Изобретение относится к электроконтактной роликовой приварке ферромагнитных порошков и может быть использовано для восстановления изношенных и упрочнения рабочих поверхностей деталей.
Прототипом изобретения является устройство для электроконтактной приварки ферромагнитных порошков, содержащее роликовый электрод, привод вращения детали, механизмы прижатия и перемещения роликового электрода, сварочный трансформатор, вторичная обмотка которого подсоединена к роликовому электроду и детали, и дозирующий бункер ферромагнитного порошка с выходным отверстием [1].
Недостатком прототипа является зависимость количества привариваемого ферромагнитного порошка от режима электроконтактной приварки.
Изобретение позволяет получить новый технический эффект - приварка заданного количества ферромагнитного порошка вне зависимости от режима электроконтактной приварки, а также более равномерная подача ферромагнитного порошка.
Этот технический эффект достигается тем, что устройство снабжено электромагнитами и резистором в цепи их питания для регулировки магнитной силы притяжения, действующей на ферромагнитный порошок, электромагниты установлены по обе стороны от зоны контакта роликовый электрод - деталь, при этом торцы сердечников направлены к выходному отверстию дозирующего бункера таким образом, чтобы действующая на ферромагнитную частицу порошка равнодействующая сил магнитной силы притяжения со стороны электромагнитов и силы тяжести была направлена в зону электроконтактной приварки ферромагнитного порошка.
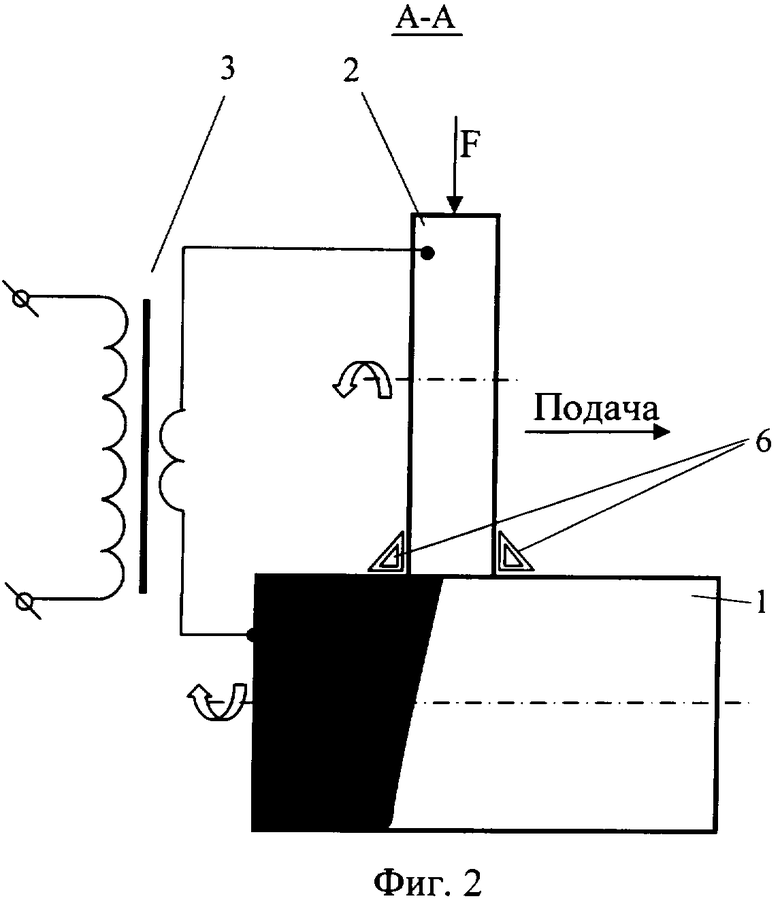
На фиг.1 приведена схема устройства.
На фиг.2 приведен вид А-А фиг.1.
Схема устройства включает в себя деталь 1 и роликовый электрод 2, подключенные к сварочному трансформатору 3, дозирующий бункер 4 для ферромагнитного порошка 5, электромагниты 6, в цепи которых имеется переменный резистор 7.
Работа устройства для электроконтактной приварки ферромагнитного порошка заключается в следующем.
Механизм вращения приводит во вращение деталь 1, а роликовый электрод 2 посредством механизма нагружения (на чертеже не показано) прижимаются к детали 1 и за счет силы трения вращается в направлении, указанном стрелкой. Кроме того, роликовый электрод 2 имеют возможность перемещения вдоль детали 1. Токопровод осуществляется по схеме роликовый электрод 2 - деталь 1. Ферромагнитный порошок 5 поступает из бункера 4 к выходному отверстию и за счет силы притяжения со стороны электромагнитов 6 и зоны контакта роликовый электрод 2 - деталь 1 во время прохождения импульса сварочного тока втягивается в зону приварки, при этом действующая на ферромагнитную частицу порошка равнодействующая сил магнитной силы притяжения со стороны электромагнитов и силы тяжести направлена в зону электроконтактной приварки ферромагнитного порошка. Во время паузы между импульсами сварочного тока на ферромагнитный порошок 5 действует магнитная сила притяжения только со стороны электромагнитов 6, но так как они располагаются симметрично относительно зоны контакта роликовый электрод 2 - деталь 1 по обе стороны от роликового электрода 2, то равнодействующая сила притяжения направлена также в зону приварки и притягиваемый ферромагнитный порошок 5 втягивается в клин, образованный роликовым электродом 2 и деталью 1, а при прекращении паузы втянувшийся в клин ферромагнитный порошок 5 приваривается к детали 1 импульсом сварочного тока. Таким образом, во время паузы между импульсами сварочного тока подача ферромагнитного порошка 5 не прекращается и обеспечивается более равномерная его подача. Переменным резистором 6 регулируется магнитная сила притяжения, действующая на ферромагнитный порошок 5, тем самым определяется количество притягиваемого в зону приварки ферромагнитного порошка 5.
