Настоящее изобретение относится к способу функционирования чистового прокатного стана для прокатки полосы,
- причем в управляющем вычислителе для чистового прокатного стана самое позднее к моменту времени, в который первая точка полосы еще находится перед чистовым прокатным станом, для первой точки полосы известны фактическое значение и номинальное значение,
- причем фактическое значение является характерным для фактической внутренней энергии первой точки полосы, а номинальное значение - для номинальной внутренней энергии первой точки полосы,
- причем фактическое значение относится к месту перед чистовым прокатным станом, а номинальное значение относится к месту позади чистового прокатного стана,
- причем управляющий вычислитель перед входом первой точки полосы в чистовой прокатный стан для первой точки полосы определяет управляющее значение на основе предписания по определению,
- причем управляющее значение является характерным для того, с какой скоростью управления управляющий вычислитель управляет чистовым прокатным станом к моменту времени входа первой точки полосы в чистовой прокатный стан,
- причем управляющий вычислитель на основе управляющего значения определяет скорость управления и управляет чистовым прокатным станом к моменту входа первой точки полосы в чистовой прокатный стан со скоростью управления,
- причем в предписание по определению для управляющего значения входят фактическое значение и номинальное значение для входящей в чистовой прокатный стан точки полосы.
Настоящее изобретение также относится к компьютерной программе, которая включает в себя машинный код, который непосредственно может обрабатываться управляющим вычислителем для чистового прокатного стана для прокатки полосы и обработка которого управляющим вычислителем вызывает то, что управляющий вычислитель управляет чистовым прокатным станом согласно подобному способу функционирования.
Настоящее изобретение также относится к управляющему вычислителю для чистового прокатного стана для прокатки полосы, причем управляющий вычислитель выполнен таким образом, что он управляет чистовым прокатным станом согласно подобному способу функционирования.
Настоящее изобретение также относится к чистовому прокатному стану для прокатки полосы, который оснащен подобным управляющим вычислителем.
Вышеуказанные объекты известны, например, из US 6 220 067 В1.
Прокатный стан для горячей прокатки полосы, как правило, состоит из чистового прокатного стана и участка охлаждения, расположенного после чистового прокатного стана. При необходимости, альтернативно или дополнительно к участку охлаждения, перед чистовым прокатным станом может располагаться обжимной (черновой) прокатный стан или перед чистовым прокатным станом может располагаться разливочное устройство.
Чистовой прокатный стан содержит некоторое число прокатных клетей. Число прокатных клетей может определяться по потребности. Как правило, имеется несколько прокатных клетей, например от четырех до семи прокатных клетей. В отдельных случаях может иметься только единственная прокатная клеть. Для каждой прокатной клети, независимо от их числа, при каждом осуществляемом проходе прокатываемого металла между валками задается номинальное обжатие при прокатке. Если имеется несколько прокатных клетей, то, кроме того, задаются, как правило, тянущие усилия на стороне впуска и выпуска. Если имеется только одна прокатная клеть, то может задаваться номинальное тянущее усилие на стороне впуска и/или выпуска. Однако это не является обязательно требуемым.
Одним из целевых параметров, которые должны поддерживаться в стане горячей прокатки полосы, является конечная температура прокатки, то есть температура, с которой полоса выходит из чистового прокатного стана. В качестве альтернативы конечной температуре прокатки, может также применяться другой параметр, описывающий внутреннюю энергию полосы на этом месте, например энтальпия. Целевой параметр должен поддерживаться по возможности по всей длине полосы. Целевой параметр может, в качестве альтернативы, быть постоянным или варьироваться по длине полосы.
Для достижения целевого параметра, как правило, устанавливается скорость управления чистового прокатного стана. Скорость управления представляет собой скорость, из которой - при обстоятельствах, в связи с устанавливаемыми в чистовом прокатном стане обжатием при прокатке и номинальным тянущим усилием - могут однозначно определяться скорость полосы и окружная скорость валков, возникающие в чистовом прокатном стане. Например, речь может идти о фиктивной скорости головной части полосы или о числе оборотов первой прокатной клети чистового прокатного стана. Скорость управления может, например, определяться как функция местоположения головной части полосы.
В качестве других исполнительных органов могут иметься, при необходимости, межклетевые охлаждающие устройства и/или индукционные печи, расположенные перед чистовым прокатным станом. Эти исполнительные органы действуют на полосу, как и охлаждающие устройства участка охлаждения, только локально. Однако в рамках настоящего изобретения наличие этих дополнительных исполнительных органов имеет второстепенное значение. Решающей является скорость управления (или параметр, характерный для скорости управления, например массовый поток) и ее определение.
Как уже упомянуто, за чистовым прокатным станом, как правило, расположен участок охлаждения. На участке охлаждения полоса определенным образом охлаждается до температуры моталки (или энтальпии). Скорость, с которой полоса проходит через участок охлаждения, определяется скоростью управления. Установка требуемых для отдельных точек полосы характеристик охлаждения осуществляется тем, что точки полосы отслеживаются по траектории, и регулирующие клапаны охлаждающих устройств участка охлаждения, которые устанавливают расход охладителя, управляются соответствующим образом по времени.
Регулирующие клапаны имеют на практике значительные времена задержки, которые часто имеют порядок величины в несколько секунд. Для того чтобы иметь возможность заранее своевременно настраивать регулирующие клапаны, требуется заранее своевременно знать, когда определенная точка полосы оказывается в области воздействия соответствующего охлаждающего устройства. Чтобы иметь возможность точно вычислить, когда определенная точка полосы войдет в эту область воздействия и когда она из нее выйдет, требуется знать не только мгновенное значение скорости управления, но и будущую характеристику изменения скорости управления, по меньшей мере, в рамках времени задержки регулирующих клапанов. Кроме того, время прохождения как таковое, то есть время, которое требуется соответствующей точке полосы для прохождения участка охлаждения, оказывает влияние на температуру моталки. Также на время прохождения, само собой разумеется, оказывает влияние характеристика изменения скорости управления.
В уровне техники известно определение скорости управления различным образом. Например, задается начальное значение, с которым головная часть полосы должна проходить чистовой прокатный стан. Кроме того, задается ускорительная площадка, на которой полоса ускоряется до конечной скорости, как только головная часть полосы вышла из чистового прокатного стана. Этот метод на практике оказался непригодным, чтобы заданную номинальную конечную температуру прокатки (или соответствующую температурную характеристику) поддерживать с высокой точностью.
В уровне техники также известно, что определяется (фактическая) конечная температура прокатки и скорость управления подстраивается в смысле минимизации отклонения фактической конечной температуры от заданной номинальной конечной температуры прокатки. Эта подстройка может осуществляться посредством классического или - как уже описано в DE 103 21 791 А1 - посредством регулирования на основе прогнозирования на модели. Однако независимо от вида регулирования (классического или с прогнозированием на модели) одновременно осуществляется регулирующее вмешательство, то есть изменение скорости управления для определения скорости управления. Возможное прогнозирование ограничено - аналогично нерегулируемому методу - заданием ожидаемой в будущем ускорительной площадки. Нельзя быть уверенным в том, принимается ли действительно на основе номинального и фактического значения следующего этапа регулирования предсказанная скорость управления.
Этот метод оказывается на практике, как правило, пригодным, чтобы с высокой точностью поддерживать заданную номинальную конечную температуру прокатки (или соответствующую характеристику). Однако при этом методе невозможно предсказать, в каком направлении и на какую величину на следующем этапе регулирования будет фактически изменяться скорость управления. Какое-либо прогнозирование в большей степени является оценками, а не истинным определением.
Кроме того, прогнозирование, даже если бы оно было корректным или по меньшей мере примерно корректным, в решении согласно DE 103 21 791 А1 было бы ограничено единственным этапом регулирования. Это было бы полностью недостаточным для своевременной подстройки управляющих сигналов для исполнительных органов участка охлаждения или межклетевых охлаждающих устройств чистового прокатного стана. Поэтому варьирование скорости управления приводит тому, что доставляемые исполнительными органами участка охлаждения количества охладителя подаются не в точки полосы, для которых количества охладителя были перед этим рассчитаны. Поэтому возникают отклонения температуры (или внутренней энергии) точек полосы на конце участка охлаждения (например, на моталке) от желательных номинальных значений. Поэтому точное поддержание конечной температуры прокатки в уровне техники «покупается» ценой повышенного колебания температуры, например температуры моталки.
В более ранней, на дату подачи настоящей заявки, еще не опубликованной, европейской патентной заявки 09 171 068.1 (дата подачи 23.09.2009) описано регулирование, основанное на прогнозировании на модели, которое совместно регулирует чистовой прокатный стан и участок охлаждения с помощью прогноза. При этом также предсказывается расход. Этот метод требует выдаваемых исполнительными органами участка охлаждения количеств охладителя, чтобы иметь возможность определить расход. Кроме того, и здесь расход непрерывно регулируется. Поэтому и данный подход не решает проблемы, состоящей в возможности надежным образом заранее определять характеристику скорости управления.
Из WO 03/045 599 А1 известен способ функционирования чистового прокатного стана для прокатки полосы,
- причем в управляющем вычислителе для чистового прокатного стана самое позднее к моменту времени, в который первая точка полосы еще находится перед чистовым прокатным станом, для первой точки полосы и некоторого числа третьих точек полосы известны соответственно фактическое значение и номинальное значения,
- причем для каждой точки полосы соответствующее фактическое значение характерно для фактической внутренней энергии соответствующей точки полосы, а соответствующее номинальное значение характерно для номинальной внутренней энергии соответствующей точки полосы,
- причем для каждой точки полосы соответствующее фактическое значение относится к месту перед чистовым прокатным станом, а соответствующее номинальное значение относится к месту позади чистового прокатного стана,
- причем третьи точки полосы входят в чистовой прокатный стан перед первой точкой полосы.
Задача настоящего изобретения заключается в том, чтобы создать возможности надежным образом уже перед входом точки полосы в чистовой прокатный стан иметь возможность близкого к реальности определения управляющего значения не только для этой точки полосы, но и для точек полосы, входящих в чистовой прокатный стан после этой точки полосы.
Эта задача решается способом функционирования чистового прокатного стана с признаками пункта 1 формулы изобретения. Предпочтительные формы выполнения способа функционирования являются предметом пунктов 2-14.
В соответствии с изобретением предусмотрено, что
- управляющему вычислителю для чистового прокатного стана самое позднее, в момент времени, к которому первая точка полосы еще находится перед чистовым прокатным станом, для первой точки полосы, некоторого числа вторых точек полосы и некоторого числа третьих точек полосы известны соответственно фактическое значение и номинальное значения,
- для каждой точки полосы соответствующее фактическое значение характерно для фактической внутренней энергии соответствующей точки полосы, а соответствующее номинальное значение характерно для номинальной внутренней энергии соответствующей точки полосы,
- для каждой точки полосы соответствующее фактическое значение относится к месту перед чистовым прокатным станом, а соответствующее номинальное значение относится к месту позади чистового прокатного стана,
- вторые точки полосы входят в чистовой прокатный стан после первой точки полосы, а третьи точки полосы - перед первой точкой полосы,
- управляющий вычислитель перед входом первой точки полосы в чистовой прокатный стан для первой точки полосы и по меньшей мере части вторых точек полосы определяет соответствующее управляющее значение на основе специфического для соответствующей точки полосы предписания по определению,
- соответствующее управляющее значение является характерным для того, с какой скоростью управления управляющий вычислитель управляет чистовым прокатным станом к моменту времени входа соответствующей точки полосы в чистовой прокатный стан,
- управляющий вычислитель на основе определенного для соответствующей точки полосы управляющего значения определяет соответствующую скорость управления и управляет чистовым прокатным станом в момент времени входа соответствующей точки полосы в чистовой прокатный стан с соответствующей скоростью управления, и
- для соответствующего управляющего значения в его предписание по определению входят фактическое значение и номинальное значение соответствующей точки полосы, входящей в этот момент времени в чистовой прокатный стан, а также фактическое значение и номинальное значение по меньшей мере одной точки полосы, уже вошедшей к этому моменту времени в чистовой прокатный стан.
В качестве примера, может быть предусмотрено, что
- управляющий вычислитель каждое из управляющих значений определяет на основе множества отдельных управляющих значений,
- каждое отдельное управляющее значение соответственно относится к точке полосы, фактическое и номинальное значение которой входят в определение соответствующего управляющего значения,
- управляющий вычислитель для каждой точки полосы определяет ее отдельное управляющее значение таким образом, что соответствующее ожидаемое значение совпадает с соответствующим номинальным значением, и
- соответствующее ожидаемое значение характерно для ожидаемой внутренней энергии, которую соответствующая точка полосы принимала бы в месте позади чистового прокатного стана, к которому относится соответствующее номинальное значение, если бы управляющий вычислитель управлял чистовым прокатным станом в течение всего прохода соответствующей точки полосы через чистовой прокатный стан со скоростью управления, соответствующей отдельному управляющему значению.
Для определения соответствующего управляющего значения на основе множества отдельных управляющих значений управляющий вычислитель может, например, выполнять взвешенное или невзвешенное формирование среднего значения.
В качестве альтернативы может быть предусмотрено, что управляющий вычислитель для каждой точки полосы, для которой он определяет ее управляющее значение,
- на основе фактических значений, которые входят в определение управляющего значения для соответствующей точки полосы, определяет эффективное фактическое значение и на основе номинальных значений, которые входят в определение управляющего значения для соответствующей точки полосы, определяет эффективное номинальное значение,
- определяет ожидаемое значение, которое характерно для ожидаемой внутренней энергии, которую соответствующая точка полосы принимала бы в месте позади чистового прокатного стана, к которому относится соответствующее эффективное номинальное значение, если бы управляющий вычислитель управлял чистовым прокатным станом в течение всего прохода соответствующей точки полосы через чистовой прокатный стан со скоростью управления, соответствующей управляющему значению для соответствующей точки полосы, и
- определяет управляющее значение таким образом, что ожидаемое значение в месте позади чистового прокатного стана, к которому относится эффективное номинальное значение, имеет эффективное номинальное значение.
И здесь управляющий вычислитель для определения эффективного фактического значения и эффективного номинального значения может выполнять взвешенное или невзвешенное формирование среднего значения.
