Изобретение относится к электроконтактной роликовой приварке ферромагнитных порошков и может быть использовано для восстановления изношенных и упрочнения рабочих поверхностей деталей.
Прототипом изобретения является устройство электроконтактной приварки ферромагнитных порошков, включающее роликовый электрод, привод вращения детали, механизм прижатия электрода и механизм его перемещения, сварочный трансформатор [1].
Недостатком прототипа являются значительные потери ферромагнитного порошка от смывания охлаждающей жидкостью и увеличенное энергопотребление устройства.
Изобретение позволяет получить новый технический эффект - снижение потерь ферромагнитного порошка от смывания его охлаждающей жидкостью и снижение энергопотребления устройства.
Этот технический эффект достигается тем, что по длине окружности роликового электрода на расстоянии от рабочей поверхности роликового электрода, обеспечивающем достаточную силу притяжения ферромагнитного порошка, помещен кольцевой постоянный магнит с максимальной плотностью линий магнитной индукции на внешней цилиндрической поверхности кольцевого магнита.
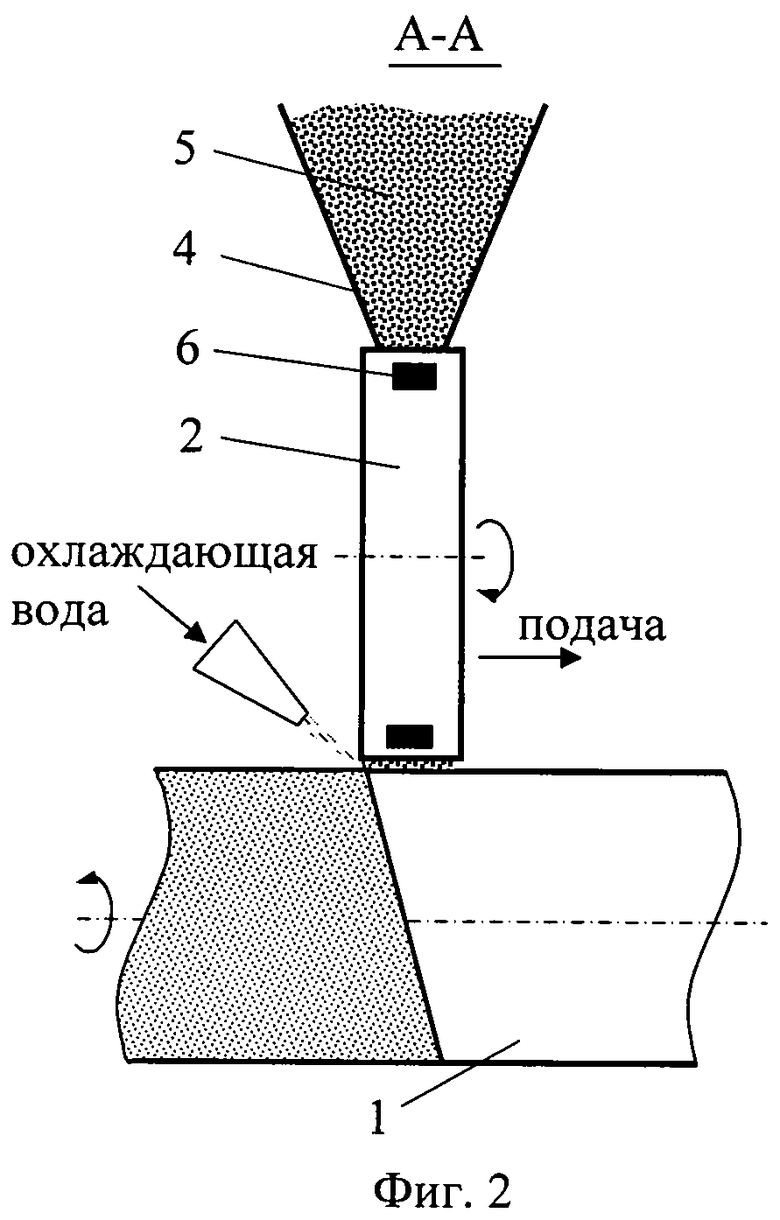
На фиг.1 приведена схема способа.
