Изобретение относится к способу формирования коррозионно-стойкого покрытия на изделиях из титановых сплавов. Способ состоит в нанесении на поверхность изделия материала, имеющего в составе металлы платиновой группы и повышающее вязкость вещество, отличающийся от известного тем, что покрытие формируют при термическом отжиге с получением слоя оксидов.
Трубы из титановых сплавов часто эксплуатируются в условиях морской среды с высоко агрессивными компонентами, например хлоридов с содержанием солей до 20% (вес). В результате на их внутренней поверхности появляются трудноустранимые коррозионные разрушения.
Известно, что коррозионная стойкость титана и его сплавов обусловлена наличием поверхностной оксидной пленки. Нарушение стабильности пленки оксида титана в растворах концентрированных кислот и щелочей может приводить к высоким скоростям коррозии и коррозионным разрушениям титановых изделий. Особенно это явление имеет место при эксплуатации труб в составе опреснительных и выпарных аппаратов.
Из уровня техники известны способы повышения коррозионной стойкости изделий из титановых сплавов и стали. [1, 2, 3, 4].
Способ повышения коррозионной стойкости за счет легирования титановых сплавов металлами платиновой группы: платиной, палладием, рутением [1]. Введение платины, палладия или рутения в количестве 0,05-0,20% (вес.) значительно повышает стабильность оксидной пленки титана и коррозионную стойкость в среде концентрированной серной кислоты с температурой 100°С [1].
Для агрессивных условий эксплуатации в качестве коррозионно-стойкого, материала используют сплавы марки Grade 7 (Ti+0,15Pd) или Grade 26 (Ti+0,1Pd) и др.[1].
Металлы платиновой группы обусловливают более низкое перенапряжение выделения водорода в кислой среде, усиливая тем самым кинетику катодной части электрохимической реакции пассивации. Защитное действие металлов платиновой группы обусловлено поляризующим воздействием.
Этот способ отличается дороговизной из-за стоимости металлов платиновой группы.
Способ нанесения металлосодержащих покрытий на лопатки компрессора авиационного двигателя для повышения сопротивления коррозии [2]. Способ [2] представляет сложные процессы осаждения многослойного покрытия катодным распылением и требует для его выполнения специализированного громоздкого оборудования. Кроме того, в процессе осаждения многослойного покрытия в поверхностных слоях деталей появляются повышенные внутренние напряжения, которые вызывают возникновение микротрещин, приводящих к коррозии и разрушению поверхности изделий, находящихся в морской среде с высокой влажностью при воздействии абразивной эрозии.
Способ [3] заключается в повышении коррозионной стойкости титановых сплавов за счет использования платины.
Известен способ [4] получения покрытий при разложении солей уксусной кислоты (Ni2(H2O)(OOCC(СН3)3)4(НООСС(СН3)3)4 на изделия из никеля. При термическом разложении солей на поверхности изделий из никеля образуется в зависимости от применяемой атмосферы (инертная или обычная) либо чистый металл, либо оксиды этих металлов.
Недостатком этого способа является невозможность использования составов, указанных в патенте, для повышения коррозионной стойкости изделий из титана. Если нанести запатентованные [4] смеси солей Ni2(H2O)(ООСС(СН3)3)4(НООСС(СН3)3)4)+Ru3O(ООСС(СН3)3)7(НООСС(СН3)3)3), на поверхность изделий из титана, то эти соли при температуре выше 350°С представляют сухую солевую композицию уксусной кислоты, приводящую к повышенной коррозии титана. Повышенная скорость коррозии титана в этих условиях делает невозможным использование этих составов солей.
Наиболее близким аналогом (прототипом) является способ нанесения металлов платиновой группы на металлическую подложку из титана [5], состоящий в прямом нанесении небольшого количества металла платиновой группы или его сплава на титановую поверхность. Коррозионная защита титановых изделий достигается нанесением аппликаций из металлов платиновой группы на поверхность титановых изделий методами сварки, металлизации или осаждением из паров.