Также в качестве альтернативы может быть предусмотрено, что
- управляющий вычислитель для определения управляющих значений сначала назначает управляющие значения как предварительные значения,
- управляющий вычислитель для первой точки полосы и по меньшей мере части вторых и третьих точек полосы определяет соответствующее ожидаемое значение,
- каждое ожидаемое значение характерно для ожидаемой внутренней энергии, которую соответствующая точка полосы принимала бы в месте позади чистового прокатного стана, к которому относится соответствующее номинальное значение, если бы управляющий вычислитель управлял чистовым прокатным станом в течение всего прохода соответствующей точки полосы через чистовой прокатный стан со скоростями управления, соответствующими назначенным управляющим значениям, и
- управляющий вычислитель варьирует назначенные управляющие значения, так что оптимизируется целевая функция, в которую входят величины отклонений ожидаемых значений от соответствующих номинальных значений.
В последней упомянутой альтернативе предпочтительно предусмотрено, что в целевую функцию дополнительно также входит член штрафа, посредством которого налагается штраф на изменения скорости управления.
Независимо от того, какая из трех вышеупомянутых альтернатив используется, соответствующий изобретению способ функционирования все еще требует высокого объема вычислений. Чтобы снизить вычислительные затраты, предпочтительным образом предусмотрено, что
- управляющий вычислитель заранее устанавливает массив данных, в котором управляющий вычислитель для множества возможных скоростей управления и возможных фактических значений сохраняет ожидаемые значения, получающиеся для соответствующих возможных фактических значений при соответствующей возможной скорости управления, и
- управляющий вычислитель определяет управляющие значения для точек полосы с применением массива данных.
Способ функционирования, такой как описан выше, работает уже достаточно хорошо. Он может быть дополнительно улучшен за счет того, что управляющий вычислитель
- по меньшей мере для части точек полосы определяет соответствующее ожидаемое значение, которое характерно для ожидаемой внутренней энергии, которая ожидается для соответствующей точки полосы в месте позади чистового прокатного стана, к которому относится соответствующее номинальное значение, на основе скоростей управления, с которыми управляющий вычислитель управляет чистовым прокатным станом в течение всего прохода соответствующей точки полосы через чистовой прокатный стан,
- после прохода соответствующей точки полосы через чистовой прокатный стан принимает измеренное значение, которое характерно для фактической внутренней энергии соответствующей точки полосы в месте позади чистового прокатного стана, к которому относится соответствующее номинальное значение, и
- на основе сравнения ожидаемой внутренней энергии с фактической внутренней энергией самостоятельно адаптирует модель чистового прокатного стана (1) и
- модель чистового прокатного стана адаптирует тем, что он при применении массива данных суммирует фактические значения со смещением, скорости управления масштабирует коэффициентом масштабирования и/или суммирует с ними смещение, и/или с ожидаемыми значениями, определенными с применением массива данных, суммирует смещение.
В предпочтительном выполнении настоящего изобретения для каждого управляющего значения в его определение вводят фактическое значение и номинальное значение точек, уже вошедших в чистовой прокатный стан, только тогда, когда эти точки полосы к моменту времени, для которого определяется соответствующее управляющее значение, еще не вышли из чистового прокатного стана. В особенности, в определение управляющего значения для определенной точки полосы могут входить фактические и номинальные значения всех точек полосы, которые к моменту времени входа определенной точки полосы в чистовой прокатный стан находятся в чистовом прокатном стане.
Способ функционирования, такой как описан выше, работает уже довольно хорошо. Он может быть дополнительно усовершенствован за счет того, что управляющий вычислитель по меньшей мере для части точек полосы
- определяет соответствующее ожидаемое значение, которое характерно для ожидаемой внутренней энергии, которая ожидается для соответствующей точки полосы в месте позади чистового прокатного стана, к которому относится соответствующее номинальное значение, на основе скоростей управления, с которыми управляющий вычислитель управляет чистовым прокатным станом в течение всего прохода соответствующей точки полосы через чистовой прокатный стан,
- после прохождения соответствующей точки полосы через чистовой прокатный стан принимает измеренное значение, которое является характерным для фактической внутренней энергии соответствующей точки полосы в месте позади чистового прокатного стана, к которому относится соответствующее заданное значение, и
- на основе сравнения ожидаемой внутренней энергии с фактической внутренней энергией самостоятельно подстраивает по меньшей мере часть уже определенных управляющих значений.
Если управляющий вычислитель сравнивает ожидаемую внутреннюю энергию с фактической внутренней энергией и подстраивает управляющие значения, то возможно, что вычислитель выполняет сравнение для всех точек полосы последовательно. Однако является достаточным выполнить сравнение для части точек полосы, например для каждой третьей или каждой десятой точки полосы.
Если управляющий вычислитель подстраивает управляющие значения, управляющий вычислитель при определении ожидаемых значений, разумеется, учитывает измененную характеристику управляющего значения.
Возможно, что управляющий вычислитель осуществляет подстройку для всех уже определенных управляющих значений. Предпочтительно, однако, предусмотрено, что управляющий вычислитель на основе сравнения самостоятельно подстраивает только те управляющие значения, которые определены для точек полосы, которые к моменту времени подстройки имеют наименьшее расстояние от входа чистового прокатного стана. Этот метод, в частности, имеет преимущество тогда, когда управляющий вычислитель или другое управляющее устройство применяет определенные управляющие значения для определения по меньшей мере одного дополнительного управляющего воздействия и по меньшей мере одно дополнительное управляющее воздействие с задержкой на время запаздывания и только локально воздействует на полосу. Оптимальным является этот метод, если наименьшее расстояние определяется таким образом, что соответствующая наименьшему расстоянию временная разность по меньшей мере равна времени запаздывания.
Дополнительно к подстройке уже определенных управляющих значений управляющий вычислитель может, разумеется, адаптировать предписания по определению как таковые для еще не определенных управляющих значений. Результат адаптации может, в зависимости от положения отдельного случая, учитываться уже при определении дополнительных управляющих значений той же полосы или только при определении управляющих значений для последующих полос.
Оба последних упомянутых метода - ключевые слова «подстройка уже определенных управляющих значений», с одной стороны, и «адаптация предписания по определению», с другой стороны, могут, например, связываться друг с другом таким образом, что управляющий вычислитель включает в себя модель чистового прокатного стана, посредством которой определяется, какая температура ожидается для точки полосы на стороне выхода чистового прокатного стана, если соответствующая точка полосы на стороне входа чистового прокатного стана имеет заданную температуру и проходит через чистовой прокатный стан, в то время как чистовой прокатный стан эксплуатируется с заданной скоростью управления. В этом случае модель может немедленно адаптироваться. Это соответствует адаптации предписания по определению. Затем для по меньшей мере одного из уже определенных управляющих значений с применением адаптированной модели чистового прокатного стана управляющее значение определяется заново. Это соответствует с самого начала подстройке уже определенных управляющих значений. При необходимости, может осуществляться мягкий переход от первоначально определенных управляющих значений к вновь определенным управляющим значениям.
Соответствующий изобретению способ функционирования представляет значительный прогресс по сравнению с предшествующим уровнем техники уже тогда, когда горизонт прогнозирования относительно мал, например составляет от трех до пяти точек полосы. Свое полное преимущество соответствующий изобретению способ функционирования проявляет, однако, в том случае, когда первая точка полосы и часть вторых точек полосы, для которых было определено соответствующее управляющее значение перед входом первой точки полосы в чистовой прокатный стан, соответствуют горизонту прогнозирования, который по меньшей мере такой величины, как время запаздывания, с которым дальнейшее управляющее значение воздействует на полосу. Это справедливо, в частности, во взаимосвязи с подстройкой уже определенных управляющих значений, если подстройка также согласована с упомянутым временем запаздывания.
В предпочтительном выполнении заявленного изобретения, кроме того, предусмотрено, что управляющий вычислитель сопрягает друг с другом определенные управляющие значения или соответствующие скорости управления посредством сплайнов, так что получаемая за счет такого сопряжения характеристика скорости управления является непрерывной и дифференцируемой. Получаемое преимущество состоит в более плавном и более равномерном функционировании чистового прокатного стана. Это справедливо особенно в том случае, когда получаемая характеристика скорости управления является не только дифференцируемой, но и непрерывно дифференцируемой.
Управляющий вычислитель выполняет определение управляющих значений предпочтительно в рамках предварительного вычисления онлайн или в реальном времени.
Соответствующая изобретению задача, кроме того, решается компьютерной программой вышеупомянутого типа. Компьютерная программа в таком случае выполнена таким образом, что управляющий вычислитель выполняет способ функционирования со всеми этапами соответствующего изобретению способа функционирования.
Упомянутая задача, кроме того, решается управляющим вычислителем для чистового прокатного стана для прокатки полосы, который выполнен таким образом, что он при функционировании выполняет подобный способ функционирования.
Упомянутая задача, кроме того, решается чистовым прокатным станом для прокатки полосы, который оснащен подобным управляющим вычислителем.
Другие преимущества и особенности следуют из приведенного ниже описания примеров выполнения со ссылками на чертежи, на которых в принципиальном представлении показано следующее:
Фиг. 1 - схематичное представление прокатного стана горячей прокатки,
Фиг. 2 - диаграмма последовательности операций,
Фиг. 3-6 - приведенные для примера различные состояния чистового прокатного стана,
Фиг. 7 - приведенный для примера моментальный снимок чистового прокатного стана,
Фиг. 8-11 - диаграммы последовательности операций,
Фиг. 12 - модель чистового прокатного стана,
Фиг. 13 - диаграмма последовательности операций,
Фиг. 14 - временная диаграмма,
Фиг. 15 - диаграмма последовательности операций.
Согласно фиг. 1, стан горячей прокатки полосы содержит по меньшей мере один чистовой прокатный стан 1. В чистовом прокатном стане 1 должна выполняться прокатка полосы. Полоса 2, как правило, является металлической полосой, например стальной полосой. В качестве альтернативы (стали) полоса может выполняться из меди, латуни, алюминия или другого металла.
Чистовой прокатный стан 1 для прокатки полосы 2 содержит прокатную клеть 3 или, как показано на фиг. 1, несколько прокатных клетей 3. На фиг. 3 показаны три такие прокатные клети 3. Фактическое число прокатных клетей 3, как показано, может быть равно трем. В качестве альтернативы, оно может отличаться от трех, в частности быть больше. Как правило, число прокатных клетей 3 составляет от 4 до 8, в частности от 3 до 7. Кроме того, из прокатных клетей 3 на фиг. 1 представлены только рабочие валки (двухвалковая клеть). Как правило, прокатные клети 3, дополнительно к рабочим валкам, содержат опорные валки (четырехвалковая клеть), иногда также дополнительно еще промежуточные валки (шестивалковая клеть).
Чистовой прокатный стан 1 может иметь нагревательное устройство 4, например индукционную печь. Если нагревательное устройство 4 имеется, то оно находится, как правило, на входе чистового прокатного стана 1. В качестве альтернативы или дополнительно, аналогично межклетевым охлаждающим устройствам нагревательные устройства могут также иметься между прокатными клетями 3. Нагревательное устройство 4, если оно имеется, в рамках настоящего изобретения может рассматриваться как составная часть чистового прокатного стана 1. В качестве альтернативы или дополнительно к нагревательному устройству 4, чистовой прокатный стан 1 может иметь межклетевые охлаждающие устройства 5. Если межклетевые охлаждающие устройства 5 имеются, то каждое межклетевое охлаждающее устройство 5 находится между двумя из прокатных клетей 3. Они являются, в случае, если они имеются, составной частью чистового прокатного стана 1. Каждое межклетевое охлаждающее устройство 5 имеет по меньшей мере один регулирующий клапан 5' и по меньшей мере одну форсунку 5”.
За чистовым прокатным станом 1 может, кроме того, располагаться участок 6 охлаждения. Если участок 6 охлаждения имеется, то он имеет охлаждающие устройства 7. Каждое охлаждающее устройство 7 имеет по меньшей мере один регулирующий клапан 7' и по меньшей мере одну форсунку 7”.
Как с помощью межклетевых охлаждающих устройств 5, так и с помощью охлаждающих устройств 7 полоса 2 охлаждается жидким охладителем (как правило, водой с примесями или без примесей). Отличие между межклетевыми охлаждающими устройствами 5 и охлаждающими устройствами 7 чистового прокатного стана 6 состоит в том, что охлаждающие устройства 7 размещены позади последней прокатной клети 3 чистового прокатного стана 1, а межклетевые охлаждающие устройства 5 между каждыми двумя прокатными клетями 3.
Согласно фиг. 1, чистовой прокатный стан 1, кроме того, оснащен управляющим вычислителем 8. Управляющий вычислитель 8 служит по меньшей мере управлению чистовым прокатным станом 1, то есть прокатными клетями 3 и - в случае наличия - нагревательным устройством 4 и межклетевыми охлаждающими устройствами 5. При обстоятельствах, управляющий вычислитель 8 может также управлять и другими устройствами, например участком 6 охлаждения и его охлаждающими устройствами 7. В качестве альтернативы, участок 6 охлаждения может управляться другим управляющим устройством 8'.
Способ работы управляющего вычислителя 8 определяется компьютерной программой 9, которая вводится в управляющий вычислитель 8, например, посредством мобильного носителя 10 данных. Мобильный носитель 10 данных может, по потребности, выполняться, например, как CD-ROM, как USB карта флэш-памяти стандарта MemoryStick или как SD карта памяти. На носителе 10 данных сохранена компьютерная программа 9 в машиночитаемой форме, например в электронной форме.
Компьютерная программа 9 включает в себя машинный код 11, которым запрограммирован управляющий вычислитель 8 и который может непосредственно обрабатываться управляющим вычислителем 8. Обработка машинного кода 11 посредством управляющего вычислителя 8 обуславливает то, что управляющий вычислитель 8 управляет чистовым прокатным станом 1 согласно способу функционирования, который далее будет пояснен более подробно. Программирование компьютерной программой 9 обуславливает, таким образом, соответствующее выполнение управляющего вычислителя 8.
В рамках способа функционирования управляющему вычислителю 8, согласно фиг. 2, на этапе S1 для первой точки 12 полосы 2, некоторого числа вторых точек 13 полосы для полосы 2 и некоторого числа третьих точек 13' полосы для полосы 2 должны быть известны соответственно фактическое значение G и номинальное значение G*, а именно самое позднее к моменту времени, в который первая точка 12 полосы находится еще перед чистовым прокатным станом 1.