На фиг.2 приведен вид А-А фиг.1.
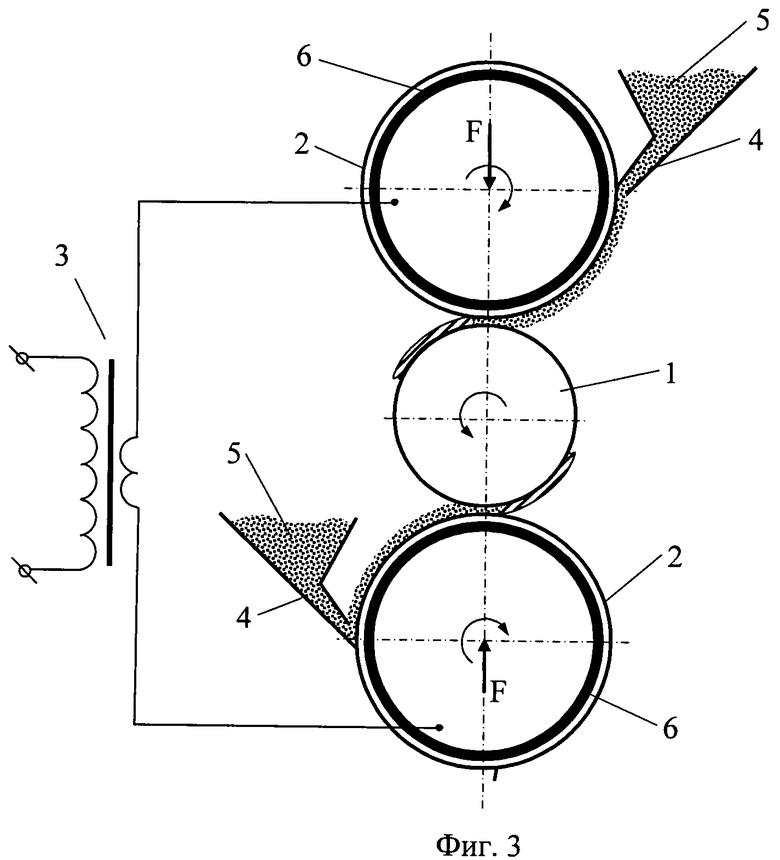
На фиг.3 приведена двухроликовая схема электроконтактной приварки ферромагнитного порошка.
Схема устройства включает в себя деталь 1 и роликовый электрод 2, подключенные к сварочному трансформатору 3, бункер 4 с ферромагнитным порошком 5, кольцевой постоянный магнит 6.
Работа устройства для электроконтактной приварки ферромагнитного порошка заключается в следующем.
Механизм вращения приводит во вращение деталь 1, а роликовый электрод 2 посредством механизма нагружения (на чертеже не показано) прижимается к детали 1 и за счет силы трения вращается в направлении, указанном стрелкой. Кроме того, роликовый электрод 2 имеет возможность перемещения вдоль детали 1. Токопровод осуществляется по схеме роликовый электрод 2 - деталь 1. Для повышения производительности электроконтактной приварки ферромагнитного порошка и уменьшения деформации детали от силы прижатия роликового электрода токопровод может реализовываться по двухроликовой схеме: роликовый электрод 2 - деталь 1 - роликовый электрод 2 (фиг.3). Ферромагнитный порошок 5 поступает из бункера 4 к выходному отверстию, которое имеет заданный профиль, определяющий количество захватываемого ферромагнитного порошка 5. Ферромагнитный порошок 5 захватывается из порошкопровода за счет магнитного притяжения к рабочей поверхности роликового электрода 2. Магнитная сила притяжения возникает от кольцевого постоянного магнита 6, размещенного в роликовом электроде 2 на расстоянии, обеспечивающем достаточную силу притяжения ферромагнитного порошка 5 к рабочей поверхности роликового электрода 2. Кольцевой постоянный магнит 6 может быть выполнен в виде кольца различной формы сечения (например, трапецеидальной, прямоугольной, круглой или другой формы), зависящей от формы рабочей поверхности роликового электрода, необходимой формы расположения ферромагнитного порошка 5 на рабочей поверхности роликового электрода 2 или от других факторов. Кроме того, вместо одного кольцевого магнита возможно использование небольших постоянных магнитов, расположенных последовательно. Удерживаемый магнитными силами на рабочей поверхности роликового электрода 2 ферромагнитный порошок 5 поступает к зоне приварки за счет вращения роликового электрода 2, где приваривается импульсом тока от сварочного трансформатора 3 к поверхности детали 1.
