Изобретение относится к способам получения покрытий из порошковых материалов и может найти применение при упрочнении и восстановлении изношенных внутренних цилиндрических поверхностей деталей в различных отраслях машиностроения.
Целью изобретения является повышение равномерности толщины и плотности наплавленного слоя и снижение потерь порошкового материала.
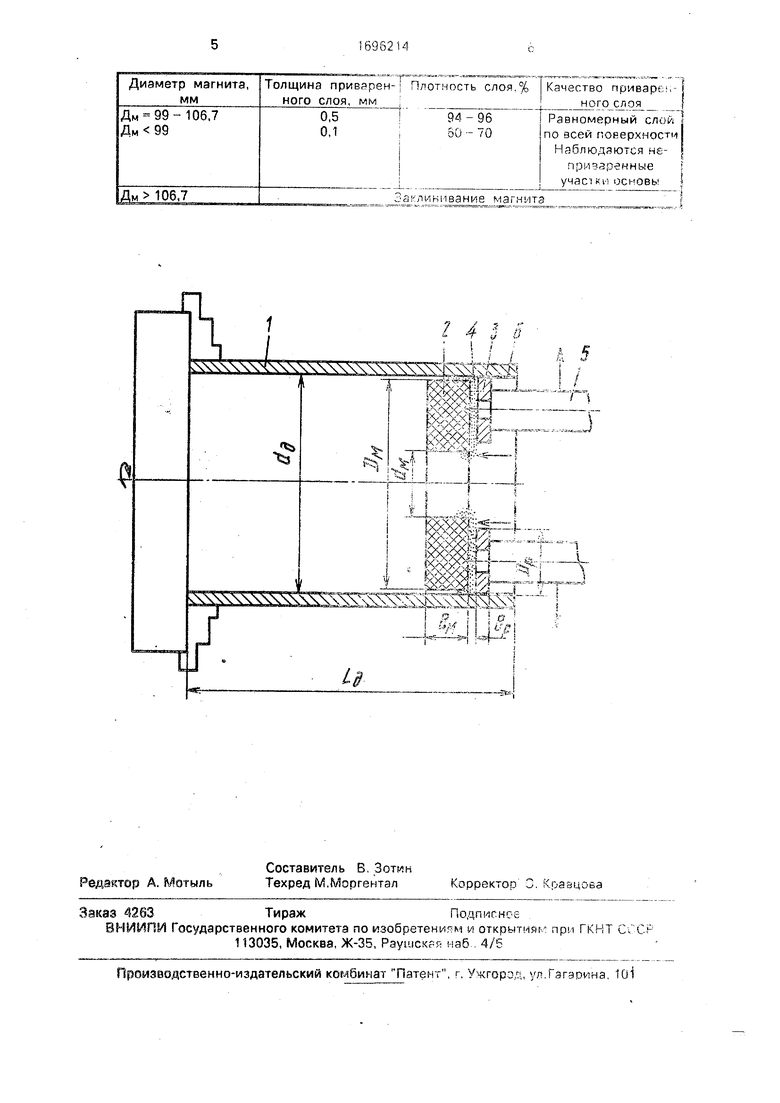
На чертеже приведена схема осуществления способа.
Сущность способа заключается в том, что в цилиндрическое отверстие детали 1
устанавливают кольцевой магнит диаметром DM
DM D0 ((X90-0,97) мм,
где Do - диаметр отверстия наплавляемой детали.
После того, как в отверстие детали 1 установили кольцевой магнит 2, на торцовую, обращенную к роликовым электродам 3, поверхность магнита 2 подают ферромагнитный порошок 4. Деталь 1 приводят во вращение наплавочные роликовые электроды 3, свободно вращающиеся на держателях 5, прижимают к поверхности детали 1, включают подачу охлаждающей воды, сваО
тиА &
р чнь i/i ток и ьи /ю 1 ачу роликовых электродов Проходящие оаз деталь 1 и порошок 4 элекгомческне -лпульсы тока фс,умиру т ич чос(|/1 шерстия детали 1 mpoiM свое г.икп SP/I i
HvipHhc hiariMia ял 1 . на устойчи- cccso (опрокидлоамме} ап, па прм его продольном repetJ eur /ш О .-.ако главное назначение ма ннта заключсеася L тем, что ci/ лозие линии мэ нигно о олг в редолдх установпенного зазора ззмыкпптся с поверхностью пашн зг,немого отверстия По- роижов - и Мсггеридл, подаваемый на порер/нос ь магичп намагничивается и располагаемся вдоль сила8ычл1/ч1лй маги/т ною поля, седьмая поверхности магнига м отверстия Наличие порошча еж iv поверхност ч 11 г исьи э-т мм п /стой и- ьо в золь счи лЕеос- ия Воз- можно доголг 1Т лкн чосьи гние стоПЧ лвости larч /sтcэ, н примео, путем из гоговлер)мя сг пенчатоп диска и коепгеьпя ,с нему t а, , icn ьз о вевс1исвмаг ч и re млн набг л jser ол( ;и
Уоелччэч / ч аиаг стоа f jrhhT DM свыше указанною vv m jacT yen ачч пеоепеи мчя л ji HID т зпгпь со 5 ars аеяя
М JfQ 01 Г С л i ч i -О дИ V еГО МИ
ja i/i j, iei 4 MJ заза ivfsrfii ;j i, iv,3 ykd aHhr o 2 yxvv-j°o 1одал t зо1. о г i- -t о исэи 51 ь на з./юй пьр( от
P t11 I1 f i t- n Я tit, 4 lof -S
rt -ь г-- ie - J
, ЧS l vj I r F -1
JlVKN 43 iC l
V1 . 1
MWj у 1 I
P0ri 40-. f1 -fl 1 1fc -Ht, )
fli/1c t 56
.чаэ м
Сипа гьср rr т i d SCR ,7-Ь к
.P .S-.Vi i ib
p , i n-1 ki,
Длительность импульсов токаtMM - 0 6 с
Длительность паузыт( - 0,1 г
Число оборотов
шпинделяПоб 1 U7 сб/./.мн
Скорость продольного перемещения роликовых электродов и магнита V 0 1 м/мин Расход охлаждающей И 6 л/мин 0 В результате наплавки порошгового материала на деталь зл одиь проход ролико- ВЫУ злектро/ оа получают разномерный наплавленный слои толщиной 0,5 мм, плотмостьм; 94-96% (см. таблицу) о Предлагаемый inocoG позволяет повысить эффективность наплавки за счет улучшения качества понукаемого покрытия и CHi .xent т)ррь nopoiuto3n-o атериала.