Из последующих пояснений будет очевидно, что управляющему вычислителю 8 фактическое значение G и номинальное значение G* для первой точки 12 полосы, вторых точек 13 полосы и третьих точек 13' полосы не все должны быть известны к одному и тому же времени. Но также будет очевидно, что они должны стать известными, прежде чем первая точка 12 полосы войдет в чистовой прокатный стан 1.
Вторые точки 13 полосы все находятся позади первой точки 12 полосы, то есть входят в чистовой прокатный стан 1 после первой точки 12 полосы. Третьи точки 13' полосы входят перед первой точкой 12 полосы в чистовой прокатный стан 1. Фиг. 3-6 показывают соответствующие выполнения.
Фактическое значение G каждой точки 12, 13, 13' полосы является характерным для внутренней энергии, которую соответствующая точка 12, 13, 13' полосы имеет в месте хЕ перед чистовым прокатным станом 1. Фактическое значение G, таким образом, относится к месту хЕ перед чистовым прокатным станом 1. Место хЕ может определяться по необходимости. В частности, согласно фиг. 1, это может быть место, которое находится непосредственно перед первым устройством 4, 3 чистового прокатного стана 1, посредством которого - прямо или косвенно - оказывается влияние на температуру полосы 2. Кроме того, является возможным, что в этом месте размещено устройство измерения температуры. Как правило, однако, устройство измерения температуры размещено перед местом хЕ.
Номинальное значение G* каждой точки 12, 13, 13' полосы является характерным для внутренней энергии, которую должна иметь соответствующая точка 12, 13, 13' полосы в месте хА позади чистового прокатного стана 1. Поэтому номинальное значение G* относится к месту хА позади чистового прокатного стана 1. Место хА может - аналогично месту хЕ перед чистовым прокатным станом 1 - определяться по потребности. Например, это может быть место устройства 15 измерения температуры, которое размещено после чистового прокатного стана 1, однако размещено перед участком 6 охлаждения.
Тип фактического значения G и номинального значения G* может определяться по потребности. Как правило, речь идет о соответствующей температуре. В качестве альтернативы, в частности, может использоваться энтальпия.
Для порядка следует упомянуть, что понятие «место» в дальнейшем постоянно относится к месту, которое по отношению к чистовому прокатному стану 1 является стационарным. Понятие «точка полосы» постоянно относится, напротив, к точке, которая стационарна относительно полосы 2. Расстояния между точками 12, 13, 13' полосы в рамках настоящего изобретения определяются не их геометрическим взаимным расстоянием, так как эти расстояния посредством прокатки полосы 2 в чистовом прокатном стане 1 изменяются. Скорее, эти расстояния определяются посредством массы, которая находится между точками 12, 13, 13' полосы.
Точки 12, 13, 13' полосы могут, по отношению к массе полосы 2, находящейся между ними, быть эквидистантными. В качестве альтернативы, точки 12, 13, 13' полосы могут определяться тем, что, например, посредством устройства 14 измерения температуры с эквидистантными по времени шагами определяется соответственно измеренное значение для фактического значения G. Временное расстояние между двумя следующими друг за другом точками 12, 13, 13' полосы находится, как правило, в пределах от 100 мс до 500 мс, типично от 150 мс до 300 мс. Например, оно может соответствовать 200 мс.
На этапе S2 управляющий вычислитель 8 определяет, разумеется перед входом первой точки 12 полосы в чистовой прокатный стан 1, для первой точки 12 полосы на основе предписания по определению управляющее воздействие L*. На этапе S3 управляющий вычислитель 8 определяет по меньшей мере для части вторых точек 13 полосы также на основе предписания по определению соответствующее управляющее воздействие L*. Также этап S3 управляющий вычислитель 8 выполняет перед входом первой точки 12 полосы в чистовой прокатный стан 1.
Этапы S2 и S3 на фиг. 2 на практике образуют чаще всего один блок. Отдельное представление на фиг. 2 служит только лучшему объяснению предложенного изобретения.
Предпочтительным образом управляющий вычислитель 8 в рамках этапа S3 определяет для всех вторых точек 13 полосы, которые, исходя от первой точки 12 полосы, лежат в пределах предопределенного горизонта Н прогнозирования, их управляющее воздействие L*. Если, таким образом, в рамках этапа S3 для определенной второй точки 13 полосы определяется ее управляющее воздействие L*, то, как правило, также для всех других вторых точек 13 полосы, которые лежат между первой точкой 12 полосы и определенной второй точкой 13 полосы, определяется их соответствующее управляющее воздействие L*.
Определенные управляющие воздействия L* являются характерными для того, с какой скоростью vL управления управляющий вычислитель 8 управляет чистовым прокатным станом 1, когда точка 12, 13 полосы, для которой определено управляющее воздействие L*, входит в чистовой прокатный стан 1. Скорость vL управления может, например, быть скоростью, с которой полоса 2 входит в чистовой прокатный стан 1. В качестве альтернативы, речь может идти о скорости, с которой полоса 2 выходит из чистового прокатного стана 1. Также другие параметры, например определение массового расхода, или число оборотов валков, или окружная скорость валков, являются возможными. Решающим является то, что посредством скорости vL управления, при необходимости, во взаимосвязи с обжатием при прокатке и номинальными тянущими усилиями, все возникающие в чистовом прокатном стане 1 скорости полосы и окружные скорости валков определяются однозначным образом.
На этапе S4 управляющий вычислитель 8 определяет, если требуется, на основе управляющих воздействий L*, соответствующие скорости vL управления. На этапе S5 управляющий вычислитель 8 управляет чистовым прокатным станом 1 в соответствии с определенными на этапе S4 скоростями vL управления. Управляющий вычислитель 8 постоянно устанавливает скорость vL управления таким образом, что в любой момент времени чистовой прокатный стан 1 управляется именно со скоростью vL управления, которая корреспондируется с управляющим воздействием L* точки 12, 13 полосы, входящей в данный момент в чистовой прокатный стан 1.
Предписание по определению для определения управляющих воздействий L* является специфическим для соответствующей точки 12, 13 полосы. Из определенного значения управляющего воздействия L* для определенной точки 12, 13 полосы нельзя просто сделать вывод о значении управляющего воздействия L* для другой точки 12, 13 полосы. В частности, в предписание по определению для определения управляющего воздействия L* для определенной точки 12, 13 полосы входят прежде всего фактическое значение G и номинальное значение G* соответствующих точек 12, 13 полосы. Дополнительно в соответствующее предписание по определению входят фактические значения G и номинальные значения G* по меньшей мере одной дополнительной точки 12, 13, 13' полосы, которая к моменту времени, в который рассматриваемая точка 12, 13 полосы входит в чистовой прокатный стан 1, уже вошла в чистовой прокатный стан 1. Этот метод поясняется далее в связи с фиг. 7.
Фиг. 7 показывает в качестве примера моментальный снимок чистового прокатного стана 1 во время прокатки полосы 2 в чистовом прокатном стане 1. Точки 12, 13 полосы в связи с пояснениями для фиг. 7 обозначены как точки Pi (i=1, 2, 3,…).
Предположим, согласно представлению на фиг. 7, что в данный момент точки Р5-Р30 находятся в чистовом прокатном стане 1. Точки Р1-Р4 полосы в этом случае уже покинули чистовой прокатный стан 1, то есть уже вышли из чистового прокатного стана 1. Точки Р31-Р35 полосы еще находятся перед чистовым прокатным станом 1. Точка Р31 полосы как ближайшая входит в чистовой прокатный стан 1. После точки Р31 полосы в чистовой прокатный стан 1 входят друг за другом точки Р32, Р33, Р34 и Р35 полосы. Фактические и заданные значения G и G* должны быть известны включительно вплоть до точки Р35 полосы.
В показанной на фиг. 7 ситуации определение управляющего воздействия L* для точки Р4 полосы должно быть уже давно завершено, так как точка Р4 полосы не только уже вошла в чистовой прокатный стан 1, но и даже уже вновь вышла из чистового прокатного стана 1. В определение управляющего воздействия L*, с которым чистовой прокатный стан 1 управлялся до момента времени, в который точка Р4 полосы вошла в чистовой прокатный стан 1, в соответствии с изобретением входят:
- фактическое значение G и номинальное значение G* для точки Р4 полосы и
- фактическое значение и номинальное значение G, G* для по меньшей мере одной из точек Р1, Р2 и Р3 полосы.
В предположении, что горизонт Н прогнозирования соответствует четырем точкам полосы, определение управляющего воздействия L* для точки Р4 полосы должно быть завершено перед моментом времени входа точки Р1 полосы в чистовой прокатный стан 1.
Аналогичным образом, в определение управляющего воздействия L* для точки Р7 полосы входят:
- фактическое и номинальное значения G, G* для точки Р7 полосы и
- фактическое и номинальное значения G, G* для по меньшей мере одной из точек Р1-Р6 полосы.
Это определение должно быть завершено самое позднее к моменту времени входа точки Р3 полосы.
Точка Р30 полосы является той точкой полосы, которая как раз вошла в чистовой прокатный стан 1. В определение управляющего воздействия L*, которое самое позднее должно быть завершено к моменту времени входа точки Р26 полосы, входят:
- фактическое и номинальное значения G, G* для точки Р30 полосы и
- фактическое и номинальное значения G, G* для по меньшей мере одной из точек Р1-Р29 полосы.
По всем правилам для определения управляющего воздействия L* для точки Р30 полосы является достаточным учитывать фактические и номинальные значения G, G* для точек Р5-Р30 полосы, то есть тех точек полосы, которые, согласно представлению на фиг. 7, в данный момент находятся в чистовом прокатном стане 1.
Аналогичным образом определяются управляющие воздействия L* для точек Р31-Р35 полосы. Точка Р31 полосы соответствует в представлении на фиг. 7 первой точке Р12 полосы, точки Р31-Р35 полосы - вторым точкам Р13 полосы. Определение управляющих воздействий L* для этих точек Р31-Р35 полосы должно завершаться соответственно самое позднее к моменту времени входа точки Р27-Р31 полосы в чистовой прокатный стан 1. Точки Р1-Р30 полосы соответствуют третьим точкам 13' полосы.
В определение управляющего воздействия L* для точки Р31 полосы входят:
- фактическое и номинальное значения G, G* для точки Р31 полосы и
- фактические и номинальные значения G, G* для по меньшей мере одной из точек Р6-Р30 полосы.
Последнее, в частности, справедливо потому, что точки Р1-Р5 полосы к моменту времени, в который точка Р31 полосы входит в чистовой прокатный стан 1, уже вновь вышли из чистового прокатного стана 1.
Аналогичным образом могут также определяться управляющие воздействия L* для точек Р32-Р35 полосы. Например, в определение управляющего воздействия L* для точки Р35 полосы входят:
- фактическое и номинальное значения G, G* для точки Р35 полосы и
- фактические и номинальные значения G, G* для по меньшей мере одной из точек Р1-Р34 полосы.
Фактические и номинальные значения G, G* для точек Р1-Р9 полосы могут при этом не приниматься во внимание, так как точки Р1-Р9 полосы к моменту времени, в который точка Р35 полосы входит в чистовой прокатный стан 1, уже вновь вышли из чистового прокатного стана 1.
Для остальных точек Р32, Р33 и Р34 полосы справедливы аналогичные выводы.
В предпочтительном варианте осуществления настоящего изобретения для каждой вошедшей в чистовой прокатный стан 1 точки 12, 13 полосы, например для точки Р31 полосы согласно фиг.7, управляющее воздействие L* определяется на основании фактических и номинальных значений G, G* тех точек 12, 13, 13' полосы, которые к этому моменту времени как раз находятся в чистовом прокатном стане 1, то есть еще не вышли из чистового прокатного стана 1.
В чистовом прокатном стане 1 находится, как правило, одновременно множество точек 12, 13, 13' полосы. Типовые значения их количества находятся в пределах от 10 до 200, например между 50 и 100. Из точек 12, 13, 13' полосы, которые к определенному моменту времени как раз находятся в чистовом прокатном стане 1, могут учитываться только некоторые точки 12, 13, 13' полосы, например каждая вторая или каждая четвертая точка 12, 13, 13' полосы. Этот метод приводит к сокращению вычислительных затрат и при этом дает приемлемые результаты. Однако предпочтительным образом для определения управляющего воздействия L* для определенной точки 12, 13 полосы учитываются фактические и номинальные значения G, G* всех точек 12, 13, 13' полосы, которые к моменту входа в чистовой прокатный стан 1 той точки 12, 13 полосы, управляющее воздействие L* которой определяется, уже находятся в чистовом прокатном стане 1.
Показанное на фиг. 7 представление является, разумеется, чисто иллюстративным. Так, например, число находящихся в чистовом прокатном стане 1 (третьих) точек 13' полосы приведено только в качестве примера. Также число (вторых) точек 13 полосы, управляющее воздействие L* которых прогнозируется (здесь точки Р32-Р35 полосы), также приведено только в качестве примера. В частности, при практических применениях горизонт Н прогнозирования может составлять несколько секунд, то есть при временном такте, например, 200 мс на определение измеренного значения для фактического значения G соответственно пятикратное число точек 12, 13 полосы. Частично возможен даже горизонт Н прогнозирования до одной минуты и более, что при временном такте 200 мс от точки полосы к точке полосы соответствует горизонту Н прогнозирования в 300 точек полосы и более.
Возможно, что управляющему вычислителю 8 на этапе S1 на фиг. 2 известны фактические и номинальные значения G, G* для всех точек 12, 13, 13' полосы всей полосы 2. В этом случае возможно, что управляющий вычислитель 8 проходит этапы S2 и S3 лишь однократно, и на этапах S2 и S3, таким образом, сразу определяет управляющие воздействия L* для всех точек 12, 13, 13' полосы 2. В этом случае управляющий вычислитель 8 выполняет определение управляющих воздействий L* в рамках предварительного вычисления онлайн.
В качестве альтернативы, возможно, что хотя управляющему вычислителю 8 в рамках этапа S1 на фиг. 2 известны фактические и номинальные значения G, G* для всех точек 12, 13, 13' всей полосы 2, но он на этапах S2 и S3 на фиг. 2 постоянно определяет только для некоторых из точек 12, 13, 13' полосы их управляющие воздействия L*. В этом случае этапы S2 и S3, как указано пунктиром на фиг. 2, связываются в цикл. В этом случае управляющий вычислитель 8 выполняет определение управляющих воздействий L* в реальном времени с управлением чистовым прокатным станом 1. Управляющий вычислитель 8 определяет в этом случае управляющие воздействия L*, так сказать, заглядывая вперед за горизонт Н прогнозирования.
