Изобретение относится к электроконтактной приварке ферромагнитных порошков и может быть использовано для восстановления изношенных и упрочнения рабочих поверхностей деталей типа тел вращения.
Прототипом изобретения является устройство для подачи ферромагнитного порошка при электроконтактной приварке, включающее бункер для порошка, выходной канал, катушки электромагнита и сердечник [1].
Недостатком прототипа являются потери порошка при паузе между импульсами сварочного тока.
Изобретение позволяет получить новый технический эффект - облегчение подачи порошка к зоне приварки, осуществляемой с плоскости постоянного магнита, и отсутствие запирания порошка в канале.
Этот технический эффект достигается тем, что на конце выходного канала за соплом закреплен постоянный магнит.
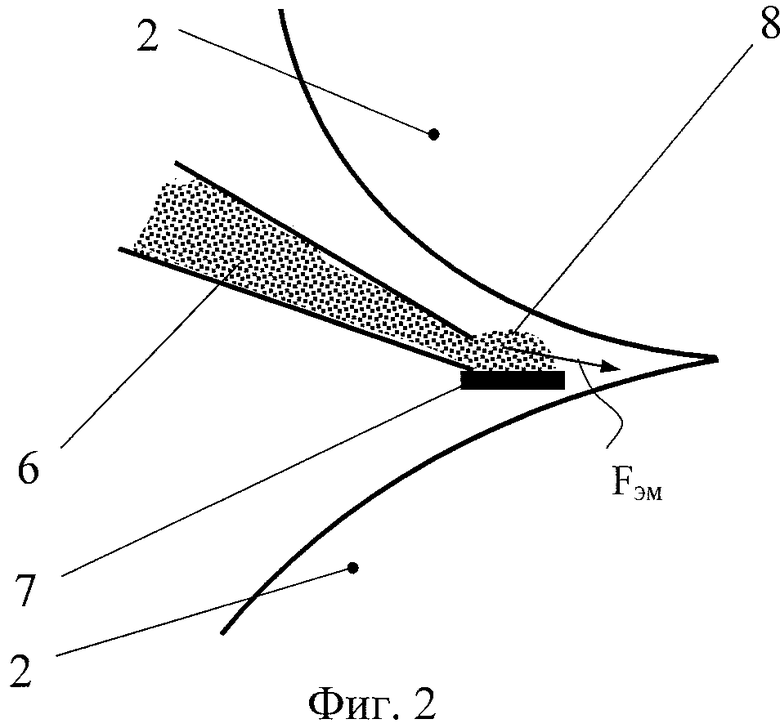
На фиг.1 приведена схема устройства.
На фиг.2 приведен узел I фиг.1.
Схема устройства включает в себя деталь 1, роликовые электроды 2, подключенные к сварочному трансформатору 3, бункер 4 для ферромагнитного порошка 5, концы выходных каналов 6, снабженные постоянными магнитами 7.
Устройство для подачи ферромагнитного порошка при электроконтактной приварке действует следующим образом. Механизм вращения приводит во вращение деталь 1. Роликовые электроды 2 посредством механизма нагружения (на чертеже не показано) прижимаются к детали 1 и за счет силы трения вращаются в направлении, указанном стрелками. Кроме того, роликовые электроды 2 имеют возможность перемещения вдоль детали 1. Токопровод осуществляется по схеме роликовый электрод 2 - деталь 1 - роликовый электрод 2. Ферромагнитный порошок 5 поступает из бункера 4 к концам выходных каналов 6 и задерживается магнитным полем, образованным постоянным магнитом 7. Постоянный магнит расположен сразу после отверстий выходных каналов 6. Порошок 5, высыпаясь из отверстий выходных каналов 6, образует на плоскости постоянного магнита 7 объем порошка 8, который препятствует высыпанию порошка 5 из отверстия выходного канала 6. При отсутствии тока в цепи сварочного трансформатора 3 (в период паузы между сварочными импульсами) ферромагнитный порошок 5 не поступает в зону приварки. При прохождении импульса сварочного тока ферромагнитный порошок притягивается в зону сварки магнитным потоком Fэм, образованным проходящим сварочным током и имеющим максимум напряженности в зоне контакта роликовый электрод 2 - деталь 1. В результате происходит приварка ферромагнитного порошка к поверхности детали 1. После того как объем порошка 8 притянулся и приварился к поверхности детали 1, на освободившееся место высыпается из бункера 4 следующий объем порошка 8, что происходит преимущественно в период паузы между импульсами тока.
Таким образом осуществляется непрерывный процесс электроконтактной приварки порошка 5 к поверхности детали 1 с образованием порошкового покрытия.
Устройство может быть реализовано на установке для электроконтактной приварки 011-1-02Н «Ремдеталь» с вертикальным расположением роликовых электродов.