Недостатком этого изобретения является то, что покрытие наносится не на всю поверхность титанового изделия, а только на его часть в виде отдельных аппликаций при соотношении площадей Pt:Ti=1:10000, что не обеспечивает равномерную защиту от коррозии по всей поверхности и наличие необходимого громоздкого оборудования для нанесения аппликаций, а также отсутствие технологической возможности нанесения коррозионно-стойкого покрытия на внутреннюю поверхность изделий сложной формы и сварных швов.
Использование даже незначительного количества металлов платины или палладия отличается дороговизной и необходимостью в обеспечении сохранности драгоценных металлов.
Техническим результатом предлагаемого изобретения является:
- формирование коррозионно-стойкого покрытия на изделиях и сварных швах из титановых сплавов;
- использование для формирования коррозионно стойкого покрытия более дешевых материалов, чем платина или палладий;
- получение сплошного слоя коррозионно-стойкого покрытия на 100% поверхности изделий и сварных швов;
- минимизация стоимости процесса формирования коррозионно-стойкого покрытия.
Для достижения технического результата предлагается способ, состоящий в нанесении на поверхность изделий из титановых сплавов сплошного слоя материала, содержащего термически неустойчивую соль рутения (Ru(ОН)Cl3) с добавлением повышающего вязкость вещества, и формировании на поверхности изделий при термическом отжиге коррозионно-стойкого покрытия из оксидов рутения.
Поверхность изделия из титановых сплавов с целью увеличения шероховатости и смачиваемости предварительно подвергают дробеструйной обработке и обезжириванию. Затем наносят водный или спиртовой раствор дисперсных частиц термически неустойчивой соли гидроксихлорида рутения (Ru(ОН)Cl3). Дополнительно вводят в водный раствор, повышающее вязкость вещество (глицерин), в количестве до 20% от общего количества раствора. Раствор наносят погружением, окрашиванием или другим способом.
При этом вся поверхность изделия, высыхая, равномерно покрывается сплошным слоем микрокристаллов соли (Ru(ОН)Cl3.
После формирования на поверхности изделия сплошного слоя микрокристаллов соли Ru(ОН)Cl3 осуществляют термический отжиг при температуре 450°С. В результате отжига вода, входящая в состав окрашенного слоя - Ru(ОН)Cl3, испаряется, а кристаллы соли на поверхности изделия разлагаются с образованием рутения. Образовавшиеся зародыши металлического рутения окисляются непосредственно на поверхности титанового изделия с образованием новой структуры - оксида рутения (RuO2):

Термический отжиг при температуре 450°С повышает сцепление образовавшихся оксидов рутения с поверхностью изделий. Равномерно или сосредоточенно распределенные оксиды рутения оказывают в коррозионно-активной среде поляризующее действие на всю поверхность и переводят ее в область потенциалов устойчивой пассивности титана с формированием коррозионно-стойкого покрытия на поверхности изделия и обеспечением коррозионной стойкости.
При этом достигается, в отличие от известных способов, кроющий механизм защиты вследствие образования на поверхности сплошного слоя, состоящего из оксидов рутения.
Механизм формирования коррозионно-стойкого покрытия на изделиях из титановых сплавов по заявляемому способу заключается также в снижении перенапряжения катодной реакции выделения водорода и усилении катодной деполяризации (H++e→H).
- В отличие от известных способов нанесения коррозионно-стойких покрытий в заявляемом изобретении для формирования покрытия используются недорогие металлы платиновой группы, а соль рутения (Ru(ОН)Cl3), которая по стоимости в десятки раз дешевле.
- Преимущество и отличие заявляемого способа состоит в технологической простоте выполнения, пригодности к выполнению в любых условиях, в том числе эксплуатационных при отсутствии специального оборудования и квалифицированных рабочих.