Как показано также пунктиром на фиг. 2, возможно, что также этап S1 связан с циклом. И в этом случае управляющий вычислитель 8 выполняет определение управляющих воздействий L* в реальном времени.
В случае, когда этап S1 также связан с циклом, управляющему вычислителю 8 при определенном прохождении цикла известны лишь фактические и номинальные значения G, G* точек 12, 13 полосы, которые еще не вошли в чистовой прокатный стан 1. Фактические и номинальные значения G, G* точек 13' полосы, которые уже вошли в чистовой прокатный стан 1, известны, однако, управляющему вычислителю 8 в этом случае на основе более ранних проходов цикла. В этом случае только требуется, чтобы управляющий вычислитель 8 «замечал» «старые» фактические и номинальные значения G, G*.
Для определения управляющих воздействий L* для определенной точки 12, 13 полосы, таким образом, для реализации этапов S2 и S3 на фиг. 2, возможны различные методы. Различные альтернативы далее будут последовательно пояснены более подробно со ссылками на фиг. 8, 9 и 10. При необходимости, при этом может привлекаться для совместного рассмотрения фиг. 7.
В первом возможном выполнении этапов S2 и S3 по фиг. 2 управляющий вычислитель 8 согласно фиг. 8 выбирает на этапе S11 прежде всего одну из точек 12, 13 полосы, фактическое и номинальное значения G, G* которой уже известны управляющему вычислителю 8. Например, управляющий вычислитель 8 выбирает точку Р31 полосы по фиг. 7.
На этапе S12 управляющий вычислитель 8 определяет все точки 12, 13, 13' полосы, фактические и номинальные значения G, G* которых входят в определение управляющего воздействия L* для точки 12, 13 полосы, которую управляющий вычислитель 8 выбрал на этапе S11. Например, управляющий вычислитель 8 может - см. фиг. 7 - для точки Р31 полосы определить точки Р6-Р31 полосы. Аналогичным образом, управляющий вычислитель 8 на этапе S12, например, для точки Р32 полосы определял бы точки Р7-Р32, для точки Р33 полосы - точки Р8-Р33 полосы и т.д.
На этапе S13 управляющий вычислитель 8 выбирает одну из определенных на этапе S12 точек 12, 13, 13' полосы. На этапе S14 управляющий вычислитель 8 определяет для выбранной на этапе S13 точки 12, 13, 13' полосы, например для точки Р6 полосы, отдельное управляющее воздействие l*. В определение отдельного управляющего воздействия l* входят только фактическое значение G и номинальное значение G* выбранной на этапе S13 точки 12, 13, 13' полосы. Соответствующее отдельное управляющее воздействие l* поэтому относится к этой точке 12, 13, 13' полосы.
Отдельное управляющее воздействие l* определяет соответствующую скорость vL управления. Управляющий вычислитель 8 принимает, что рассмотренная на этапе S14 точка 12, 13, 13' полосы проходит через чистовой прокатный стан 1, и чистовой прокатный стан 1 во время всего прохождения рассматриваемой точки 12, 13, 13' полосы через чистовой прокатный стан 1, то есть от момента времени входа в чистовой прокатный стан 1 до момента времени выхода из чистового прокатного стана 1, постоянно эксплуатируется с этой скоростью vL управления, которая определяется посредством соответствующего отдельного управляющего воздействия l*. В этом случае для рассматриваемой точки 12, 13, 13' полосы в месте хА, к которому относится номинальное значение G* рассматриваемой точки 12, 13, 13' полосы, ожидается определенная внутренняя энергия. Управляющий вычислитель 8 определяет эту ожидаемую внутреннюю энергию. Определение ожидаемой внутренней энергии может осуществляться управляющим вычислителем 8, например, посредством модели чистового прокатного стана. Подходящие модели чистового прокатного стана как таковые известны. Они используются, например, для определения ожидаемой конечной температуры прокатки (см. уже упомянутый документ DE 103 21 791 А1).
Ожидаемая внутренняя энергия характеризуется соответствующим ожидаемым значением GE. Ожидаемое значение GE может, в качестве альтернативы, быть температурой или энтальпией, аналогично фактическому и номинальному значениям G, G*. Управляющий вычислитель 8 определяет отдельное управляющее воздействие l* для рассматриваемой точки 12, 13, 13' полосы на этапе S14 таким образом, что ожидаемое значение GE совпадает с номинальным значением G* для рассматриваемой точки 12, 13, 13' полосы.
На этапе S15 управляющий вычислитель 8 проверяет, выполнил ли он этап S14 уже для всех применимых точек 12, 13, 13' полосы. Если это не так, то управляющий вычислитель 8 возвращается к этапу S13. При повторном выполнении этапа S13 управляющий вычислитель 8 выбирает, разумеется, другую, еще не рассмотренную точку 12, 13, 13' полосы, которая входит в определение искомого управляющего воздействия L*, например точку Р7 полосы.
Если управляющий вычислитель 8 на этапе S15 устанавливает, что он определил уже все требуемые отдельные управляющие воздействия l*, то управляющий вычислитель 8 переходит к этапу S16. На этапе S16 управляющий вычислитель 8 определяет на основе всех отдельных управляющих воздействий l*, которые он определил в рамках повторного выполнения этапа S14, управляющее воздействие L* для выбранной на этапе S11 точки 12, 13 полосы. Например, управляющий вычислитель 8 может сформировать взвешенное или невзвешенное среднее значение отдельных управляющих воздействий l*.
На этапе S17 управляющий вычислитель 8 проверяет, выполнил ли он уже этапы с S11 до S16 для всех точек 12, 13 полосы, для которых должны вычисляться управляющие воздействия L*. Если это не так, то управляющий вычислитель 8 возвращается к этапу S11. Там управляющий вычислитель 8 выбирает, разумеется, другую, еще не рассмотренную точку 12, 13 полосы. В противном случае способ по фиг. 8 заканчивается.
Способ действий по фиг. 8 на практике реализуется несколько иначе, чем пояснено выше. Поскольку отдельное управляющее воздействие l* для определенной точки 12, 13, 13' полосы, например для точки Р28 на фиг. 7, входит в определение управляющего воздействия L* многих точек 12, 13, 13' полосы, например со ссылкой на фиг. 7, в определение точек Р28, Р29,… Р53 полосы. Разумеется, возможно и даже предпочтительно соответствующее отдельное управляющее воздействие l* определить только однократно и затем сохранить, так что оно для последующего применения должно только считываться из памяти.
В качестве альтернативы способу действий по фиг. 8, согласно фиг. 9 является возможным этапы S13-S16 по фиг. 8 заменить на этапы S21-S23 по фиг. 9. Этапы S11, S12 и S17 по фиг. 8 переносятся в способ действий согласно фиг. 9.
На этапе S21 управляющий вычислитель 8 определяет, на основе фактического значения G определенных на этапе S12 точек 12, 13, 13' полосы, эффективное фактическое значение G'. Аналогичным образом, управляющий вычислитель 8 определяет на этапе S22, на основе номинальных значений G* определенных на этапе S12 точек 12, 13, 13' полосы, эффективное номинальное значение G'*. Например, управляющий вычислитель 8 может на этапах S21 и S22 осуществлять формирование взвешенного или невзвешенного среднего значения. Независимо от того, какой способ действий принимается, способы действий на этапах S21 и S22 должны, однако, корреспондироваться друг с другом.
На этапе S23 управляющий вычислитель 8 определяет управляющее воздействие L* для выбранной на этапе S11 точки 12, 13 полосы.
Управляющее воздействие L*, определенное на этапе S23, корреспондируется с соответствующей скоростью vL управления. Если бы выбранная на этапе S11 точка 12, 13 полосы в месте хЕ, к которому относится фактическое значение G выбранной на этапе S11 точки 12, 13 полосы, имела бы эффективное фактическое значение G' и управляющий вычислитель 8 управлял бы чистовым прокатным станом 1 в течение всего прохода выбранной на этапе S11 точки 12, 13 полосы с этой скоростью vL управления, то для этой точки 12, 13 полосы в месте хА, к которому относится номинальное значение выбранной на этапе S11 точки 12, 13 полосы, ожидалась бы фактическая внутренняя энергия, которая характеризуется ожидаемым значением GE. Управляющий вычислитель 8 определяет управляющее воздействие L* на этапе S23 таким образом, что определенное ожидаемое значение GE совпадает с эффективным номинальным значением G'*. Определение ожидаемого значения GE, аналогично способу действий этапа S14 на фиг. 8, осуществляется посредством соответствующей известной модели чистового прокатного стана.
Альтернативно способу действий по фиг. 8 и 9 возможно, что управляющее воздействие L* согласно фиг. 10 осуществляется следующим образом.
Согласно фиг. 10, управляющий вычислитель 8 на этапе S31 устанавливает управляющие воздействия L*, которые он должен определять, то есть управляющие воздействия L* для первой точки 12 полосы и для по меньшей мере части вторых точек 13 полосы, сначала как предварительные значения.
На этапе S32 управляющий вычислитель 8 определяет для рассмотренных на этапе S31 точек 12, 13 полосы соответствующее ожидаемое значение GE. Определенные на этапе S31 ожидаемые значения GE являются характерными соответственно для ожидаемой внутренней энергии соответственно корреспондирующейся точки 12, 13 полосы, которая ожидается для соответствующей точки 12, 13 полосы, если соответствующая точка 12, 13 полосы проходит через чистовой прокатный стан 1 в соответствии с установленной характеристикой скорости vL управления, как она определена последовательностью управляющих воздействий L*. Ожидаемые внутренние энергии GE относятся соответственно к месту хА, к которому относятся номинальные значения G* для точек 12, 13 полосы.
На этапе S33 управляющий вычислитель 8 формирует целевую функцию Z. В целевую функцию Z входят по меньшей мере величины разностей ожидаемых значений GE и соответствующих номинальных значений G*. Например, целевая функция Z может содержать сумму, причем, согласно представлению на фиг. 10, каждое слагаемое соответствует квадрату разностей ожидаемого значения GE и соответствующего номинального значения G*.
Вышеописанную целевую функцию Z можно применять таким образом, как она была описана выше. Однако предпочтительным образом в целевую функцию Z входят дополнительные величины. В частности, в целевую функцию Z может дополнительно входить штрафной член, посредством которого налагается штраф на изменения скорости vL управления. Например, целевая функция Z может, таким образом, иметь следующую форму:

В обеих суммах при этом применялись различные индексы i, j, потому что индексы i, j изменяются в различных диапазонах, αi βj представляют собой в принципе произвольно выбираемые неотрицательные весовые коэффициенты.
На этапе S34 управляющий вычислитель 8 изменяет установленные управляющие воздействия L* с целью оптимизировать целевую функцию Z, согласно приведенному выше выполнению, минимизировать ее. При соответствующем другом представлении целевой функции Z могла бы также иметь место максимизация.
Способы действий по фиг. 8 и 9 применимы независимо от того, определяются ли при обработке на этапе S2 и S3 по фиг. 2 только несколько отдельных управляющих воздействий L* или предварительно определяются управляющие воздействия L* для всех точек 12, 13, 13' полосы 2. Способ действий по фиг. 10, напротив, обеспечивает, как правило, только тогда осмысленный результат, когда горизонт Н прогнозирования покрывает всю полосу 2, или в случае достаточно длинной полосы 2, достаточно велик. В частности, при способе действий согласно фиг. 10, в случае длинной полосы 2, горизонт Н прогнозирования настолько велик, что он по меньшей мере соответствует эффективной длине чистового прокатного стана, а лучше по меньшей мере в два раза больше. Эффективная длина чистового прокатного стана определяется максимальным числом точек 12, 13, 13' полосы, одновременно находящихся в чистовом прокатном стане 1.
Как в рамках способа действий по фиг. 8, так и в рамках способа действий по фиг. 9 и в рамках способа действий по фиг. 10 должны определяться ожидаемые значения GE. Определение ожидаемых значений GE осуществляется, с самого начала, посредством модели чистового прокатного стана 1, которая моделирует термические процессы (теплопроводность и теплопередачу, возможно также фазовые превращения и структурообразование) в чистовом прокатном стане 1. Подобные модели как таковые известны (см., например, DE 103 21 791 А1).
Подобную модель как таковую можно также применять на этапах S14, S23 и S32. Предпочтительно, однако, что управляющий вычислитель 8 в соответствии с представлением на фиг. 11, на этапе S41 предварительно, то есть перед определением управляющих воздействий L*, устанавливает массив данных. В массиве данных управляющий вычислитель 8 сохраняет на этапе S42 для множества возможных скоростей vL управления и возможных фактических значений G, какие ожидаемые значения GE получаются при соответствующих возможных фактических значениях G и соответствующих возможных скоростях vL управления. В этом случае управляющий вычислитель 8 в рамках соответственно выполненных этапов S2 и S3 по фиг. 2 (или этапов S14, S23 и S32) может определять управляющие воздействия L* для точек 12, 13 полосы с применением массива данных. В способе действий по фиг. 8 управляющий вычислитель 8 определяет отдельные управляющие воздействия l* с применением массива данных, так что применение массива данных имеет опосредованный характер. В способе действий по фиг. 9 непосредственно определяется соответствующее управляющее воздействие L*. В способе действий по фиг. 10 массив данных применяется для определения соответственно получающихся ожидаемых значений GE.
За счет применения массива данных достижимо значительное ускорение. Массив данных должен определяться в рамках предварительного вычисления, то есть когда горячая полоса 2 уже готова для прокатки в чистовом прокатном стане 1. Массив данных может, таким образом, определяться не офлайн. Скорее массив данных должен определяться онлайн, то есть после того, как данные полосы заданы управляющему вычислителю 8. Поэтому для определения массива данных предоставлено всего несколько секунд. Однако проявляется значительное ускорение, так как в рамках массива данных должно лишь относительно немного значений полностью вычисляться посредством модели чистового прокатного стана 1, например для каждых 10 возможных фактических значений G и каждых 10 возможных скоростей vL управления, так что вычисление на модели должно проводиться всего для 100 значений. Но это все же значительно быстрее, чем позже в рамках этапов S14, S23, S32 непрерывно определять для каждой отдельной точки 12, 13, 13' полосы посредством модели чистового прокатного стана 1 ее ожидаемое значение GE.