Для реализации данного устройства необходимо, чтобы сила магнитного притяжения, действующая на ферромагнитный порошок, была больше суммы всех сил, направленных на отрыв ферромагнитного порошка от рабочей поверхности роликового электрода, - это сила тяжести, силы смывания порошка охлаждающей жидкостью и сила магнитного притяжения со стороны детали, действующая во время импульса тока. Сила магнитного притяжения определяется мощностью постоянного магнита и расстоянием до рабочей поверхности роликового электрода.
Количество подаваемого к зоне приварки ферромагнитного порошка 5 может определяться мощностью магнита и площадью выходного отверстия порошкопровода. Место расположения выходного отверстия порошкопровода относительно окружности роликового электрода определяется общей компоновкой установки для электроконтактной приварки.
После электроконтактной приварки деталь намагничивается, что нежелательно в некоторых случаях, поэтому после электроконтактной приварки необходимо размагничивать деталь, например, в переменном магнитном поле.
Устройство может быть реализовано на установках для электроконтактной приварки 011-1-02Н, 01-11.022М, 011-1-05 и других подобных установках.
Пример осуществления способа. Приваривался ферромагнитный порошок ФБХ-6-2 на цилиндрическую деталь диаметром 30 мм из стали 45. Режим приварки: действующее значение силы тока приварки I=5 кА; усилие прижатия роликового электрода F=1,5 кН; длительность импульсов тока tимп=0,04 с; длительность пауз tп=0,06 с. Для сравнения известным способом на аналогичный образец приваривался то же порошок, на том же режиме. При приварке предлагаемым способом потери ферромагнитного порошка составили 2…5%, а при известном способе 50…70%. Из примера видно, что предлагаемый способ позволяет значительно сократить потери ферромагнитного порошка при отсутствии дополнительных энерговложений для осуществления способа.
Источники информации
1. Патент РФ №2342233, МПК B23K 11/06, Опубликовано 27.12.2008 г., Бюл. №36, (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНОГО ПОРОШКА | 2010 |
|
RU2428288C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2007 |
|
RU2342233C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2006 |
|
RU2312746C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ФЕРРОМАГНИТНОГО ПОРОШКА ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ | 2007 |
|
RU2340432C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2006 |
|
RU2299795C1 |
| СПОСОБ ТРЕХМЕРНОЙ ПЕЧАТИ МЕТАЛЛАМИ И СМЕСЯМИ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2600154C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2006 |
|