Устройство может быть реализовано на установке для электроконтактной приварки 011-1-05 «Ремдеталь».
Источники информации
1. Авторское свидетельство СССР №1637979, кл. В23К 11/06, Бюл. №12, 1991 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНОГО ПОРОШКА | 2010 |
|
RU2428288C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ФЕРРОМАГНИТНОГО ПОРОШКА ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ | 2007 |
|
RU2340432C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНОГО ПОРОШКА | 2010 |
|
RU2453407C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2010 |
|
RU2488467C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНОГО ПОРОШКА | 2009 |
|
RU2415001C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2007 |
|
RU2390399C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2006 |
|
RU2299795C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2006 |
|
RU2312746C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2006 |
|
RU2307010C1 |
| Способ электроконтактной наплавки ферромагнитными порошками и устройство для его осуществления | 1988 |
|
SU1637979A1 |
Изобретение относится к электроконтактной приварке ферромагнитных порошков и может быть использовано для восстановления изношенных и упрочнения рабочих поверхностей деталей. Устройство содержит роликовый электрод, привод вращения детали, механизм прижатия электрода и механизм его перемещения, сварочный трансформатор и дозирующий бункер, электромагниты, в цепи которых имеется переменный резистор. Вторичная обмотка трансформатора выполнена с возможностью подсоединения к электроду и детали. По обе стороны от зоны контакта роликовый электрод - деталь установлены электромагниты, торцы сердечников которых направлены к выходному отверстию дозирующего бункера, при этом действующая на ферромагнитную частицу равнодействующая сила от всех источников магнетизма и силы тяжести направлена в зону электроконтактной приварки. Обеспечивается приварка заданного количества ферромагнитного порошка вне зависимости от режимов электроконтактной приварки, а также более равномерная подача ферромагнитного порошка. 2 ил.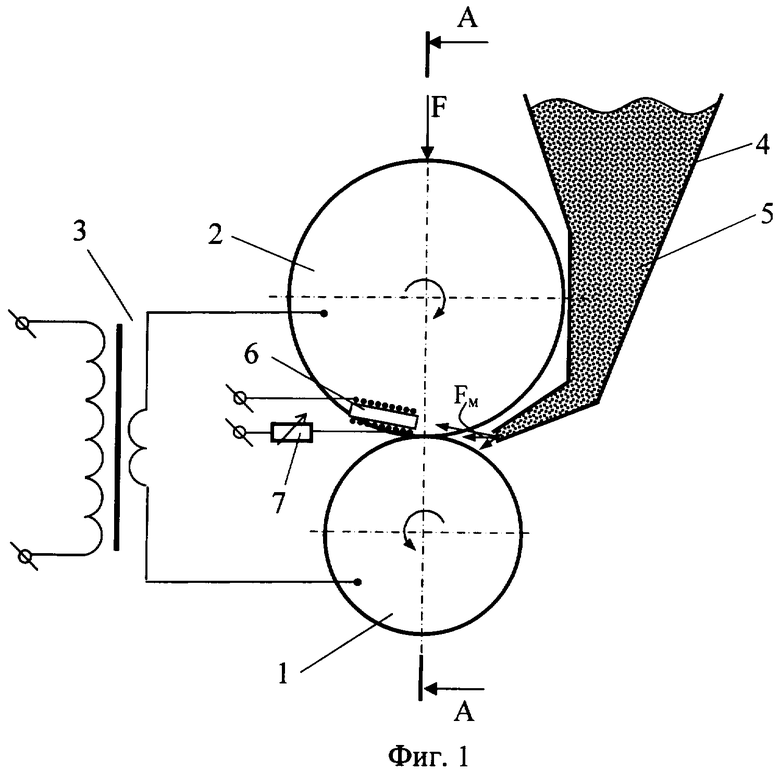
Устройство для электроконтактной приварки ферромагнитных порошков, содержащее роликовый электрод, привод вращения детали, механизмы прижатия и перемещения роликового электрода, сварочный трансформатор, вторичная обмотка которого подсоединена к роликовому электроду и детали, и дозирующий бункер ферромагнитного порошка с выходным отверстием, отличающееся тем, что оно снабжено электромагнитами и резистором в цепи их питания для регулировки магнитной силы притяжения, действующей на ферромагнитный порошок, электромагниты установлены по обе стороны от зоны контакта роликовый электрод-деталь и роликового электрода, при этом торцы сердечников направлены к выходному отверстию дозирующего бункера таким образом, чтобы действующая на ферромагнитную частицу порошка равнодействующая сил магнитной силы притяжения со стороны электромагнитов и силы тяжести была направлена в зону электроконтактной приварки ферромагнитного порошка.
| Способ электроконтактной наплавки ферромагнитными порошками и устройство для его осуществления | 1988 |
|
SU1637979A1 |
| Постройка из бетонных камней | 1929 |
|
SU31118A1 |
| RU 20337383 C1, 19.06.1995 | |||
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ УПРОЧНЯЮЩИХ ПОКРЫТИЙ ФЕРРОМАГНИТНЫМИ ПОРОШКАМИ | 1991 |
|
RU2034096C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ МАГНИТОПЛАСТОВ И ДОЗАТОР МАГНИТНОГО ПОРОШКА И АДГЕЗИВА | 2001 |
|
RU2195035C1 |