Способ привязки массива данных в способ действий согласно фиг. 8 и 9 является очевидным, так как фактическое значение G известно управляющему вычислителю 8, и связь между возможной скоростью vL управления и ожидаемым значением GE является однозначной (чем больше скорость vL управления при данном фактическом значении G, тем больше также ожидаемая внутренняя энергия соответствующей точки 12, 13, 13' полосы). Но массив данных также применим в связи со способом действий согласно фиг. 10. Так можно в первом и, как правило, уже очень хорошем приближении для определенной точки 12, 13, 13' полосы сформировать среднее значение всех управляющих воздействий L* или всех скоростей vL управления, с которыми чистовой прокатный стан 1 управляется во время прохода соответствующей точки 12, 13, 13' полосы через чистовой прокатный стан 1. Это среднее значение может рассматриваться как эффективная скорость vL управления. Массив данных может также оцениваться в этом месте, чтобы определить ожидаемое значение GE для соответствующей точки 12, 13, 13' полосы.
Массив данных может формироваться по мере надобности. Например, речь может идти чисто о массиве опорных позиций, например с 5, 8, 10, … опорными позициями на размерность. Между отдельными опорными позициями в этом случае может выполняться линейная или нелинейная (например, посредством сплайнов) интерполяция. В качестве альтернативы, массив данных может выполняться как нейронная сеть.
Если фактическое значение G основывается на измеренном значении, например регистрируется посредством устройства 14 измерения температуры, то возможно измеренные значения непосредственно обрабатывать. Как правило, место хЕ, к которому относится фактическое значение G, находится перед чистовым прокатным станом 1, но за устройством 14 измерения температуры. Поэтому необходимо измеренные величины пересчитать в фактические значения G (которые относятся к месту хЕ). Это может быть сделано относительно просто, так как нужно пересчитать только воздушный участок. Входными значениями для воздушного участка являются значение температуры, измеренное с помощью устройства 14 измерения температуры, а также время, которое требуется для соответствующей точки 12, 13, 13' полосы, чтобы достичь места хЕ перед чистовым прокатным станом 1. Время получается для каждой точки 12, 13, 13' полосы с помощью скоростей управления расположенных впереди точек 12, 13, 13' полосы.
Возникает, таким образом, проблема обратной связи. Для решения этой проблемы сначала задается предварительная характеристика скорости vL управления. В предположении, что эта заданная характеристика подходит, определяются фактические значения G, которые относятся к месту хЕ перед чистовым прокатным станом 1. С определенными теперь фактическими значениями G определяется характеристика скорости vL управления. Определенная характеристика скорости vL управления вновь привлекается для нового определения фактических значений G. На практике оказывается, что для данного способа действий очень быстро достигается сходимость. Как правило, требуется лишь несколько итераций, например от трех до пяти итераций, чтобы достичь достаточно стабильных результатов.
В рамках приведенных выше объяснений настоящего изобретения предполагалось, что чистовой прокатный стан 1 не имеет ни входного нагревательного устройства 4, ни межклетевых охлаждающих устройств 5. Если нагревательное устройство 4 и/или межклетевые охлаждающие устройства 5 имеются, то соответствующий изобретению способ функционирования может быть соответственно согласован. Требуемые согласования далее поясняются в связи с единственным межклетевым охлаждающим устройством 5. Соответствующие выводы применимы и при выполнении чистового прокатного стана 1, который имеет более одного межклетевого охлаждающего устройства 5 и/или входное нагревательное устройство 4, нагревательное устройство 4 может иметься в качестве альтернативы или дополнительно к межклетевым охлаждающим устройствам 5.
Таким образом, предположим, что чистовой прокатный стан 1 имеет единственное межклетевое охлаждающее устройство 5, например между второй и третьей прокатной клетью 3 согласно представлению на фиг. 1. В этом случае модель чистового прокатного стана 1, которая является очевидной, делится на три частичные модели, которые на фиг. 12 обозначены как частичная модель ТМ1, частичная модель ТМ2 и частичная модель ТМ3.
Частичная модель ТМ1 соответствует с самого начала модели чистового прокатного стана 1, как она была до сих пор принята, то есть модели чистового прокатного стана 1 без межклетевых охлаждающих устройств. Она моделирует поведение полосы 2 в чистовом прокатном стане 1 до межклетевого охлаждающего устройства 5. Частичная модель ТМ1 получает в качестве входных значений фактическое значение G точки 12, 13, 13' полосы и ее скорость vL управления или соответствующую характеристику скорости управления. Частичная модель ТМ1 выдает в качестве выходного значения ожидаемое значение ТЕ, которое соответствует ожидаемой внутренней энергии, с которой соответствующая точка 12, 13, 13' полосы входит в межклетевое охлаждающее устройство 5. Частичная модель ТМ1 является двумерной, так как она имеет два входных значения, а именно фактическое значение G и скорость vL управления.
Частичная модель ТМ2 моделирует межклетевое охлаждающее устройство 5 как таковое. Она получает в качестве входных значений выданное частичной моделью ТМ1 фактическое значение G и скорость vL управления, с которой соответствующая точка 12, 13, 13' полосы проходит через межклетевое охлаждающее устройство 5, и заданную как таковую массу М охладителя, которой полоса 2 нагружается в единицу времени. Масса М охладителя в единицу времени предпочтительно определена как функция массы материала полосы 2, которая уже прошла межклетевое охлаждающее устройство 5. В качестве альтернативы, масса М охладителя в единицу времени может быть определена, например, как функция соответствующей точки 12, 13, 13' полосы, которая как раз входит в межклетевое охлаждающее устройство 5.
Частичная модель ТМ2 имеет, таким образом, в противоположность модели чистового прокатного стана 1 без межклетевых охлаждающих устройств, три входных значения. Установление соответствующего трехмерного массива данных для трехмерной частичной модели ТМ2 в зависимости от располагаемой вычислительной мощности еще может быть возможным. Однако предпочтительным образом частичная модель ТМ2 подразделяется на две подмодели ТМ2', TM2”, которые мультипликативно связаны друг с другом, так как с достаточной точностью можно представить трехмерную функцию f, которая задает ожидаемое значение ТА за межклетевым охлаждающим устройством 5 как функцию ожидаемого значения ТЕ перед межклетевым охлаждающим устройством 5, скорости vL управления и массы М охладителя в единицу времени, как произведение двумерной функции g и одномерной функции h. При этом функция g зависит от ожидаемого значения ТЕ, которое выдается частичной моделью ТМ1, и скорости vL управления. Функция h зависит только от массы М охладителя в единицу времени. Может также устанавливаться

При этом
- ТА обозначает ожидаемое значение для внутренней энергии рассматриваемых точек 12, 13, 13' полосы за межклетевым охлаждающим устройством 5,
- ТЕ обозначает ожидаемое значение для внутренней энергии рассматриваемых точек 12, 13, 13' полосы перед межклетевым охлаждающим устройством 5,
- vL - скорость управления,
- М - масса М охладителя, которая подается в единицу времени на полосу.
Частичная модель ТМ3 с самого начала строится так же, как частичная модель ТМ1. Она моделирует часть чистового прокатного стана 1, которая располагается за межклетевым охлаждающим устройством 5.
Частичные модели ТМ1-ТМ3 подключены друг к другу и сочленены друг с другом, так что выходные значения одной частичной модели ТМ1, ТМ2 являются входными значениями соответствующей следующей модели ТМ2, ТМ3. За счет сочленения (конкатенации) частичных моделей ТМ1-ТМ3 друг с другом можно существенно снизить размерность задачи моделирования. А именно до рассмотрения одной трехмерной и двух двумерных задач. Посредством расчленения трехмерной задачи - ключевое слово «частичная модель ТМ2» - на одномерную функцию и двумерную функцию можно дополнительно снизить сложность. В частности, за счет этого снижения сложности трехмерной задачи характеристики реального времени и оперативности (онлайнового режима) сохраняются и в том случае, когда имеются межклетевые охлаждающие устройства 5 и/или нагревательное устройство 4.
Если имеются межклетевые охлаждающие устройства 5 и/или нагревательное устройство 4, то и при условии, что характеристика массы охладителя, приходящейся на единицу времени, задана, можно вычислить управляющее воздействие L*. На втором этапе может затем - при известной теперь характеристике управляющего воздействия L* - для каждого межклетевого охлаждающего устройства 5 варьироваться масса М, чтобы ожидаемые внутренние энергии точек 12, 13, 13' полосы по возможности приблизить к соответствующим номинальным внутренним энергиям точек 12, 13, 13' полосы. Определение корректных масс М осуществляется полностью аналогично определению корректных масс охладителя для охлаждающих устройств 7 участка 6 охлаждения.
Возможно, что управляющий вычислитель 8 управляет чистовым прокатным станом 1, не определяя измеренное значение GM, которое характерно для фактической внутренней энергии точек 12, 13, 13' полосы за чистовым прокатным станом 1. В предпочтительном выполнении настоящего изобретения, напротив, управляющий вычислитель 8 воспринимает, в данном случае, разумеется, после прохождения соответствующих точек 12, 13, 13' полосы через чистовой прокатный стан 1, согласно фиг. 13 на этапе S51 для соответствующих точек 12, 13, 13' полосы соответствующее измеренное значение GM. Например, управляющий вычислитель 8 может воспринимать соответствующее измеренное значение температуры, которое определялось посредством устройства 15 измерения температуры.
Кроме того, управляющий вычислитель 8 определяет, согласно фиг. 13, на этапе S52 для по меньшей мере части точек 12, 13, 13' полосы, предпочтительно для всех точек 12, 13, 13' полосы, соответствующее ожидаемое значение GE'. Как правило, управляющий вычислитель 8 определяет для каждой точки 12, 13, 13' полосы ее ожидаемое значение GE' в то время как соответствующая точка 12, 13, 13' полосы проходит через чистовой прокатный стан 1. Однако в качестве альтернативы возможно, что управляющий вычислитель 8 определяет соответствующее ожидаемое значение GE', прежде чем соответствующая точка 12, 13, 13' полосы пройдет через чистовой прокатный стан 1. Каждое подобное определенное ожидаемое значение GE' характерно для внутренней энергии, которая ожидается для соответствующей точки 12, 13, 13' полосы в месте хА, к которой относятся номинальные значения G*. Управляющий вычислитель 8 определяет ожидаемые значения GE' с применением характеристики скорости управления, с которой соответствующая точка 12, 13, 13' полосы фактически проходит через чистовой прокатный стан 1.
В случае, когда модель чистового прокатного стана 1, независимо от точного типа модели чистового прокатного стана 1, свободна от ошибок, определенные на этапе S52 фактические внутренние энергии точек 12, 13, 13' полосы точно соответствуют действительным внутренним энергиям, которые определены посредством соответствующих измеренных значений GM. Однако во многих случаях модель чистового прокатного стана 1 подвержена ошибкам. Причины этого могут иметь разную природу. Например, моделирование может быть установлено слишком простым, или модель может иметь систематическую ошибку, например теплопередача моделируется неверно. Поэтому на этапе S53 управляющий вычислитель 8 сравнивает внутреннюю энергию согласно измеренному значению GM и внутреннюю энергию согласно соответствующему ожидаемому значению GE'. В зависимости от сравнения на этапе S53, управляющий вычислитель 8 подстраивает самостоятельно на этапе S54 по меньшей мере часть тех управляющих воздействий L*, которые управляющий вычислитель 8 уже определил к моменту времени сравнения.
Подстройка управляющих воздействий L* относится в рамках этапа S54, разумеется, только к тем управляющим воздействиям L*, которые к этому моменту времени хотя и были уже определены, но еще не предназначены для исполнения. Этап S54, таким образом, выполняется только для управляющих воздействий L*, которые были определены для точек 12, 13, 13' полосы, которые к моменту времени подстройки еще не вошли в чистовой прокатный стан 1.
Возможно все подстраиваемые управляющие воздействия L* немедленно в полном объеме подстраивать. Однако предпочтительно предпринять более плавный переход. Например, первое подстраиваемое управляющее воздействие L* может подстраиваться на 10% его изменения, второе подстраиваемое управляющее воздействие L* - на 20% его изменения, третье управляющее воздействие L* - на 30% его изменения и т.д.
Альтернативно или дополнительно к наличию этапа S54, возможно, что управляющий вычислитель 8 на этапе S55 на основе сравнения адаптирует предписание по определению как таковое для определения управляющего воздействия L*. За счет этого достигается то, что определяемые в будущем управляющие воздействия L*, которые к моменту времени сравнения на этапе S53 еще не были определены, определяются наилучшим образом. Адаптация предписания по определению может, в частности, включать в себя адаптацию модели чистового прокатного стана 1 и здесь, в частности, модели теплопередачи.
В частности, если ожидаемые значения GE, GE' определяются посредством вышеупомянутого поля данных, возможно выполнить адаптацию модели чистового прокатного стана 1 для полосы 2, которая в текущий момент проходит через чистовой прокатный стан 1, упрощенным образом. Это связано с тем, что в этом случае адаптация может осуществляться, например, тем, что с фактическим значением G суммируется смещение, прежде чем оно применяется в качестве входного значения массива данных. Альтернативно или дополнительно, скорость vL управления может масштабироваться с некоторым коэффициентом, и/или с ней может суммироваться смещение, прежде чем она применяется в качестве входного значения массива данных. Альтернативно или дополнительно, с ожидаемым значением GE, GE', определенным с помощью массива данных, может суммироваться смещение. В частности, характеристика реального времени соответствующего изобретению способа функционирования сохраняется и при этом упрощенном типе адаптации модели чистового прокатного стана 1.
Возможно в рамках этапа S54 подстраивать все управляющие воздействия L*, которые к этому моменту времени уже определены, но еще не выполнены, то есть, например, и управляющее воздействие L* для следующей входящей (первой) в чистовой прокатный стан 1 точки 12 полосы. Предпочтительным образом, управляющий вычислитель 8 на основе сравнения на этапе S53 самостоятельно подстраивает, однако, только те управляющие воздействия L*, которые определены для (вторых) точек 13 полосы, которые к моменту времени подстройки находятся на наименьшем расстоянии MIN (см. фиг. 14) от входа в чистовой прокатный стан 1.
