клети дуо.
7. Прокатная установка по п.1, в которой прокатная установка (1) содержит разматыватель (270), расположенный против производственного направления (Р) металлической ленты (100) перед входной прокатной клетью (220, 260) или перед отклоняющим роликом (210).
8. Прокатная установка по п.1, в которой последняя прокатная клеть (250) прокатной установки (1) выполнена в качестве тянущей прокатной клети (250, 260).
9. Прокатная установка по п.8, в которой первая прокатная клеть (220) и последняя прокатная клеть (250) для реверсивного режима работы прокатной установки (1) выполнены с возможностью приведения в действие чередующимся образом в качестве тянущей прокатной клети (220, 260; 250, 260) и в качестве прокатной клети (250, 230; 220, 230) для активной прокатки.
10. Прокатный стан, в частности стан холодной прокатки, с прокатной установкой (1), предпочтительно с тандемной прокатной установкой (1) для холодной прокатки ленты, по любому из пп.1-9.
11. Способ управления прокатной установкой, в частности тандемной прокатной установкой (1) для холодной прокатки ленты, предназначенной для изготовления металлической ленты (100), в котором
в производственном направлении (Р) металлической ленты (100) первой прокатной клетью (220) управляют как тянущей прокатной клетью (220, 260), причем с помощью тянущей прокатной клети (220, 260) производят существенное увеличение натяжения на входе для металлической ленты (100) без существенного уменьшения толщины металлической ленты (100), причем
расположенная в производственном направлении (Р) вторая прокатная клеть выполнена в качестве первой прокатной клети (230) для активной прокатки, с помощью которой осуществляют существенное уменьшение толщины металлической ленты (100).
12. Способ по п.11, в котором тянущую прокатную клеть (220, 260) или ее опорные и/или ее рабочие валки при прокатке металлической ленты (100), по меньшей мере, частично,
приводят в действие в производственном направлении (Р) металлической ленты (100), причем этот привод предпочтительно менее мощный, чем привод следующей в производственном направлении (Р) прокатной клети (230; 240; … 250);
приводят в действие в генераторном режиме, и/или
приводят в действие против производственного направления (Р).
13. Способ по п.12, в котором в производственном направлении (Р) металлической ленты (100) тянущую прокатную клеть (220, 260) приводят в действие таким образом, что между рабочим валком тянущей прокатной клети (220, 260) и металлической лентой (100) в основном не возникает проскальзывания.
14. Способ по п.11, в котором последняя прокатная клеть (250) прокатной установки (1) выполнена в качестве тянущей прокатной клети (250, 260).
15. Способ по п.14, в котором первую прокатную клеть (220) и последнюю прокатную клеть (250) для реверсивного режима работы прокатной установки (1) чередующимся образом приводят в действие в качестве тянущей прокатной клети (220, 260; 250, 260) и в качестве прокатной клети (250, 230; 220, 230) для активной прокатки.
16. Применение расположенной в производственном направлении (Р) первой прокатной клети (220; (250)) прокатной установки (1), в частности тандемной прокатной установки (1) холодной прокатки ленты для изготовления металлической ленты, выполненной по любому из пп.1-9, в качестве тянущей прокатной клети (220, 260; (250, 260)) для прокатной установки (1) с увеличенным механическим натяжением металлической ленты (100) на входе прокатной установки.
17. Применение по п.16, в котором прокатная установка (1) предназначена для реализации способа по любому из пп.11-15.
| Отсек ступеней низкого давления паровой турбины | 1987 |
|
SU1449665A1 |
| WO 2005063417 A1, 14.07.2005 | |||
| JP 57118812 A, 23.07.1982 | |||
| JP 54071759 A, 08.06.1979 | |||
| Способ прокатки металлических полос | 1983 |
|
SU1787052A3 |