RU2307010C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНОГО ПОРОШКА | 2009 |
|
RU2415001C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ | 2006 |
|
RU2350447C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2008 |
|
RU2367548C1 |
Изобретение может быть использовано для восстановления изношенных и упрочнения рабочих поверхностей деталей электроконтактной роликовой приваркой ферромагнитных порошков. Ферромагнитный порошок подают на рабочую поверхность роликового электрода, которую намагничивают постоянным магнитом. Удерживаемый магнитными силами на рабочей поверхности роликового электрода ферромагнитный порошок поступает к зоне приварки за счет вращения роликового электрода. Постоянный магнит установлен по длине окружности роликового электрода на расстоянии от рабочей поверхности роликового электрода, обеспечивающем достаточную силу притяжения ферромагнитного порошка. Изобретение обеспечивает снижение потерь ферромагнитного порошка от смывания его охлаждающей жидкостью и снижение энергопотребления. 2 н. и 1 з.п. ф-лы, 3 ил., 1 пр.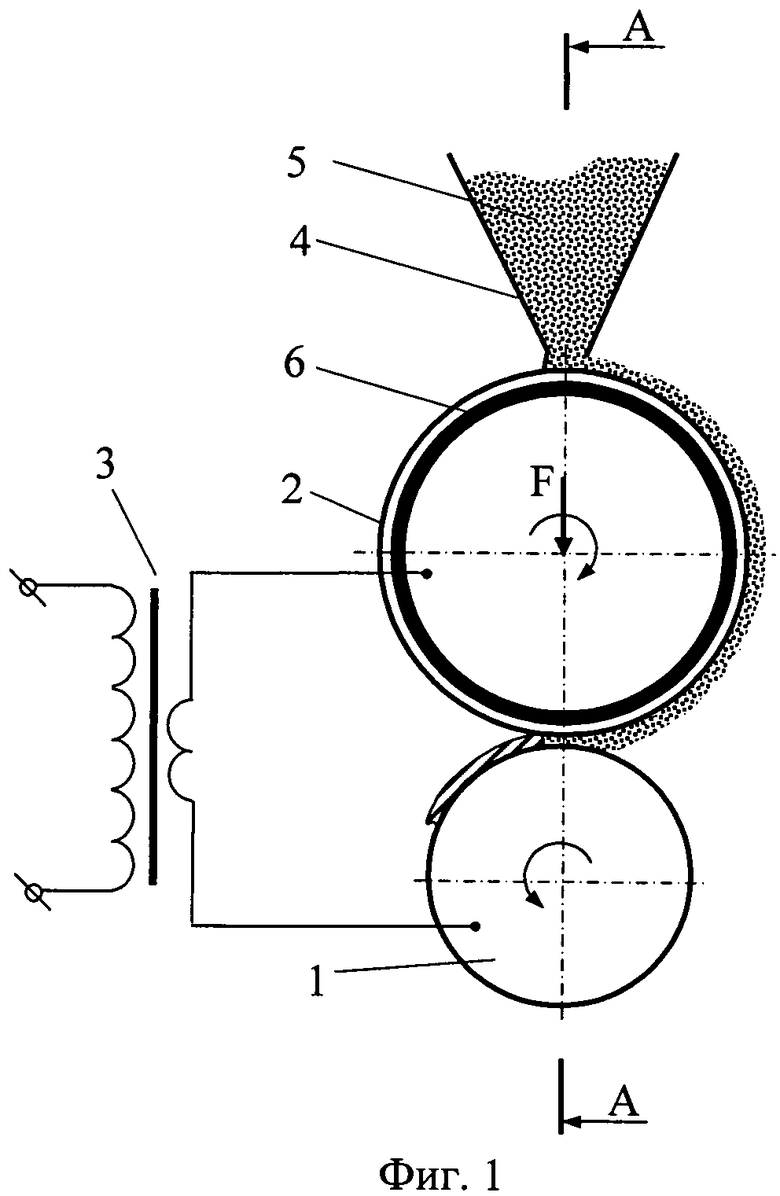
1. Способ электроконтактной приварки ферромагнитного порошка, включающий подачу ферромагнитного порошка к зоне приварки и приварку его к поверхности детали импульсами сварочного тока, отличающийся тем, что подачу ферромагнитного порошка осуществляют на рабочую поверхность роликового электрода, которую намагничивают постоянным магнитом, при этом удерживаемый магнитными силами на рабочей поверхности роликового электрода ферромагнитный порошок поступает к зоне приварки за счет вращения роликового электрода.
2. Устройство для электроконтактной приварки ферромагнитного порошка, содержащее роликовый электрод, привод вращения детали, механизм прижатия электрода и механизм его перемещения, сварочный трансформатор, отличающееся тем, что по длине окружности роликового электрода на расстоянии от рабочей поверхности роликового электрода, обеспечивающем достаточную силу притяжения ферромагнитного порошка, помещен кольцевой постоянный магнит с максимальной плотностью линий магнитной индукции на его внешней цилиндрической поверхности.
3. Устройство по п.2, отличающееся тем, что оно выполнено с возможностью токоподвода к двум роликовым электродам.
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2007 |
|
RU2342233C2 |
| Постройка из бетонных камней | 1929 |
|
SU31118A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ФЕРРОМАГНИТНОГО ПОРОШКА ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ | 2007 |
|
RU2340432C2 |
| Способ наплавки ферромагнитных порошков на внутренние цилиндрические поверхности | 1989 |
|
SU1696214A1 |
| JP 57149069 А, 14.09.1982. | |||