Как показано на фиг. 14, соответствующий изобретению способ функционирования имеет в отношении характеристики управляющего значения горизонт Н прогнозирования. Горизонт Н прогнозирования определен той второй точкой 13, для которой управляющее воздействие L* уже определено и которая из вторых точек 13 полосы, управляющие воздействия L* которых уже определены, имеет наибольшее расстояние до чистового прокатного стана 1. Может быть целесообразным, если управляющий вычислитель 8 на основе сравнения самостоятельно подстраивает только те управляющие воздействия L*, которые определены для вторых точек 13 полосы, которые к моменту времени подстройки имеют наименьшее расстояние MIN до входа чистового прокатного стана 1. Это будет пояснено в связи с фиг. 7.
Согласно представлению на фиг. 7:
- точки Р1-Р4 полосы уже вышли из чистового прокатного стана 1,
- точки Р5, Р6, Р7…Р30 полосы находятся в чистовом прокатном стане 1,
- точка Р31 полосы входит следующей в чистовой прокатный стан 1,
- горизонт Н прогнозирования продолжается от точки Р31 полосы до точки Р35 полосы.
На основе фактической температуры, например, точки Р2 полосы перед чистовым прокатным станом и на основе характеристики скорости управления, с которой точка Р2 полосы проходит через чистовой прокатный стан 1, управляющий вычислитель 8 определяет температуру, которая ожидается для точки Р2 полосы на выходе чистового прокатного стана 1 (то есть в месте хА). Это соответствует этапу S52 на фиг. 13. Управляющий вычислитель 8 принимает, кроме того, фактическую температуру от устройства 15 измерения температуры, которая измеряется для точки Р2 полосы. Это соответствует этапу S51 на фиг. 13. Предположим, что сравнение на этапе S53 дает отклонение. Несмотря на отклонение, управляющий вычислитель 8 оставляет, например, уже определенные управляющие воздействия L* для точек Р31-Р34 полосы неизменными. Он подстраивает, на основе сравнения на этапе S53, на этапе S54 только управляющие воздействия L* точки Р35 полосы. Управляющие воздействия L* для последующих точек Р36, Р37,… полосы, которые к этому моменту времени еще не определены, управляющий вычислитель 8 определяет на основе предписания по определению, которое он на этапе S55 адаптирует на основе сравнения на этапе S53.
В отдельных случаях могло бы быть допустимым также изменять управляющие воздействия L* точек Р31-Р34 полосы. В этом случае осуществляется изменение соответствующих управляющих воздействий L*, но не на основе сравнения на этапе S53, а на основе вышестоящего управляющего воздействия, которое задается управляющему вычислителю 8 от другого управляющего устройства, например, управляющего устройства 8', или от обслуживающего персонала.
Как уже упомянуто, после чистового прокатного стана 1 расположен, как правило, участок 6 охлаждения. Участок 6 охлаждения имеет охлаждающие устройства 7. Каждое охлаждающее устройство 7 имеет (по меньшей мере) один регулирующий клапан 7' и некоторое количество соотнесенных с соответствующим регулирующим клапаном 7' форсунок 7”. Посредством соответствующего регулирующего клапана 7' устанавливается количество охладителя, локально подаваемого на полосу 2. Регулирующие клапаны 7' реагируют относительно инерционно. Отсчитывая от момента времени, в который регулирующий клапан 7' управляется с помощью измененного регулирующего воздействия S, до момента времени, в который измененное управление воздействует на полосу 2, имеет место время Т запаздывания, которое часто находится в секундном диапазоне. Обычным является время запаздывания от 2 до 5 секунд. Кроме того, характеристика скорости vL управления также оказывает влияние на время прохождения точками 12, 13, 13' полосы через участок 6 охлаждения. Поэтому необходимо, чтобы управляющее устройство 8', которое осуществляет управление охлаждающими устройствами 7 участка 6 охлаждения, знало не только мгновенное значение скорости vL управления, но и также ее будущую характеристику, так как только тогда управляющее устройство 8' участка 6 охлаждения сможет своевременно реагировать на предстоящие в будущем изменения скорости vL управления. Управляющее устройство 8' участка 6 охлаждения также должно применять управляющее воздействие L*, а именно также предстоящие в будущем управляющие воздействия L*, для определения регулирующих воздействий S для регулирующих клапанов 7', если корректные количества охладителя должны подаваться в «правильных» местах полосы 2. Это справедливо, разумеется, в аналогичной форме и в том случае, когда управление участком 6 охлаждения должно осуществляться управляющим вычислителем 8.
В случае, когда имеются межклетевые охлаждающие устройства 5, в межклетевых охлаждающих устройствах 5 возникают аналогичные времена запаздывания. Поэтому и здесь должна применяться характеристика управляющего воздействия при определении регулирующих воздействий S для межклетевых охлаждающих устройств 5, чтобы своевременно реагировать на предстоящие в будущем изменения скорости vL управления. Поэтому предпочтительным образом горизонт Н прогнозирования согласно фиг. 14 по меньшей мере такой величины, как вышеописанное время Т запаздывания. Предпочтительным образом горизонт Н прогнозирования даже больше, чем время Т запаздывания. Если, например см. фиг. 7, время Т запаздывания корреспондируется с точками Р31-Р33, то горизонт Н прогнозирования должен был бы продолжаться по более чем двум точкам полосы, например, согласно представлению на фиг. 7 по четырем точкам полосы.
По существу, по сходным причинам наименьшее расстояние MIN, внутри которого подстройка управляющего воздействия L* подавляется, должно быть по меньшей мере такой величины, как время Т запаздывания, например, согласно фиг. 7 соответствовать трем точкам полосы.
Управляющие воздействия L* с самого начала выборочно определяются для отдельных точек 12, 13 полосы. Для определения непрерывной характеристики скорости управления, согласно фиг. 15, этап S4 выполняется в форме этапа S61. На этапе S61 управляющий вычислитель 8 связывает определенные управляющие воздействия L* посредством сплайнов друг с другом, так что за счет такого связывания получается характеристика управляющих воздействий, которая является непрерывной и дифференцируемой. Тем самым, определенная таким образом характеристика скорости управления является непрерывной и дифференцируемой.
Альтернативно этапу S61 мог бы иметься этап S62. На этапе S62 управляющий вычислитель 8 определяет, на основе выборочно определенных управляющих воздействий L*, соответствующие выборочные скорости vL управления. В этом случае управляющий вычислитель 8 связывает соответствующие скорости vL управления посредством сплайнов друг с другом, так что за счет такого связывания получается непрерывная и дифференцируемая характеристика скорости управления.
Этапы S61 и S62 являются альтернативными друг другу. Поэтому хотя они оба представлены на фиг. 15, однако оба показаны пунктиром.