- Преимущество заявляемого способа заключается в возможности нанесения покрытий на любые труднодоступные участки изделия, включающие внутреннюю поверхность труб малого диаметра и сварные швы.
- Преимущество заявляемого способа состоит в том, что покрытие может быть нанесено как погружением в раствор, так и простым окрашиванием кистью или пульверизатором.
- Преимущество и отличие заявляемого способа состоит в том, покрытие формирует сплошной непрерывный слой оксидов рутения на поверхности изделия в отличие от известного способа, когда покрытие наносится аппликациями.
- Преимущество заявляемого способа состоит в его экономической выгоде.
Пример формирования покрытия заявляемого изобретения представлен ниже. Предварительная обработка поверхности образцов из титанового сплава размером 35×35×4 мм состояла в дробеструйной обработке дробью, обезжиривании. После предварительной обработки производили ручное окрашивание в водном растворе, содержащем соль рутения гидрооксихлорид (RuOHCl3) - 18%, титана треххлористого (TiCl3) - 15%, гексохлориридиевой кислоты (H2IrCl3) - 18%, соляной кислоты (HCl) - 1%. Титан треххлористый вводили в раствор для формирования покрытия с требуемым составом (30% Ru и 70% Ti). Гексохлориридиевая кислота содержит металл платиновой группы, который добавляли для усиления коррозионных свойств покрытия. Для повышения вязкости раствора добавляли 20% глицерина. Для нанесения одного слоя на 1 м2 рабочей поверхности расходуется от 0,4 г до 1,3 г соли рутения гидрооксихлорида.
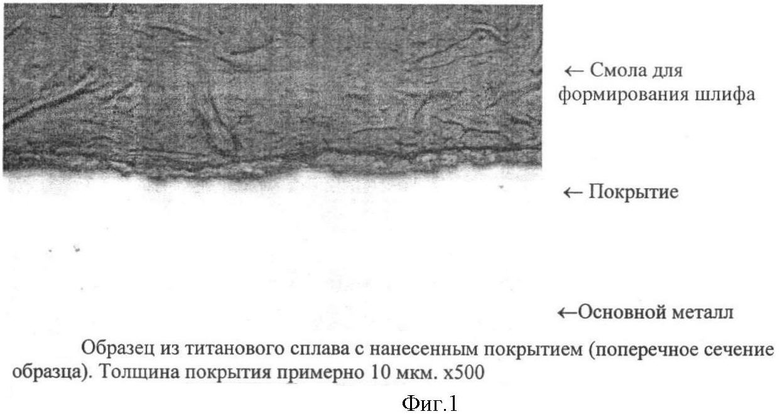
После нанесения первого слоя образцы обрабатывали в печи при температуре 360±10°С в течение 20 мин; после нанесения второго и последующих слоев проводили отжиг при температуре 450±10°С в течение 30 мин. Толщину покрытия определяли на микрошлифах в поперечном сечении шлифа при увеличении ×500.
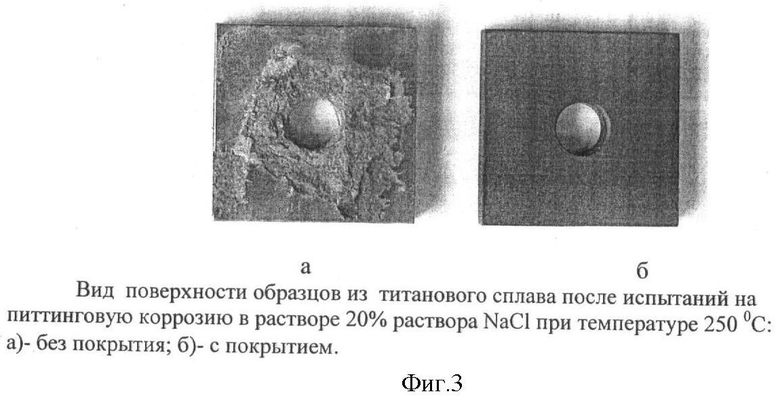
Коррозионные испытания на питтинговую коррозию проводили в автоклаве в среде 20% раствора NaCl при температуре 250°С и pH 2,0 в течение 2000 часов. Испытания проводили в соответствии с методикой [6].