Источники информации
1. Амелин Д.В., Рыморов Е.В. Новые способы восстановления и упрочнения деталей машин электроконтактной наваркой. - М.: Агропромиздат, 1987. - С.97-99, рис.53 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2006 |
|
RU2299795C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2007 |
|
RU2390399C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2006 |
|
RU2312746C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНОГО ПОРОШКА | 2010 |
|
RU2453407C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ФЕРРОМАГНИТНОГО ПОРОШКА ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ | 2007 |
|
RU2340432C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНОГО ПОРОШКА | 2010 |
|
RU2428288C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2006 |
|
RU2307010C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2010 |
|
RU2488467C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2007 |
|
RU2342233C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2006 |
|
RU2322333C2 |
Изобретение может быть использовано для восстановления изношенных и упрочнения рабочих поверхностей деталей типа тел вращения. Роликовые электроды 2 подключены к сварочному трансформатору 3. Бункер 4 для ферромагнитного порошка 5 соединен с двумя выходными каналами 6. На конце каждого выходного канала закреплен постоянный магнит 7 с возможностью образования на его плоскости в период паузы между импульсами сварочного тока объема ферромагнитного порошка, поступающего в зону приварки детали 1 при прохождении импульса сварочного тока. Устройство обеспечивает непрерывный процесс приварки порошка к поверхности детали и позволяет уменьшить потери ферромагнитного порошка. 2 ил.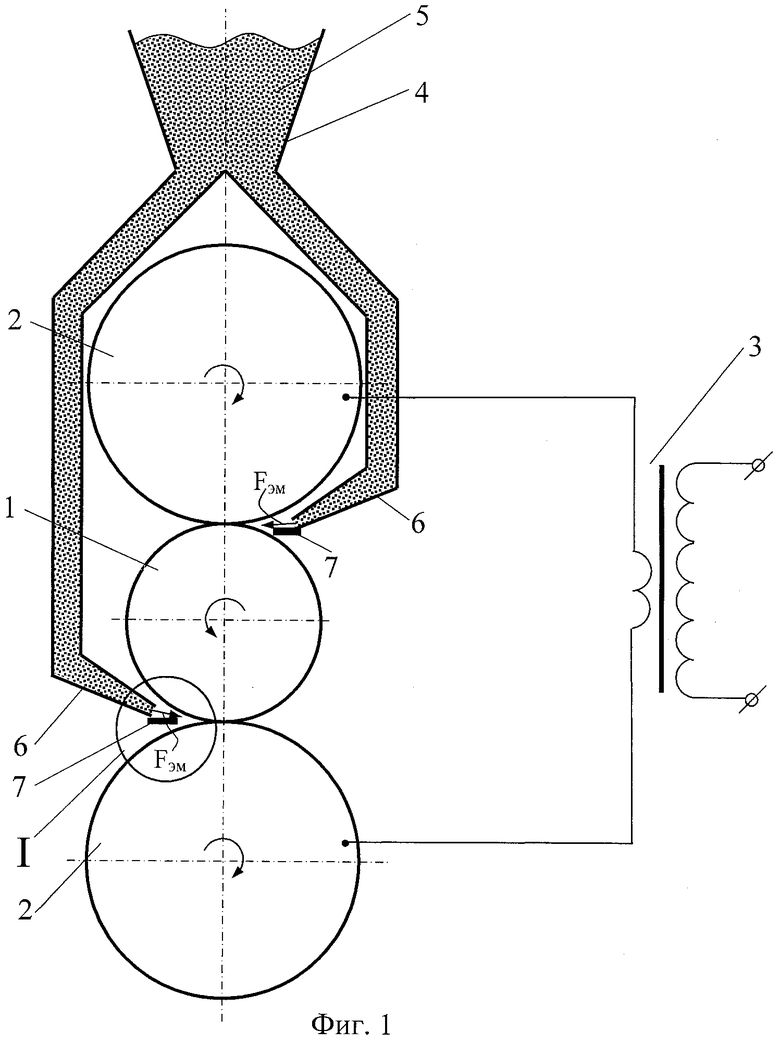
Устройство для электроконтактной приварки ферромагнитного порошка, содержащее роликовые электроды, подключенные к сварочному трансформатору, бункер для ферромагнитного порошка, соединенный с выходным каналом, отличающееся тем, что на конце выходного канала закреплен постоянный магнит с возможностью образования на его плоскости в период паузы между импульсами сварочного тока объема ферромагнитного порошка, поступающего в зону приварки при прохождении импульса сварочного тока.
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ФЕРРОМАГНИТНОГО ПОРОШКА ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ | 2007 |
|
RU2340432C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2006 |
|
RU2299795C1 |
| Способ наплавки ферромагнитных порошков на внутренние цилиндрические поверхности | 1989 |
|
SU1696214A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2007 |
|
RU2342233C2 |
| Постройка из бетонных камней | 1929 |
|
SU31118A1 |
| DE 4102247 A1, 30.07.1992. | |||