Описанный выше способ функционирования для чистового прокатного стана 1 предоставляет сначала скорости vL управления, пока последняя точка 13 полосы для полосы 2 не войдет в чистовой прокатный стан 1. Скорость vL управления должна, однако, определяться, пока по меньшей мере одна точка 12, 13, 13' полосы находится в чистовом прокатном стане 1, то есть и тогда, когда никакая следующая точка 12, 13 полосы не входит в чистовой прокатный стан 1. Без особых проблем соответствующий изобретению способ действий можно соответственно расширить. Требуется только в управляющем вычислителе 8 дополнительно к точкам 12, 13, 13' полосы для физически имеющейся полосы 2 учитывать виртуальные точки полосы, которые привязываются к упомянутым точкам полосы. Также для этих виртуальных точек полосы определяется соответствующее управляющее воздействие L*. Однако этим виртуальным точкам полосы не соответствуют ни фактическое значение G, ни номинальное значение G*, так что виртуальные точки полосы сами не вносят вклад в определение соответствующих управляющих воздействий L*.
В рамках пояснения настоящего изобретения пояснялось управляющее воздействие L* соответственно в связи с точками 12, 13, 13' полосы, которые в определенные моменты времени входят в чистовой прокатный стан 1. Однако это не следует понимать таким образом, что соответствующие управляющие воздействия L* жестко ассоциированы с соответствующими точками 12, 13 полосы, так как соответствующее управляющее воздействие L* действует глобально на всю полосу 2. Решающей является поэтому привязка соответствующего управляющего воздействия L* к определенному моменту времени, причем момент времени определяется тем, что соответствующая точка 12, 13 полосы в этот момент времени входит в чистовой прокатный стан 1.
Настоящее изобретение имеет много преимуществ. В частности, обеспечивается возможность прогнозирования характеристики управляющего воздействия или скорости управления, которая позже при работе чистового прокатного стана 1 будет также фактически соблюдаться. В связи с этим обеспечивается улучшенная точность при поддержании номинальной внутренней энергии на выходе чистового прокатного стана 1 и, кроме того, также улучшенная - даже значительно улучшенная - точность, с которой может регулироваться участок 6 охлаждения. Таким образом, возможно, например, с высокой точностью поддерживать как конечную температуру прокатки (на выходе чистового прокатного стана 1), так и температуру моталки (на выходе участка 6 охлаждения).
Приведенное выше описание служит исключительно объяснением настоящего изобретения. Объем защиты настоящего изобретения, напротив, должен определяться исключительно приложенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления главнымпРиВОдОМ КлЕТи НЕпРЕРыВНОгО пРОКАТНОгОСТАНА | 1979 |
|
SU806185A2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578328C2 |
| Способ определения транспортного запаздывания | 1980 |
|
SU910257A1 |
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОДУКТОВ ПЛОСКОГО МЕТАЛЛОПРОКАТА | 2020 |
|
RU2735643C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПРОКАТНЫХ ИЗДЕЛИЙ | 2021 |
|
RU2783290C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УПРАВЛЯЮЩИХ ВОЗДЕЙСТВИЙ ДЛЯ АКТИВНЫХ ИСПОЛНИТЕЛЬНЫХ ЭЛЕМЕНТОВ ДЛЯ ВОЗДЕЙСТВИЯ НА ПРОФИЛЬ И ПЛАНШЕТНОСТЬ В ПРОКАТНОЙ КЛЕТИ И ЗНАЧЕНИЙ ПРОФИЛЯ И ПЛАНШЕТНОСТИ ЦЕНТРАЛЬНОЙ ОБЛАСТИ ГОРЯЧЕКАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2019 |
|
RU2775774C1 |
| СПОСОБ УПРАВЛЕНИЯ ДЛЯ РАСПОЛОЖЕННОЙ ПЕРЕД УЧАСТКОМ ОХЛАЖДЕНИЯ ЧИСТОВОЙ ЛИНИИ КЛЕТЕЙ ДЛЯ ПРОКАТКИ ГОРЯЧЕКАТАНОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2002 |
|
RU2291750C2 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ С РЕГУЛИРОВАНИЕМ ЕЕ БОКОВОГО ПОЛОЖЕНИЯ И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2008 |
|
RU2449846C2 |
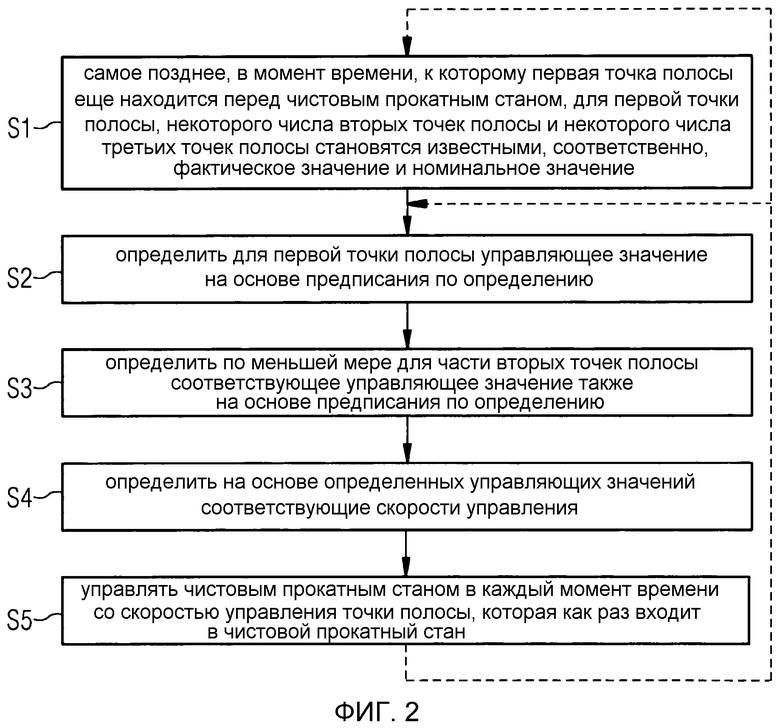
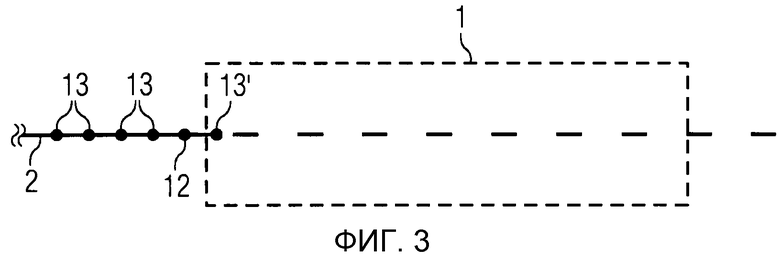

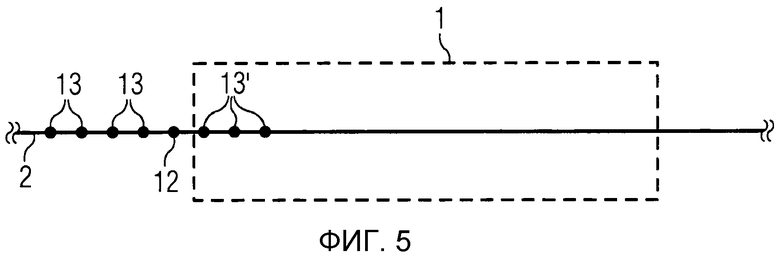
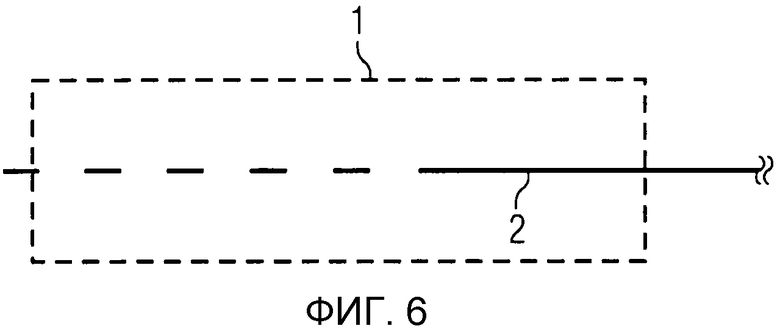


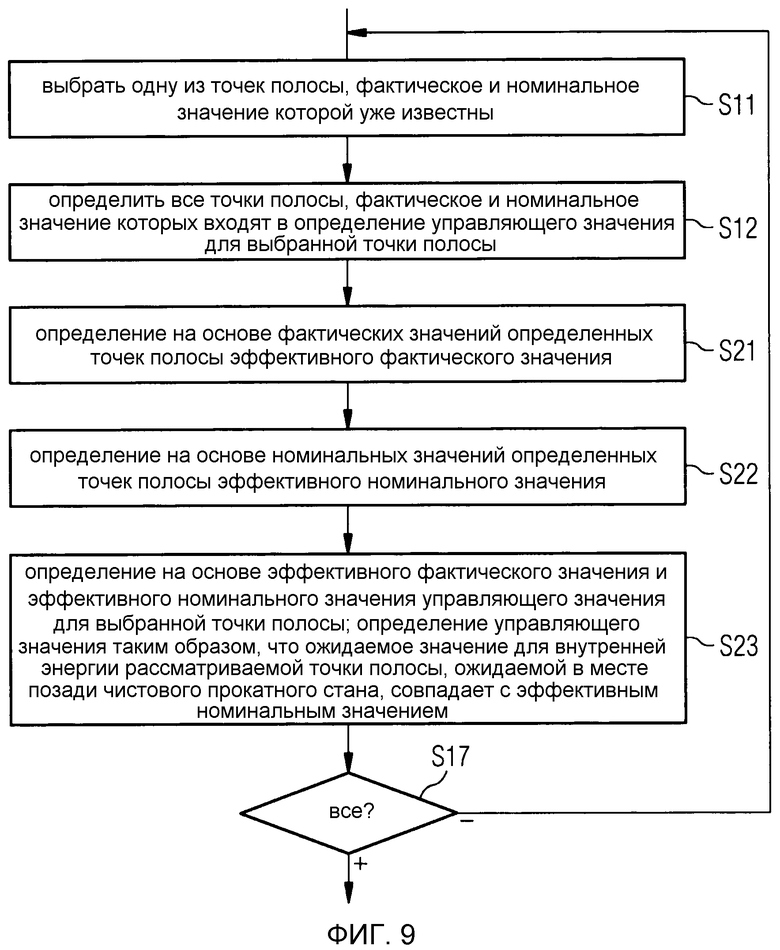
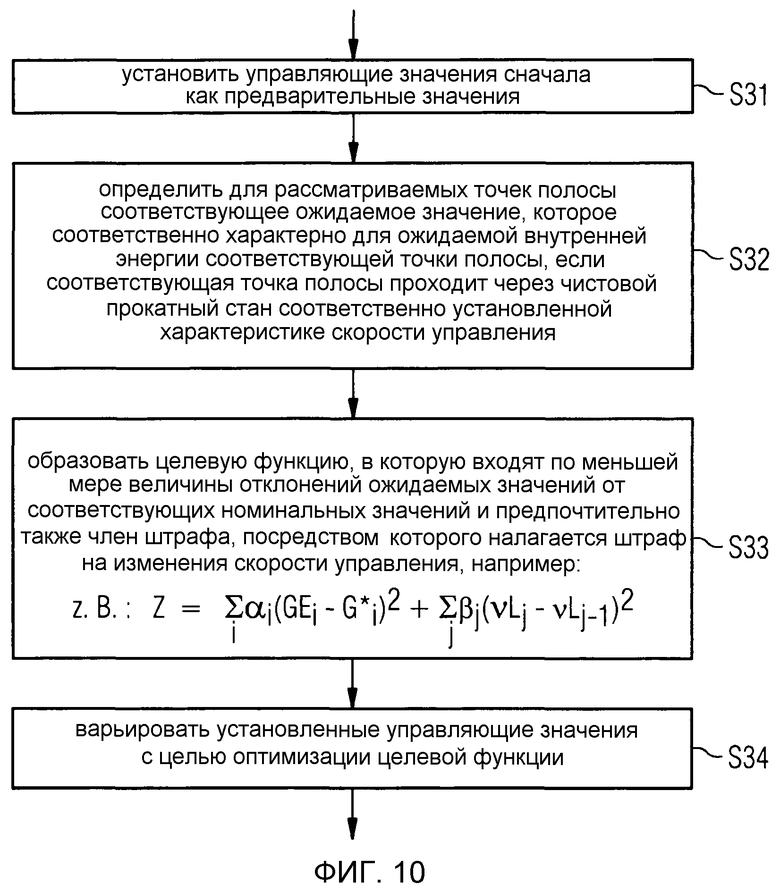
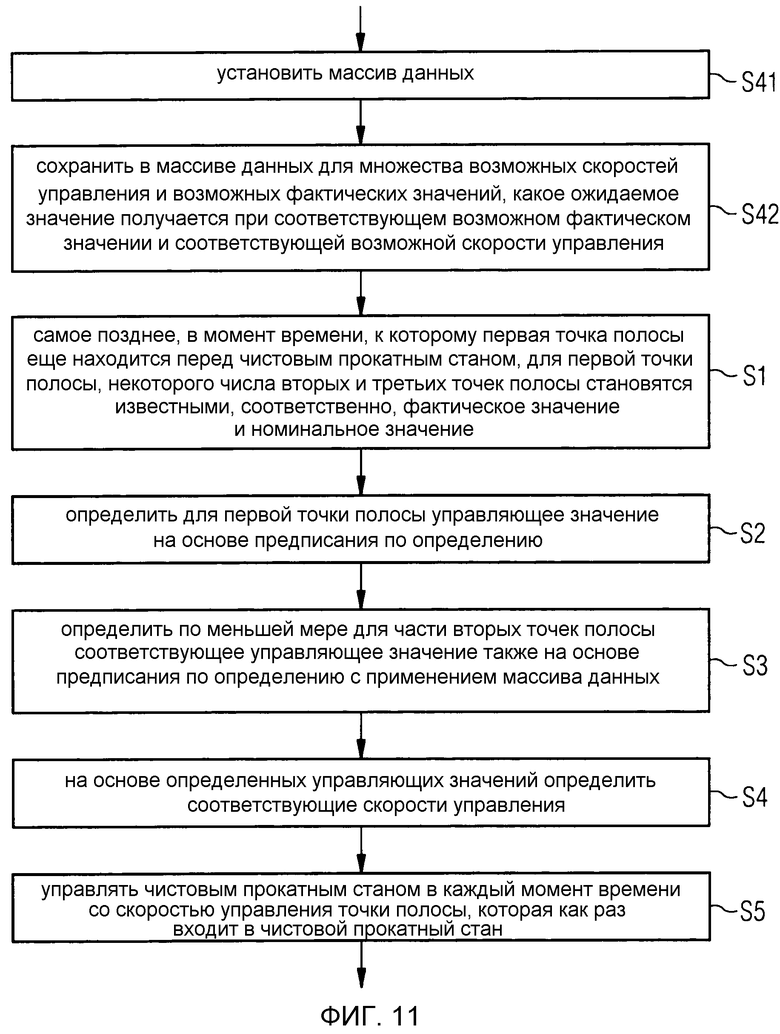
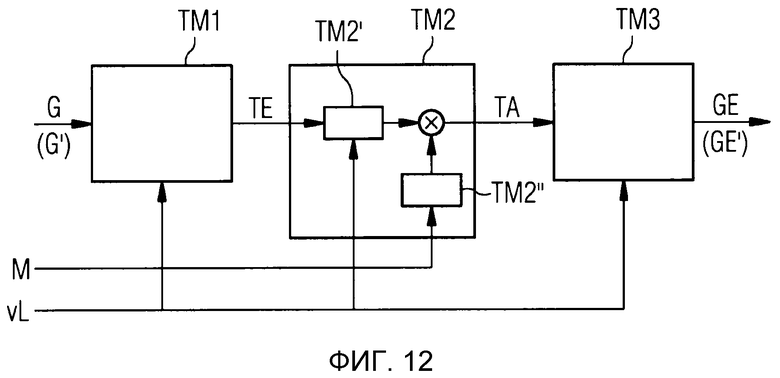

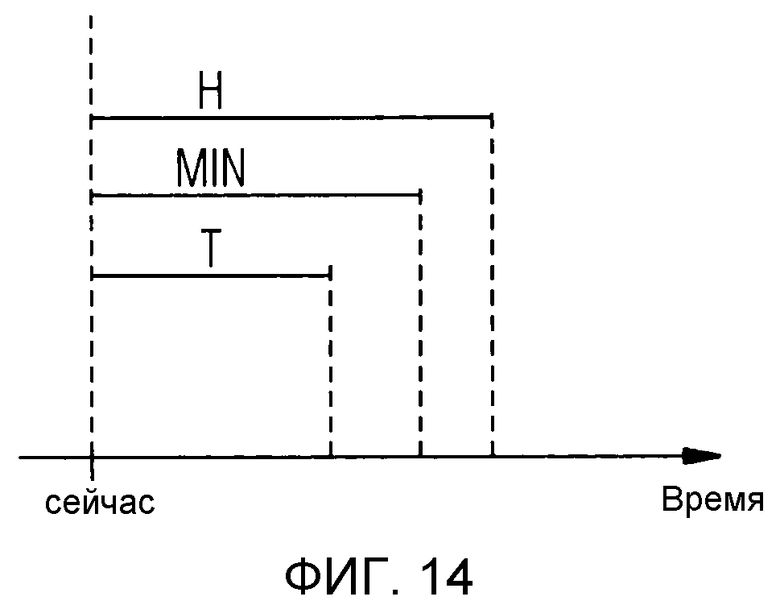
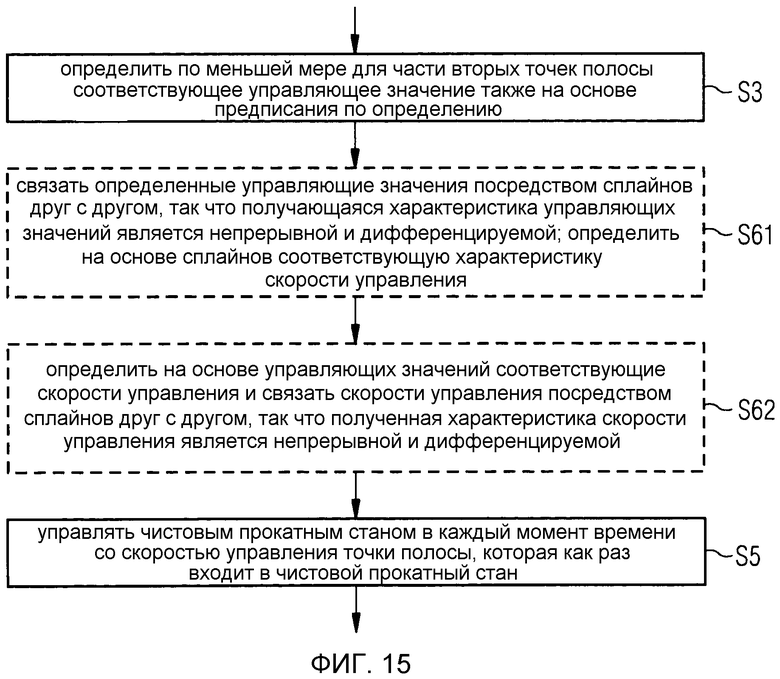
Изобретение относится к металлургии, а именно к прокатному производству. Предложен способ управления чистовым прокатным станом для прокатки полосы с помощью управляющего вычислителя, который на основе определенного для соответствующей точки полосы управляющего значения определяет соответствующую скорость управления. Предложен машиночитаемый носитель данных, содержащий компьютерную программу с машинным кодом, который непосредственно может обрабатываться управляющим вычислителем. Предложены управляющий вычислитель для управления чистовым прокатным станом и чистовой прокатный стан для прокатки полосы, оснащенный управляющим вычислителем. Обеспечивается более высокая точность при поддержании конечной температуры прокатки и температуры моталки. 4 н. и 19 з.п. ф-лы, 15 ил.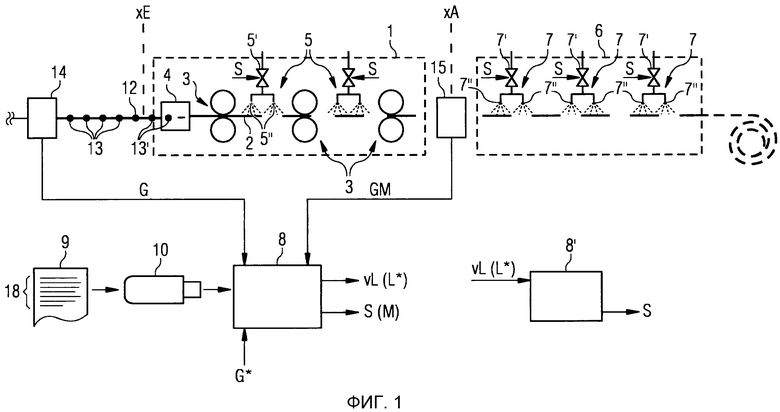
1. Способ управления чистовым прокатным станом (1) для прокатки полосы (2), в котором для управляющего вычислителя (8) для управления чистовым прокатным станом (1) для прокатки полосы не позднее, чем в момент времени, к которому первая точка (12) полосы для полосы (2) еще находится перед чистовым прокатным станом (1), для первой точки (12) полосы, некоторого числа вторых точек (13) полосы и некоторого числа третьих точек (13′) полосы для полосы (2) определяют соответственно фактическое значение (G) и номинальное значение (G*), причем для каждой точки (12, 13, 13′) полосы соответствующее фактическое значение (G) характерно для фактической внутренней энергии соответствующей точки (12, 13, 13′) полосы, а соответствующее номинальное значение (G*) характерно для номинальной внутренней энергии соответствующей точки (12, 13, 13′) полосы, причем для каждой точки (12, 13, 13′) полосы соответствующее фактическое значение (G) относится к месту (хЕ) перед чистовым прокатным станом (1), а соответствующее номинальное значение (G*) относится к месту (хА) после чистового прокатного стана (1), причем вторые точки (13) полосы входят в чистовой прокатный стан (1) после первой точки (12) полосы, а третьи точки (13′) полосы - перед первой точкой (12) полосы, причем с помощью управляющего вычислителя (8) перед входом первой точки (12) полосы в чистовой прокатный стан (1) для первой точки (12) полосы и по меньшей мере части вторых (13) точек полосы определяют соответствующее управляющее значение (L*) на основе специфического для соответствующей точки (12, 13) полосы предписания по определению, причем соответствующее управляющее значение (L*) является характерным для того, с какой скоростью (vL) управления управляющий вычислитель (8) управляет чистовым прокатным станом (1) к моменту времени входа соответствующей точки (12, 13) полосы в чистовой прокатный стан (1), причем управляющий вычислитель (8) на основе определенного для соответствующей точки (12, 13) полосы управляющего значения (L*) определяет соответствующую скорость (vL) управления и управляет чистовым прокатным станом (1) в момент времени входа соответствующей точки (12, 13) полосы в чистовой прокатный стан (1) с соответствующей скоростью (vL) управления, причем для соответствующего управляющего значения (L*) в его предписание по определению входят фактическое значение (G) и номинальное значение (G*) соответствующей точки (12, 13) полосы, входящей в этот момент времени в чистовой прокатный стан (1), а также фактическое значение (G) и номинальное значение (G*) по меньшей мере одной точки (12, 13) полосы, уже вошедшей к этому моменту времени в чистовой прокатный стан (1).