Оценка склонности к питтингу выполнена визуально при осмотре поверхности образцов с использованием оптического микроскопа при увеличении ×12. Выявляли питтинги диаметром не менее 0,1 мм.
Результаты испытаний показали, что образцы без покрытия были покрыты язвенными разрушениями с питтинговыми поражениями поверхности размером более 4,0 мм. Образцы, с нанесенным покрытием по заявляемому способу, имели совершенно неповрежденную блестящую поверхность, никаких поражений поверхности обнаружено не было.
Результаты работы представлены ниже на фигурах 1, 2, 3.
Подписи к фигурам.
Фиг.1 - Образец из титанового сплава с нанесенным покрытием (поперечное сечение образца). Толщина покрытия примерно 10 мкм×500
Фиг 2 - Вид поверхности образцов из титанового сплава: а) - без покрытия; б) - с покрытием. |
Фиг.3 - Вид поверхности образцов из титанового сплава после испытаний на питтинговую коррозию в растворе 20% раствора NaCl при температуре 250°С:
а) - без покрытия; б) - с покрытием.
Представленные результаты наглядно показывают, что заявляемый способ позволяет достичь значительного повышения коррозионной стойкости титановых изделий даже в условиях питтинговой коррозии при использовании, в несколько раз более дешевых материалов, чем платина при формировании сплошного, непрерывного слоя коррозионно-стойкого покрытия на всей поверхности изделия.
Заявляемый способ формирования коррозионно-стойкого покрытия позволяет увеличить в 6-8 раз ресурс различных элементов оборудования
Источники:
[1] Стандарт на бесшовные трубы из титана и титановых сплавов для конденсаторов и теплообменников А8ТМ В 338.
[2] Патент №2161661, С23С 14/06, С23С 14/48, 10.012001, «Способ нанесения износостойких покрытий и повышения долговечности деталей».
[3] Патент GD 860968 (А), С23P 13/00, 1961-02-15 «Method of improving the corrosion resistance of titanium and titanium base alloy».
[4] Патент Ru 2339736, C23C 18/02, 26.07.2006, «Способ получения покрытия на изделии из никеля или никельсодержащего сплава и покрытие, полученное этим способом».
[5] Патент Ru №2336366 С2, C23C 26/00, C23C 16/06, 10.04.2005, «Титановое изделие с повышенной коррозионной стойкостью» - прототип.
[6] Методы ускоренных испытаний на стойкость к питтинговой коррозии.