Ф v, р г. у л а / з о б р е т L м м я 0 Способ наплавки Ф90оонагнитч0|х порошков на внутренние цилмидоичеслиё поверхности де1ааей при ко ором призодлтв чонтакт с закреплен ой обиаЬатыьаемой цетагыо поплавочные оопиковые злектро- 5 ды гриводч цэтгспь во вращен е, подают в SOHJ наплаьк Ферромагнитный порошок, пропускают чеорз ппликовые электроды им- ьг.ь лг ткои скС -опк а, при JTOM ролм- ri neoci iOh u-o. вдоле. ом детали, отли- U i s t i и и : я ем, что, с це- ью повышенмг
p.l-(Wc-tjLOOT -гСЛи1ИиЫ И Л01ЧССТИ СЛОЯ
П-Ц ВП РИПГО почрития, а также сииясенмч сто гмоошковогоматериала аотверстие
/i Jlt jCTJH 1, ПЛЬДЗВСЙ Г10СТОЯНj hb ii оь ст с чарухчык uj амегоо-л, ccctaB- j }щи 0,9-0, .1етра отверстм neraib, зг.. (нва- t e i ,- л отводе « д э.апи диа зтрэльно
ГГ ТПВОГ.. К нуг Др Ту СС Юр о i магнат Ьрз цен1 jrj ксьойздьому ионцу , МРГНПТ 1ра1ЦЗсат вместе с
cVibfC i ппренещаюг вдоль оси детали
jsiecfe с , Оьг I л , а срерро( псрошок по та от на уасток гор
b U8 мачыга, поре руаазмый ропиксвыми электродам ti
1416

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наплавки магнитных порошков | 1988 |
|
SU1569143A1 |
| Способ электроконтактной наплавки ферромагнитными порошками и устройство для его осуществления | 1988 |
|
SU1637979A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2010 |
|
RU2564777C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОЛЕБАНИЯМИ ЭЛЕКТРОДА | 1991 |
|
RU2047435C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ФЕРРОМАГНИТНОГО ПОРОШКОВОГО МАТЕРИАЛА НА ЦИЛИНДРИЧЕСКУЮ ПОВЕРХНОСТЬ | 1993 |
|
RU2036061C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНОГО ПОРОШКА | 2009 |
|
RU2415001C2 |
| Способ электроконтактной наплавки порошка | 1988 |
|
SU1555085A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНОГО ПОРОШКА | 2010 |
|
RU2453407C2 |
| Способ наплавки износостойких сплавов | 1987 |
|
SU1602642A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ФЕРРОМАГНИТНОГО ПОРОШКА НА ВНУТРЕННЮЮ ЦИЛИНДРИЧЕСКУЮ ПОВЕРХНОСТЬ НАПЛАВЛЯЕМОЙ ДЕТАЛИ | 1993 |
|
RU2036060C1 |
Изобретение относится к способам получения покрытий из порошковых материалов и может найти применение при упрочнении и восстановлении изношенных внутренних цилиндрических поверхностей деталей в различных отраслях машиностроения. Цель изобретения - повышение толщины и плотности наплавленного слоя и снижение потерь порошкового материала. Способ наплавки ферромагнитных порошков на внутренние цилиндрические поверхности представляет собой электроконтактную наплавку порошка пропусканием через порошок и деталь импульсов электрического тока. При этом в цилиндрическое отверстие детали устанавливают кольцевой магнит. Диаметр магнита составляет 0,9-0,97 диаметра отверстия, Магнит вращается вместе с деталью и перемещается двумя роликовыми электродами поступательно вдоль оси детали. Поро- шок подают на неперекрызаемую роликовыми электродами часть торца магнита.1 ил. 1 табл , сл ЧЛЯИШ
| Авдеев М.В | |||
| Технология ремонта машин и оборудования, - М.: Агропромиздат, 1986, с | |||
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| Приспособление для получения кинематографических стерео снимков | 1919 |
|
SU67A1 |