2. Способ по п.1, отличающийся тем, что управляющий вычислитель (8) каждое из управляющих значений (L*) определяет на основе множества отдельных управляющих значений (l*), каждое отдельное управляющее значение (l*) соответственно относится к одной из точек (12, 13, 13′) полосы, фактическое и заданное значения (G, G*) которой входят в определение соответствующего управляющего значения (L*), причем управляющий вычислитель (8) для каждой точки (12, 13, 13′) полосы определяет ее отдельное управляющее значение (l*) таким образом, что соответствующее ожидаемое значение (GE) совпадает с соответствующим заданным значением (G*), и соответствующее ожидаемое значение (GE) является характерным для ожидаемой внутренней энергии, которую соответствующая точка (12, 13, 13′) полосы принимала бы в месте (хА) позади чистового прокатного стана (1), к которому относится соответствующее номинальное значение (G*), если бы управляющий вычислитель (8) управлял чистовым прокатным станом (1) в течение всего прохода соответствующей точки (12, 13, 13′) полосы через чистовой прокатный стан (1) со скоростью (vL) управления, соответствующей отдельному управляющему значению (l*).
3. Способ по п.1, отличающийся тем, что управляющий вычислитель (8) для каждой точки (12, 13) полосы, для которой он определяет ее управляющее значение (L*), на основе фактических значений (G), которые входят в определение управляющего значения (L*) для соответствующей точки (12, 13) полосы, определяет эффективное фактическое значение (G′) и на основе номинальных значений (G*), которые входят в определение управляющего значения (L*) для соответствующей точки (12, 13) полосы, определяет эффективное номинальное значение (G′*), определяет ожидаемое значение (GE), которое характерно для ожидаемой внутренней энергии, которую соответствующая точка (12, 13) полосы принимала бы в месте (хА) позади чистового прокатного стана (1), к которому относится соответствующее эффективное номинальное значение (G′*), если бы управляющий вычислитель (8) управлял чистовым прокатным станом (1) в течение всего прохода соответствующей точки полосы (12, 13) через чистовой прокатный стан (1) со скоростью (vL) управления, соответствующей управляющему значению (L*) для соответствующей точки (12, 13) полосы, и определяет управляющее значение (L*) таким образом, что ожидаемое значение в месте (хА) позади чистового прокатного стана (1), к которому относится эффективное номинальное значение (G′*), имеет эффективное номинальное значение (G′*).
4. Способ по п.1, отличающийся тем, что управляющий вычислитель (8) для определения управляющих значений (L*) сначала назначает управляющие значения (L*) как предварительные значения, управляющий вычислитель (8) для первой точки (12) полосы и по меньшей мере части вторых и третьих точек (13, 13′) полосы определяет соответствующее ожидаемое значение (GE), причем каждое ожидаемое значение (GE) является характерным для ожидаемой внутренней энергии, которую соответствующая точка (12, 13, 13′) полосы принимала бы в месте (хА) позади чистового прокатного стана (1), к которому относится соответствующее номинальное значение (G*), если бы управляющий вычислитель (8) управлял чистовым прокатным станом (1) в течение всего прохода соответствующей точки (12, 13, 13′) полосы через чистовой прокатный стан (1) со скоростями (vL) управления, соответствующими назначенным управляющим значениям (L*), и при этом управляющий вычислитель (8) варьирует назначенные управляющие значения (L*), так что оптимизируется целевая функция (Z), в которую входят величины отклонений ожидаемых значений (GE) от соответствующих номинальных значений (G*).
5. Способ по п.4, отличающийся тем, что в целевую функцию (Z) дополнительно также входит член штрафа, посредством которого налагается штраф на изменения скорости (vL) управления.
6. Способ по любому из пп.2-5, отличающийся тем, что управляющий вычислитель (8) заранее устанавливает массив данных, в котором управляющий вычислитель (8) для множества возможных скоростей (vL) управления и возможных фактических значений (G) сохраняет ожидаемые значения (GE), получающиеся для соответствующих возможных фактических значений (G) при соответствующей возможной скорости (vL) управления, и управляющий вычислитель (8) определяет управляющие значения (L*) для точек (12, 13) полосы с применением массива данных.
7. Способ по п.6, отличающийся тем, что управляющий вычислитель (8)
по меньшей мере для части точек (12, 13, 13′) полосы определяет соответствующее ожидаемое значение (GE′), которое характерно для ожидаемой внутренней энергии, которая ожидается для соответствующей точки (12, 13, 13′) полосы в месте (хА) позади чистового прокатного стана (1), к которому относится соответствующее номинальное значение (G*), на основе скоростей (vL) управления, с которыми управляющий вычислитель (8) управляет чистовым прокатным станом (1) в течение всего прохода соответствующей точки (12, 13, 13′) полосы через чистовой прокатный стан (1),
после прохода соответствующей точки (12, 13, 13′) полосы через чистовой прокатный стан (1) принимает измеренное значение (GM), которое характерно для фактической внутренней энергии соответствующей точки (12, 13, 13′) полосы в месте (хА) позади чистового прокатного стана (1), к которому относится соответствующее номинальное значение (G*), и
на основе сравнения ожидаемой внутренней энергии с фактической внутренней энергией самостоятельно адаптирует модель чистового прокатного стана (1), и
модель чистового прокатного стана (1) адаптирует тем, что он при применении массива данных суммирует фактические значения (G) со смещением, скорости (vL) управления масштабирует коэффициентом масштабирования и/или суммирует с ними смещение, и/или с ожидаемыми значениями (GE, GE′), определенными с применением массива данных, суммирует смещение.
8. Способ по п.1 или 2, отличающийся тем, что для каждого управляющего значения (L*) в его определение вводят фактическое значение (G) и номинальное значение (G*) точек (12, 13, 13′) полосы, уже вошедших в чистовой прокатный стан (1), только тогда, когда эти точки (12, 13, 13′) полосы к моменту времени, для которого определяется соответствующее управляющее значение (L*), еще не вышли из чистового прокатного стана (1).
9. Способ по п.3 или 4, отличающийся тем, что для каждого управляющего значения (L*) в его определение вводят фактическое значение (G) и номинальное значение (G*) точек (12, 13, 13′) полосы, уже вошедших в чистовой прокатный стан (1), только тогда, когда эти точки (12, 13, 13′) полосы к моменту времени, для которого определяется соответствующее управляющее значение (L*), еще не вышли из чистового прокатного стана (1).
10. Способ по п.1 или 2, отличающийся тем, что управляющий вычислитель (8) по меньшей мере для части точек (12, 13, 13′) полосы
определяет соответствующее ожидаемое значение (GE′), которое характерно для ожидаемой внутренней энергии, которая ожидается для соответствующей точки (12, 13, 13′) полосы в месте (хА) позади чистового прокатного стана (1), к которому относится соответствующее номинальное значение (G*), на основе скоростей (vL) управления, с которыми управляющий вычислитель (8) управляет чистовым прокатным станом (1) в течение всего прохода соответствующей точки (12, 13, 13′) полосы через чистовой прокатный стан (1),
после прохождения соответствующей точки полосы (12, 13, 13′) через чистовой прокатный стан (1) принимает измеренное значение (GM), которое является характерным для фактической внутренней энергии соответствующей точки (12, 13, 13′) полосы в месте (хА) позади чистового прокатного стана (1), к которому относится соответствующее номинальное значение (G*), и
на основе сравнения ожидаемой внутренней энергии с фактической внутренней энергией самостоятельно подстраивает по меньшей мере часть уже определенных управляющих значений (L*).
11. Способ по п.3 или 4, отличающийся тем, что управляющий вычислитель (8) по меньшей мере для части точек (12, 13, 13′) полосы
определяет соответствующее ожидаемое значение (GE′), которое характерно для ожидаемой внутренней энергии, которая ожидается для соответствующей точки (12, 13, 13′) полосы в месте (хА) позади чистового прокатного стана (1), к которому относится соответствующее номинальное значение (G*), на основе скоростей (vL) управления, с которыми управляющий вычислитель (8) управляет чистовым прокатным станом (1) в течение всего прохода соответствующей точки (12, 13, 13′) полосы через чистовой прокатный стан (1),
после прохождения соответствующей точки полосы (12, 13, 13′) через чистовой прокатный стан (1) принимает измеренное значение (GM), которое является характерным для фактической внутренней энергии соответствующей точки (12, 13, 13′) полосы в месте (хА) позади чистового прокатного стана (1), к которому относится соответствующее номинальное значение (G*), и
на основе сравнения ожидаемой внутренней энергии с фактической внутренней энергией самостоятельно подстраивает по меньшей мере часть уже определенных управляющих значений (L*).
12. Способ по п.10, отличающийся тем, что управляющий вычислитель (8) на основе сравнения самостоятельно подстраивает только те управляющие значения (L*), которые определены для точек (12, 13) полосы, которые к моменту времени подстройки имеют наименьшее расстояние (MIN) от входа чистового прокатного стана (1).
13. Способ по п.11, отличающийся тем, что управляющий вычислитель (8) на основе сравнения самостоятельно подстраивает только те управляющие значения (L*), которые определены для точек (12, 13) полосы, которые к моменту времени подстройки имеют наименьшее расстояние (MIN) от входа чистового прокатного стана (1).
14. Способ по п.12 или 13, отличающийся тем, что управляющий вычислитель (8) или другое управляющее устройство (8′) применяет определенные управляющие значения (L*) для определения по меньшей мере одного дополнительного регулирующего воздействия (S), которое с задержкой на время (Т) запаздывания и локально воздействует на полосу (2), причем наименьшее расстояние (MIN) определяется таким образом, что соответствующая наименьшему расстоянию (MIN) временная разность по меньшей мере соответствует времени (Т) запаздывания.
15. Способ по п.1 или 2, отличающийся тем, что управляющий вычислитель (8) или другое управляющее устройство (8′) применяет определенные управляющие значения (L*) для определения по меньшей мере одного дополнительного регулирующего воздействия (S), которое с задержкой на время (Т) запаздывания и локально воздействует на полосу (2), причем первая точка (12) полосы и часть вторых точек (13) полосы, для которых было определено соответствующее управляющее значение (L*) перед входом первой точки (12) полосы в чистовой прокатный стан (1), соответствуют горизонту (Н) прогнозирования, который по меньшей мере имеет величину, равную времени (Т) запаздывания.
16. Способ по п.3 или 4, отличающийся тем, что управляющий вычислитель (8) или другое управляющее устройство (8′) применяет определенные управляющие значения (L*) для определения по меньшей мере одного дополнительного регулирующего воздействия (S), которое с задержкой на время (Т) запаздывания и локально воздействует на полосу (2), причем первая точка (12) полосы и часть вторых точек (13) полосы, для которых было определено соответствующее управляющее значение (L*) перед входом первой точки (12) полосы в чистовой прокатный стан (1), соответствуют горизонту (Н) прогнозирования, который по меньшей мере имеет величину, равную времени (Т) запаздывания.
17. Способ по п.1 или 2, отличающийся тем, что управляющий вычислитель (8) сопрягает друг с другом определенные управляющие значения (L*) или соответствующие скорости (vL) управления посредством сплайнов, так что получаемая за счет такого сопряжения характеристика скорости управления является непрерывной и дифференцируемой.
18. Способ по п.3 или 4, отличающийся тем, что управляющий вычислитель (8) сопрягает друг с другом определенные управляющие значения (L*) или соответствующие скорости (vL) управления посредством сплайнов, так что получаемая за счет такого сопряжения характеристика скорости управления является непрерывной и дифференцируемой.
19. Способ по п.1 или 2, отличающийся тем, что управляющий вычислитель (8) выполняет определение управляющих значений (L*) в рамках предварительного вычисления онлайн или в реальном времени.
20. Способ по п.3 или 4, отличающийся тем, что управляющий вычислитель (8) выполняет определение управляющих значений (L*) в рамках предварительного вычисления онлайн или в реальном времени.
21. Машиночитаемый носитель данных, содержащий компьютерную программу, которая включает в себя машинный код (11), который непосредственно может обрабатываться управляющим вычислителем (8) для чистового прокатного стана (1) для прокатки полосы (2) и обработка которого управляющим вычислителем (8) вызывает выполнение управляющим вычислителем (8) управления чистовым прокатным станом (1) согласно способу по любому из пп.1-20.
22. Управляющий вычислитель (8) для управления чистовым прокатным станом (1) для прокатки полосы (2), характеризующийся тем, что он выполнен с возможностью управления чистовым прокатным станом (1) согласно способу по любому из пп.1-20.
23. Чистовой прокатный стан (1) для прокатки полосы (2), отличающийся тем, что он оснащен управляющим вычислителем (8) для управления чистовым прокатным станом (1) для прокатки полосы (2) по п.22.
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ ПРОКАТА | 2000 |
|
RU2184632C2 |
| WO 03045599 A1, 05.06.2003 | |||
| US 6220067 B1, 24.04.2001 | |||
| DE 10321791 A1, 30.12.2004 | |||
| JP 63168211 A, 12.07.1988 | |||