ГОСТ9.912-89 (СТ СЭВ 64461-88).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОФУНКЦИОНАЛЬНОГО КОРРОЗИОННО-СТОЙКОГО ЭЛЕКТРОДА | 2011 |
|
RU2456379C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРРОЗИОННОСТОЙКОГО ЭЛЕКТРОДА | 2013 |
|
RU2533387C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАДИЕНТНОГО КАТАЛИТИЧЕСКОГО ПОКРЫТИЯ | 2011 |
|
RU2490372C2 |
| СПЛАВ НА ОСНОВЕ ТИТАНА (ВАРИАНТЫ) И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2015 |
|
RU2606677C1 |
| Сплав на основе титана | 2022 |
|
RU2801581C1 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2002 |
|
RU2228387C2 |
| ВЫСОКОЭФФЕКТИВНОЕ АНОДНОЕ ПОКРЫТИЕ ДЛЯ ПОЛУЧЕНИЯ ГИПОХЛОРИТА | 2005 |
|
RU2379380C2 |
| ТИТАНОВОЕ ИЗДЕЛИЕ С УЛУЧШЕННОЙ КОРРОЗИОННОЙ УСТОЙЧИВОСТЬЮ И СПОСОБ УЛУЧШЕНИЯ КОРРОЗИОННОЙ СТОЙКОСТИ ТИТАНОВОГО ИЗДЕЛИЯ | 2004 |
|
RU2380459C2 |
| МАТЕРИАЛ ТИТАНОВОГО СПЛАВА, КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ И КОНТЕЙНЕР ДЛЯ РАДИОАКТИВНЫХ ОТХОДОВ | 2010 |
|
RU2452785C2 |
| ТИТАНОВОЕ ИЗДЕЛИЕ С ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ | 2003 |
|
RU2336366C2 |

Изобретение относится к способу формирования коррозионно-стойкого покрытия на изделиях из титановых сплавов и может быть использовано для защиты от коррозии труб из титановых сплавов, эксплуатируемых в условиях морской среды, содержащей до 20 вес. % хлоридов. На поверхность изделия наносят раствор термически неустойчивой соли рутения Ru(OH)Сl3 с добавлением повышающего вязкость вещества и осуществляют термический отжиг с получением слоя из оксида рутения. Коррозионно-стойкое покрытие формируют на 100% защищаемой поверхности. Наносимый раствор может дополнительно содержать H2IrCl2, TiCl3, HCl. В качестве повышающего вязкость вещества используют глицерин в количестве до 20% от общего количества раствора. Термический отжиг осуществляют в окислительной атмосфере при температуре 450°С. Поверхность изделия подвергают предварительной обработке для увеличения шероховатости и повышения смачиваемости, в частности, дробеструйной обработке, с последующим обезжириванием. Обеспечивается нанесение покрытия на изделия из титановых сплавов любой сложности, имеющие сварные швы, в частности, на внутреннюю поверхность труб, танков двойного дна. Изобретение отличается простотой исполнения, оно может выполняться в любых производственных условиях, не требующих специального оборудования. 6 з.п. ф-лы, 3 ил.
1. Способ формирования коррозионно-стойкого покрытия на изделиях из титановых сплавов, включающий нанесение на поверхность изделия материала, имеющего в составе металлы платиновой группы, отличающийся тем, что в качестве наносимого материала используют раствор термически неустойчивой соли рутения Ru(ОН)Сl3 с добавлением повышающего вязкость вещества и осуществляют термический отжиг с получением слоя из оксида рутения.
2. Способ по п.1, отличающийся тем, что коррозионно-стойкое покрытие формируют на 100% защищаемой поверхности.
3. Способ по п.1, отличающийся тем, что используют соль рутения с добавлением H2IrCl2, TiCl3, HCl.
4. Способ по п.1, отличающийся тем, что в качестве повышающего вязкость вещества используют глицерин в количестве до 20% от общего количества раствора.
5. Способ по п.1, отличающийся тем, что термический отжиг осуществляют в окислительной атмосфере при температуре 450°С.
6. Способ по п.1, отличающийся тем, что поверхность изделия подвергают предварительной обработке для увеличения шероховатости и повышения смачиваемости.
7. Способ по п.1, отличающийся тем, что предварительную обработку поверхности осуществляют дробеструйной обработкой с последующим обезжириванием.
| ТИТАНОВОЕ ИЗДЕЛИЕ С ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ | 2003 |
|
RU2336366C2 |
| ТИТАНОВОЕ ИЗДЕЛИЕ С УЛУЧШЕННОЙ КОРРОЗИОННОЙ УСТОЙЧИВОСТЬЮ И СПОСОБ УЛУЧШЕНИЯ КОРРОЗИОННОЙ СТОЙКОСТИ ТИТАНОВОГО ИЗДЕЛИЯ | 2004 |
|
RU2380459C2 |
| RU 2008115445 A1, 27.10.2009 | |||
| US 3063835 A, 13.11.1962 | |||
| US 3102086 A, 27.08.1963. | |||

